Rensning af stoppet dyse på P2S
Bemærkninger inden du går i gang
Vær opmærksom på, at nogle af procedurerne i denne guide kan være farlige, hvis de ikke udføres forsigtigt, da de involverer høje dystemperaturer. Træf alle nødvendige forholdsregler, når du udfører disse opgaver. For de fleste procedurer skal maskinen slukkes, og dysen skal være helt afkølet, inden du går i gang.
Hvis du skal holde hotenden i hånden, skal du bruge en ovnhandske og sikre dig, at gulvet eller bordet under hotenden er frit for brandbart materiale samt møbler eller overflader, der kan tage skade af varmen.
Nødvendigt værktøj
For at løse de fleste stopproblemer kan du have brug for følgende værktøj:
- Rensningsnal
- Tænger
- Varmebestandige handsker
- Et stykke filament
- H1,5 og H2,0 unbrakonøgler

Videovejledning
Betjeningsvejledning
1. Rensning med rensningsnal
Når du bruger en rensningsnal, kan trykket inde i dysen frigives pludseligt, så varme materialeresiduer sprøjter ud. Brug derfor altid handsker, og læn ikke hovedet ind i printerens kammer under rensningen.
Hvis dysen slet ikke kan ekstruhere filament, anbefales det at bruge rensningsnalen til at fjerne stoppet og derefter udføre en cold pull.
Med PLA som eksempel: vent til dysetemperaturen når 220 °C, sæt derefter rensningsnalen ind i dysen og bevæg den op og ned flere gange.

Fjern derefter dysen, mens den stadig er varm, brug nalen til at skubbe det resterende filament ud, træk filamentet ud med tænger, fjern nalen, og genmonter dysen.

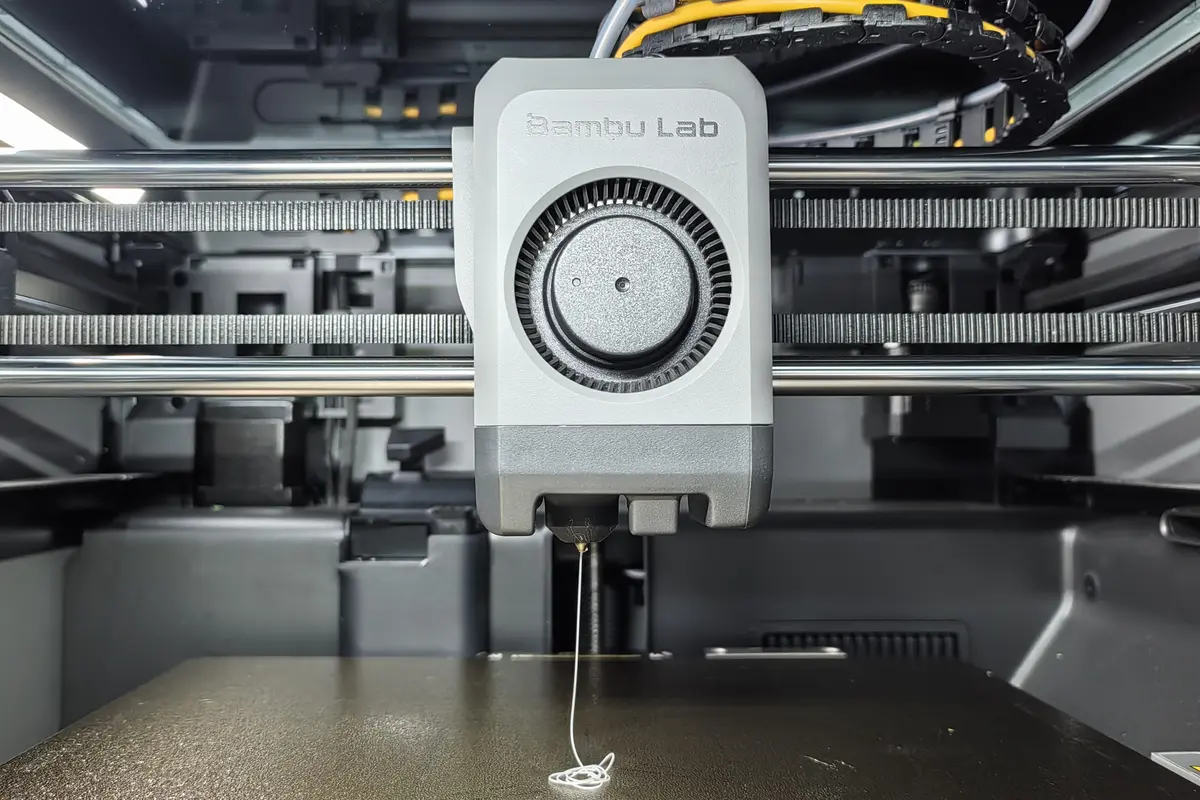
Efter rensningen kan du forsøge at ekstruhere filament manuelt. Indstil hotend-temperaturen til over filamentets anbefalede temperatur, og forsøg manuel ekstrudering for at se, om filamentet ekstrueres normalt. Hvis ekstruderingen stadig mislykkes, skal du fortsætte med cold pull-trinene nedenfor.
2. Cold pull
Printeren har en indbygget funktion til cold pull-vedligeholdelse af dysen, som hjælper dig med denne proces.
Vi bruger PLA som eksempel.
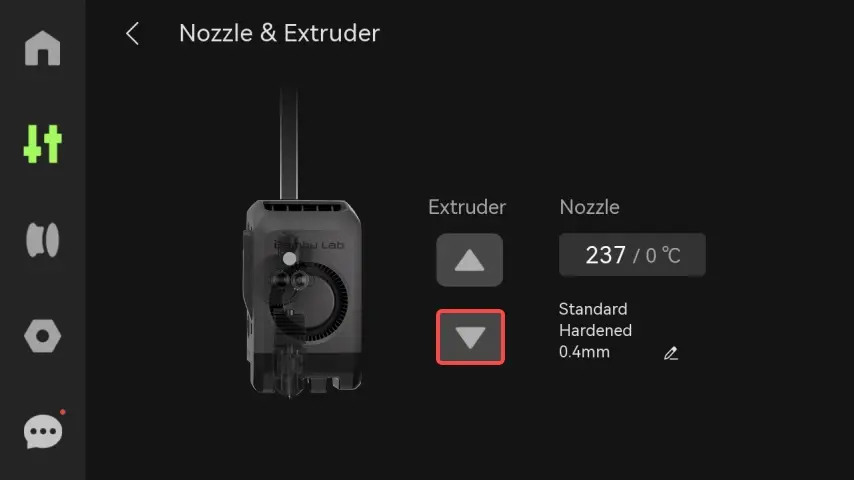
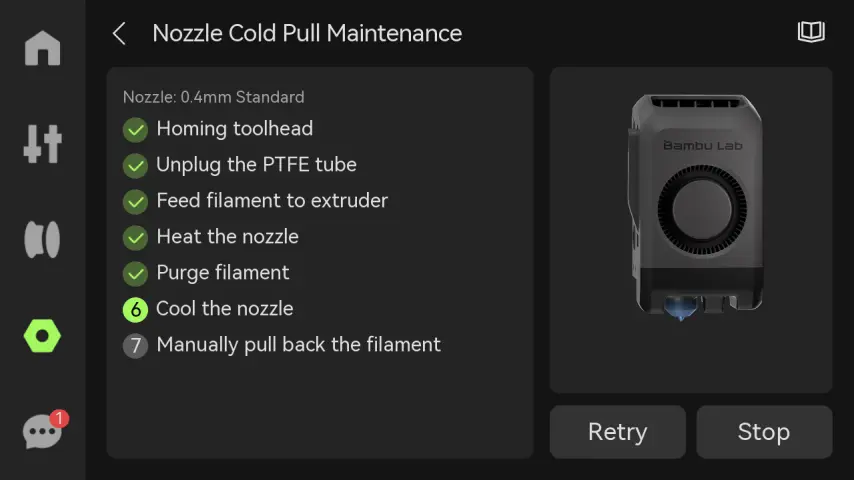
Gå til Toolbox-siden og klik på "Nozzle Cold Pull Maintenance". Vælg cold pull-parametrene ud fra dysestørrelse og typen af filament, der sidder i dysen.
I dette eksempel er dysestørrelsen 0,4 mm, det resterende filament er PLA, og cold pull-filamentet er PLA. Bekræft parametrene og klik på Start.

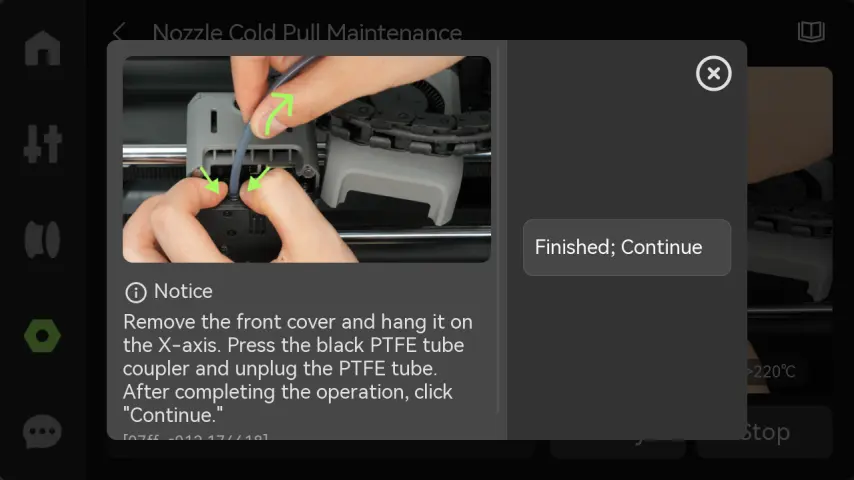
Følg vejledningen på skærmen om at hænge frontdækselenheden på X-aksen. Tryk på den sorte trykfitting og fjern PTFE-røret.

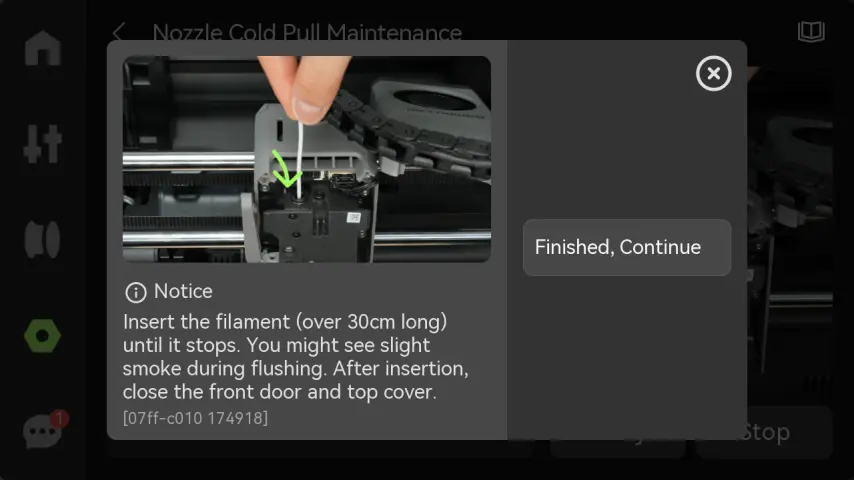
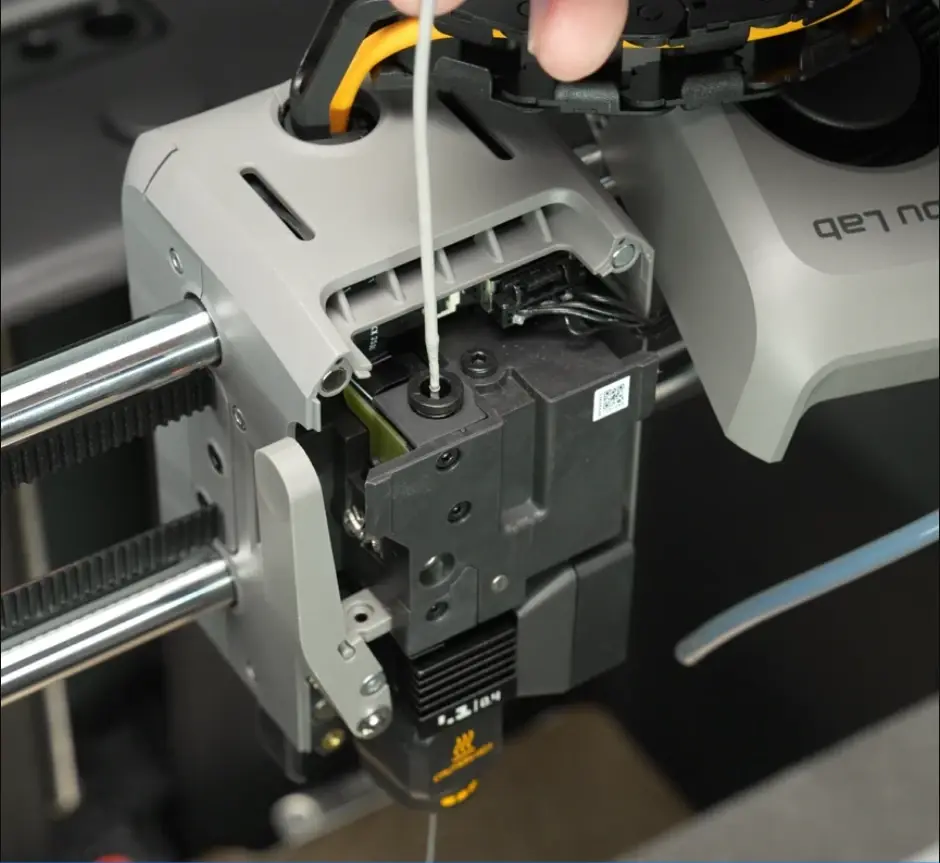
Indfør filament i ekstruderen, indtil det ikke kan skubbes længere.
Printeren griber automatisk filamentet, opvarmer dysen og begynder at skylle. Når det ekstruerede filament er skiftet fuldstændigt til det nyindlagte filament, begynder dysen at køle ned.
Når dysen er kølet ned, trækker du langsomt filamentet ud som anvist af printeren.
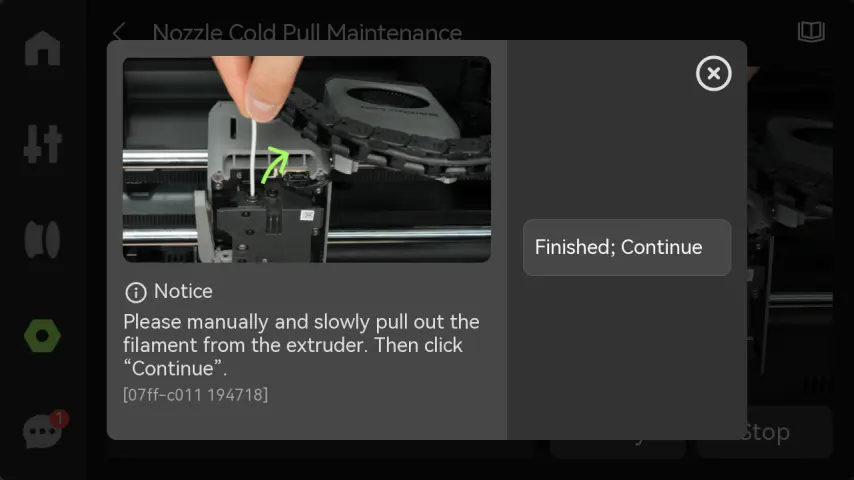
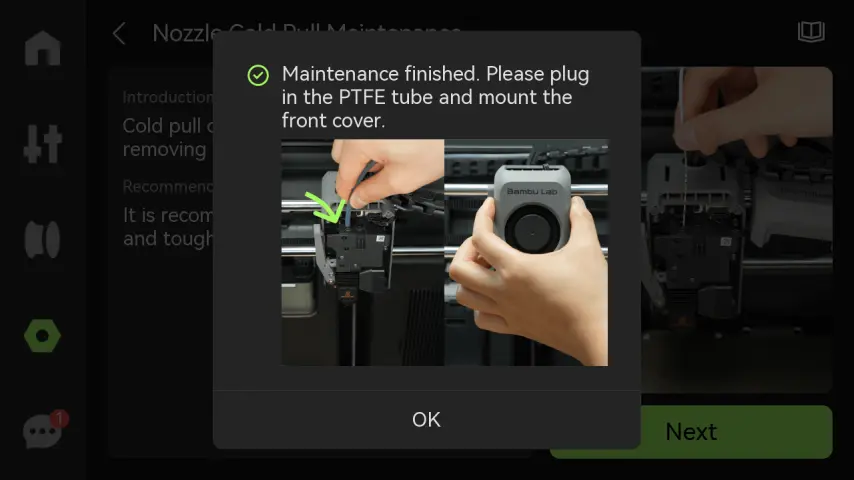
Undersøg enden af filamentet for eventuelle resterende snavs. Når cold pull'en er gennemført korrekt, klikker du på Finish og geninstallerer PTFE-røret samt frontdækselenheden.
Rensning med varm unbrakonøgle (ved stop i cold end)
Bemærk: Denne metode virker kun med unbrakonøgler i størrelse H1,5 eller mindre.
I et lille antal tilfælde skyldes stoppet, at filament sidder fast ved hotend-køleribbens position på grund af varmekryb. Artiklen Heat Creep forklarer dette fænomen nærmere. Vi anbefaler, at du læser denne artikel for at lære, hvordan du undgår denne type stop.
De følgende trin kræver, at dysen fjernes. Denne wiki-side indeholder den komplette vejledning til fjernelse og genmontering af H2D-dyser, som du kan bruge som reference.
Bemærk: Vi anbefaler, at du bærer beskyttelseshandsker under proceduren.
Smeltet filament kan dryppe ned på dine fingre og forårsage forbrændinger.
Trin 1. Opvarm unbrakonøglen
Opvarm først unbrakonøglen i ca. 10 sekunder. Hold nøglen fast med tænger for at undgå at brænde dig.

Trin 2. Indfør unbrakonøglen i dysens indgang
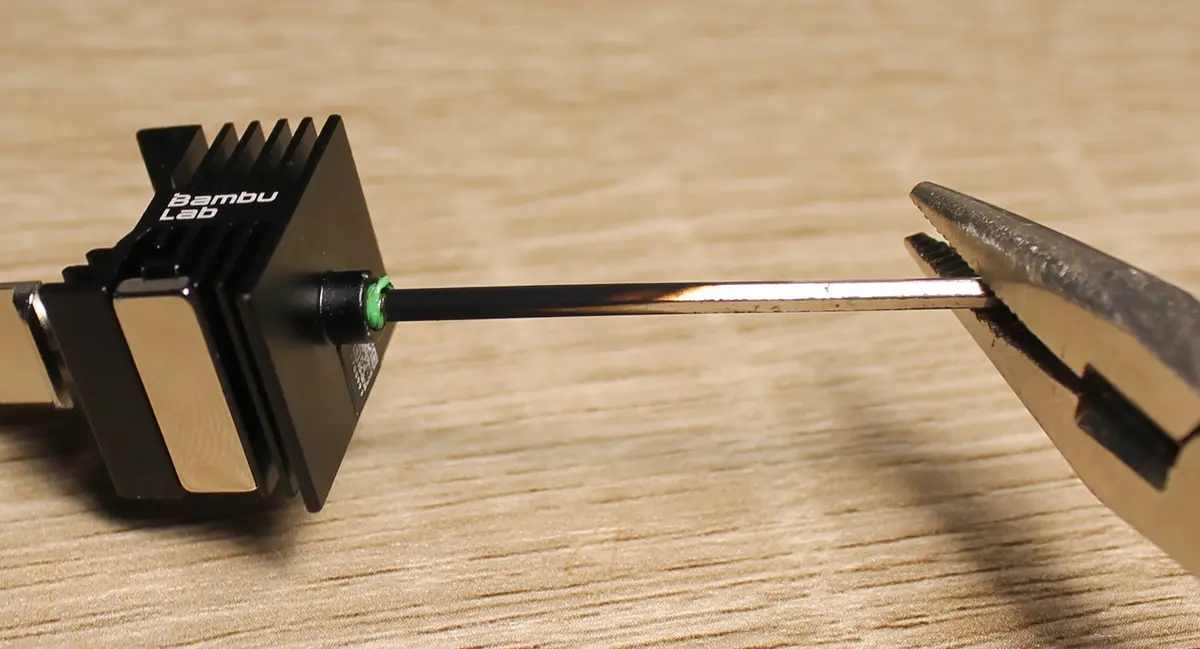
Mens nøglespidsen stadig er varm, skubber du den hurtigt ind i hotenden og igennem toppen af køleribben.
Indfør den varme nøgle i filamentet som vist på figuren nedenfor. Vent derefter ca. 30 sekunder, så unbrakonøglen kan køle ned.
Trin 3. Opvarm dysespidsen og træk det stoppede filament ud
Unbrakonøglen sidder nu fast i dysen med filament rundt om sig. For at fjerne nøglen skal du opvarme dysespidsen.
Fjern først hotend-silikonehylsteret, og brug derefter en lighter til at opvarme dysespidsen i ca. 20 sekunder (ved brug af en almindelig lighter).
Advarsel! Undgå at opvarme dysen i for lang tid eller at bruge en kraftig butangasbrænder.
En almindelig gaslighter anbefales.Den varme side af dysen skal kun være varm nok til, at du kan fjerne unbrakonøglen med filamentet vedhæftet.
Overophedning af dysen kan få filament til at dryppe eller sprøjte ud af dysespidsen. Følg vejledningen nøje, og peg ikke dysespidsen mod dig selv under proceduren.

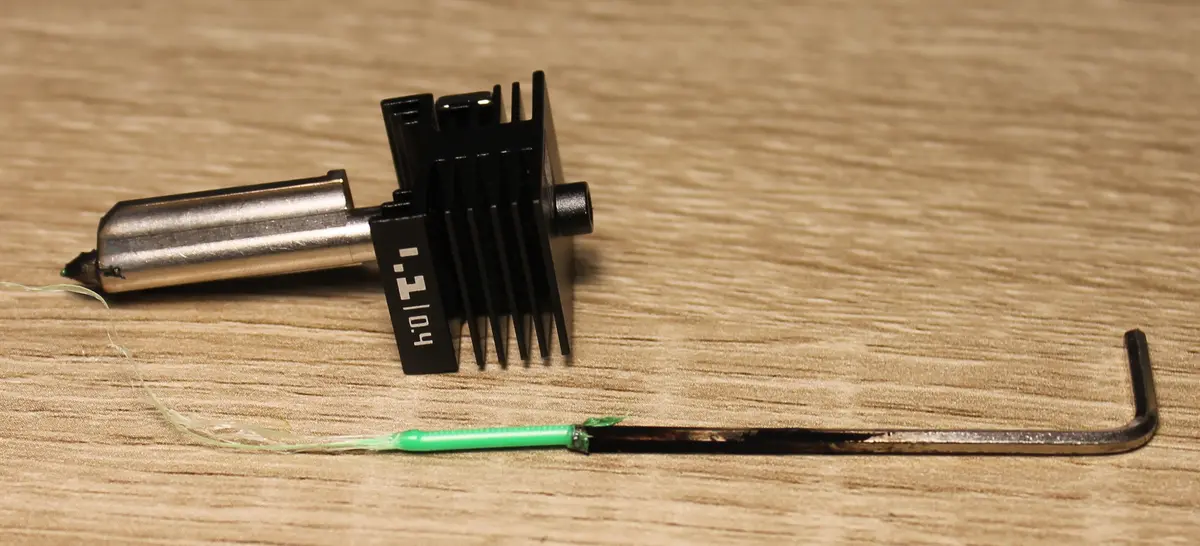
Efter 20 sekunders opvarmning af dysespidsen trækker du langsomt i nøglen. Du vil opleve, at filamentet kan trækkes helt ud af dysen, og det stoppede stykke kommer med ud.
Verifikation af dysens tilstand
Genmonter dysen, tilslut PTFE-røret igen, og indlæs filament for at teste ekstruderingen. Hvis dysen stadig er stoppet eller ekstruderingen er utilstrækkelig, gentager du rensningsproceduren flere gange.
Disse metoder fjerner typisk 99% af alle blokeringer. I sjældne tilfælde kan dysen dog være fuldstændig stoppet eller beskadiget - i sådanne situationer anbefales det at udskifte dysesættet.
Hvis printeren fodrer og printer normalt efter disse trin, tillykke - du har ryddet stoppet i dysen.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til P2S-guides