Fejlfinding: Ekstrudermotor overbelastet på P2S
Fejlbeskrivelse
Under print overvåger P2S-ekstruderens motor ekstrusionskraften i realtid. Når der registreres for stor ekstrusionskraft, udløses en fejl, og printjobbet sættes på pause. Du skal fejlfinde problemet, før du kan genoptage printet.
Relateret fejl: HMS_0300-0900-0002-0001: Ekstrudermotor overbelastet, mulig tilstoppet nozzle eller filamentproppelse i toolhead.
Mulige årsager
- Varmeenheden er ikke monteret korrekt
- Model-warping
- Tilstoppet ekstruder
- Tilstoppet nozzle
Fejlfinding
Kontroller første lag-printkvalitet
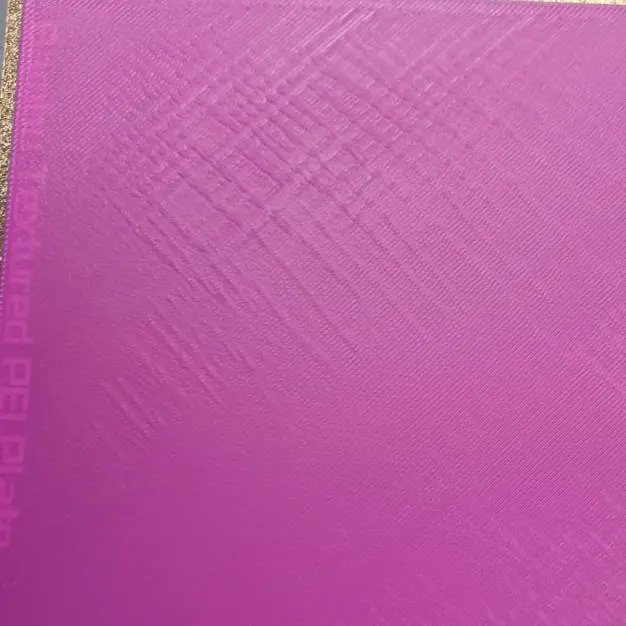
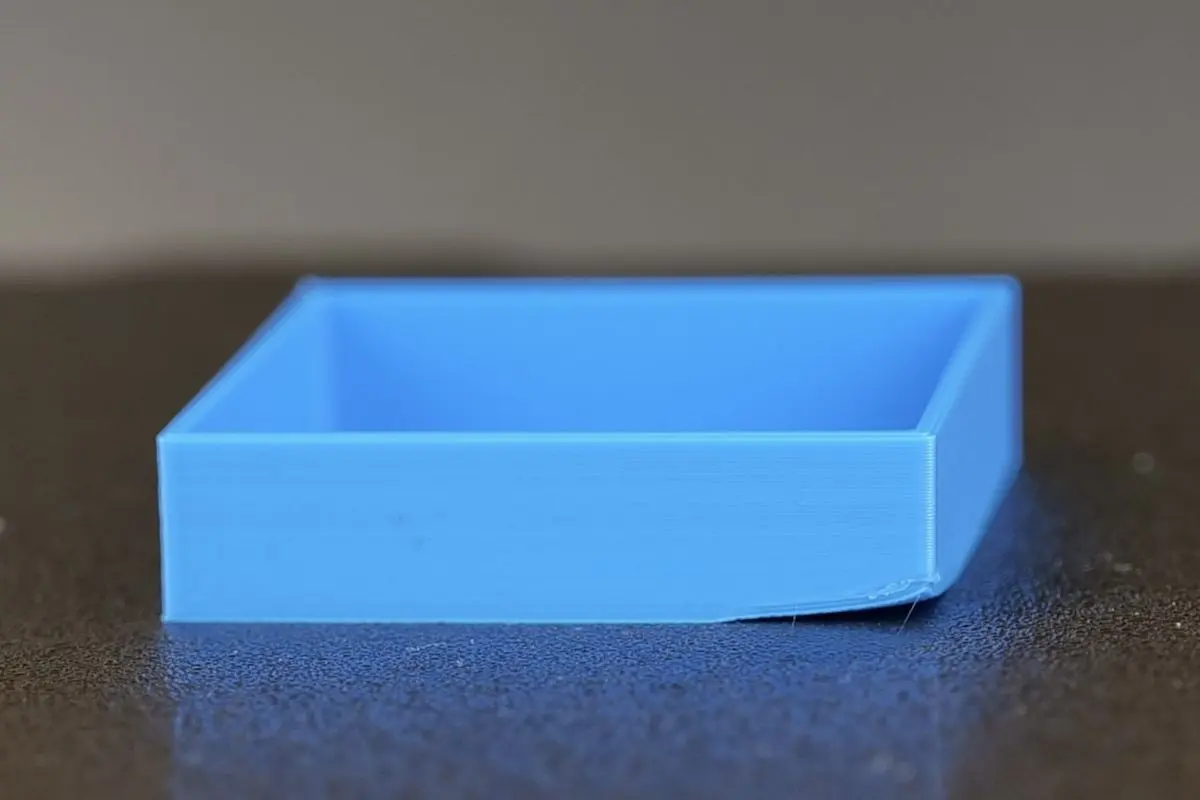
Hvis enheden aktuelt printer første lag, skal du iagttage, om printets udseende ligner billedet nedenfor. Hvis der er store områder med rynker, skal du annullere printet og fortsætte med nedenstående trin.
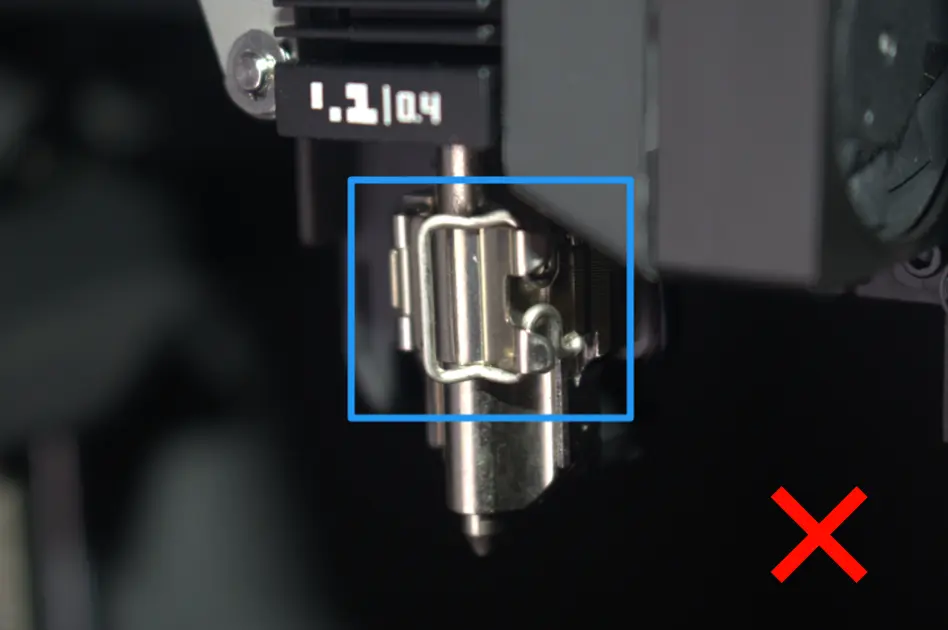
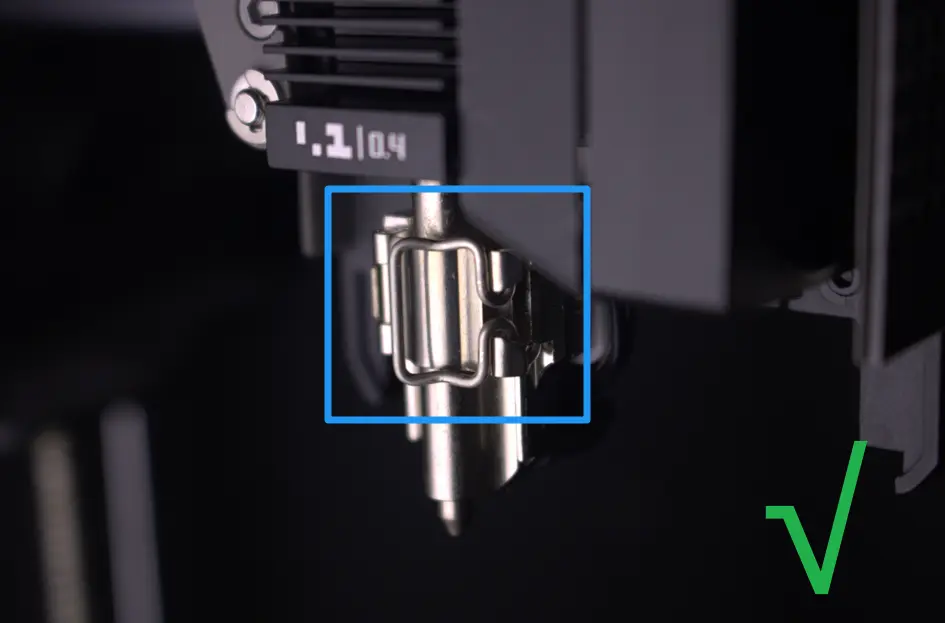
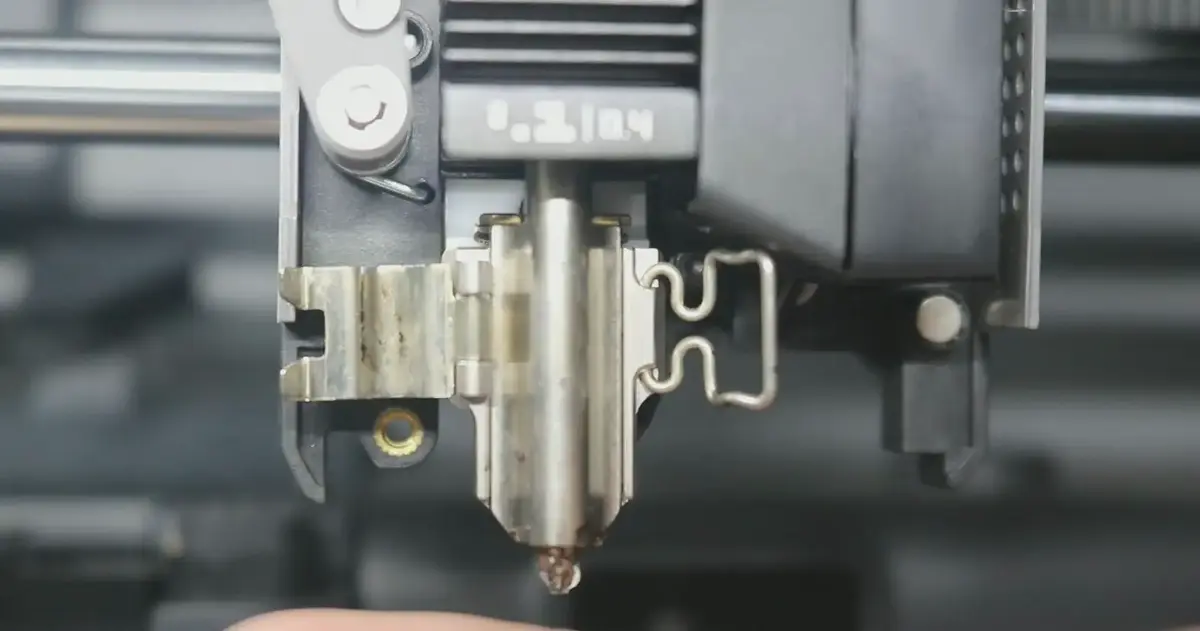
- Fjern silikonehylsteret og kontroller, om klemmen er korrekt fastgjort.
 |
 |
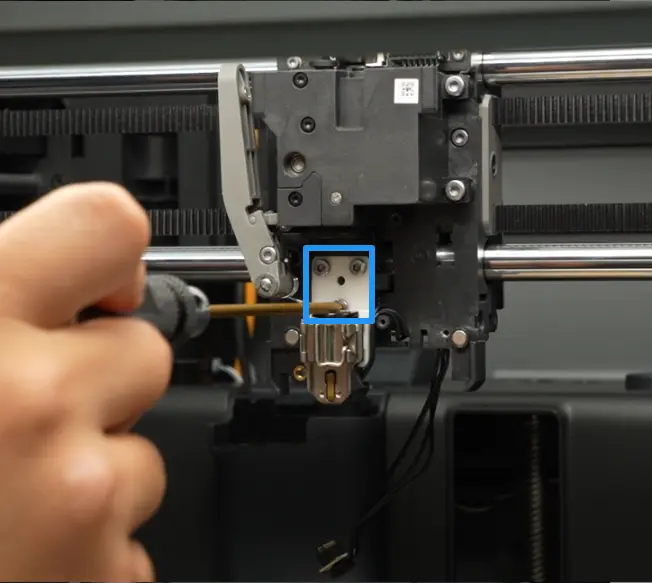
- Stram de 3 fastgørelsesskruer på varmeenheden, så den ikke vipper.
- Monter nozzlen korrekt og luk låsen.
- Udfør bordnivellering i kalibreringmenuen.
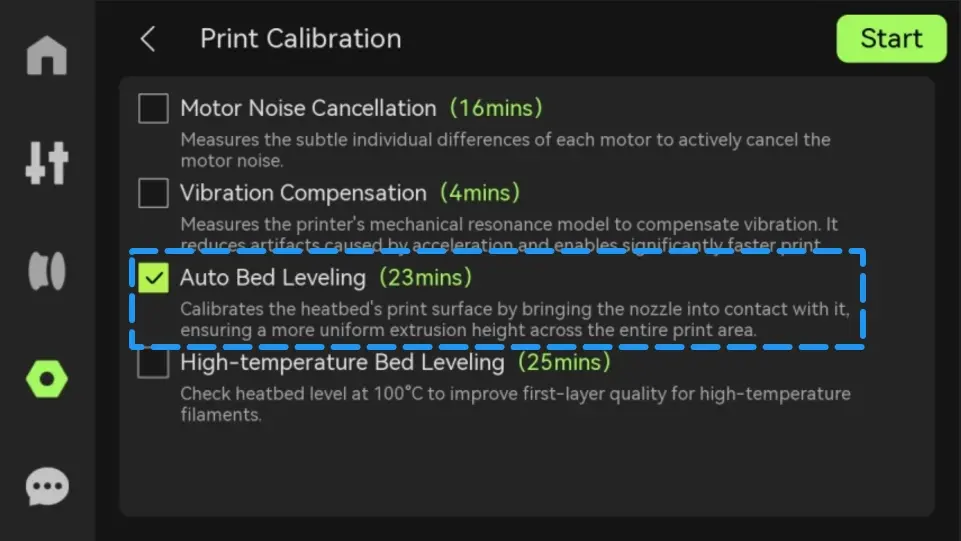
Hvis toolhead stadig skraber mod varmepladen et bestemt sted på grund af ujævnheder, anbefaler vi at udføre manuel bordnivelllering. Se detaljer i dette link: P2S Manuel Bordnivellering
Kontroller for model-warping
Hvis et hjørne af modellen er løftet (warping), vil nozzlen skrabe mod den løftede model, når den bevæger sig derhen. Det forhindrer nozzlen i at ekstruderere filament normalt og medfører ekstrudermotor-overbelastning.
Du kan se guiden om warping af printede modeller for at løse dette problem og derefter genstarte printet.
Kontroller om ekstruderen er tilstoppet
Når omgivelsestemperaturen er for høj (over 30 °C), kan varmen inde i printerkammeret ikke afgives hurtigt nok. Printes der med PLA, PETG eller lignende filamenter, kan filamentet blødgøre for tidligt (varmekryb) og sætte sig fast i ekstruderens tandhjul, hvilket hæmmer ekstruderens rotation og til sidst udløser overbelastningsalarmen.
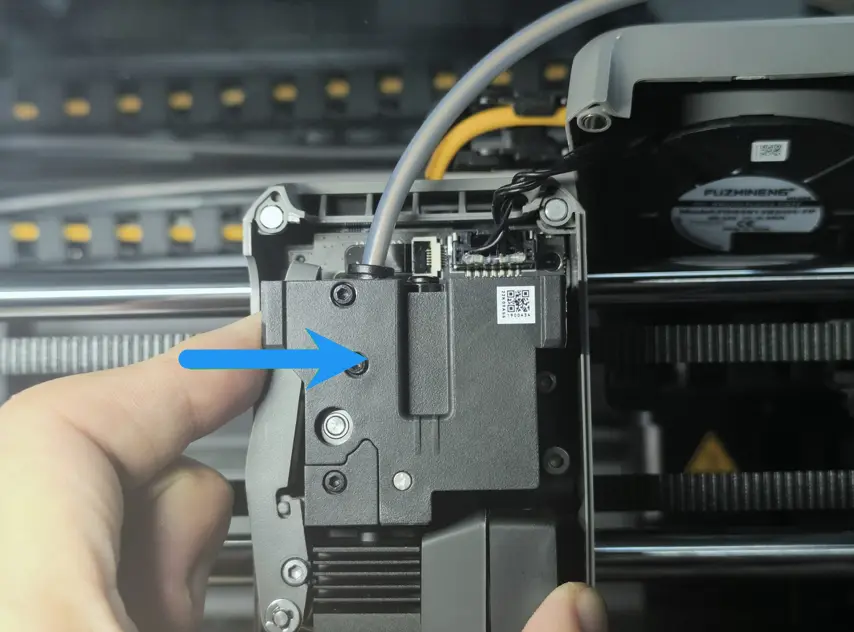
- Sæt ekstruderenhedens frontdæksel fast på X-akslen og kabelbæringen;
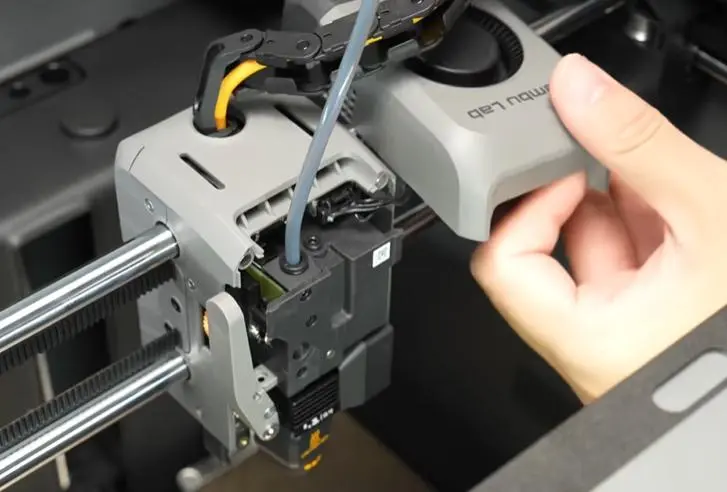
- Tryk filamentskærerarmen ned for at skære filamentet;
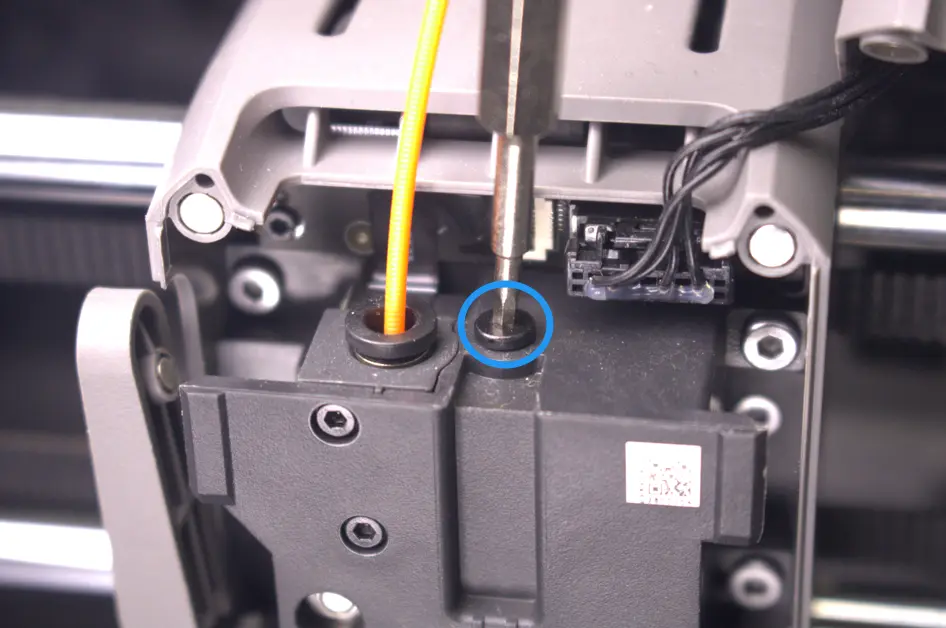
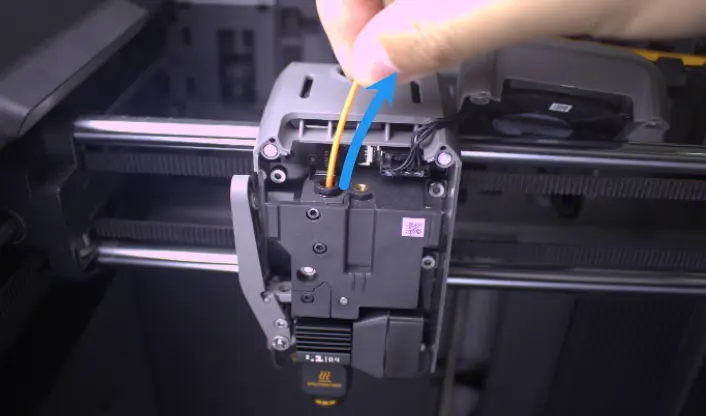
- Løsn ekstruderens trykblokskrue og træk forsigtigt filamentet ud;
Hvis filamentet kan trækkes ud meget let uden deformation, er ekstruderen ikke tilstoppet. Skub filamentet ind igen, til det ikke kan komme længere, stram derefter trykblokskruen og fortsæt til trin 4.
Hvis filamentet ikke kan trækkes ud, stop printet og se P2S-guiden til rensning af ekstruderen for at afhjælpe tilstopningen.
Kontroller om nozzlen er tilstoppet
Tryk på "Prøv igen" eller "Genoptag print" på printerens touchscreen, og iagttag om nozzlen kan ekstruderere filament.

Scenarie 1: Filament kan ikke ekstruderes eller sidder fast
Hvis filamentet ikke kan ekstruderes jævnt, er nozzlen bekræftet tilstoppet.
Se P2S-guiden til rensning af tilstoppet nozzle for at rense nozzlen, og udfør flere cold pulls, indtil der ikke er rester tilbage på det trukne filament.
Du kan sammenligne resultater af cold pulls med billedet nedenfor.

Scenarie 2: Filament ekstruderes jævnt
Hvis nozzlen kan ekstruderere filament normalt, kan fejlen skyldes en let tilstopning i nozzlen, for stor fremføringsmodstand eller en maksimal volumetrisk hastighed indstillet for højt.
-
Følg P2S-guiden til rensning af tilstoppet nozzle for at rense nozzlen, og udfør flere cold pulls, indtil der ikke er rester tilbage på det trukne filament.
-
Kontroller for ekstern modstand, f.eks. sammenfiltret filament, bøjet PTFE-rør osv.
Vær særligt opmærksom på fremføringsstien ved brug af PVA- eller TPU-filament. Printer du med TPU, anbefaler vi at gennemgå printguiden til TPU 90A og 85A på P-serie printere, inden du fortsætter. Det anbefales desuden at følge P2S-guiden til rensning af tilstoppet nozzle for at fjerne eventuelle forureninger inde i hotend'en, inden du bruger TPU hver gang. -
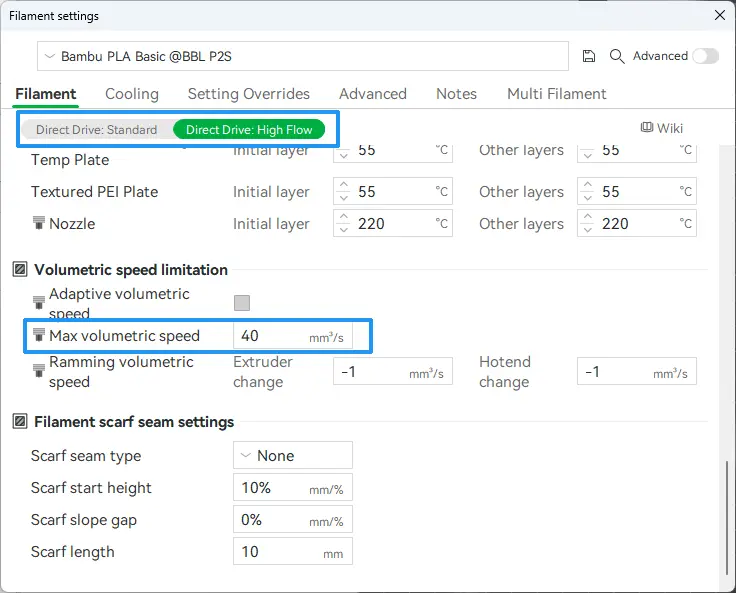
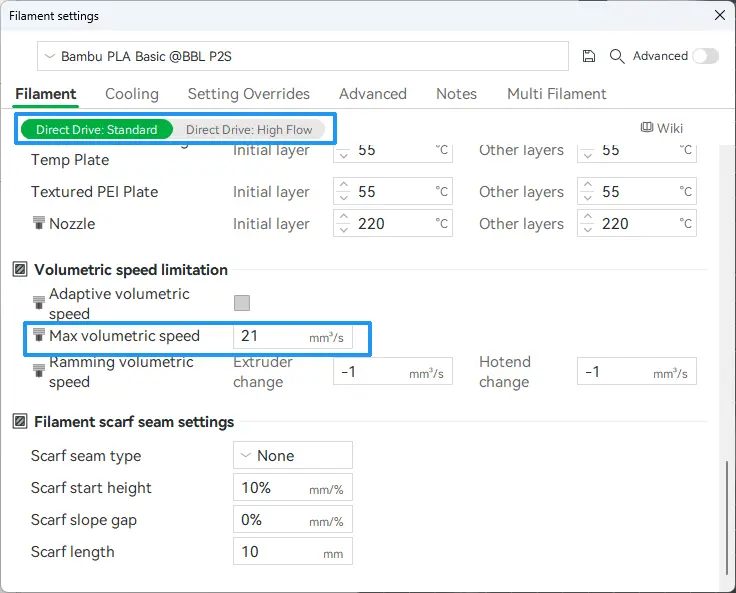
Kontroller om den maksimale volumetriske hastighed passer til den anvendte hotend-type;
Den standardindstillede maksimale volumetriske hastighed for print af Bambu PLA Basic med en standard-flow hotend er f.eks. 25 mm³/s, mens standarden for en high-flow hotend ved print af Bambu PLA Basic er 35 mm³/s. Bruger du high-flow hotend-parametre med en standard-flow hotend, vil der opstå en ekstrudermotor-overbelastningsfejl.
Bland heller ikke parametre mellem Bambu PETG Basic og Bambu PETG HF (High Flow). Ved tredjeparts-filament anbefaler vi at reducere denne værdi.
 |
 |
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til P2S-guides