Cold pull-vedligeholdelse til A2L
Delvis tilstopning
Når dysen er delvist tilstoppet af små partikler, og filamentet ikke kan passere ordentligt, kan det give meget tynd linjeekstrudering eller helt manglende ekstrudering. Ustabilt tryk og flow inde i dysen kan også føre til unøjagtig K-værdi-kalibrering for dynamisk flow og påvirke printkvaliteten.
Årsager til tilstopning
Tilstopning af hotend er et almindeligt problem på FDM 3D-printere og kan skyldes følgende faktorer:
- Uensartet filamentdiameter.
Filamentdiameteren er typisk 1,75 mm ± 0,03 mm. Hvis filamentet er for tykt, kan det nemt sætte sig fast inde i hotenddet. Hvis filamentet er for tyndt, kan ekstrudergearet ikke gribe ordentligt fat, hvilket også kan forhindre dysen i at ekstrudere filament. - Urenheder på filamentets overflade eller inde i ekstruderen kan trænge ind i hotenddet og forårsage delvis eller fuld tilstopning af dysen.
- Partikler i filamentet kan tilstoppe dyseåbningen, især når du bruger kulfiberforstærket, selvlysende eller glimmerfilament.
- Rester af filament fra tidligere brugte materialer, når du skifter mellem forskellige filamenttyper (for eksempel PLA til PC eller ASA til TPU).
Nødvendigt værktøj og materialer
- Rensenål
- Tang
- H1.5/H2.0 unbrakonøgler
- Varmebestandige handsker
- Et lille stykke filament
Sikkerhedstips
Vigtig påmindelse!
Sluk altid for printeren før du udfører vedligeholdelse, inklusive vedligeholdelse af printerens elektroniske komponenter og toolhead-ledninger. Hvis du udfører sådanne handlinger mens printeren er tændt, kan det forårsage kortslutninger, der fører til skader på elektroniske komponenter og sikkerhedsrisici.
Under vedligeholdelse eller fejlfinding kan du have brug for at afmontere dele som hotenddet, hvilket blotlægger ledninger og elektroniske komponenter. Hvis disse kommer i kontakt med hinanden eller med andre metal- eller elektroniske komponenter mens printeren stadig er tændt, kan der opstå kortslutninger. Det vil beskadige printerens elektroniske komponenter og forårsage andre problemer.
Derfor skal du altid slukke for printeren og afbryde strømmen før du udfører vedligeholdelse for at forhindre kortslutninger eller skader på printerens elektroniske komponenter og sikre, at vedligeholdelsen udføres sikkert og effektivt. Hvis du har spørgsmål til denne guide, kan du klikke her for at oprette en supportsag, så svarer vi hurtigt og hjælper dig.
Metode 1: Opvarmet ekstrudering
Trin 1: Varm dysen op
Øg dysetemperaturen til lidt over filamentets anbefalede printtemperatur (sæt for eksempel hotend-temperaturen til 250°C når du bruger PLA).
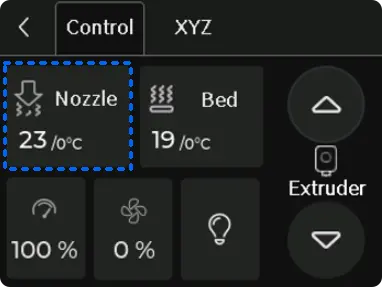
Trin 2: Styr ekstruderingen
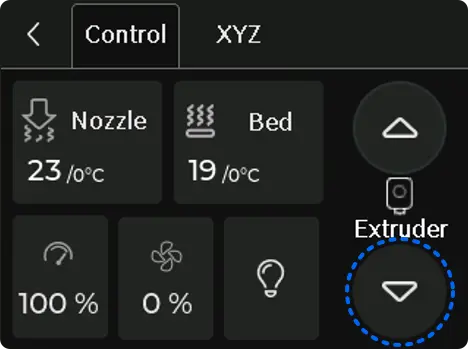
Tryk på knappen "Extrude" på skærmen for at ekstrudere filamentet.
Når du bruger TPU-filament, kan Load-knappen kun trykkes op til tre gange. Undgå også at trykke for hurtigt og gentaget på Unload-knappen, da det kan give filamentstop eller sammenfiltring.
Kontrollér om filamentet ekstruderes korrekt. Filamentet skal ekstrudere kontinuerligt i en lige linje, som vist nedenfor:

Metode 2: Rensning af dysen med en rensenål
Bemærk venligst, at denne metode ikke gælder for dyser med en diameter mindre end 0,4 mm.
Hvis dysen ikke kan ekstrudere ordentligt, kan du bruge en rensenål til at rense dysen og derefter prøve at ekstrudere filamentet igen.
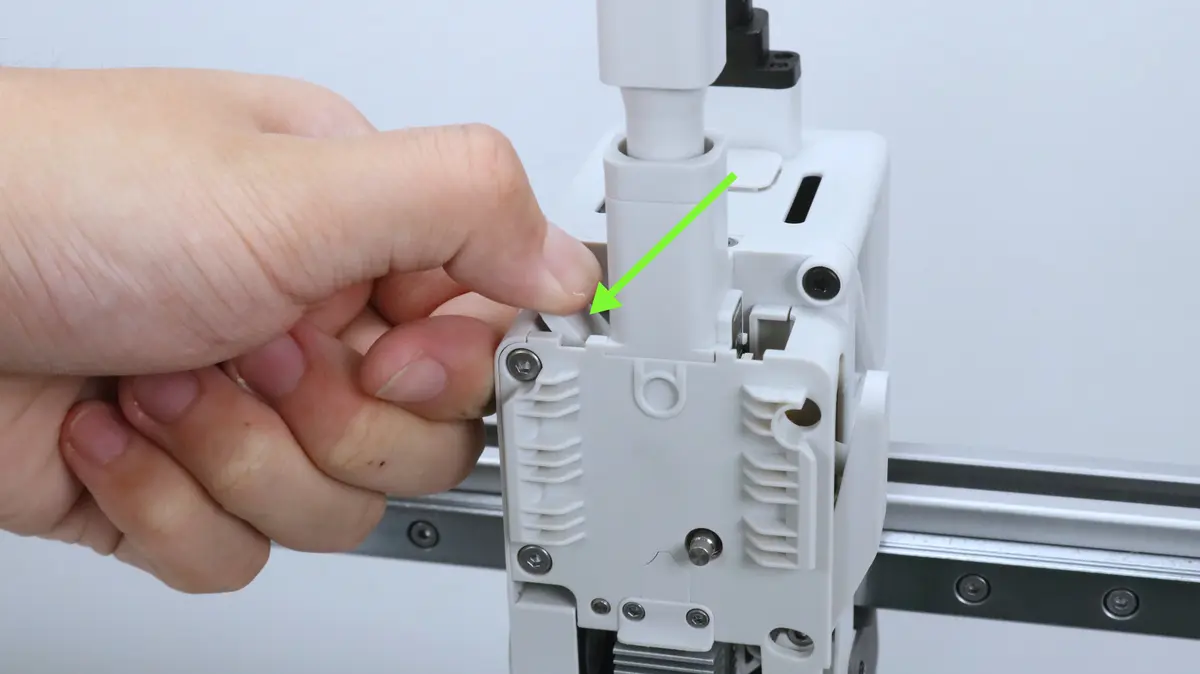
Trin 1. Aflast trykket i dysen
Tryk én gang på ekstruderens spændearm for at aflaste filamenttrykket inde i dysen.
Trin 2. Varm dysen op
Øg dysetemperaturen til lidt over filamentets anbefalede printtemperatur. Når du for eksempel bruger PLA, så sæt hotend-temperaturen til 250°C.
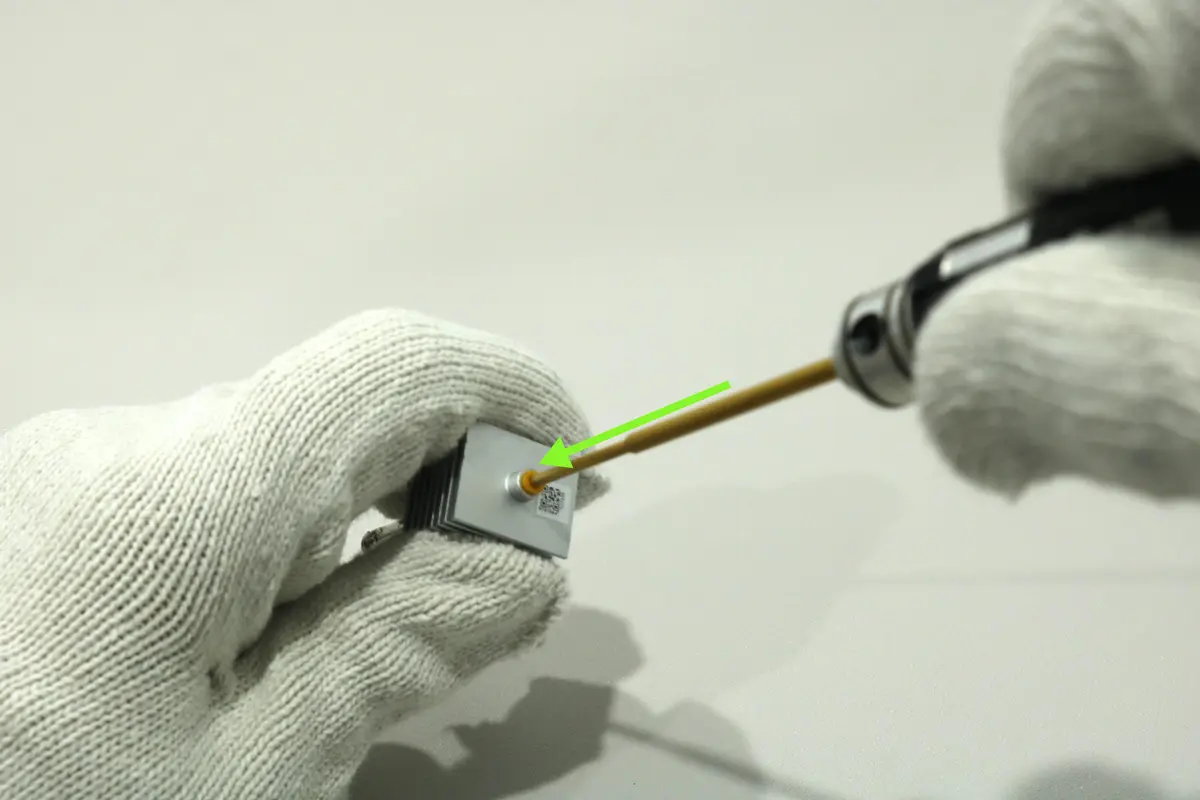
Trin 3. Brug rensenålen til at rense dysen ved at føre den op og ned
Når måltemperaturen er nået, fører du rensenålen ind i dyseåbningen og bevæger den op og ned flere gange for at fjerne tilstopningen.

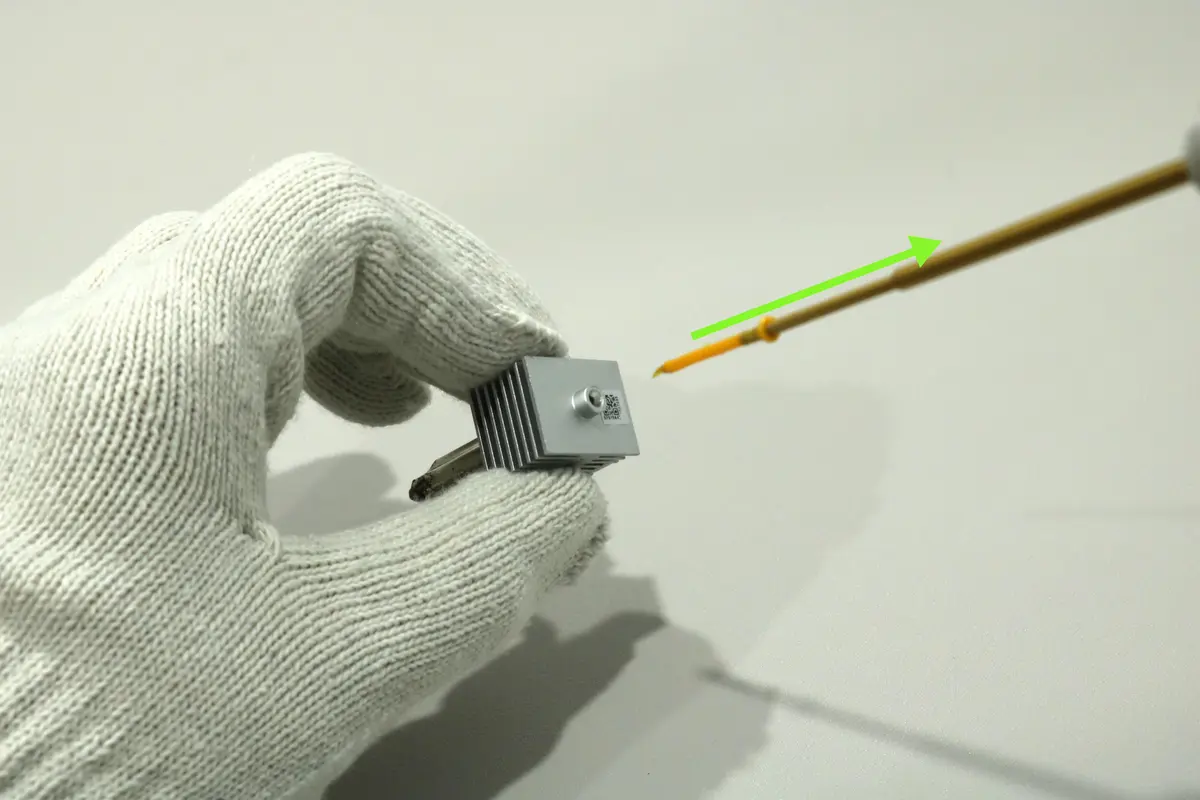
Når du trækker rensenålen ud, kan filamentet inde i dysen pludselig sprøjte ud. Brug varmebestandige handsker og vær forsigtig.
Trin 4. Ekstrudér manuelt
Tryk på knappen "Extrude" på skærmen for at ekstrudere filamentet.
Når du bruger TPU-filament, kan Load-knappen kun trykkes op til tre gange. Undgå også at trykke for hurtigt og gentaget på Unload-knappen, da det kan give filamentstop eller sammenfiltring.
Kontrollér om filamentet ekstruderes korrekt. Filamentet skal ekstrudere kontinuerligt i en lige linje, som vist nedenfor:
Metode 3: Cold pull med en rensenål
En cold pull er en vedligeholdelsesteknik til 3D-printere, der bruges til at rense indersiden af dysen ved at fjerne snavs, tilstopninger og filamentrester.
Under en cold pull fungerer filamentet som en "klæbrig stang", der binder sig til resterne inde i dysen mens det er varmt. Efter en let afkøling bliver filamentet sejere og mere stift. På det tidspunkt kan du ved at trække filamentet ud fysisk fjerne forureninger som støv eller små tilstopninger fra indersiden af dysen.
Regelmæssige cold pulls hjælper med at genoprette normal filamentflow, sikrer stabil ekstrudering og hjælper med at forhindre printfejl som underekstrudering og uensartede printlinjer. Det anbefales at lave en cold pull en gang imellem, især når du skifter mellem forskellige filamenttyper.
Sådan laver du en cold pull
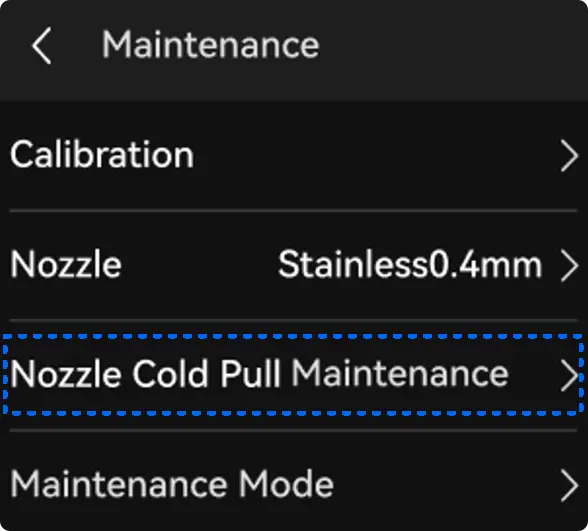
På skærmen går du til Settings > Maintenance > Nozzle Cold Pull Maintenance for at starte cold pull-proceduren. Du kan finde flere detaljer i cold pull-vedligeholdelsesguiden til A2L.
Under cold pull-processen vil printeren automatisk purge filament. Hvis filamentet ikke kan ekstruderes fra dysen under purging, kan du bruge en rensenål som beskrevet i Metode 2 til at skubbe tilstopningen fra dyseåbningen tilbage op i dysen.
Metode 4: Fjern tilstoppet filament med en unbrakonøgle
Brug varmebestandige handsker under arbejdet for at undgå forbrændinger fra de høje temperaturer.
Trin 1: Varm unbrakonøglen op
Varm først unbrakonøglen op i cirka 10 sekunder. Hold unbrakonøglen godt fast med en tang, og pas på ikke at brænde dig.

Trin 2: Før unbrakonøglen ind i toppen af hotenddet
Før den opvarmede unbrakonøgle ind i toppen af hotenddet. Unbrakonøglen vil trænge ind i det tilstoppede filament, som vist nedenfor.
Vent cirka 30 sekunder på at unbrakonøglen køler naturligt af.
Trin 3: Varm hotenddet op og fjern det tilstoppede filament
Varm dysespidsen op med en lighter i cirka 20 sekunder.
Undgå at varme dysen op for længe eller at bruge en kraftig butanbrænder. Det anbefales at bruge en almindelig gaslighter til opvarmningen.
Varm kun dysen op nok til at unbrakonøglen og det tilstoppede filament kan trækkes ud sammen. For meget varme kan få filament til at dryppe eller pludselig blive slynget ud fra dysespidsen. Følg instruktionerne nøje og sørg for, at dysespidsen ikke peger mod dig selv under opvarmningen.

- Træk langsomt unbrakonøglen ud. Det tilstoppede filament inde i hotenddet vil sætte sig fast på unbrakonøglen og blive fjernet sammen med den.
Kontrollér funktionen
Tilslut PTFE-slangen igen, load filament og test ekstruderingen. Hvis ekstruderingen stadig fejler eller der opstår underekstrudering, så gentag rensningen af dysen flere gange.

Bemærk
0,2 mm-dyser er sværere at rense og kan kræve, at du gentager ovenstående trin flere gange. Dyser større end 0,4 mm tilstopper til gengæld mindre let end 0,4 mm-dyser, fordi deres større åbninger gør det nemmere for større partikler at passere igennem.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides