Anbefalinger til rengøring og vedligeholdelse af A2L
Vedligeholdelse og pleje af 3D-printeren
3D-printere har komplekse mekaniske strukturer og mange bevægelige dele. For at sikre stabil drift og høj printkvalitet er regelmæssig vedligeholdelse og pleje afgørende. De vigtigste mål med vedligeholdelse er at holde udstyret rent, godt smurt og i sikker drift. Vi inddeler de dele, der kræver vedligeholdelse, og giver nogle anbefalinger.
⚠️ VIGTIGT!
Det er afgørende, at du slukker printeren, før du udfører vedligeholdelse, herunder arbejde på printerens elektronik og kabler til toolheadet. Hvis du arbejder med printeren tændt, kan det give kortslutning, der fører til skader på elektronikken og sikkerhedsrisici.
Under vedligeholdelse eller fejlfinding kan du blive nødt til at afmontere dele, herunder hotendet. Det blotlægger kabler og elektriske komponenter, der kan kortslutte, hvis de rører hinanden, andet metal eller elektroniske komponenter, mens printeren stadig er tændt. Det kan beskadige printerens elektronik og give yderligere problemer.
Derfor er det afgørende, at du slukker printeren og afbryder den fra strømmen, før du udfører vedligeholdelse. Det forhindrer kortslutning eller skader på printerens elektronik og sikrer sikker og effektiv vedligeholdelse.
Værktøj, du skal bruge:
| Nr. | Værktøj | Billede | Nr. | Værktøj | Billede |
| 1 | Fnugfri klud |  |
2 | Luftblæser (hårtørrer) |  |
| 3 | Smøreolie |  |
4 | Smørefedt |  |
| 5 | Unbrakonøgle (medfølger) |  |
6 | Pincet |  |
| 7 | Varmebestandige handsker | 8 | Isopropylalkohol |
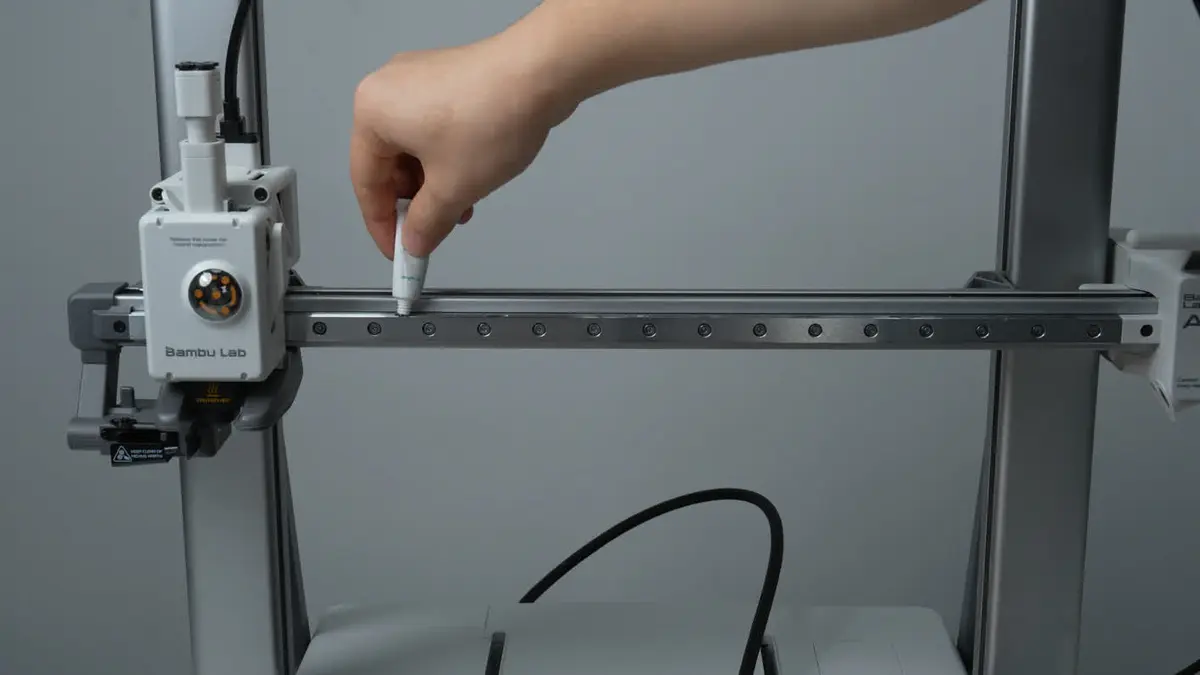
Brug af smøreolie: Til X-aksens lineære skinner, Y-aksens styreskinner og til at reducere støj fra idler pulleys osv.
Brug af smørefedt: Til at smøre spindler og ekstrudergear. Bemærk: Det er strengt forbudt at bruge smørefedt på X-aksens lineære skinne.
Smør styreskinnerne
Styreskinnerne er en af de vigtigste faktorer for en 3D-printers levetid og nøjagtighed. A2L bruger helmetalsskinner med lineære skinner af høj kvalitet på X-aksen og dobbeltakslede styreskinner med helmetalshjul på Y-aksen. Dette skinnesystem sikrer, at du ikke behøver at justere A2L'ens bevægelige dele ofte, men regelmæssig smøring og rengøring er nødvendig for at reducere slid og unormal støj, sikre printerens nøjagtighed og levetid og effektivt forhindre, at skinnerne ruster.
For X-aksen anbefaler vi vedligeholdelse en gang om måneden. For Y-aksen er vedligeholdelse nødvendig efter den første udpakning og opsætning og derefter hver 200. printtime (printeren giver også tilsvarende HMS-påmindelser). Se de detaljerede trin under A2L XYZ-akse smøring.
Spænding af X-, Y- og Z-tandrem
X-, Y- og Z-tandremmene er de transmissionsdele, der får toolheadet til at bevæge sig langs X-aksen, varmepladen langs Y-aksen og hele X-aksen langs Z-aksen. Når remmen er for løs, viser printeren tilsvarende fejlmeddelelser, der beder dig spænde remmen. Vi anbefaler dog også, at du regelmæssigt og proaktivt justerer tandremmenes spænding.
Se de relevante trin under A2L remspænding.
Hvis tandremmen viser tydeligt slid efter længere tids brug og begynder at påvirke printkvaliteten, så se den relevante reparationsguide for at udskifte remmen.
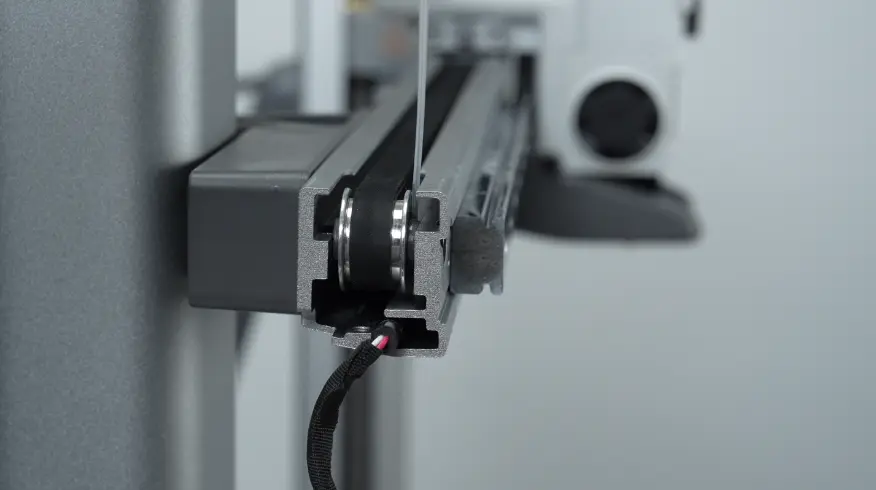
Smør idler pulleys
Regelmæssig smøring og vedligeholdelse af idler pulleys reducerer effektivt unormal støj og sænker bevægelsesmodstanden. Se A2L XYZ-akse idler pulley-vedligeholdelse for at smøre idler pulleys på det relevante aksesystem.
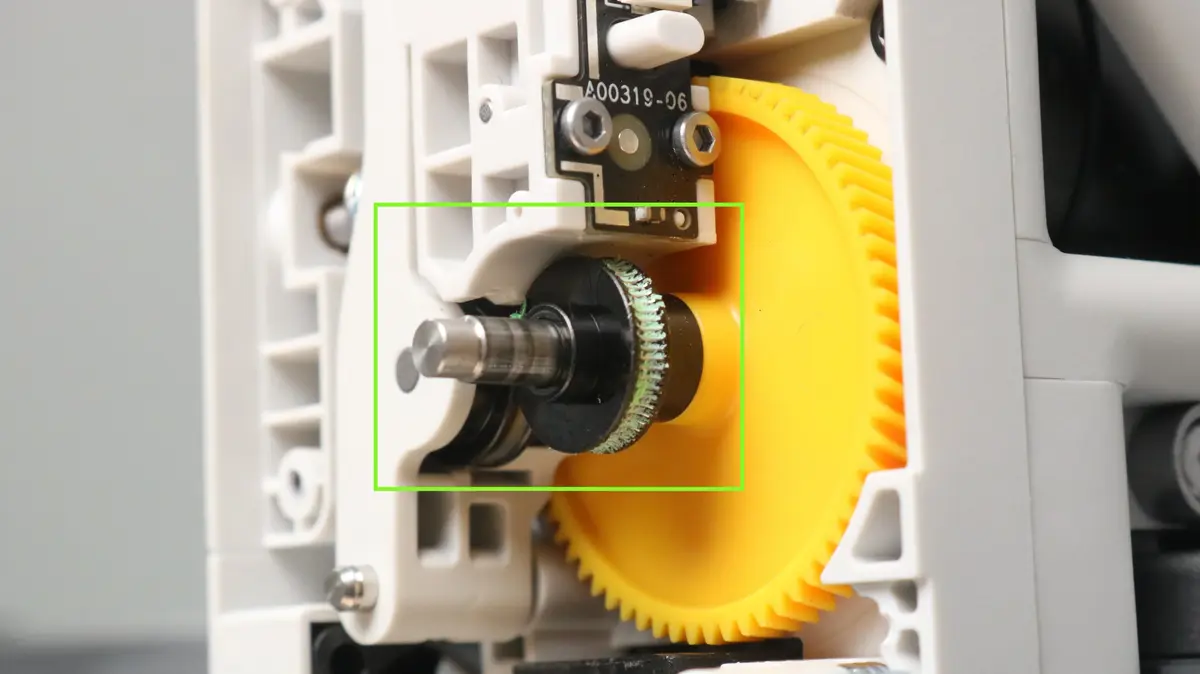
Rens ekstruderen
Efter længere tids brug af printeren kan filamentrester og støv samle sig inde i ekstruderenheden, hvilket nemt kan få ekstrudergearet til at glide, sætte sig fast eller endda ikke kunne dreje under drift. For at sikre pålidelig printydelse bør ekstruderen renses regelmæssigt.
- Vedligeholdelsesinterval: Når printeren har underekstrudering, filamentstop eller printer i luften.
- Værktøj og materialer: Pincet, børste, luftblæser, unbrakonøgle
- Vedligeholdelsesplan: Fjernelse af fremmedlegemer
- Vejledning: Se A2L wiki om rengøring af ekstruder
Under normale omstændigheder anbefales det ved print af ikke-kulfiberfilamenter som PLA og PETG at rense ekstrudergearet efter hver 5. brugte spole filament. Ved print af kulfiberfilamenter renses ekstrudergearet efter hver 2. brugte spole filament. Hvis du finder kraftigt slid eller unormaliteter i ekstrudergearet eller lejet, og rutinerengøring ikke længere forbedrer ekstruderingen, anbefales det at udskifte ekstrudergear-enheden med en ny.
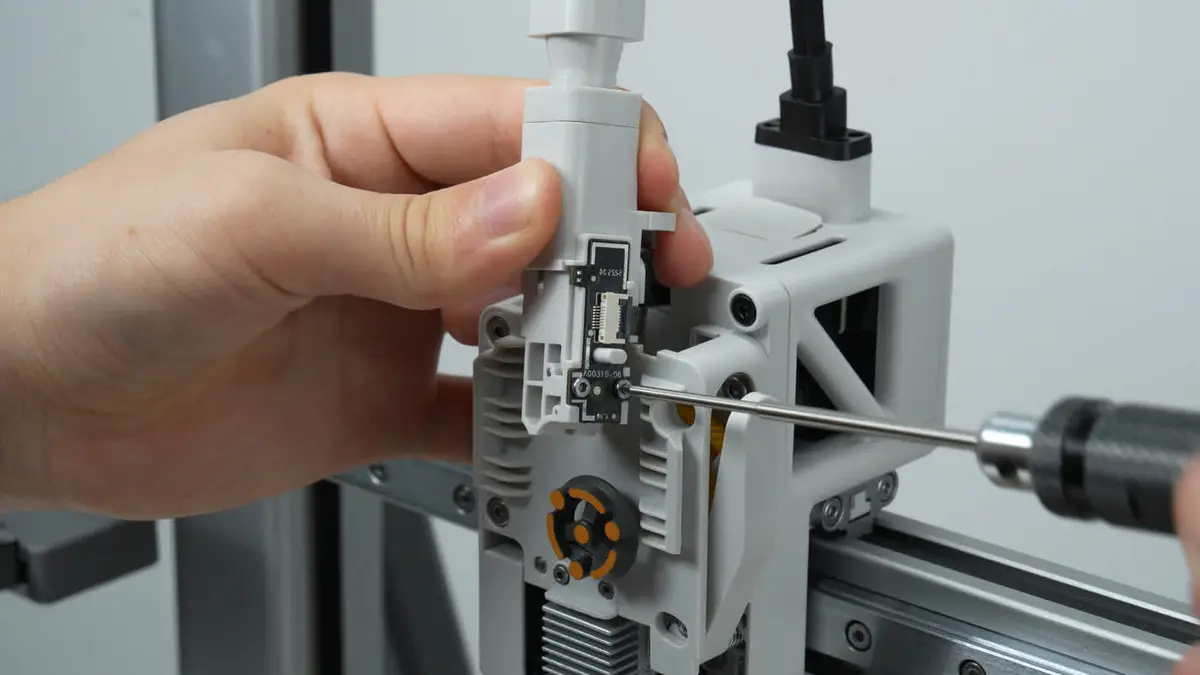
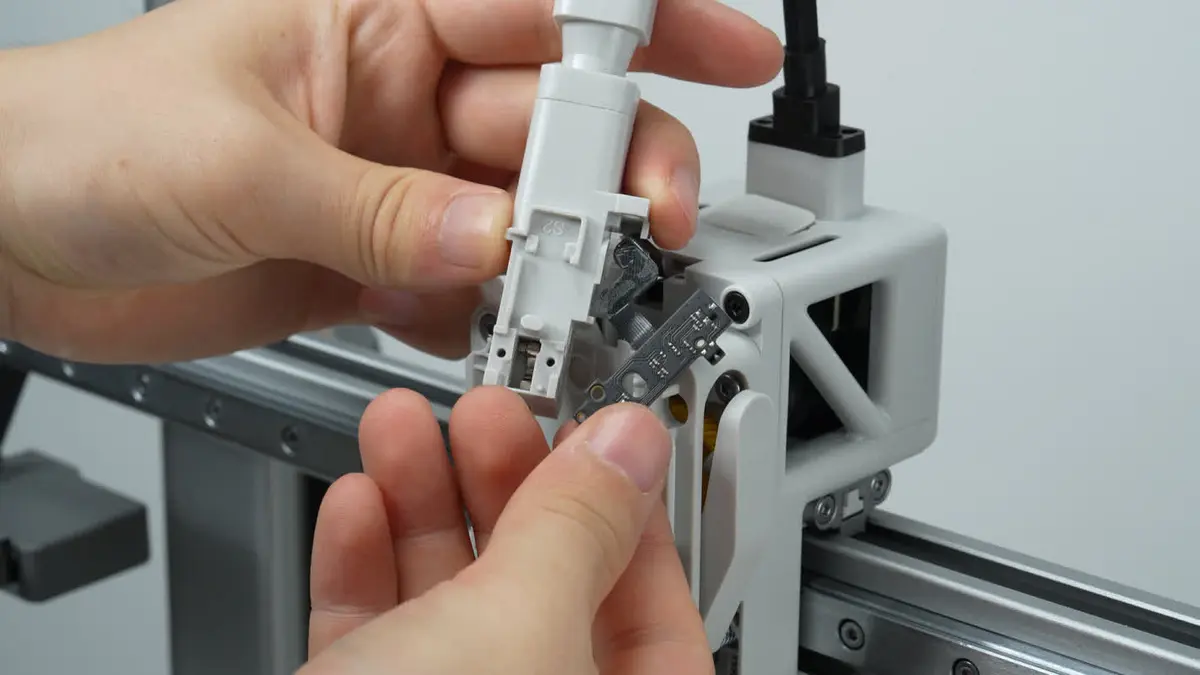
Rens Hall-sensorpladen
Der er flere Hall-sensorer på load Hall-pladen. Ophobning af fremmedlegemer som filamentrester og støv kan give unormale Hall-aflæsninger og falske fejlmeldinger. Når du renser ekstruderen, bør Hall-pladen renses samtidig, hvilket effektivt reducerer falske meldinger og forbedrer printoplevelsen.
Skru fastgørelsesskruerne til filament hub-huset ud.
Fjern forsigtigt filament hub-huset.

Efter at have løsnet Hall-pladens fastgørelsesskruer vippes Hall-pladen op.
 |
 |
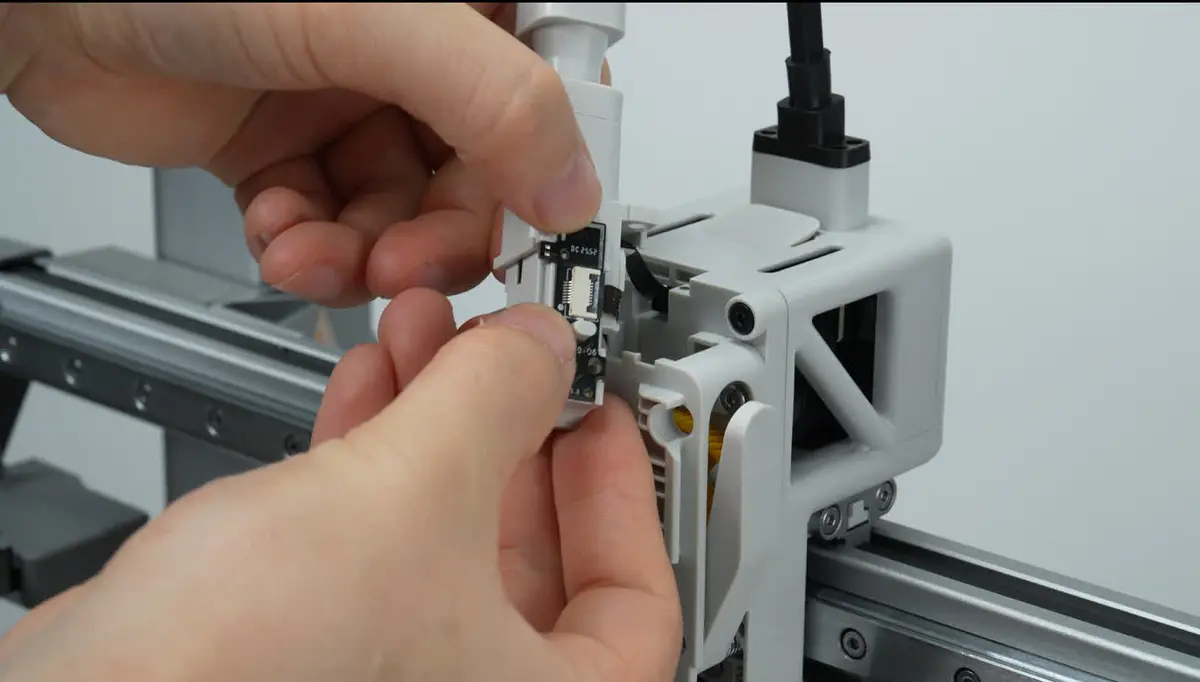
Brug en hårtørrer eller luftblæser til at rense den indvendige magnet.
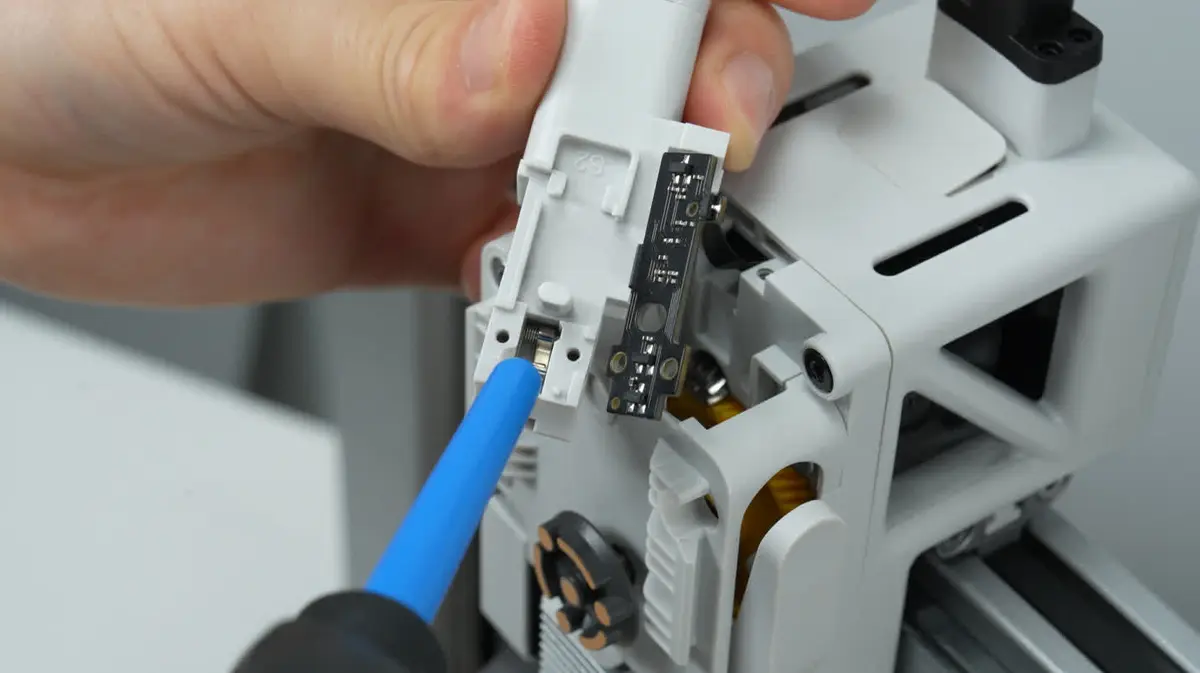
Indsæt et stykke filament for at sikre, at magneten bevæger sig korrekt.

Når du er færdig, samles Hall-pladen, filament hub-huset og fastgørelsesskruerne på enheden igen.
 |
|
 |
 |
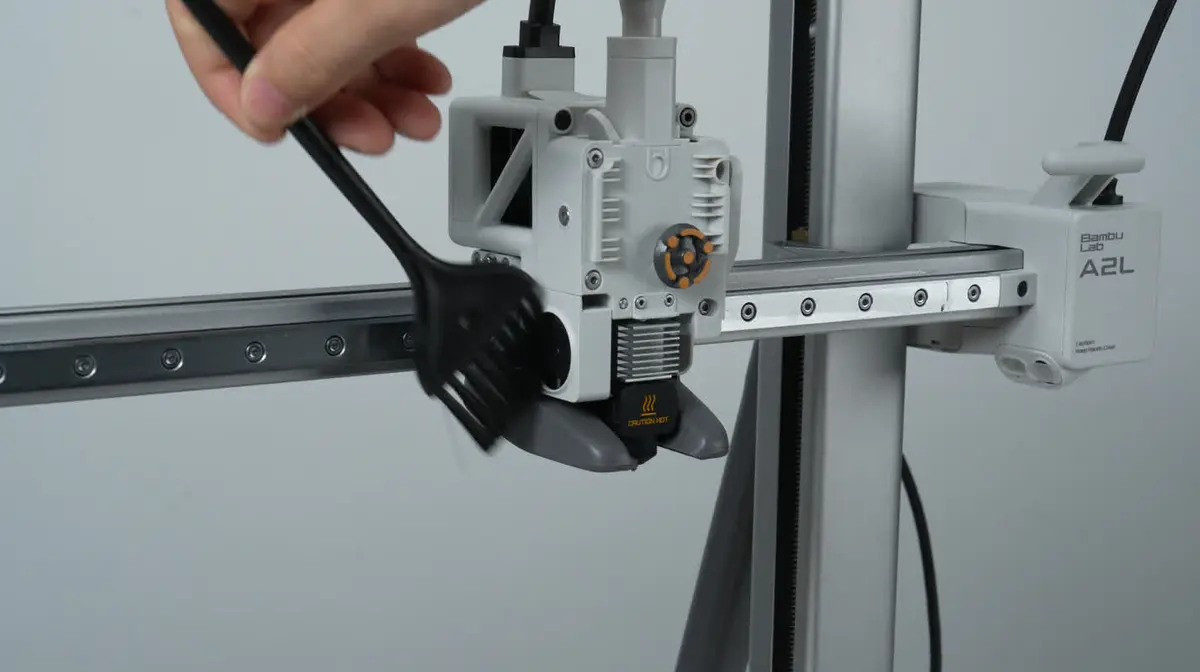
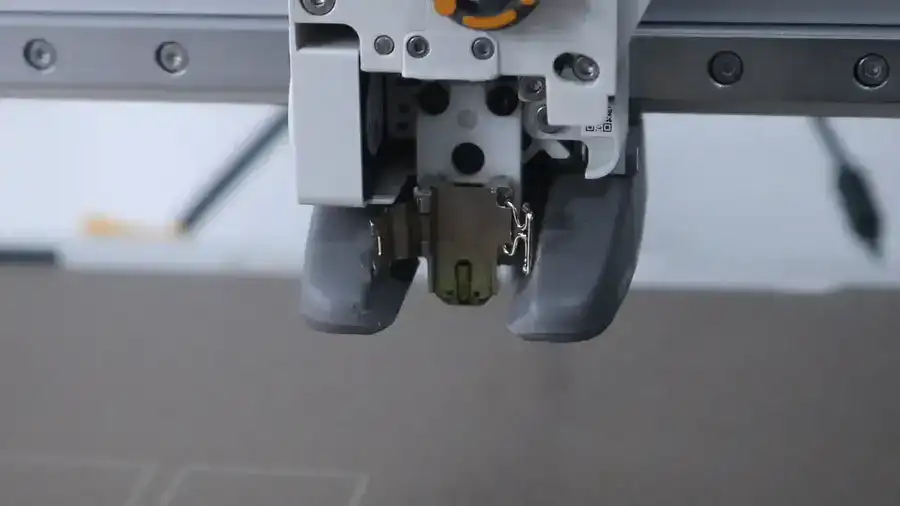
Rens purge wiperen
A2L'ens purge wiper bruges til at håndtere det affaldsmateriale, der renses ud af dysen, og sikrer en kontinuerlig og jævn printproces. Når purge wiperens bevægelse hindres af fremmedlegemer, eller mekanismen bliver deformeret, kan purge wiperen hakke under bevægelse, hvilket fører til unormal udrensning eller får printeren til at miste trin. Derfor er det nødvendigt straks at fjerne fremmedlegemer og udskifte eventuelle deforme purge wiper-dele for at forbedre succesraten ved materialeskift og forbedre printoplevelsen.
Flyt toolheadet væk fra purge wiperen, og brug derefter en børste og pincet til at fjerne overskydende affald. Brug en hårtørrer eller luftblæser til at fjerne eventuelle rester og støv.
 |
 |
 |
 |
Rens blæserne
A2L er kun udstyret med 2 blæsere på toolheadet: hotend-køleblæseren og part cooling-blæseren. For at sikre korrekt varmeafledning er det nødvendigt regelmæssigt at efterse blæserne og straks fjerne eventuelle fremmedlegemer.
- Vedligeholdelsesinterval: Månedligt
- Værktøj og materialer: Pincet, børste, fnugfri klud
- Vedligeholdelsesplan: Rengøring
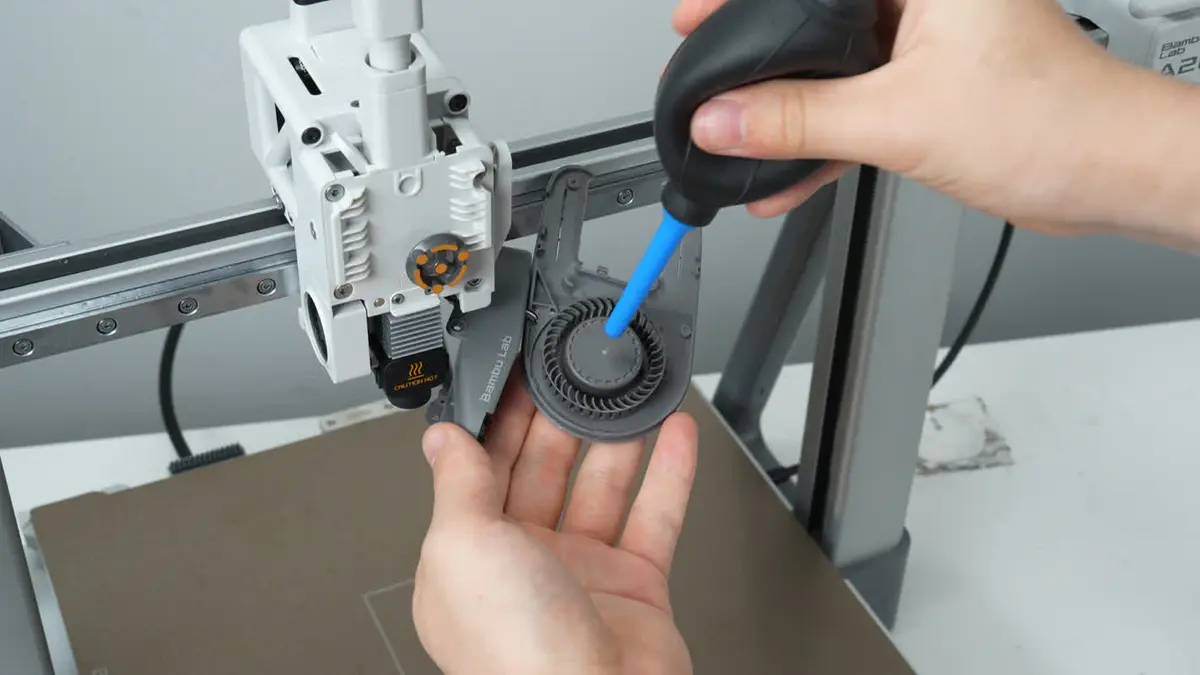
- Part cooling-blæser: Efter længere tids brug kan fremmedlegemer eller støv samle sig inde i blæseren. Du kan løsne de tre bundskruer, åbne bundkabinettet og rense luftkanalen.
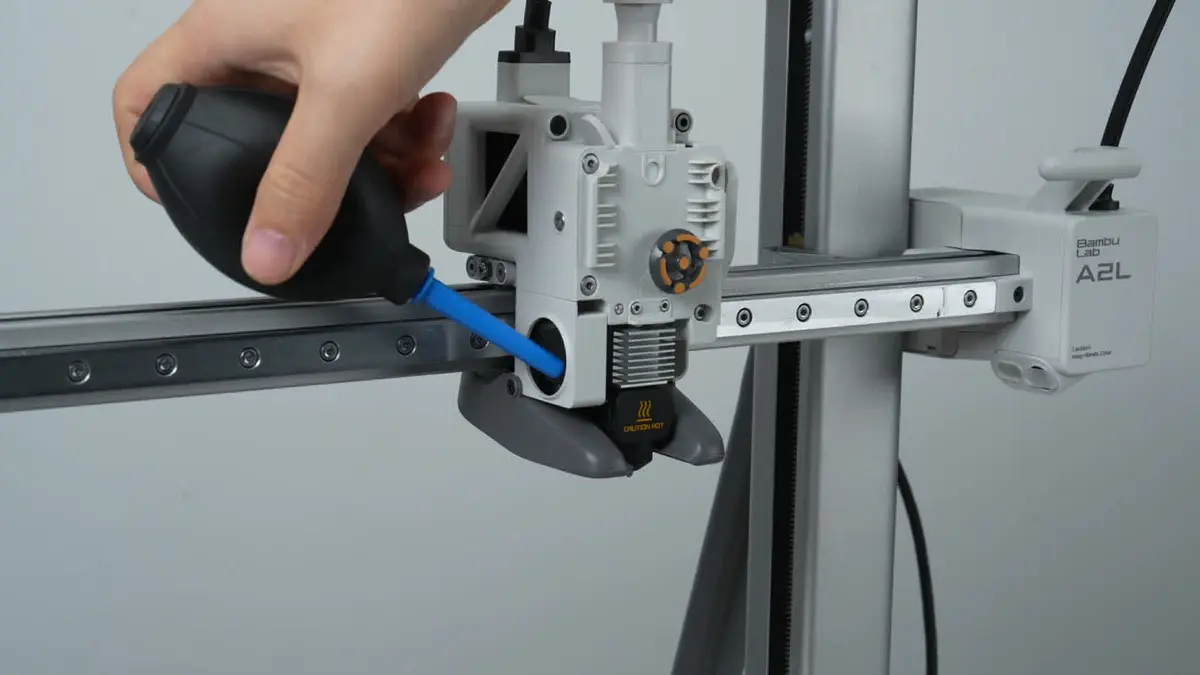
- Hotend-køleblæser: Fjern hotendet, kontrollér, om der er fremmedlegemer, der blokerer blæseren, eller støvophobning, og rens den.
Hotend-køleblæser
En antistatisk børste kan bruges til at rense blæserens overflade.
Brug derefter en luftblæser eller hårtørrer til at blæse indvendigt støv eller små fremmedlegemer ud.
Part cooling-blæser
Brug en H1.5 unbrakonøgle til at fjerne de tre skruer og tage part cooling-blæseren ud.
 |
 |
Skru derefter de 3 fastgørelsesskruer på blæseren ud.

Hold ét hjørne af blæserhuset, træk fast i pilens retning, og træk forsigtigt blæseren ud.


Brug en antistatisk børste til at rense blæservingerne.

Brug derefter en luftblæser eller hårtørrer til at fjerne eventuelt resterende støv eller små fremmedlegemer.
Efter rengøring monteres blæseren i enheden igen, og fastgørelsesskruerne spændes.

Forbrugsdele
Dette omfatter produktdele eller komponenter, der uundgåeligt slides eller forbruges under normal drift og derfor skal udskiftes, såsom PTFE-slanger og hotends.
Disse slidudsatte dele kræver regelmæssig rengøring og visuel inspektion for hurtigt at opdage unormaliteter og udskifte dem ved behov, så du undgår problemer, der kan påvirke normal print.
Hotend-silikonesok
Hotend-silikonesokken hjælper med at opretholde stabile hotend-temperaturer. Hvis silikonesokken viser tegn på skade eller ikke længere kan sidde sikkert fast på hotendet, bør den udskiftes for at undgå printkvalitetsproblemer som følge af temperatursvingninger.
Når du har sikret dig, at dysen er kølet ned til stuetemperatur, klemmer du på de udstikkende dele på begge sider af silikonesokken og fjerner den til inspektion.

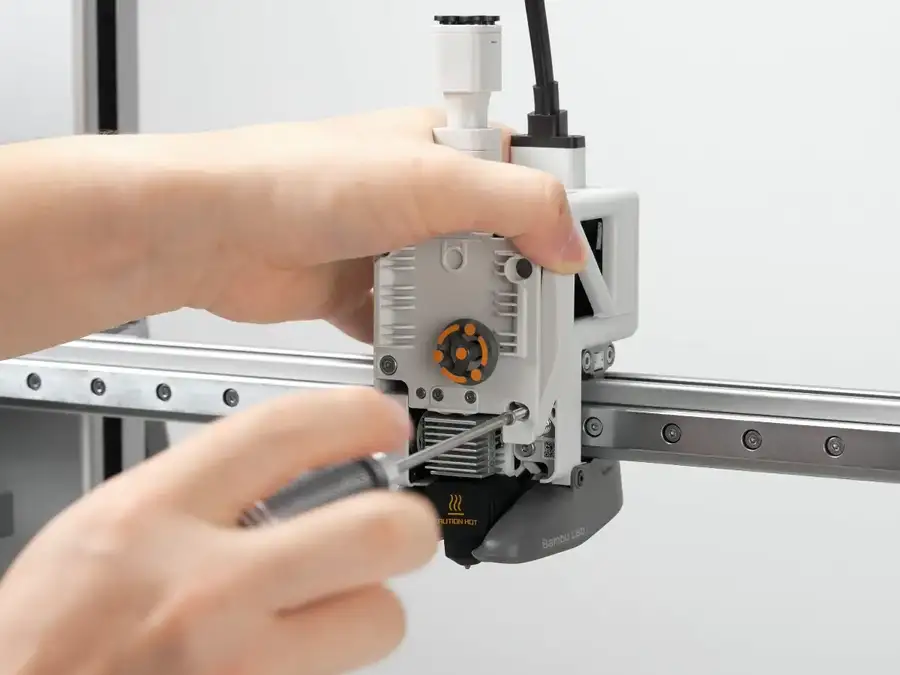
Varmeenhed og dyse
A2L-dysen har et hurtigudløser-design med låsetap. For at sikre, at dysens hurtigudløserfunktion fungerer korrekt, er det nødvendigt regelmæssigt at fjerne dysen for at rense overfladen af varmeenheden.
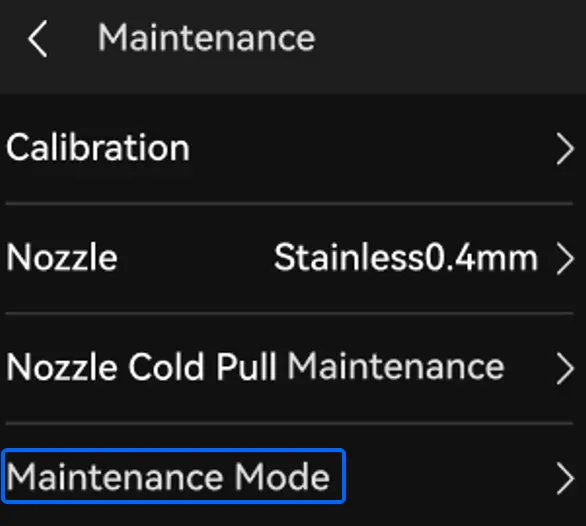
Når du er gået i maintenance mode, sættes dysetemperaturen til 220 ℃.
Tør og rens varmeenhedens overflade med en fnugfri klud (Bemærk: Brug varmebestandige handsker).
Hvis varmeenheden revner, eller kablet knækker og giver unormal drift, bør varmeenheden udskiftes med en ny.
Dyse:
- Vedligeholdelsesinterval: Når hotendet ikke kan ekstrudere filament, eller ekstruderingen er unormal; når dyseoverfladen er snavset.
- Vedligeholdelsesplan: Hvis hotendet ikke er tilstoppet, så følg trinnene for cold pull-vedligeholdelse af hotend; hvis hotendet er tilstoppet, så følg fremgangsmåden for A2L rensning af tilstoppet dyse; hvis det ikke kan renses, skal et nyt hotend monteres. For at fjerne filamentrester fra overfladen opvarmes dysen til 220 °C, hvorefter du forsigtigt fjerner og tørrer den ren iført varmebestandige handsker.


Bemærk:
1. Hvis der sidder restmateriale på hotendet, så det ikke kan fjernes normalt, opvarmes hotendet til 100 grader for at blødgøre det fastsiddende materiale lidt, før du fjerner det.
2. Efter håndtering monteres hotend-silikonesokken; ellers kan det give en advarsel om unormal hotend-temperaturstyring.
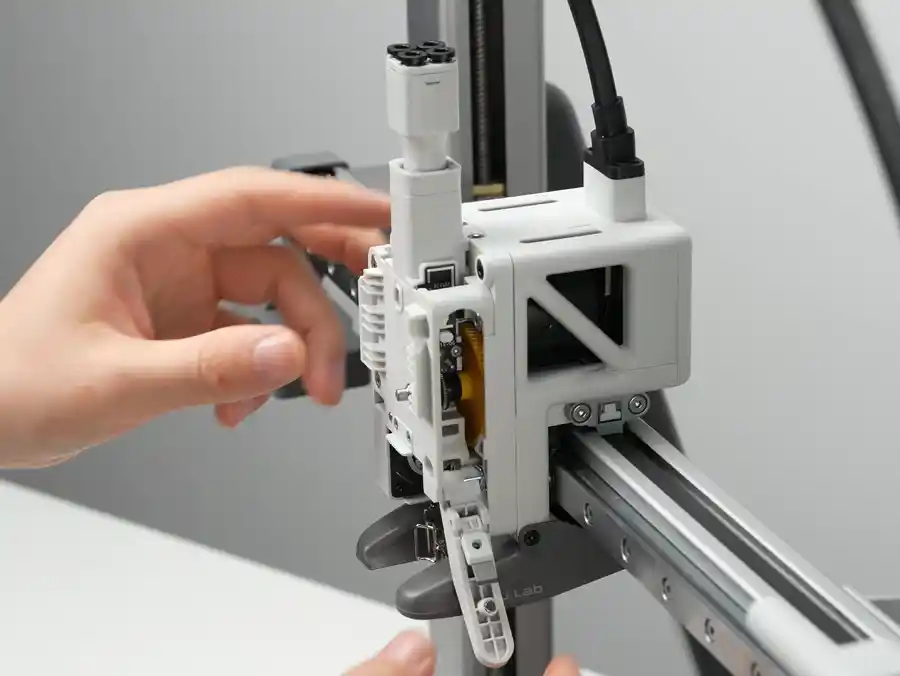
Filamentskærer
Hvis du printer i flere farver, kan filamentskærerens klinge blive sløv eller endda flækket efter print af flere spoler filament. Derfor anbefales det at efterse klingen regelmæssigt for at sikre, at den forbliver skarp og intakt, så du undgår tabte trin på grund af høj skæremodstand og forbedrer printsuccesraten. Hvis filamentskæreren er slidt og ikke længere kan skære filamentet rent, så udskift den med en ny.
- Vedligeholdelsesinterval: Kontrollér klingen efter hver 3. spole for materialerne PLA, ABS og PETG
- Værktøj og materialer: Unbrakonøgle
- Vedligeholdelsesplan: Udskiftning
- Vejledning: Afmontér filamentklemmeblokken for at kontrollere, om klingen har flækkede kanter. Hvis du finder unormaliteter, så frigør filamentskærerens arm og udskift filamentskæreren med en ny.
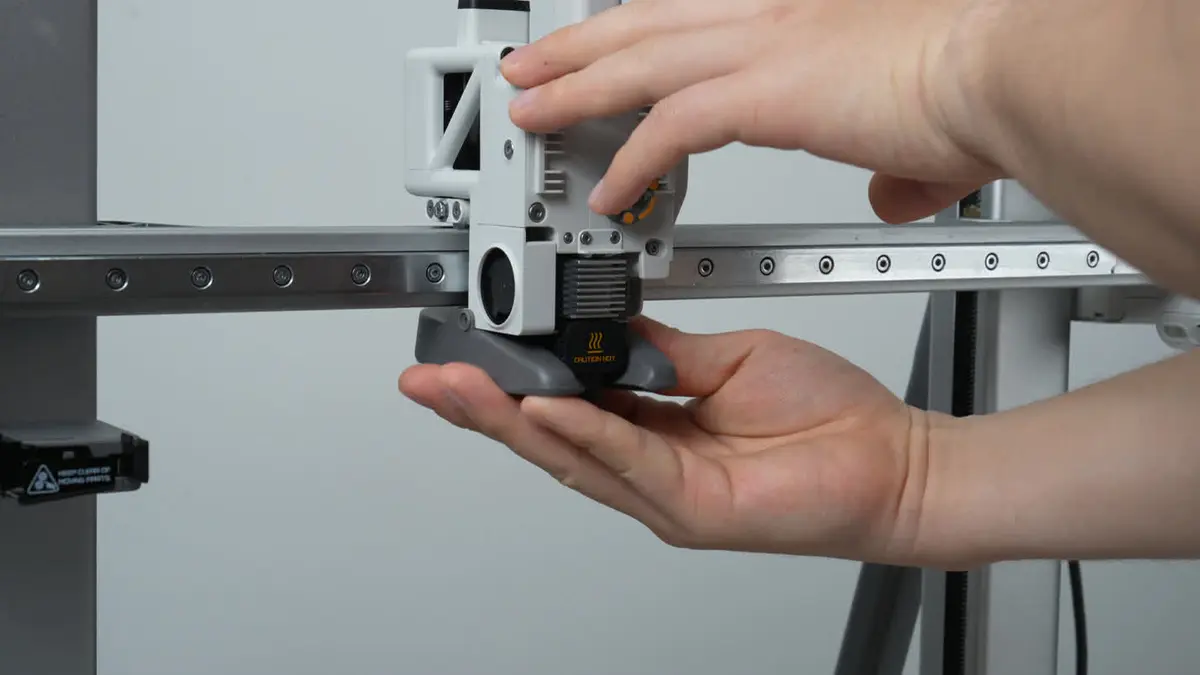
Hold begge sider af den nederste del af toolheadets frontdæksel med begge hænder (undgå hotend-køleblæseren), og løft det diagonalt opad for at fjerne toolheadets frontdæksel.

Skru filamentskærerens låseskrue ud. Hold samtidig filamentskærerens arm for at forhindre, at filamentskæreren springer ud under afmonteringen.
Klem forsigtigt om plastdelen af filamentskærerens klinge, og udskift den med en ny klinge.
Ved montering skal du sikre, at filamentskærerens klinge flugter korrekt med skæresprækken inde i ekstruderen.
 |
 |
PTFE-slange
Vi bruger PTFE-slanger til at føre filament fra AMS Lite (eller spoleholderen) til 5-vejs hub-enheden. Med tiden kan PTFE-slangerne blive slidt i varierende grad på grund af langvarig friktion mod filamentet, hvilket kan øge fremføringsmodstanden. For at undgå unormal filamentfremføring som følge af slidte PTFE-slanger bør PTFE-slangen udskiftes, når der ses tydelige tegn på slid.
Den originale PTFE-slange har en specifikation på 4 mm yderdiameter og 2,5 mm inderdiameter.
- Vedligeholdelsesinterval: For ikke-kulfiberfilamenter som PLA hver 6. spole; for materialer med høj friktion som kulfiberfilament eller træ hver 2. spole
- Værktøj og materialer: Bare hænder eller med hjælpeværktøj; PTFE-slange
- Vedligeholdelsesplan: Udskiftning
- Vejledning: Tryk på den sorte slangekonnektor på 5-vejs hubben, og træk filamentslangen opad.

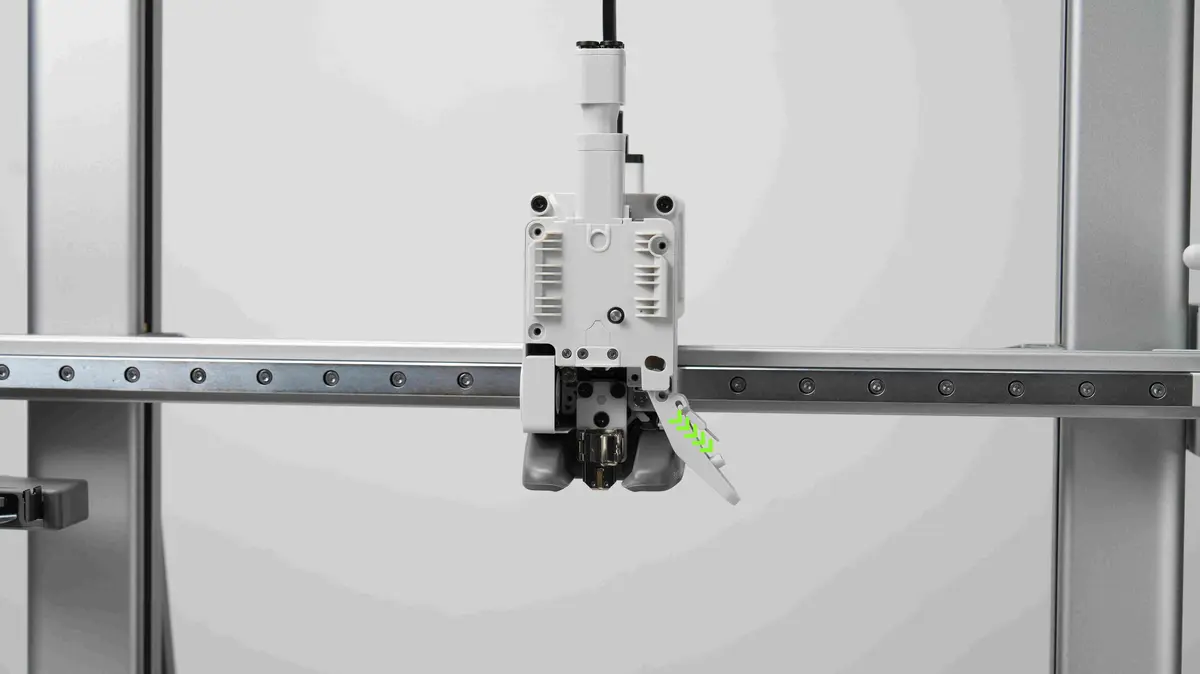
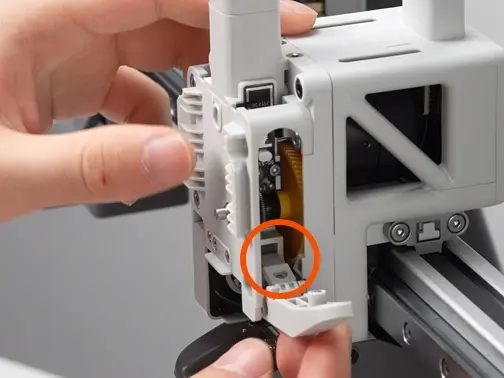
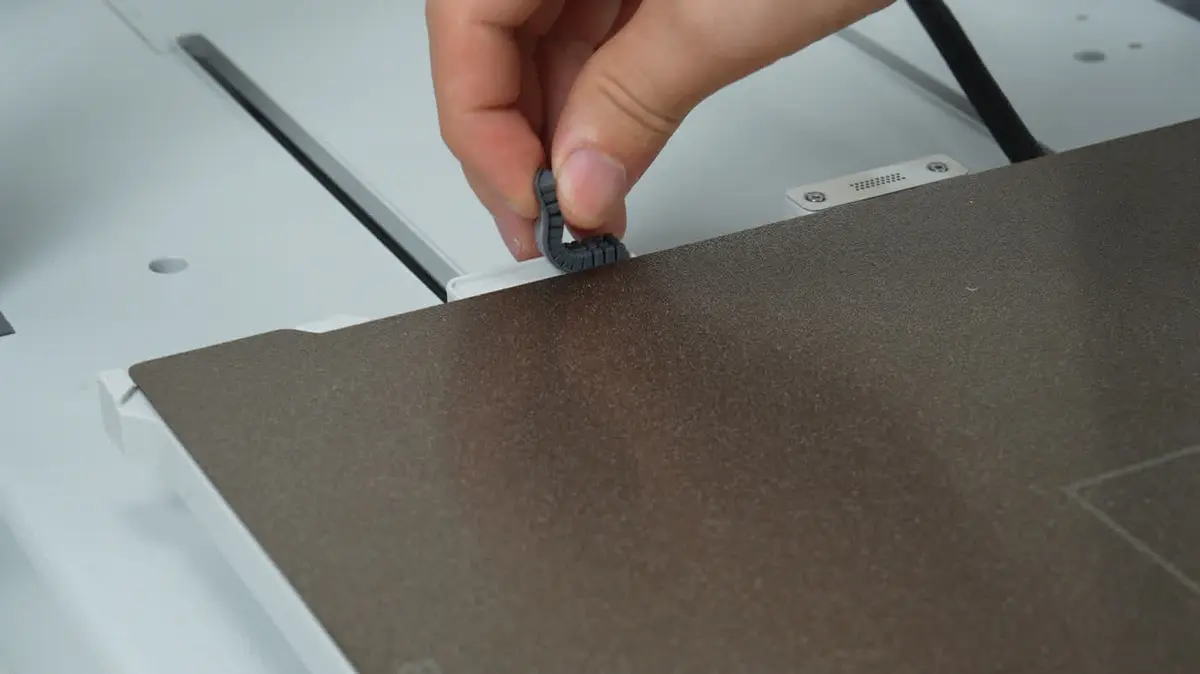
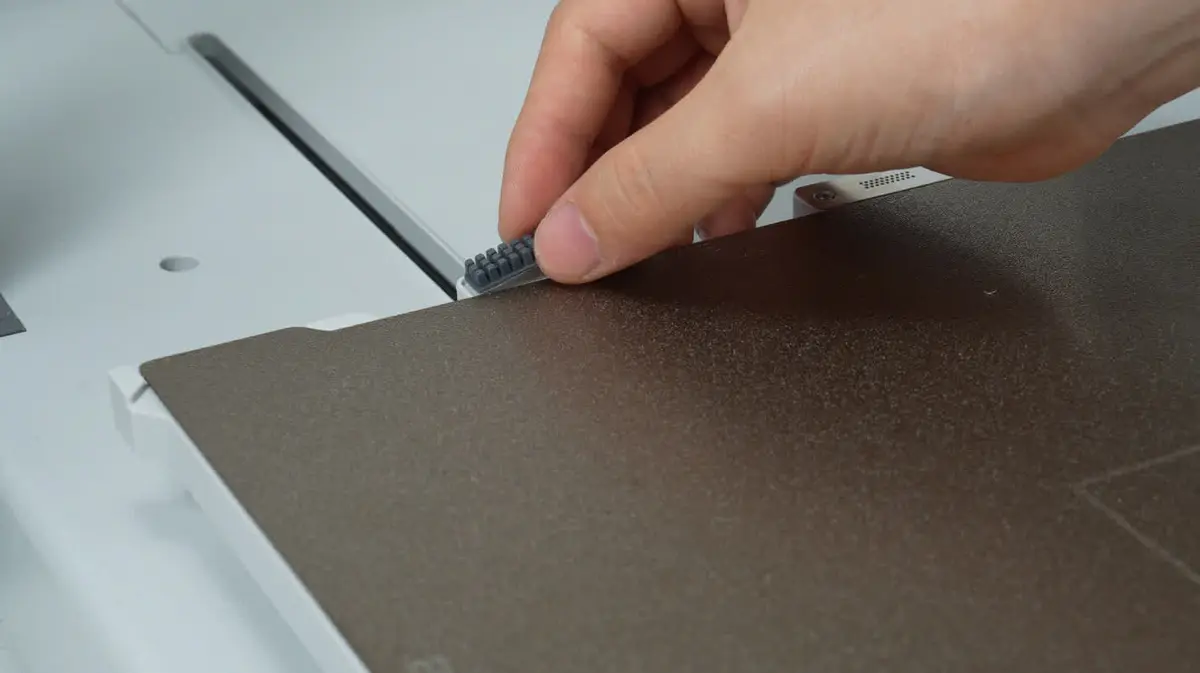
Silikonewiper
Silikonewiperen bruges til at fjerne resterende affald fra dysen. Hvis silikonewiperen bliver beskadiget eller deformeret, bør den udskiftes for at sikre effektiv rengøring af dysen. Vi leverer ekstra silikonewipere, som du selv kan udskifte.
- Vedligeholdelsesinterval: Udskift silikonewiperen, når den viser tegn på skade.
- Værktøj og materialer: Pincet
- Vedligeholdelsesplan: Udskiftning
- Vejledning: Når du har fjernet den gamle silikonewiper-enhed, trækker du beskyttelsesfilmen af den nye silikonewipers klæbeside, retter den ind efter monteringssporet og sætter den fast.

Byggeplade
A2L leveres med en tekstureret PEI-byggeplade, der er fremstillet ved at belægge en plade af rustfrit stål med PEI-materiale. Den kan bruges til at printe en række almindelige materialer uden behov for ekstra klæbemiddel. For at opretholde optimal vedhæftning anbefales det at rense byggepladen regelmæssigt. Undgå desuden direkte kontakt med byggepladens overflade for at forhindre, at hudfedt overføres til den, hvilket kan påvirke vedhæftningen. Se rengøringsmetoder for PEI-byggepladen via følgende link: Guide til rengøring af Bambu tekstureret PEI-plade.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides