Betjening af X2D-skærmen
Hjemmeside
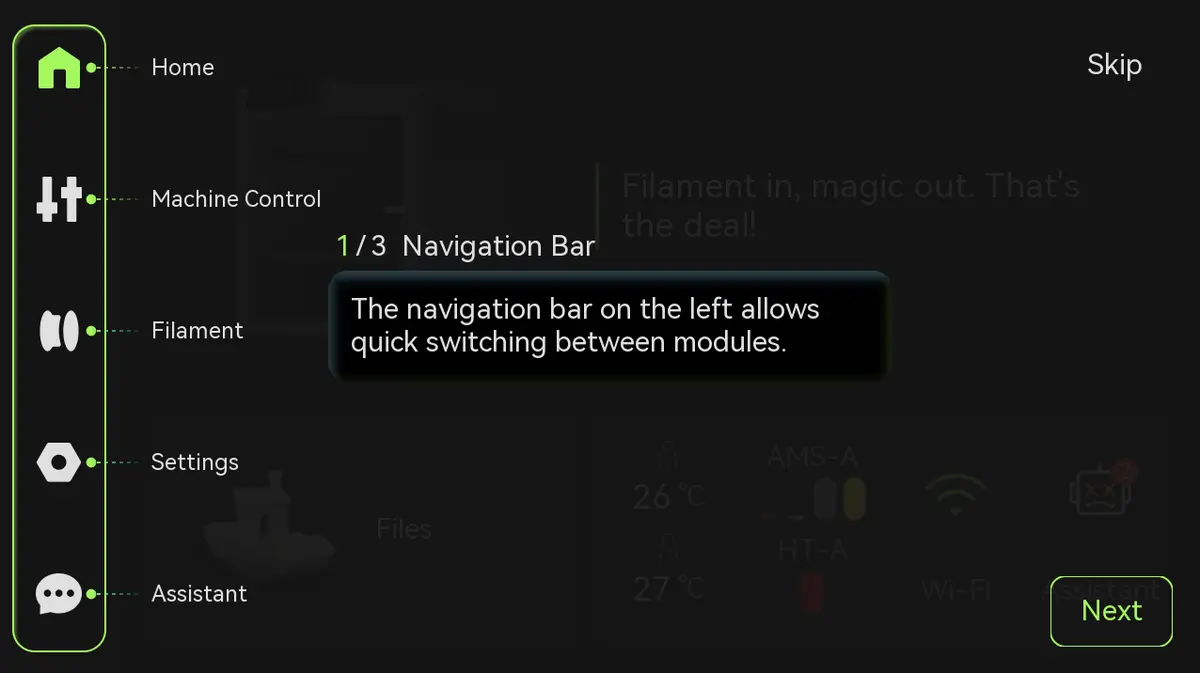
I venstre side af hjemmesiden er en menulinje på skærmen, der indeholder Hjemmeside, Kontroller, Filament, Indstillinger og HMS; i højre side finder du Filer, dysetemperatur, filament, netværksindstillinger og HMS.
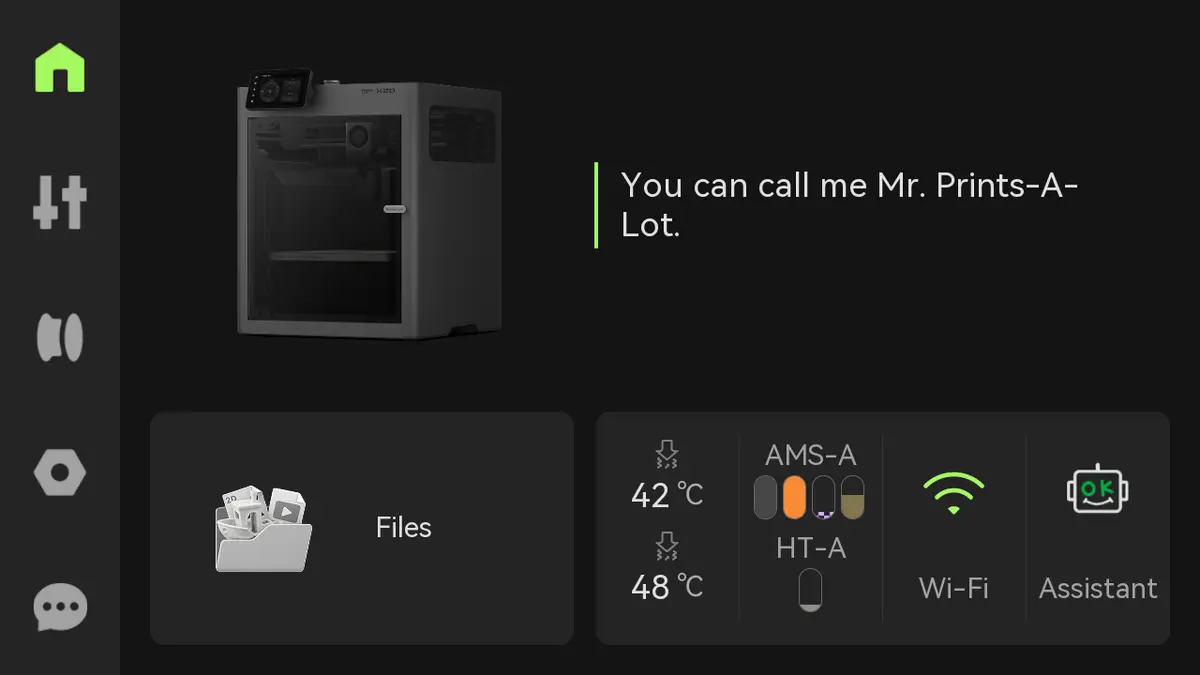
Tryk på Filer for at se modeller og videoer.
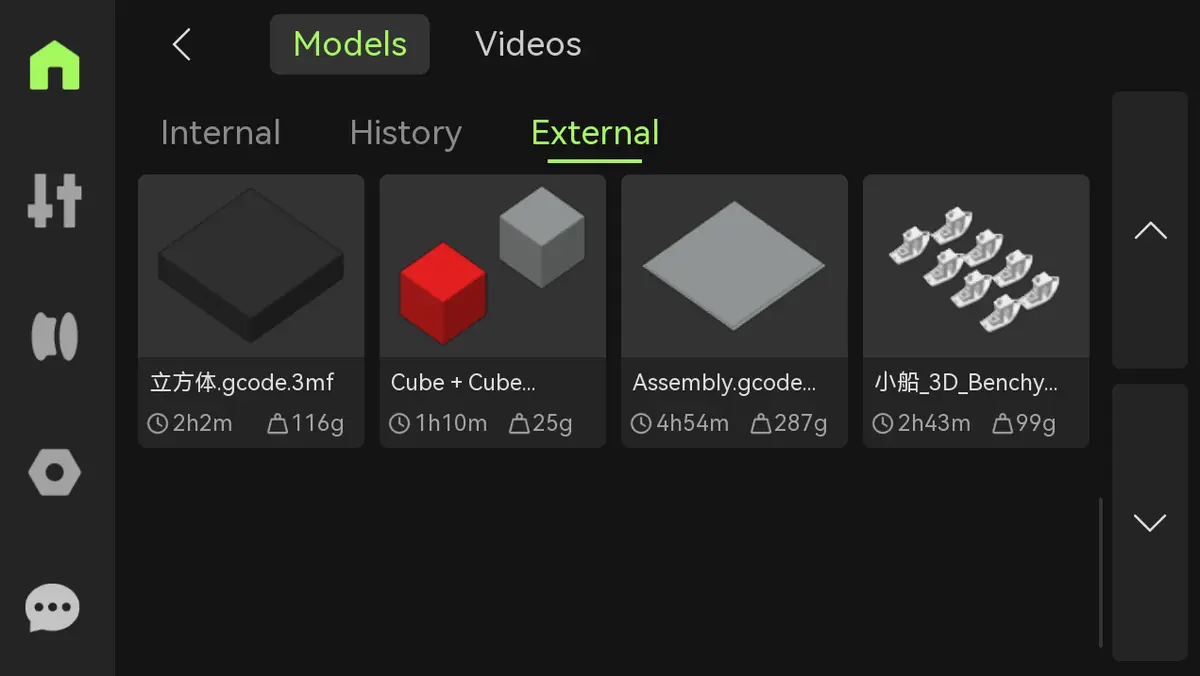
Modeller omfatter Internt, Historik og Eksternt.
-
Internt: modelfiler cachet lokalt på printeren
-
Historik: liste over modeller i printerens cache
-
Eksternt: modelfiler cachet på printerens USB-drev
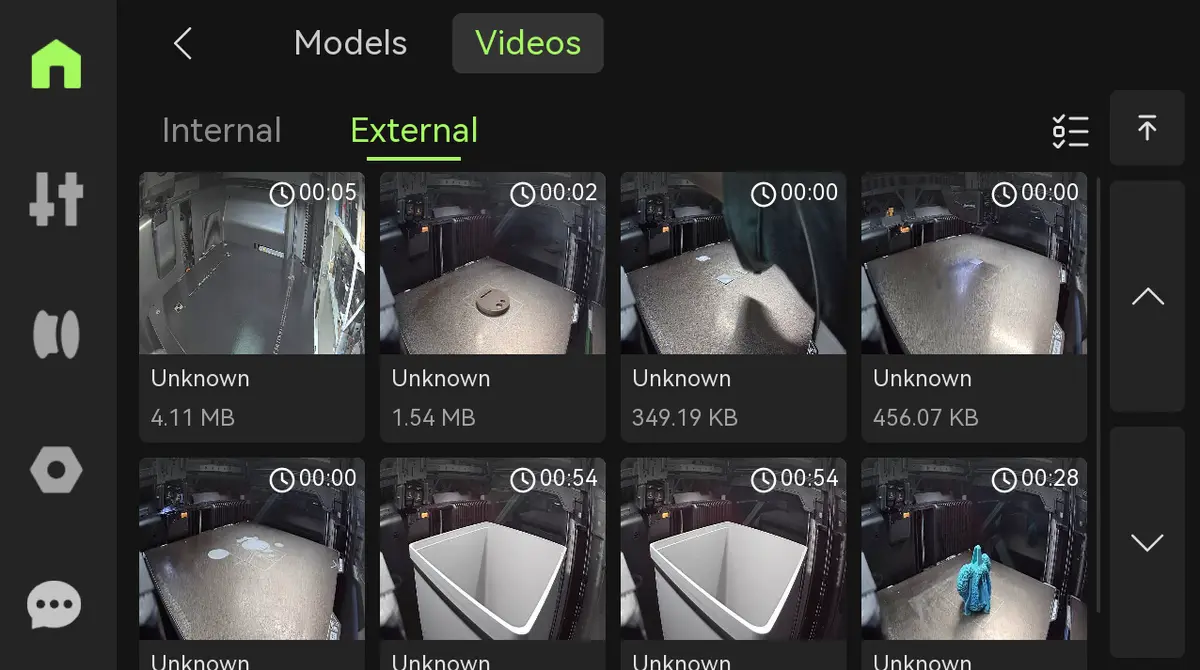
Videoer omfatter Internt og Eksternt. For detaljeret information om den interne lagring til timelapse, se: Timelapse intern lagring og videostyring.
Kontroller
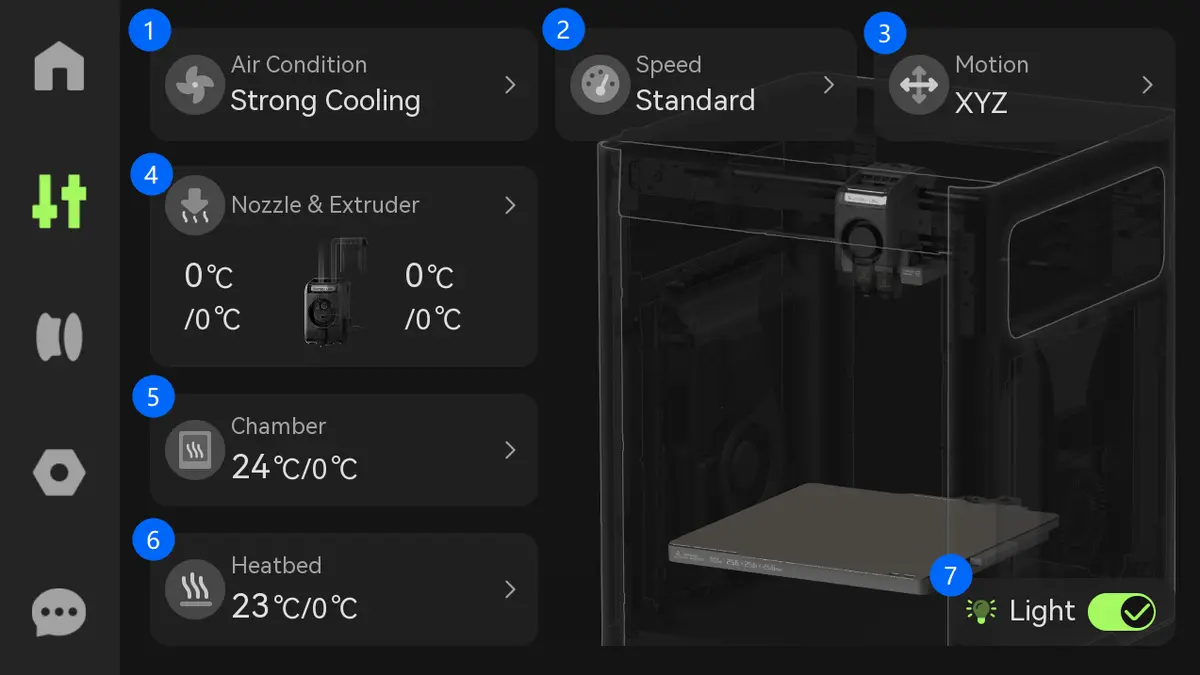
1. Luftkondition
Afhængigt af filamentet kan du vælge det passende luftkondition-system.
- Kraftig køling: Køletilstand er velegnet til print af filament med lav varmebestandighed, såsom PLA/TPU; kammerets varmecirkulationsblæser forbliver slukket i denne tilstand.
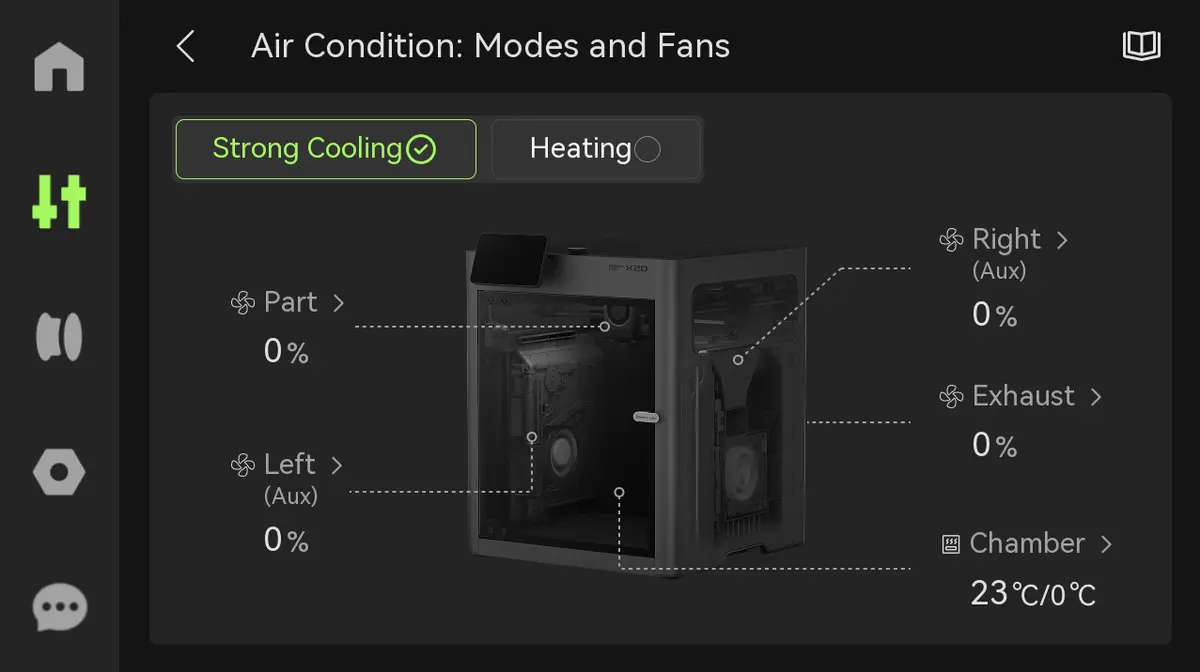
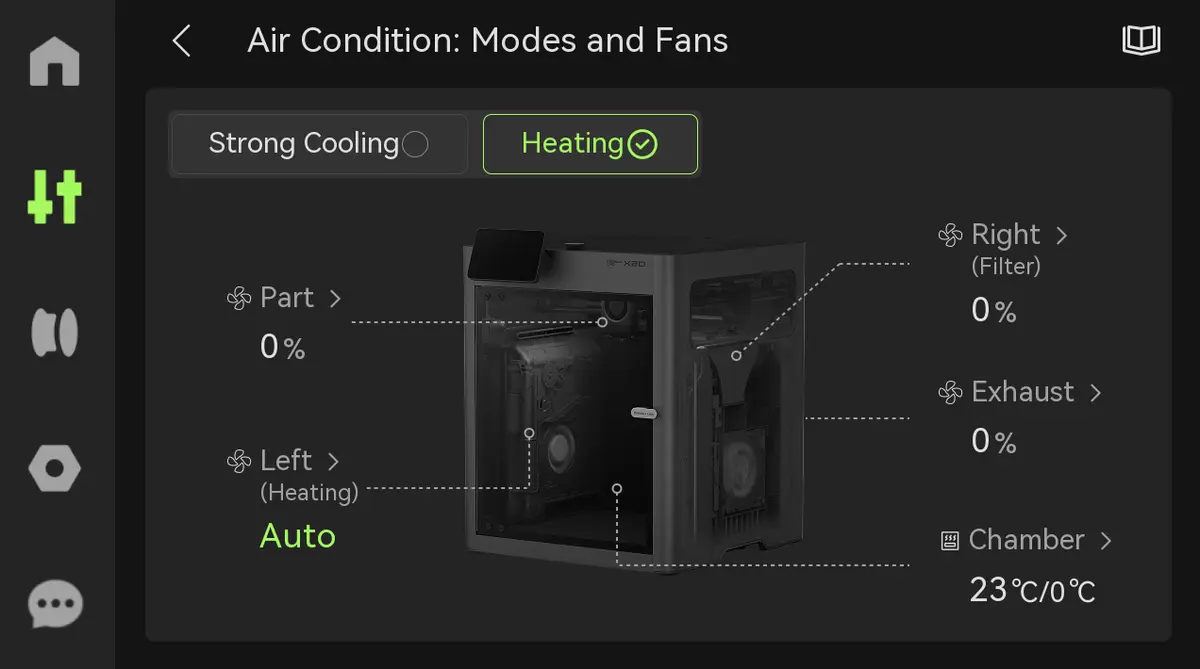
- Opvarmning: Opvarmningstilstand er velegnet til print af ABS/ASA/PC/PA og andet filament med høj varmebestandighed. Når kammeret opvarmes, skifter systemet automatisk til opvarmningstilstand; i denne tilstand tænder kammerets varmeblæser automatisk.
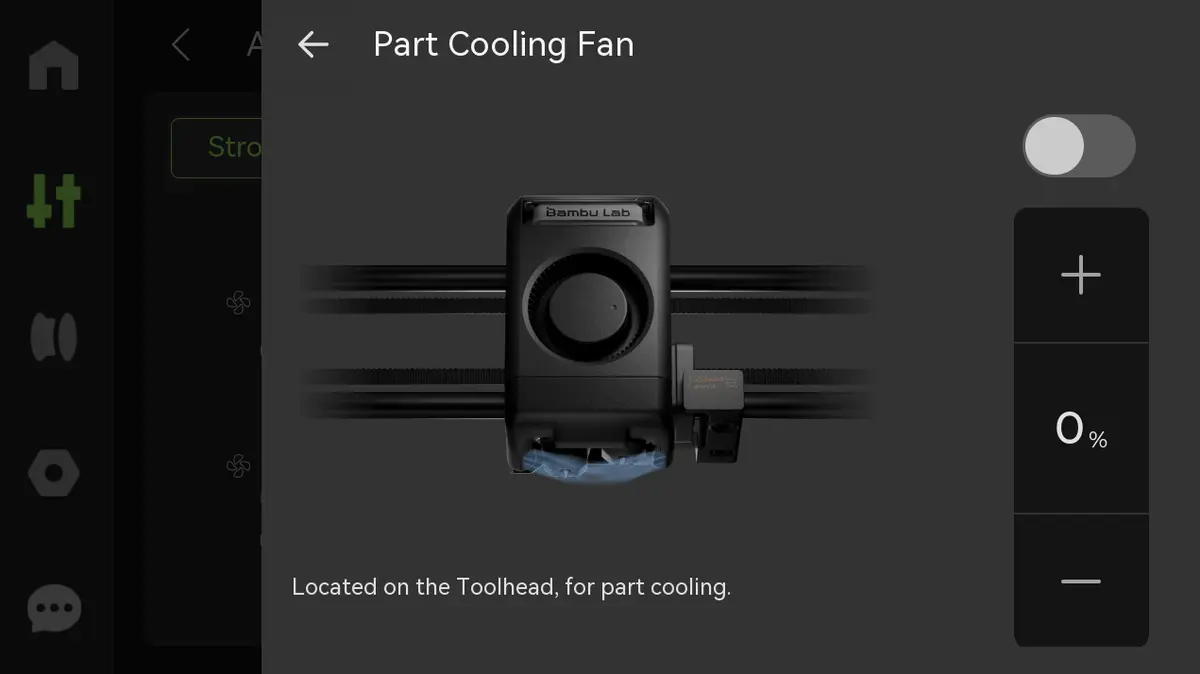
- Komponentblæser: Den er monteret på toolheadet og bruges til at sikre tilstrækkelig køling af de printede lag under printprocessen. Den hjælper med hurtigt at køle materialet, mens det ekstruderes, så hvert lag størkner og holder sin form, før det næste lag lægges på.
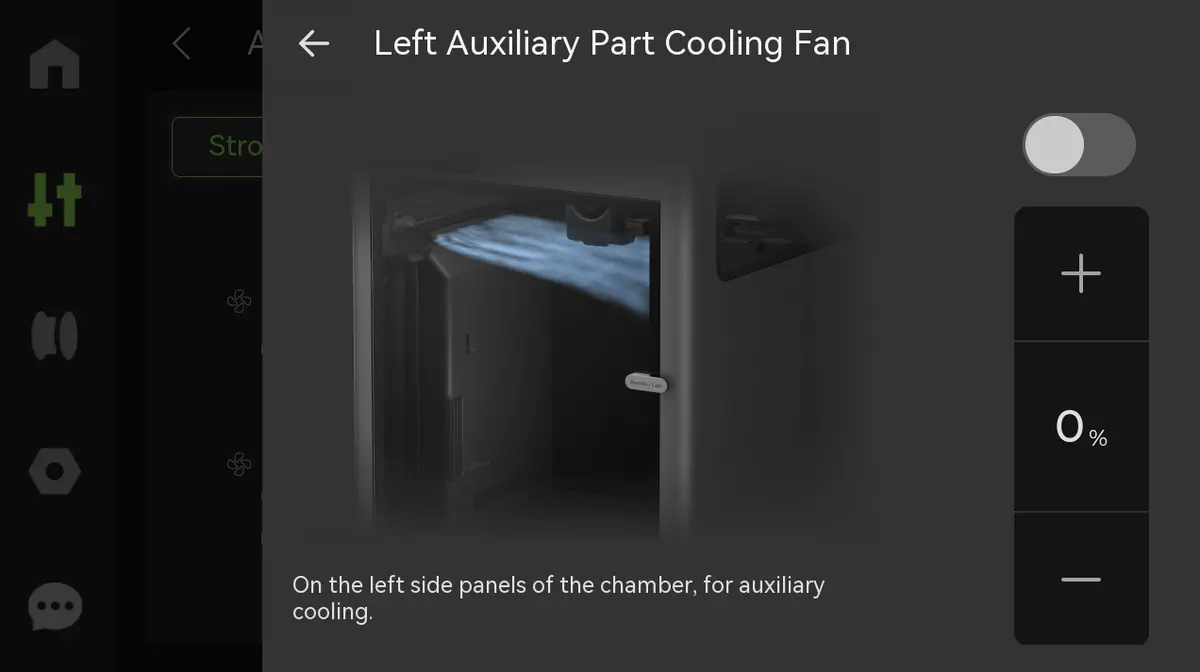
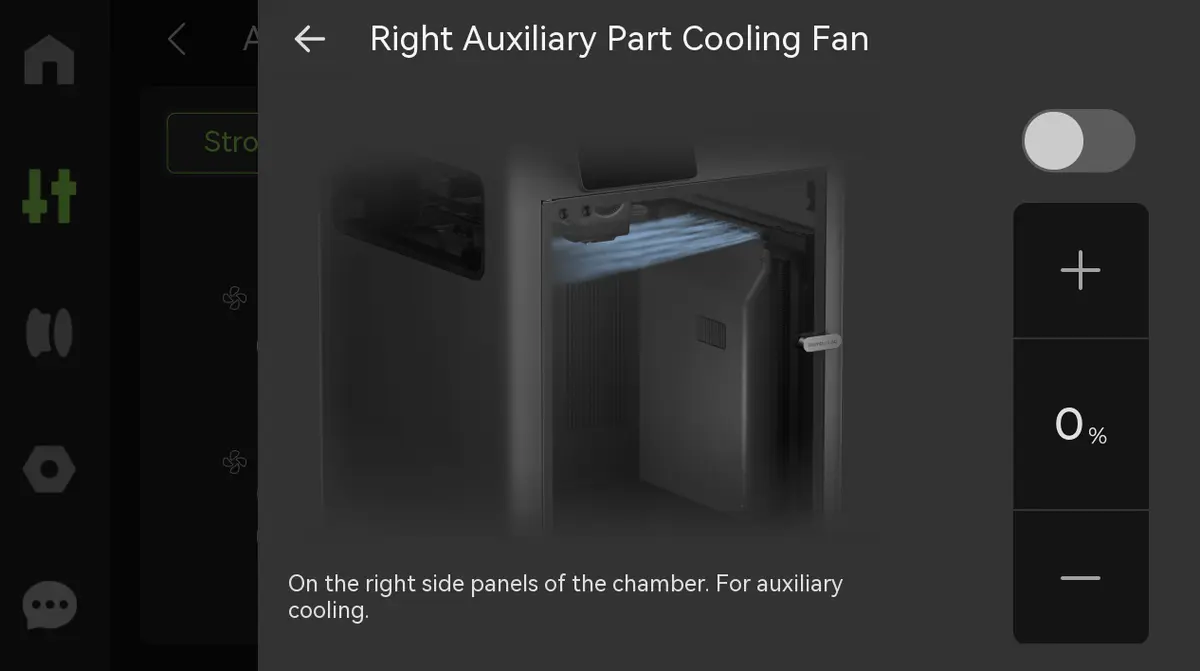
- Venstre/højre hjælpe-komponentblæser: De er monteret på begge sider af kammeret og giver bedre køling ved højhastighedsprint.
 |
 |
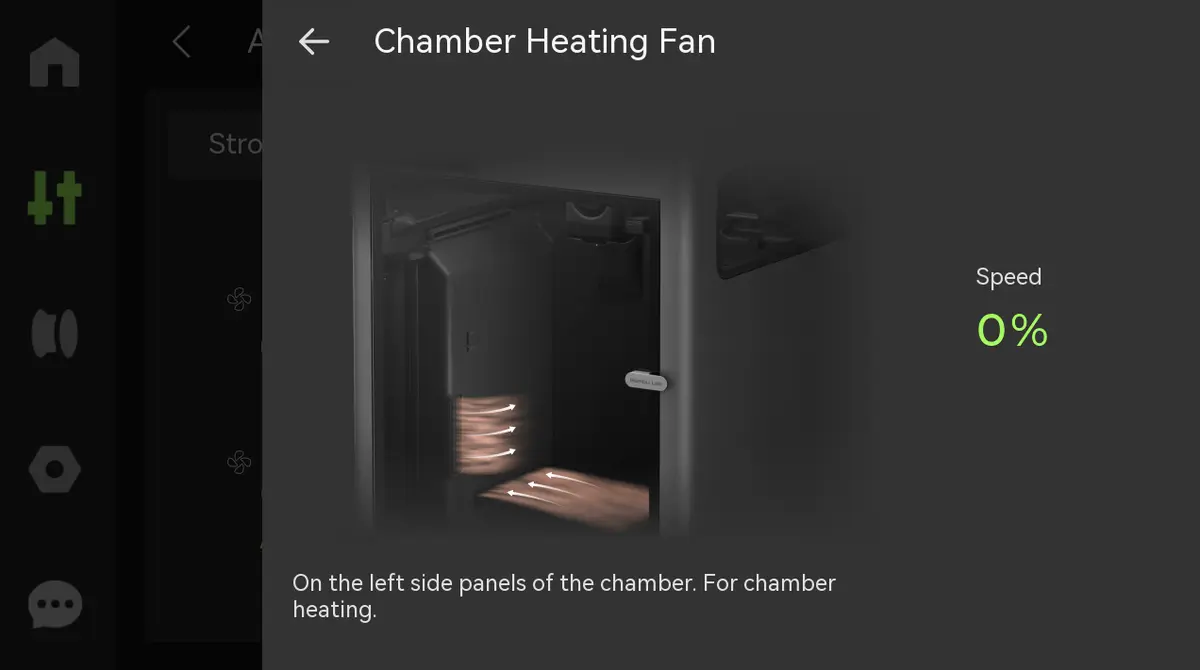
- Kammervarmeblæser: Den sidder i venstre side af kammeret og danner sammen med PTC-elementet en kammervarmer. Når du har indstillet kammertemperaturen, varmer PTC ved fuld effekt, og kammervarmeblæseren kører ved maksimal hastighed. Når kammertemperaturen når den indstillede værdi, sænker blæseren hastigheden til 40 %, og PTC'ens effekt sænkes også for at holde kammertemperaturen konstant.
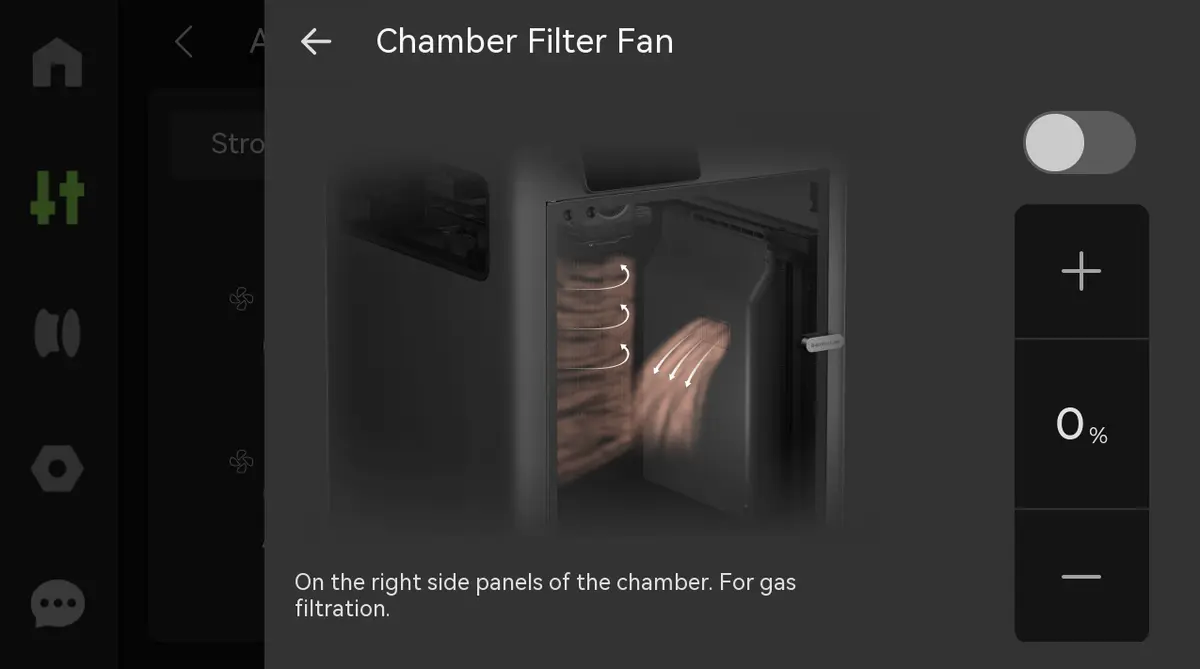
- Kammerfilterblæser: Monteret i højre side inde i kammeret; ved print af højtemperatur-filament går printeren automatisk i opvarmningstilstand. Den adaptive luftstrøms-omskifterenhed og luftfilteret inde i kammeret danner et internt kredsløb, der holder luften i kammeret kontinuerligt filtreret gennem filterelementet. Det minimerer udledning af lugt og partikler, samtidig med at kammertemperaturen holdes.
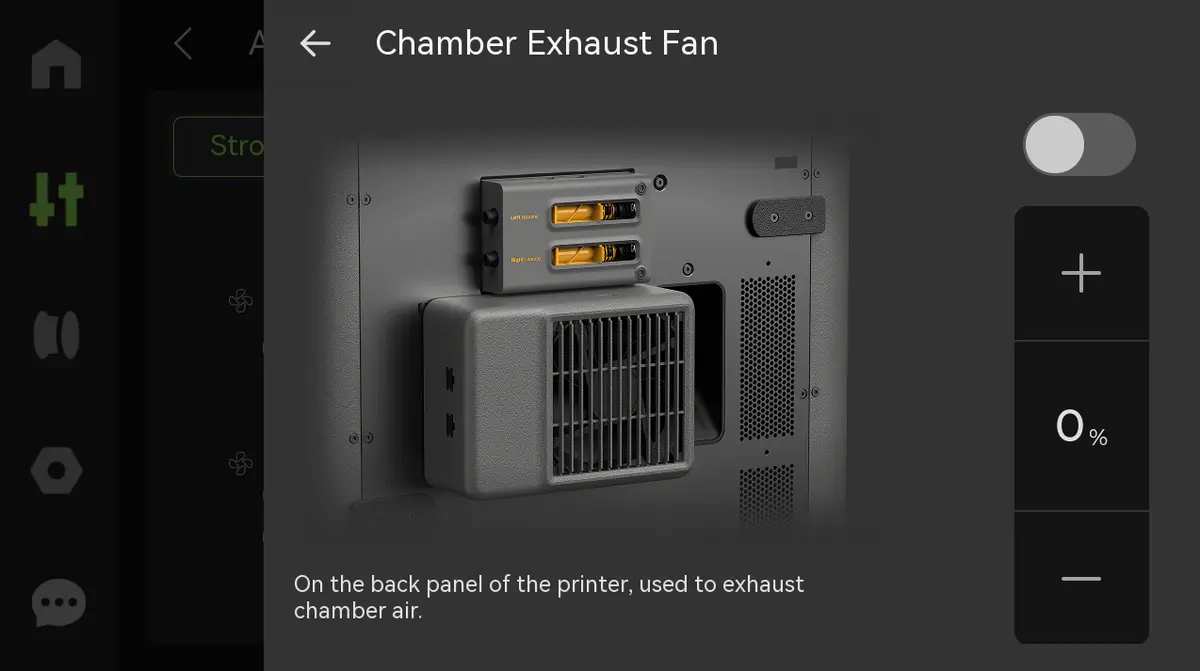
- Kammerudsugningsblæser: Den sidder på printerens bagpanel. Ved print af lavtemperatur-filament som PLA suger den printdampe ud og samarbejder med den adaptive luftstrøms-omskifterenhed for at forbedre varmeafledningen. Ved print af højtemperatur-filament vil aktivering af funktionen "Rens luft ved print-slut" på skærmen automatisk suge restdampe ud af kammeret, når printet er færdigt. Med en slange kan den lede printdampe udendørs eller til et bestemt område.
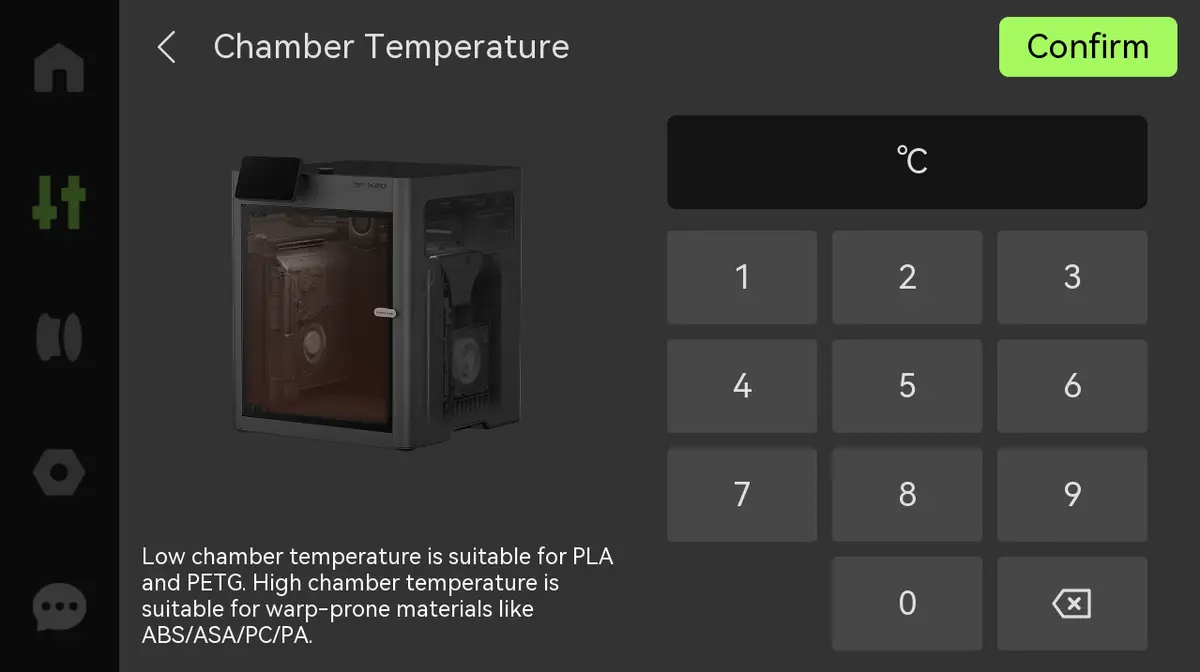
- Kammertemperatur: Indstil den passende kammertemperatur efter det enkelte filament. Lav kammertemperatur er velegnet til print af filament som PLA og PETG; høj kammertemperatur er velegnet til print af krympefølsomt filament som ABS.
2. Hastighed
Indstil hastighedstilstanden for print.
-
Ludicrous: 166 % af normal printhastighed og acceleration
-
Sport: 124 % af normal printhastighed og acceleration
-
Standard: normal printhastighed og acceleration
-
Stille: 50 % af normal printhastighed og acceleration

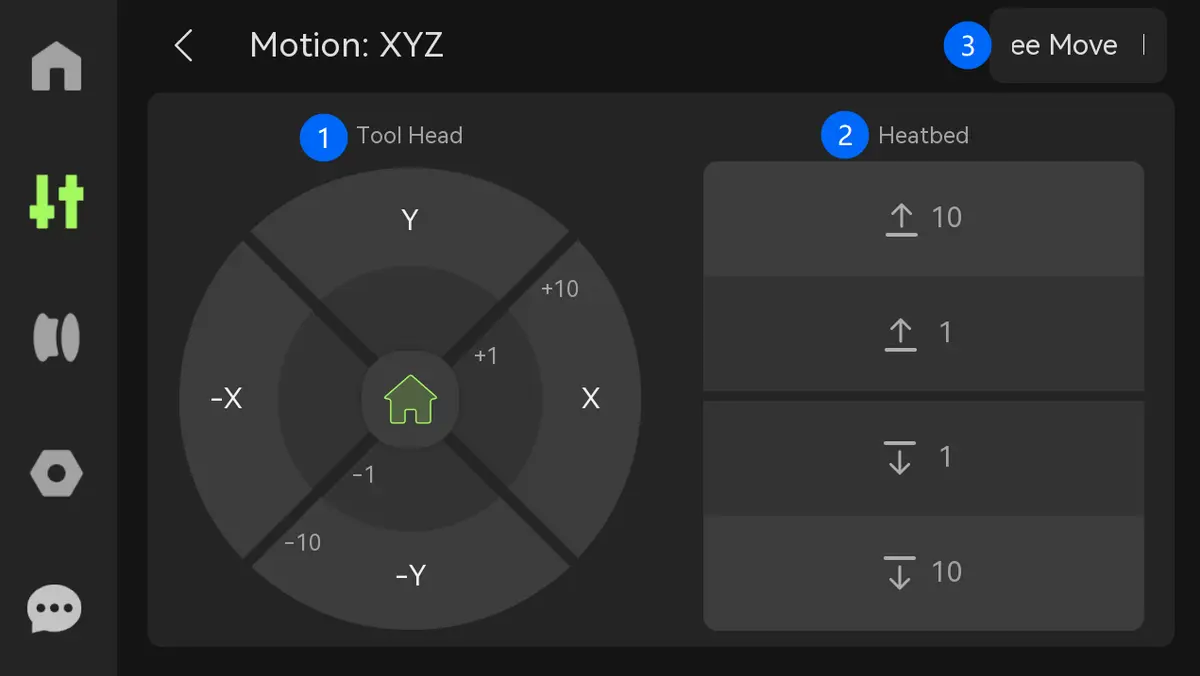
3. Bevægelse
-
Toolhead: Klik på +1 eller +10 for at styre toolheadets bevægelse i X-aksen og Y-aksen.
-
Varmeplade: Klik på flytteknappen 1 eller 10 for at hæve eller sænke varmepladen.
-
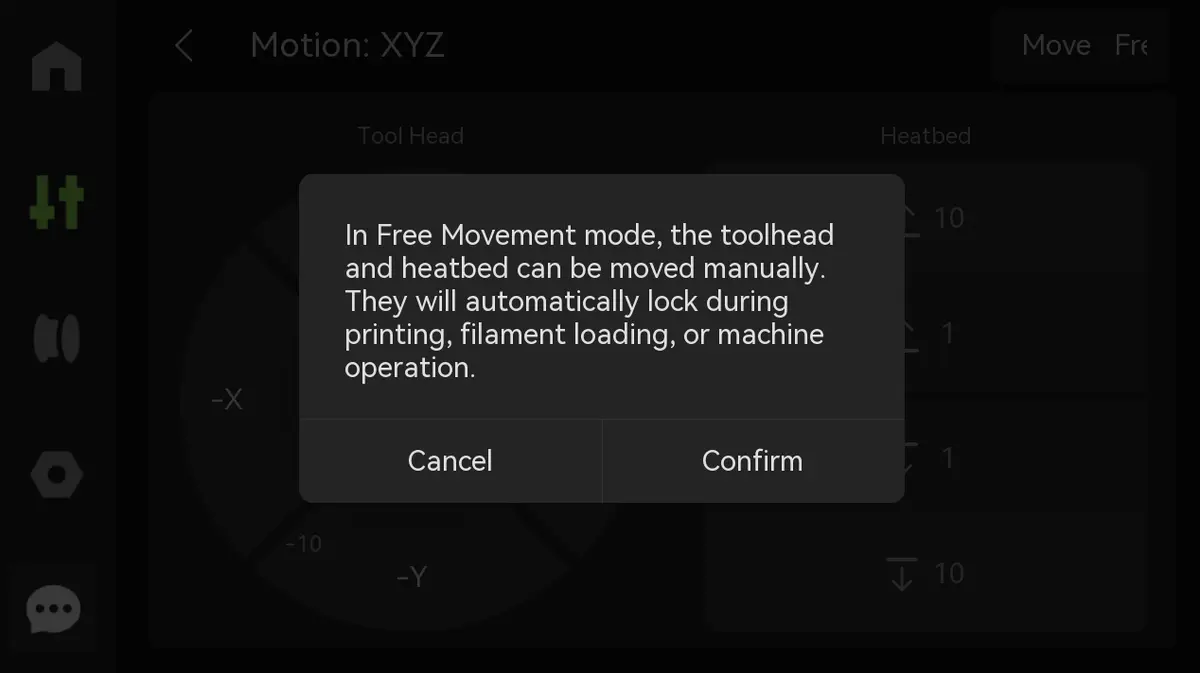
Fri bevægelse: Når denne tilstand er aktiveret, kan toolheadet og varmepladen flyttes manuelt, når XYZ-motorerne er inaktive, hvilket gør vedligeholdelse og reparation lettere.
4. Dyse og ekstruder
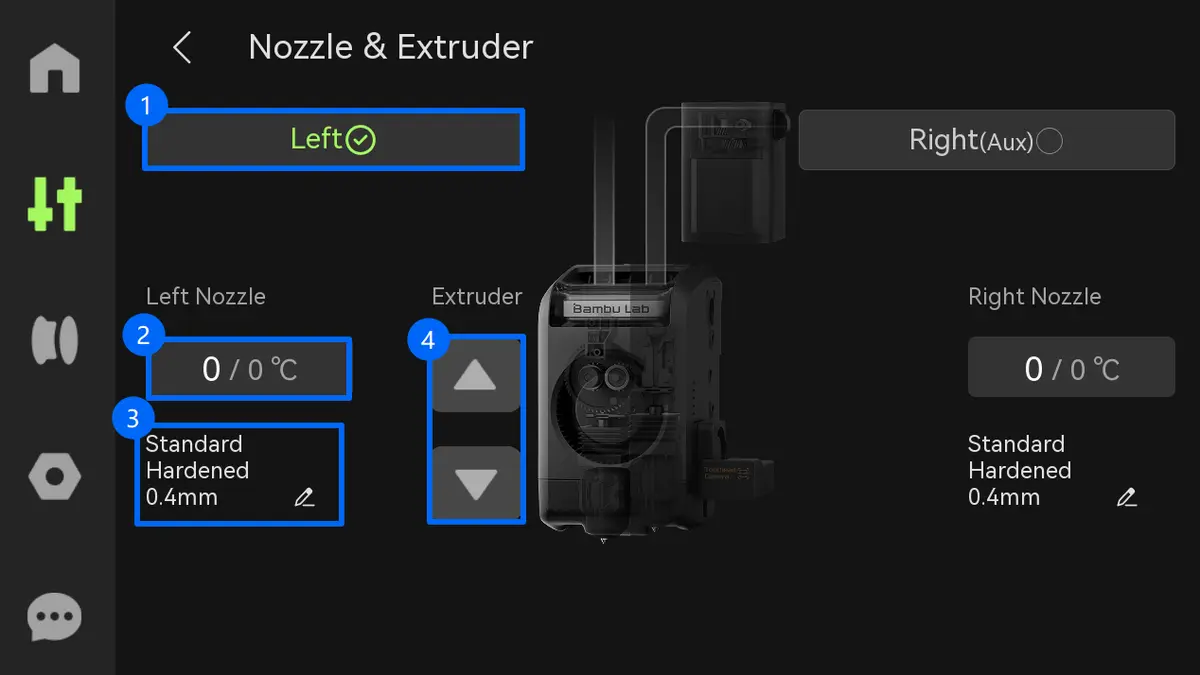
- Venstre/højre (hjælp): Når du klikker på knappen Venstre/højre (hjælp), udløses dyseskifte-armen, så den rammer dyseskifte-blokken på lineren og gennemfører skiftet mellem hoved- og hjælpedyse.

- Dysetemperatur: Indtast en værdi for at indstille hoveddysens temperatur.
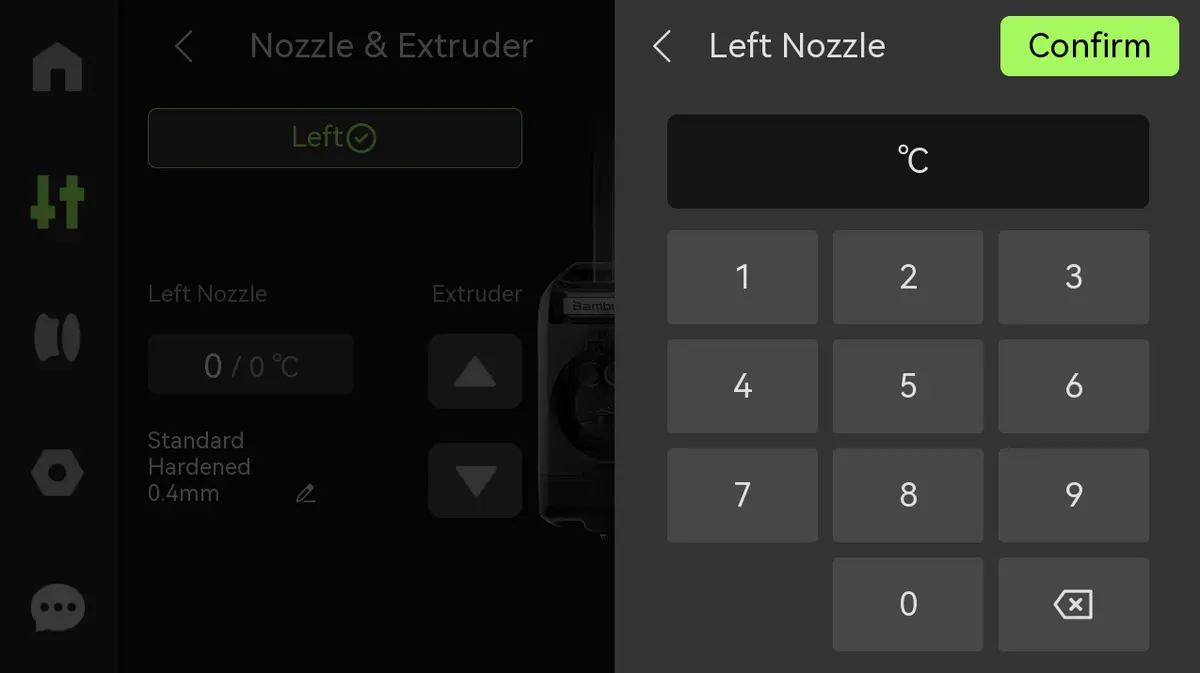
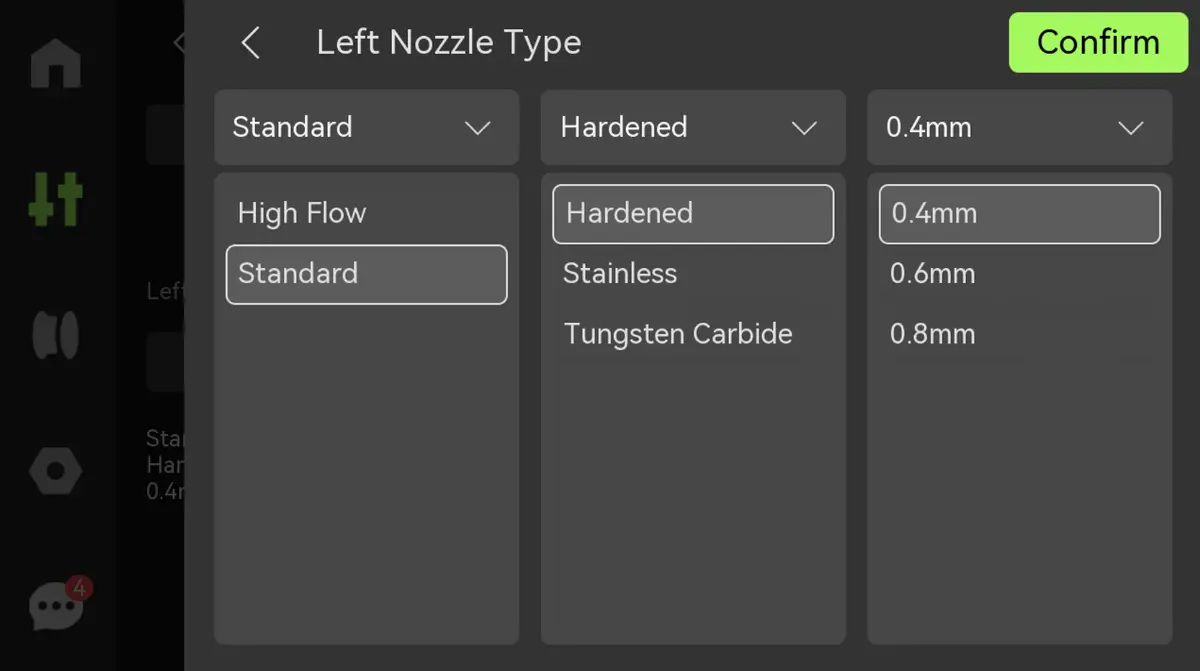
- Dysetype: Dysens type, materiale og diameter kan indstilles manuelt.
- Ekstruder: Klik på op- og ned-knapperne for manuelt at ekstrudere eller skubbe filament ud.
- Venstre ekstruder: Hvis hovedekstruderen viser filamentets farve, betyder det, at filamentsensor-kontakten i hovedekstruderen har registreret, at filamentet er ført ind.
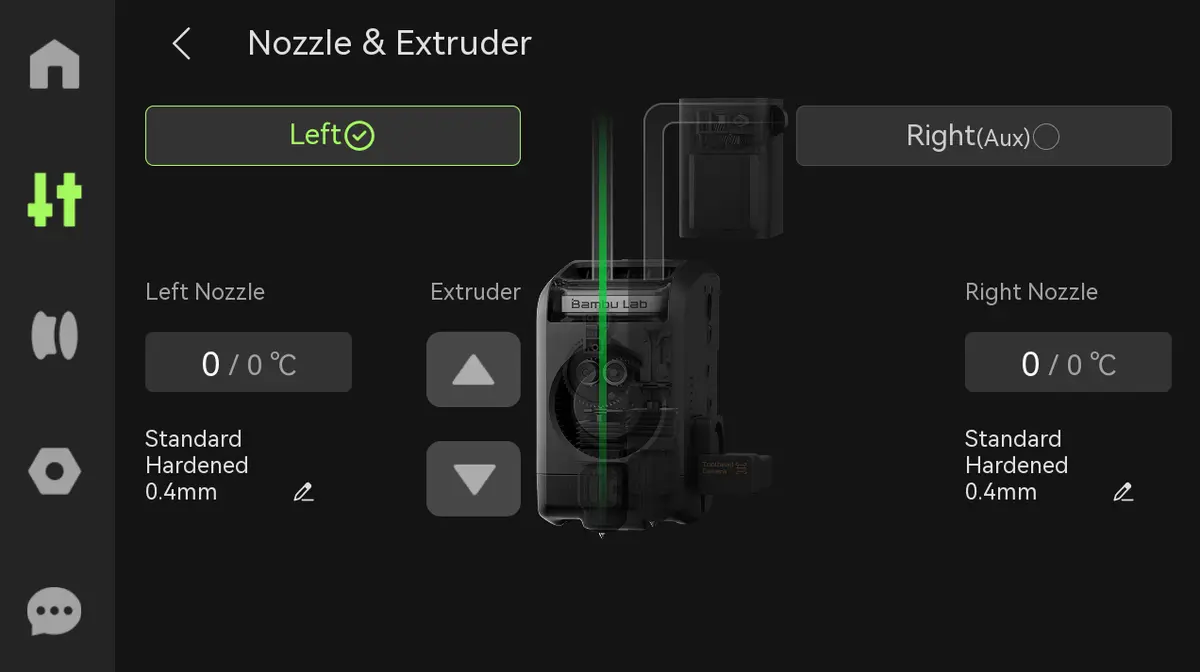
- Højre ekstruder (hjælp): Filamentets farvemarkering svarer til dets ladeposition i printeren. De følgende tre diagrammer viser hver deres status:
Filament ladet i hjælpeekstruderen:
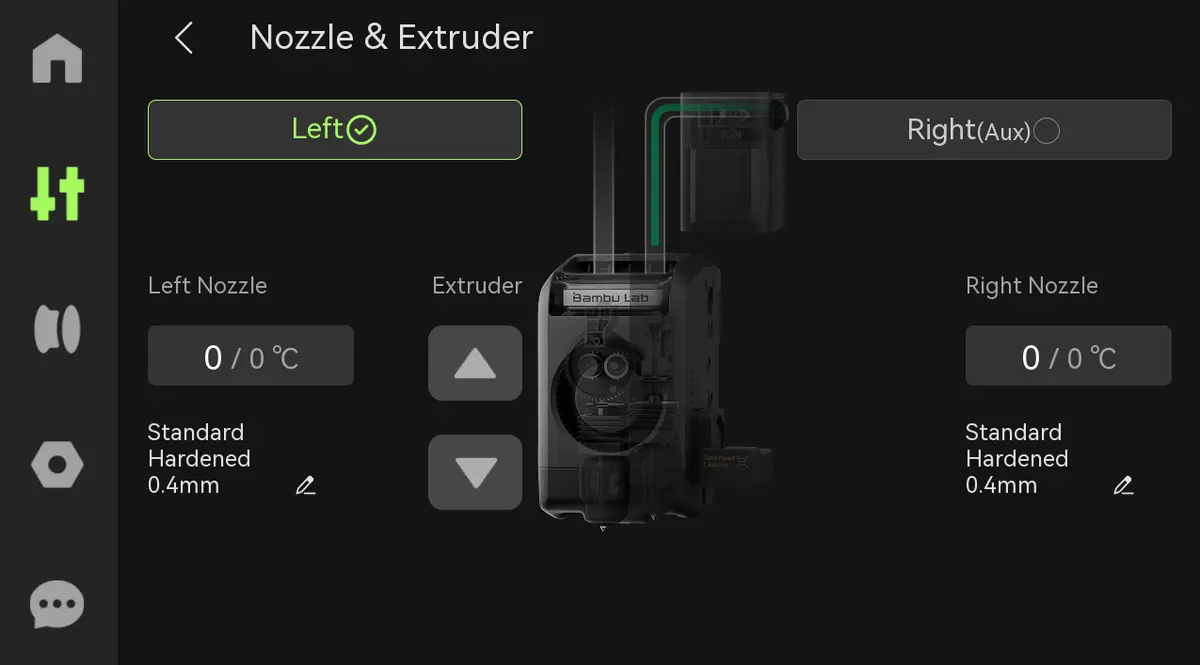
Filament ladet i toolheadet:

Filament ladet i både hjælpeekstruderen og toolheadet:

Bemærk: Når du manuelt indfører filament, kan enheden måske ikke læse RFID, og filamentets farve på skærmen kan være forkert. I dette tilfælde skal den viste filamentfarve være den, der svarer til filament-siden.
5. Kammertemperatur
Samme som kammertemperaturen ovenfor.
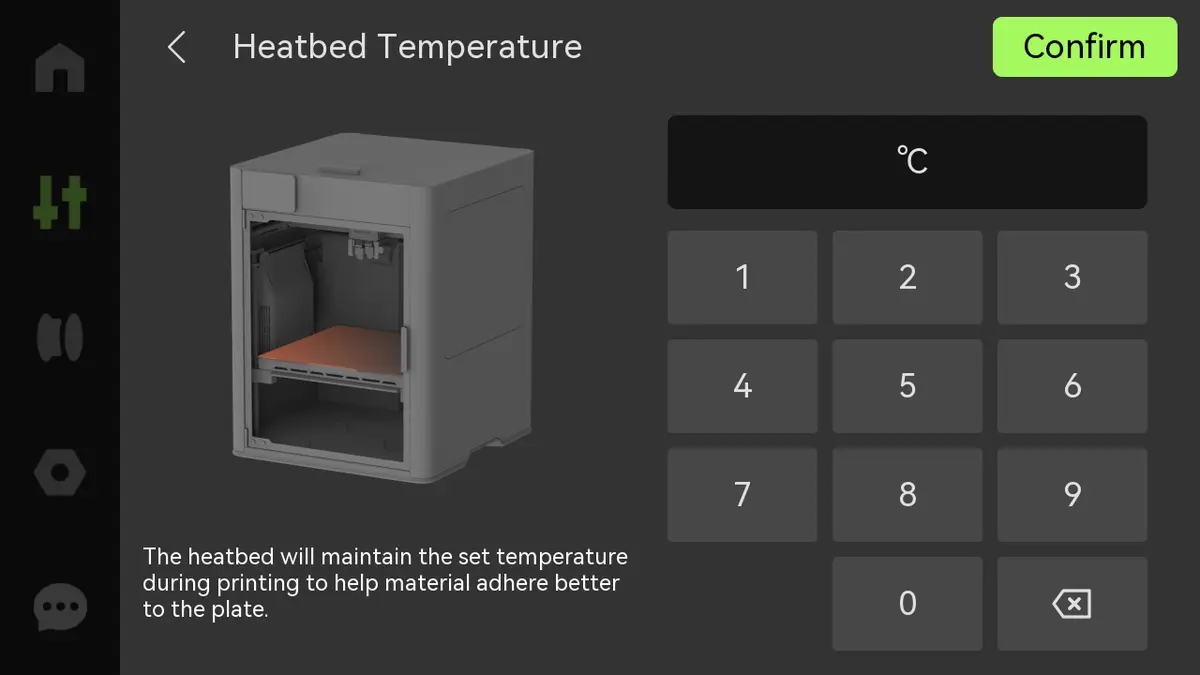
6. Varmepladetemperatur
Indtast en værdi for at indstille varmepladens temperatur.
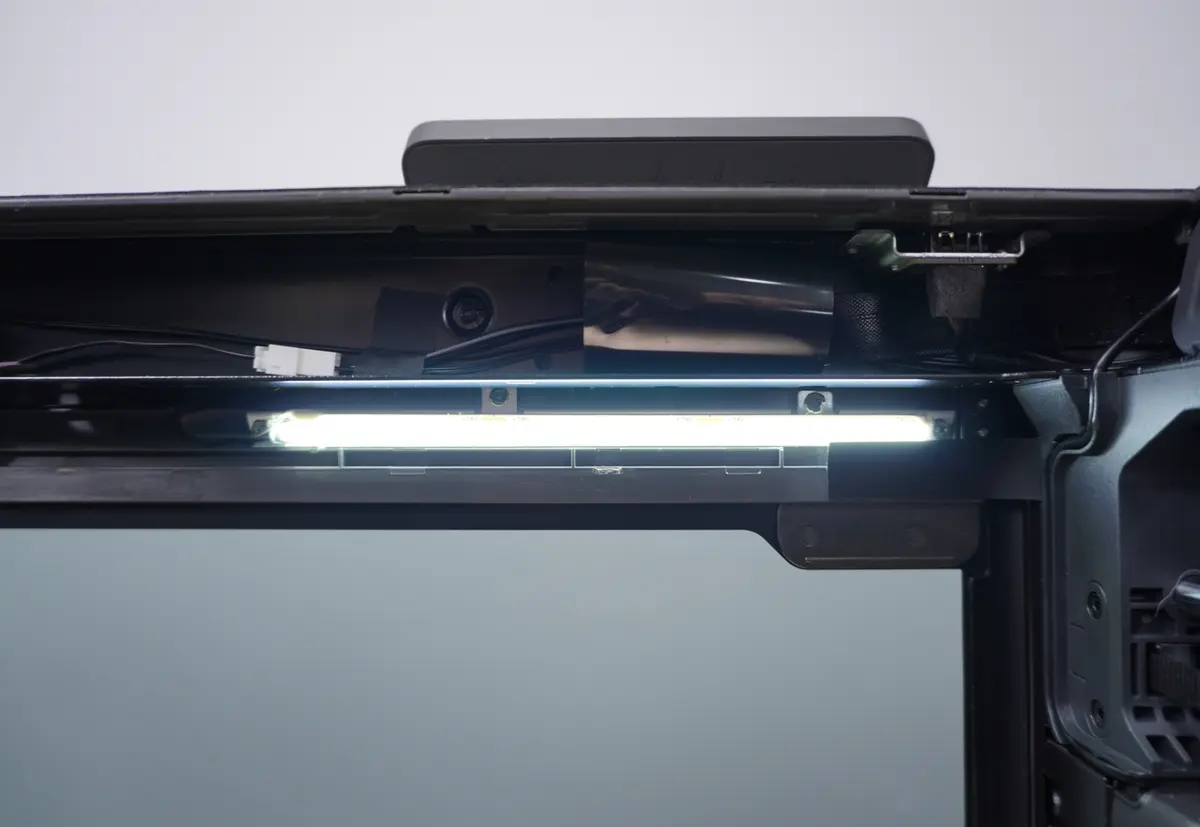
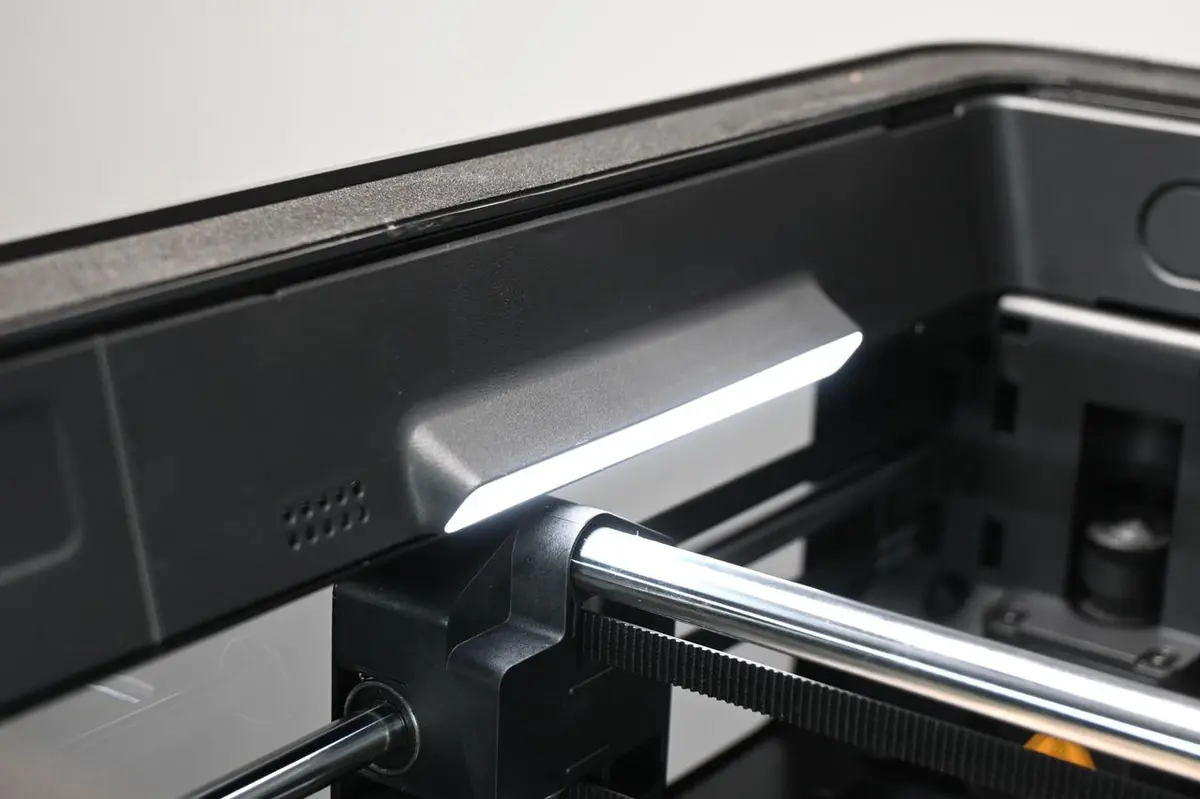
7. LED-lys
Klik på ikonet for at tænde eller slukke LED-lyset.
 |
 |
Filament
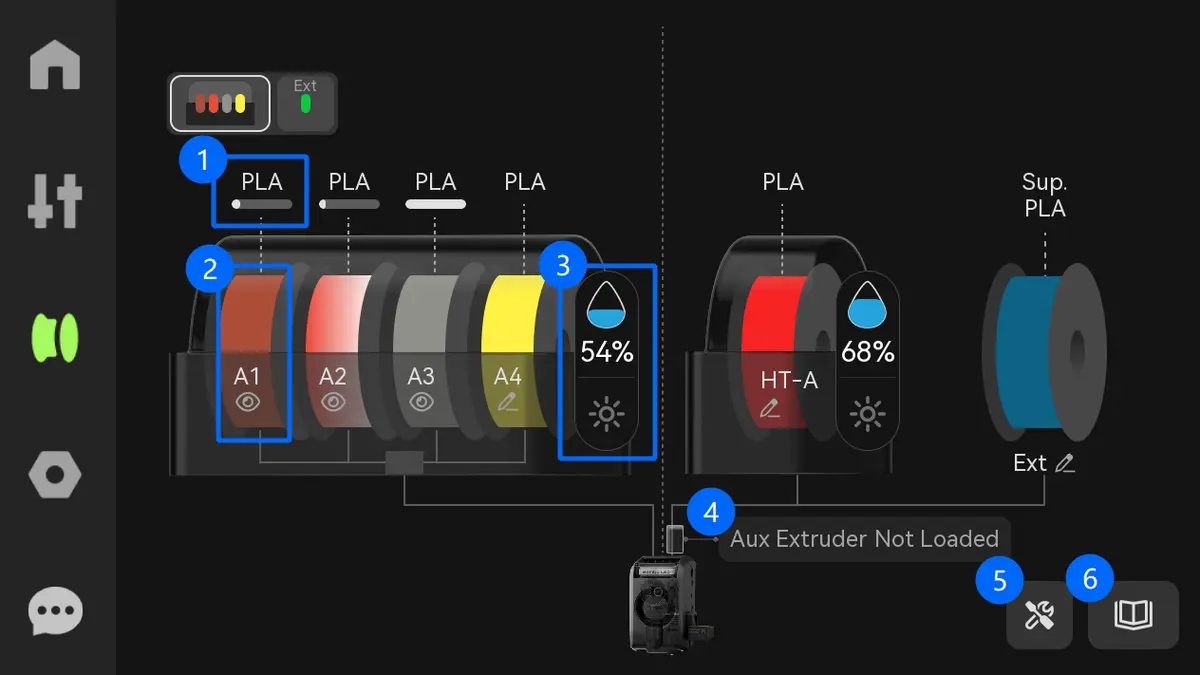
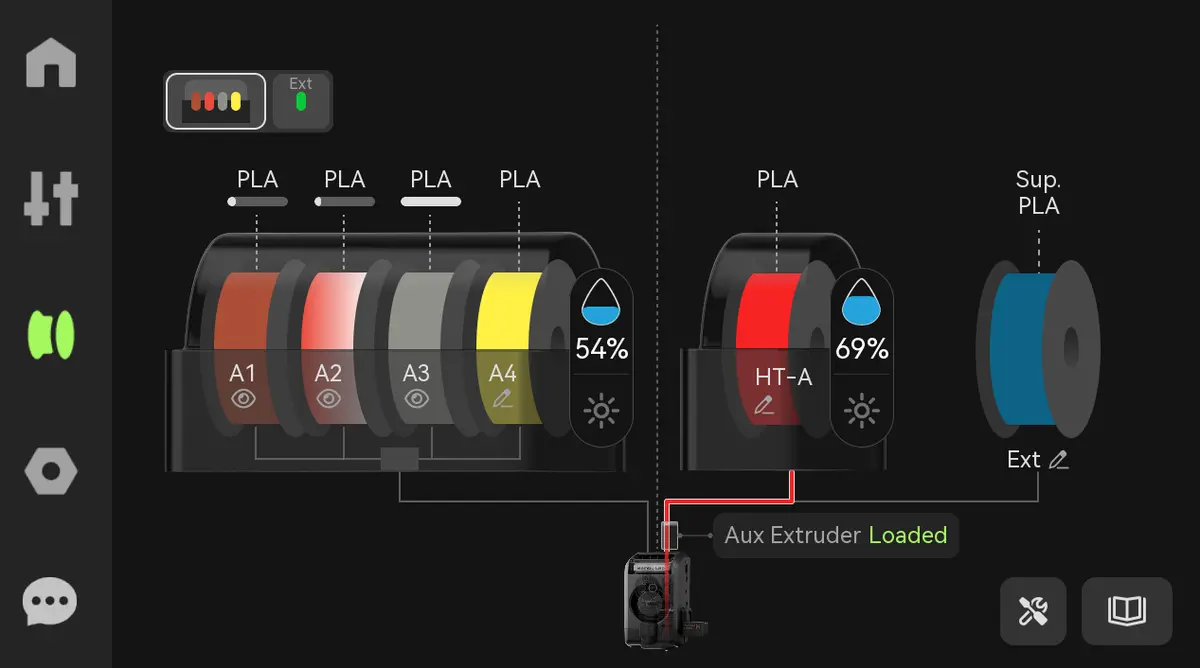
1. Filamentoplysninger
Hvis AMS har identificeret en spole via RFID, vises filamenttypen og den resterende mængde over filamentet.
2. Spole
Klik på et spoleikon for at redigere, lade/aflade og genlæse filament.
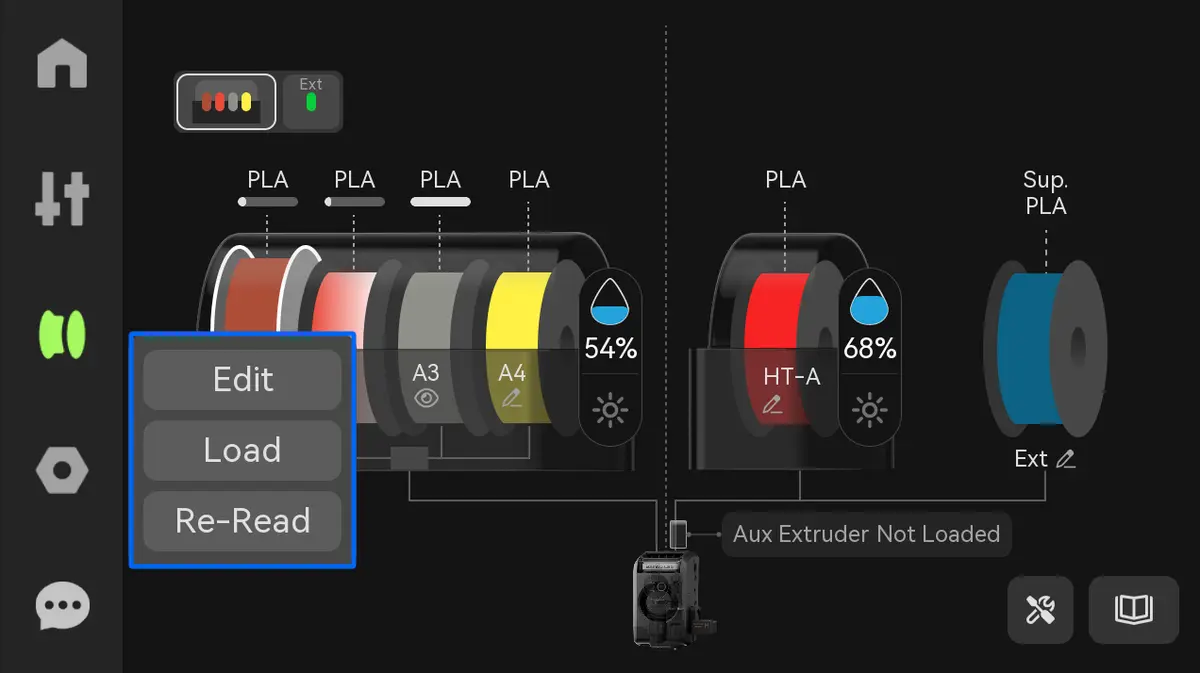
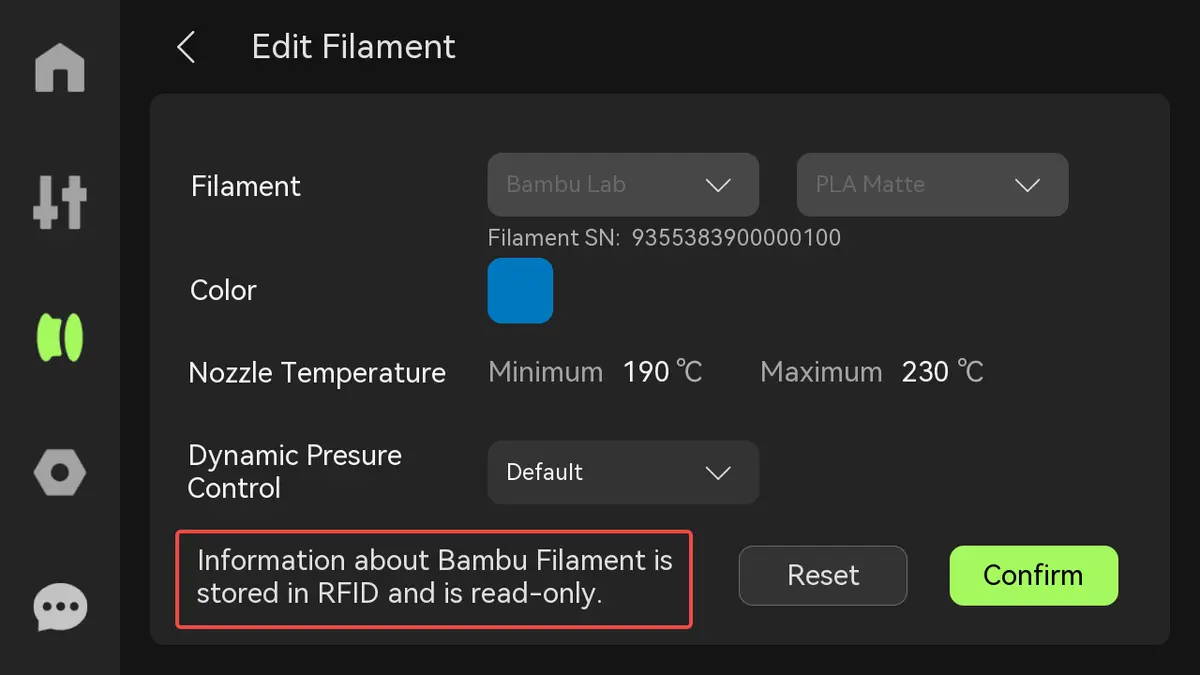
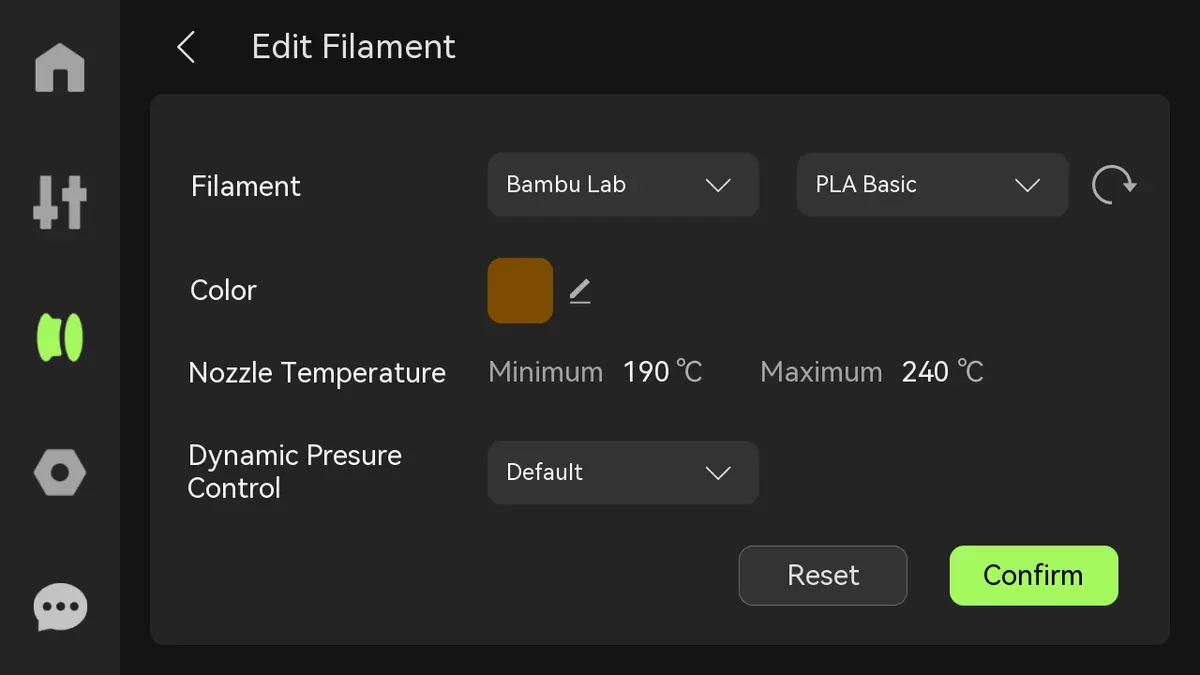
- Rediger: Hvis AMS har identificeret en spole via RFID, kan du se filamentoplysningerne her, men du kan ikke ændre filamentparametrene; hvis RFID ikke er læst, kan du ændre filamentoplysningerne her;
 |
 |
-
Lad: Klik på knappen, hvorefter AMS automatisk fører filamentet ind i ekstruderen;
-
Genlæs: Klik på knappen, hvorefter AMS genlæser RFID på spolen i pladsen.
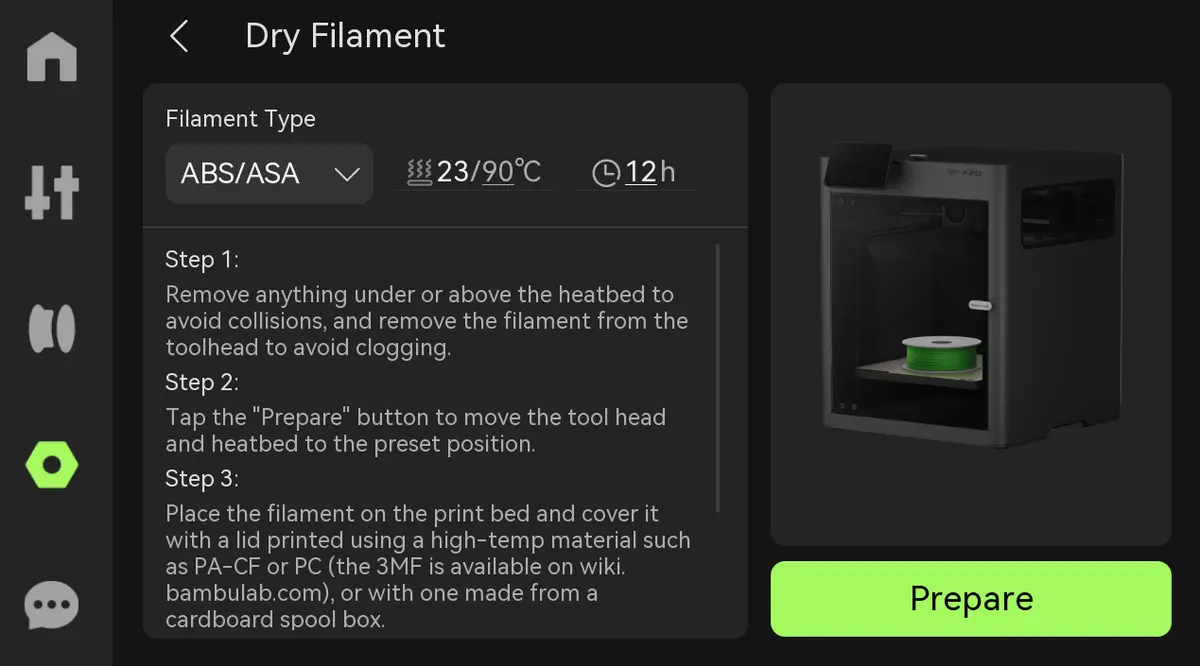
3. Tørring og fugtighed
Se den interne fugtighed og temperatur i AMS og tør filament.
Bemærk: Du kan også aktivere tørring under Indstillinger > Værktøjskasse > Tør filament.
Hvis printeren er forbundet til AMS 2 Pro eller AMS HT, vises den interne fugtighed og temperatur i AMS her; når du har valgt filamenttype, skal du trykke på Start for at begynde tørringen.
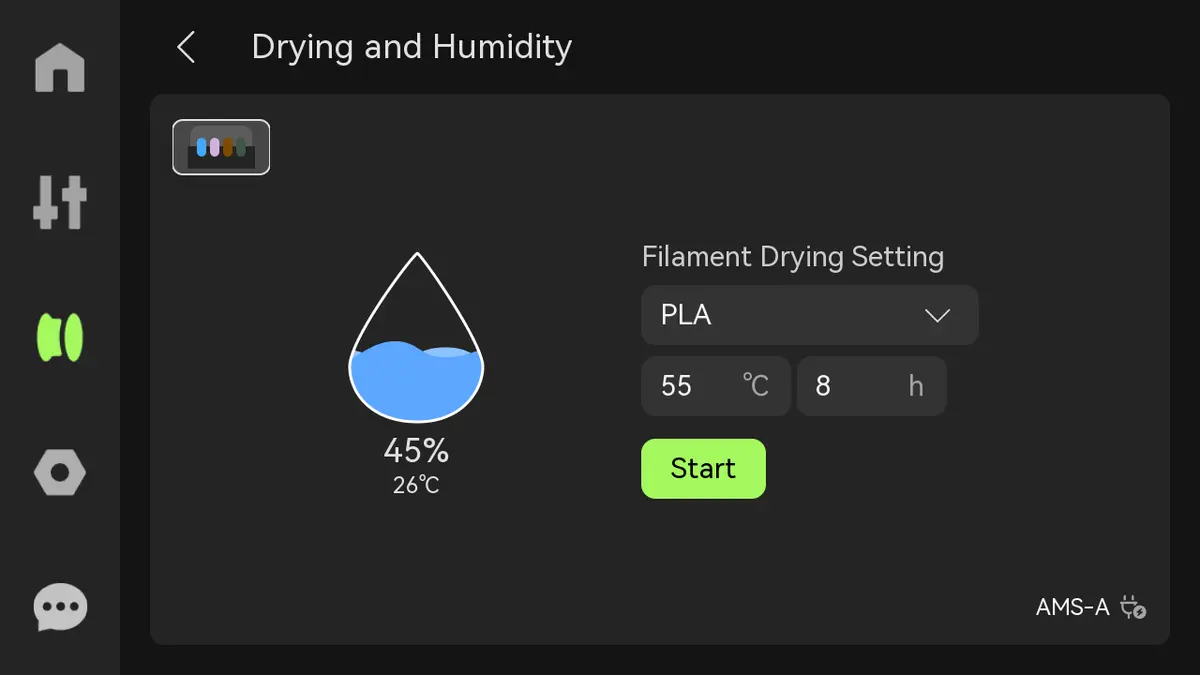
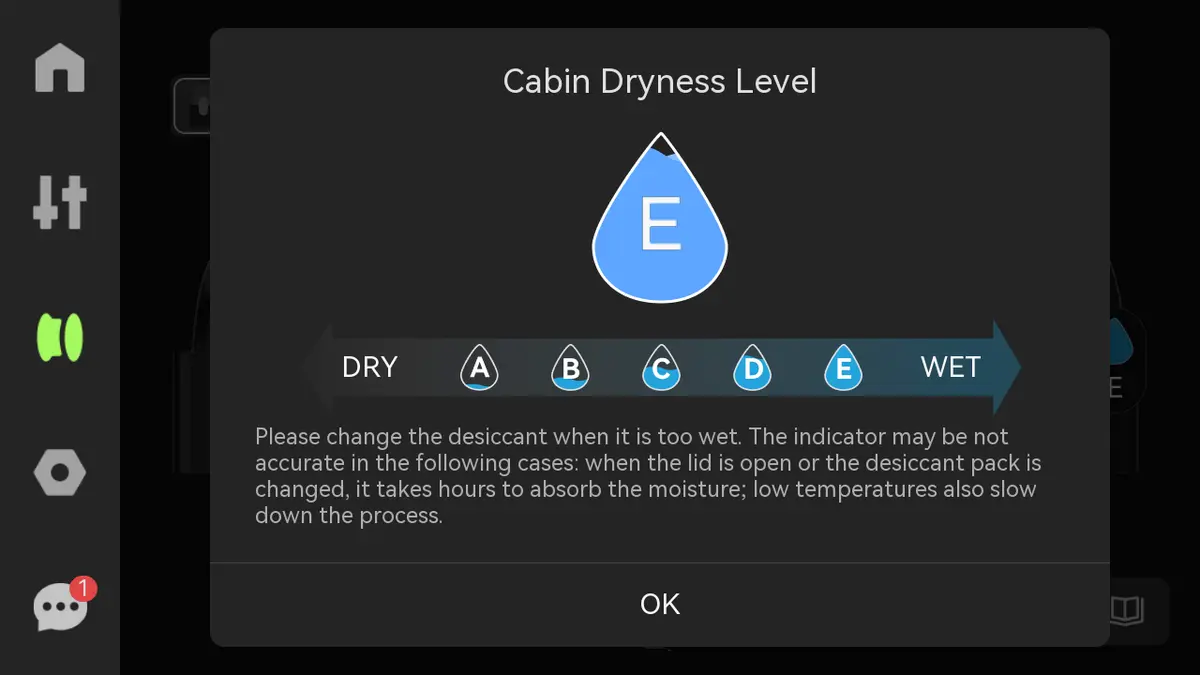
Hvis printeren er forbundet til den første generation af AMS, vises kabinettets tørhedsniveau.
4. Status for hjælpeekstruder
Hvis der er ladet filament i hjælpeekstruderen, viser fremføringsvejen den tilsvarende filamentfarve, og skærmen viser "Hjælpeekstruder ladet".
5. Værktøjer
Der er tre værktøjer tilgængelige: AMS Refill, AMS-opsætning og AMS-tørring.
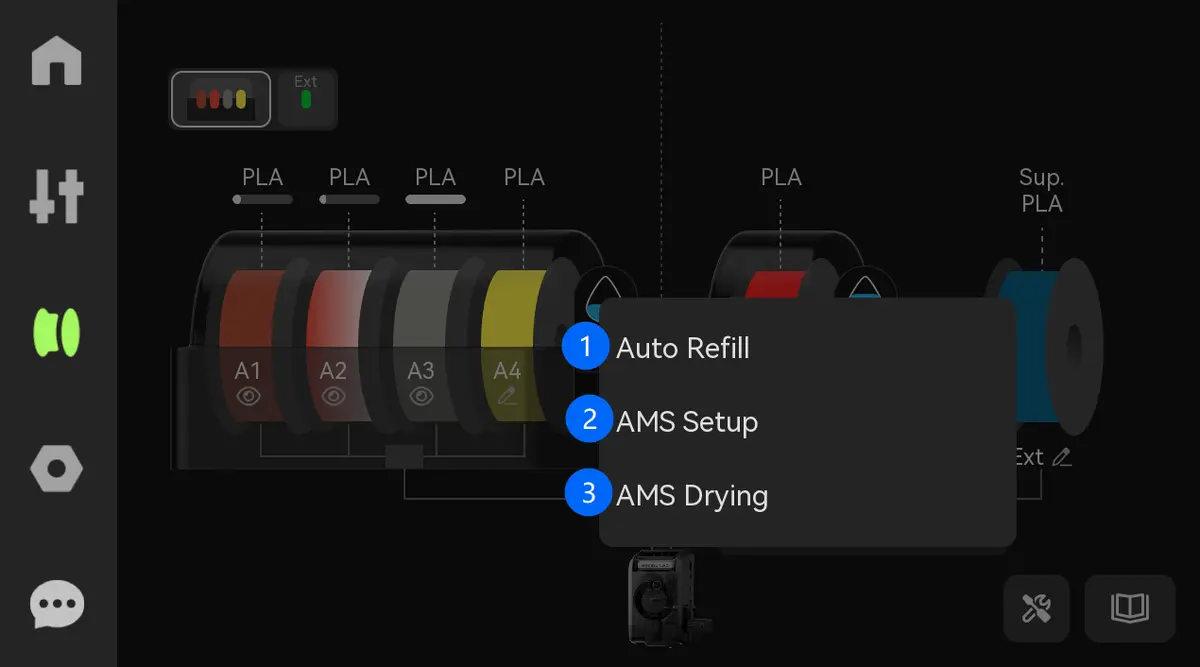
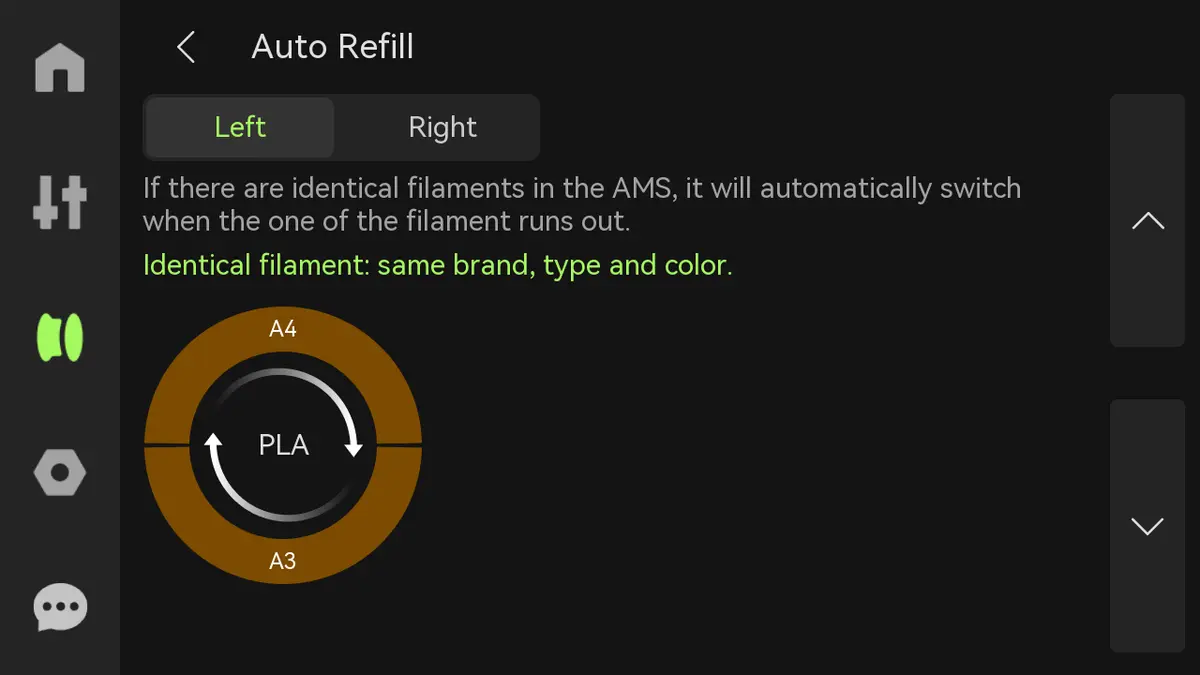
- Auto Refill: Når mærke, type og farve på filamentet er identiske, opretter systemet et automatisk efterfyldnings-forhold. Når det aktuelle filament løber tør, skifter printeren automatisk til et andet filament med samme egenskaber for at fortsætte printet.
Bemærk: Et automatisk efterfyldnings-forhold kan kun oprettes, hvis begge identiske filamenter kommer fra den samme ekstruder forbundet til AMS, altså venstre til venstre og højre til højre. Hvis filamenterne kommer fra forskellige ekstrudere, kan der ikke oprettes et automatisk efterfyldnings-forhold.
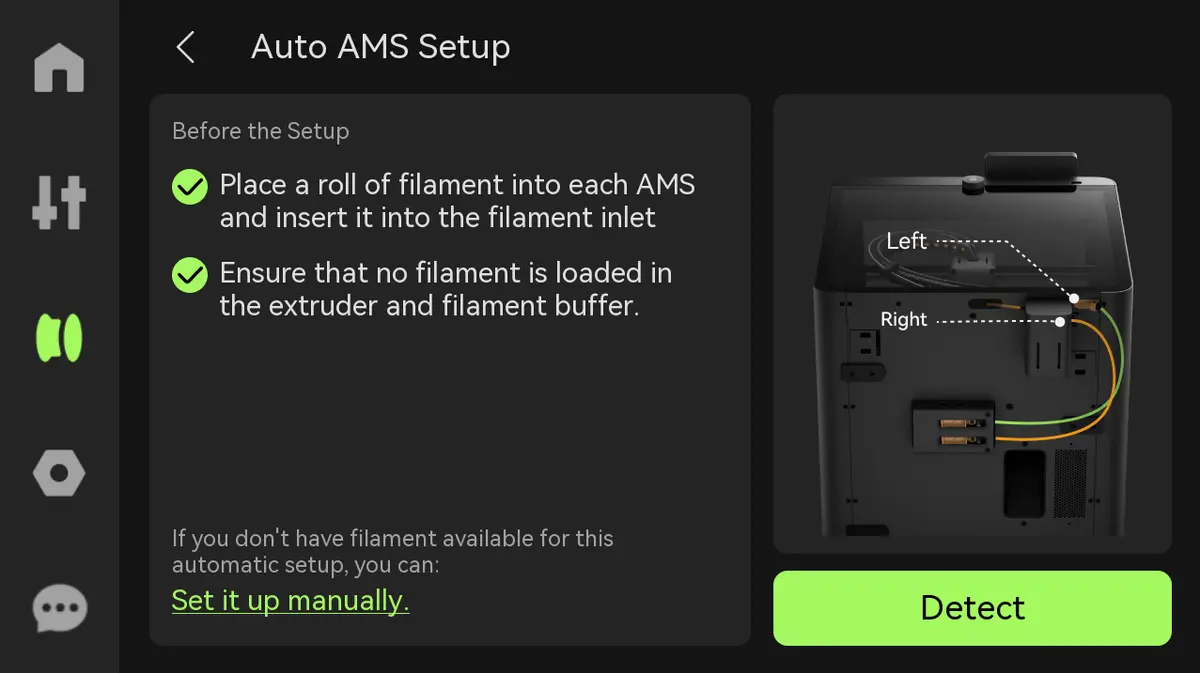
- AMS-opsætning: Når AMS 2 Pro forbindes til X2D-printeren første gang, kræver det en opsætning for at registrere, hvilken side af ekstruderen AMS er forbundet til.
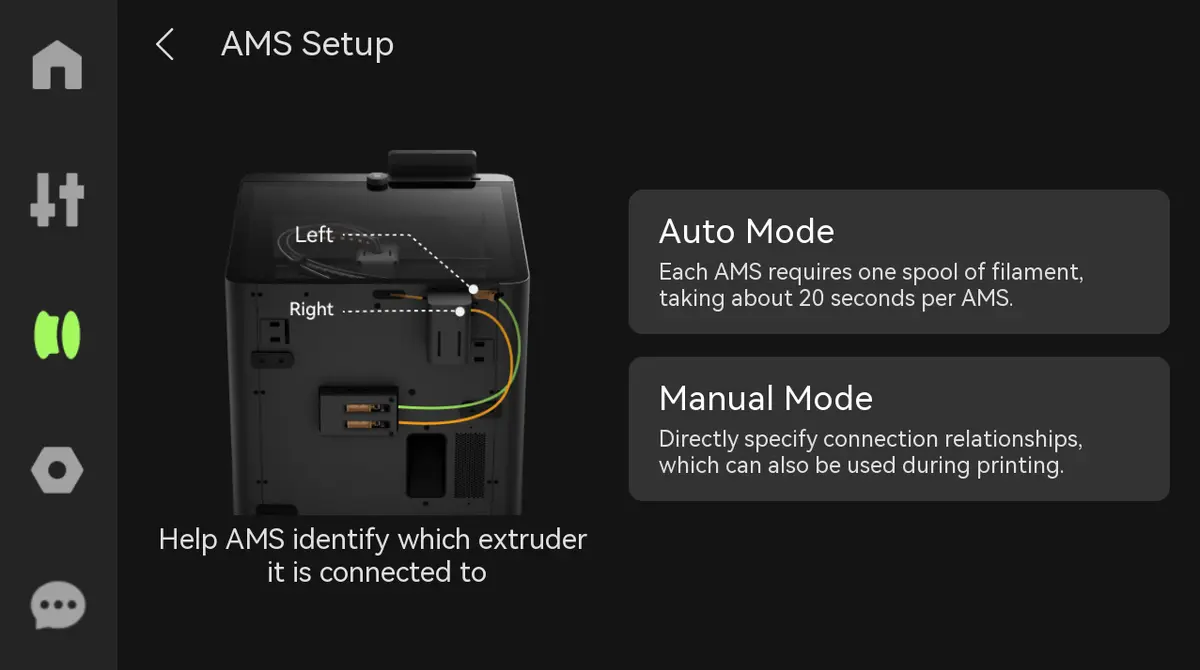
- Automatisk AMS-opsætning: AMS sender filamentet til ekstruderen. Hver venstre og højre ekstruder er udstyret med en Hall-sensor. Signalet, som Hall-sensoren udløser, bruges til at bestemme, hvilken ekstruder AMS er parret med.
Bemærk:
Sørg for, at filamentet er sat i AMS (en hvilken som helst plads er fin).
Eventuelt ladet filament skal aflades på forhånd.
Sørg for, at der ikke er knækket filament i bufferen. Sørg for, at der ikke er rester af filament inde i filamentbufferen (for at undgå tilbageblevet filament).
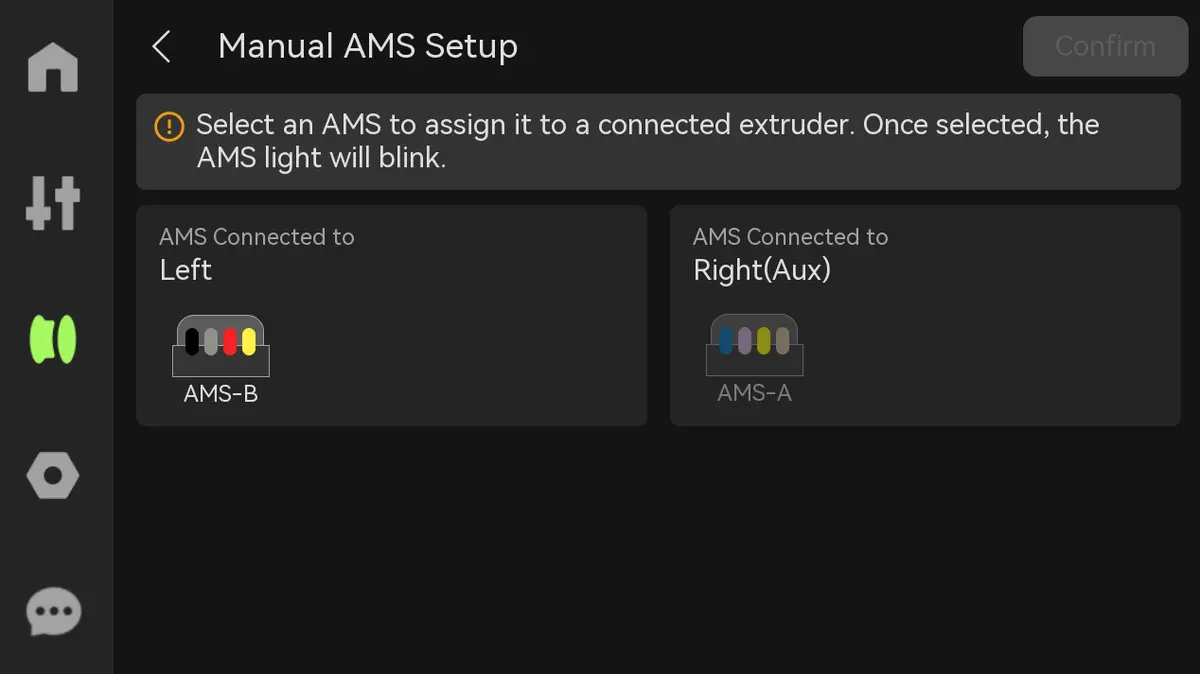
- Manuel AMS-opsætning: Juster manuelt parrings-forholdet mellem AMS og ekstruder, når der ikke er filament i AMS. Når en AMS har sendt filament til ekstruderen, bliver dens ikon gråt (AMS-A i figuren nedenfor), og parrings-forholdet med ekstruderen kan ikke ændres.
- AMS-tørring: Samme som indholdet under "Tørring og fugtighed".
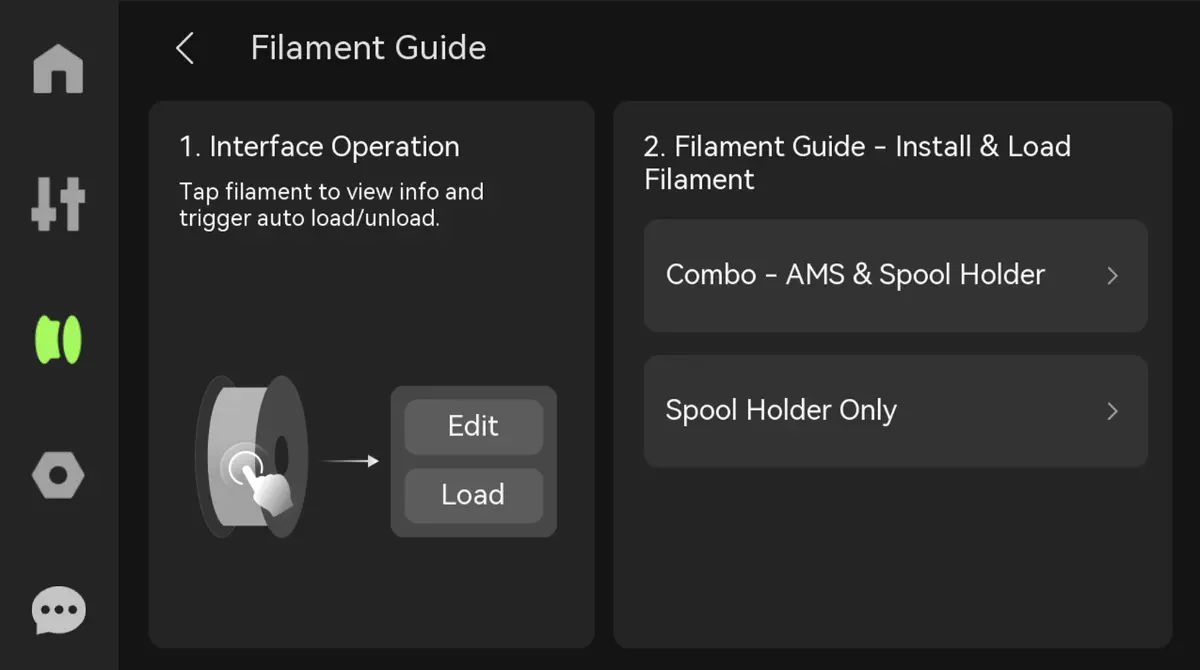
6. Vejledning
Se detaljerede vejledninger om betjening af brugerfladen samt installation og ladning af filament.
Indstillinger
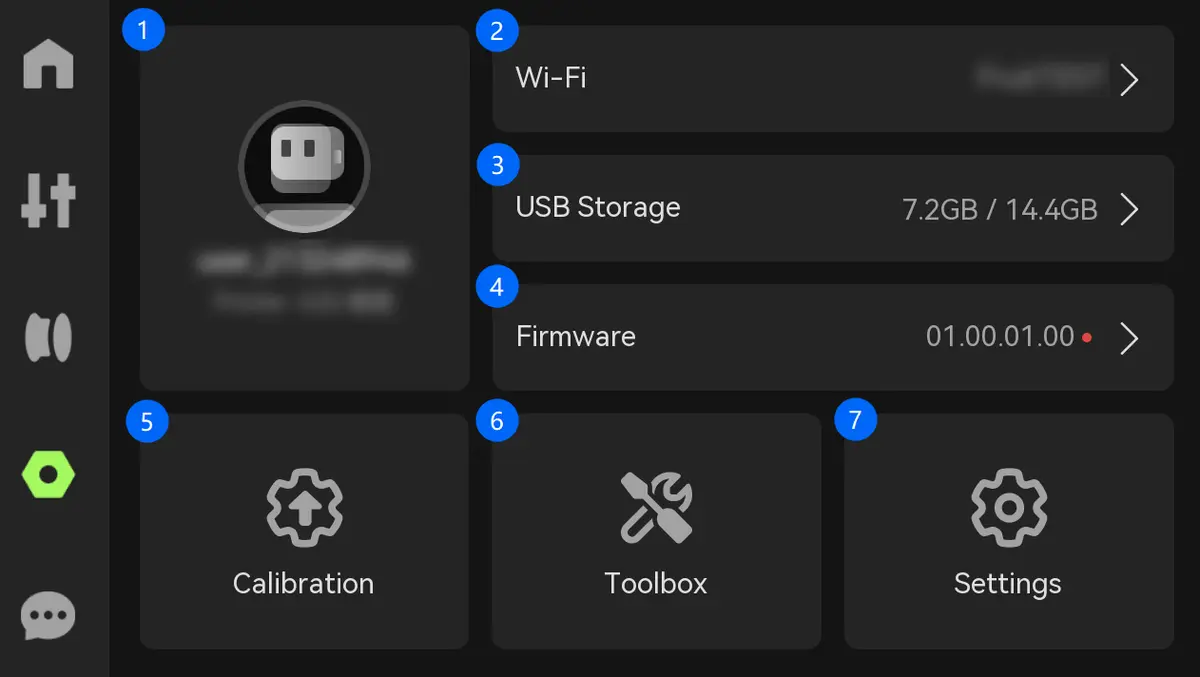
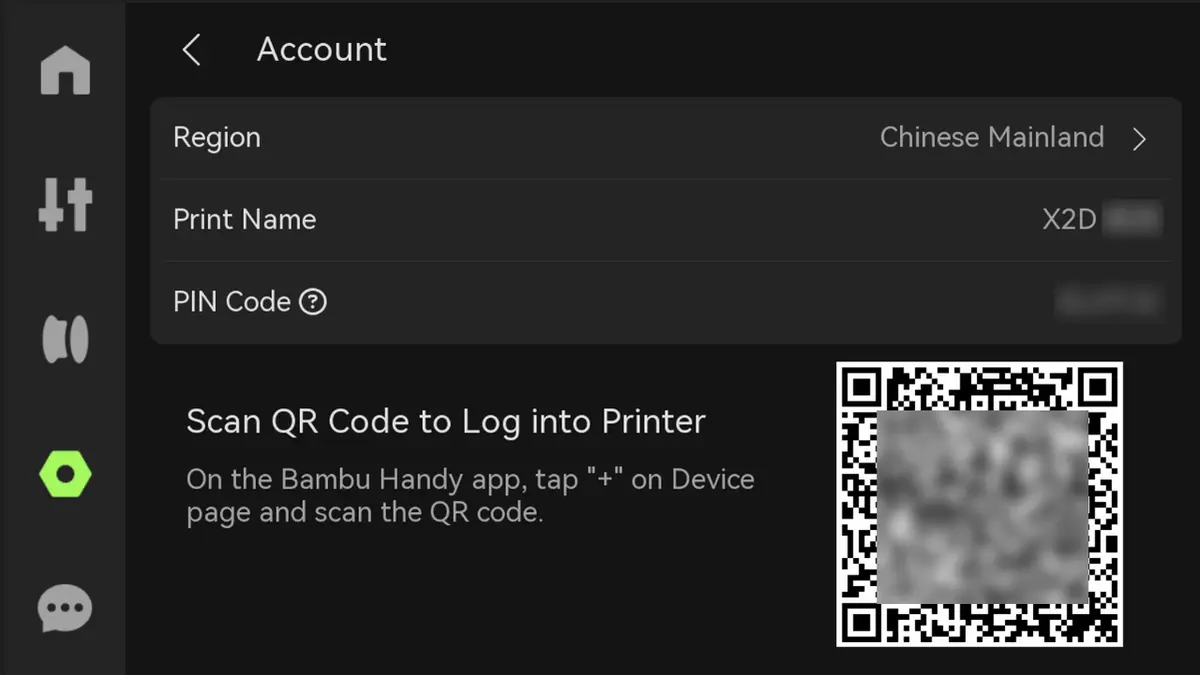
1. Konto
Åbn Bambu Handy og scan koden for at få adgang til kontoen.
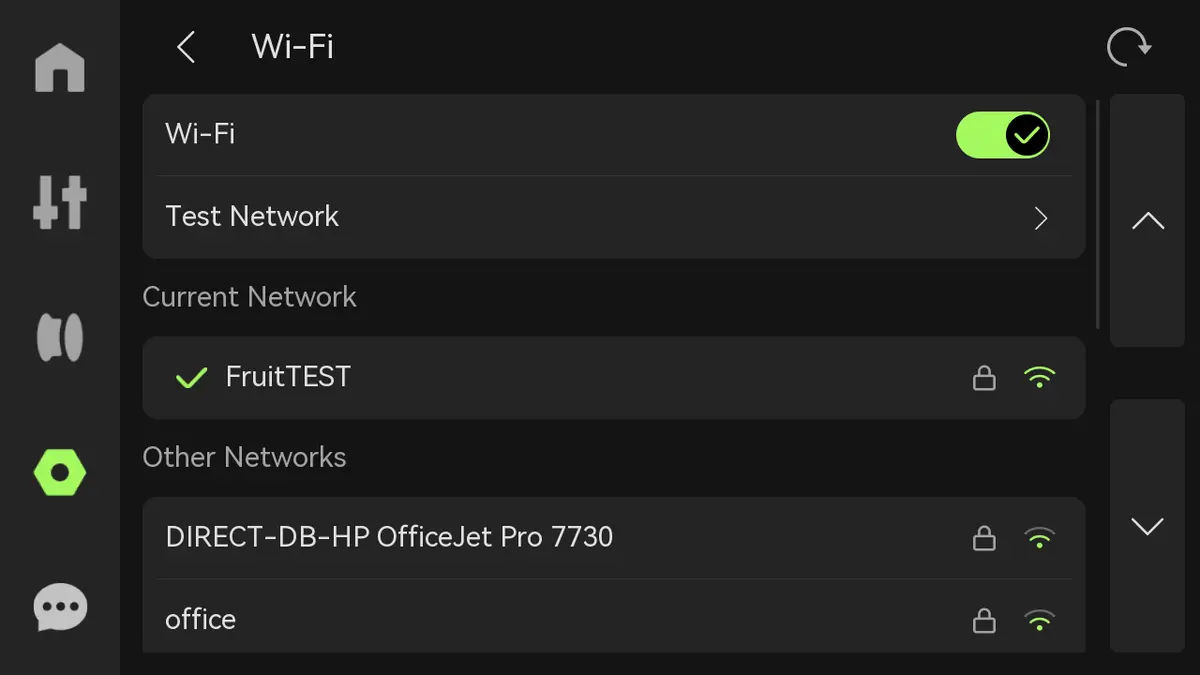
2. Wi-Fi
Opsæt WLAN, se det aktuelle netværk, test netværket eller se og tilføj andre netværk.
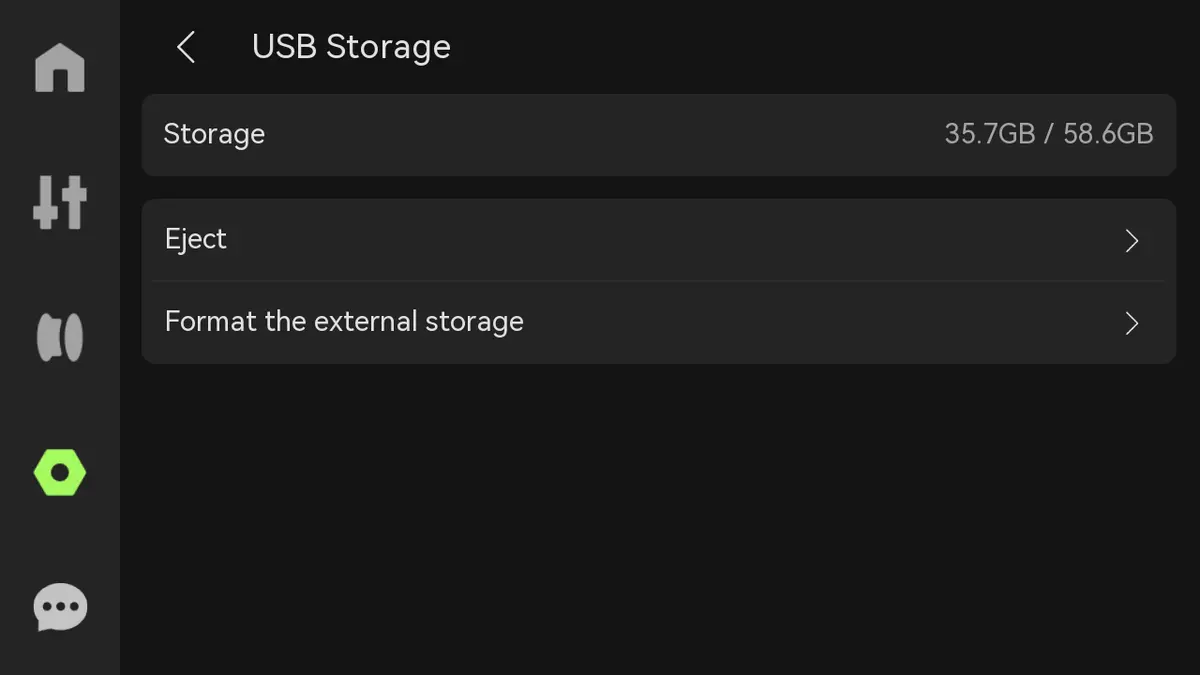
3. USB-lagring
-
Lagring: Viser den brugte og maksimale kapacitet på USB-drevet.
-
Skub ud: Klik på "Skub ud" for at skubbe USB-drevet sikkert ud.
-
Formater ekstern lagring: Når den er nulstillet, kan lagringen ikke gendannes.
For specifikationer og anbefalinger til brug af USB-drev, se: https://wiki.bambulab.com/en/h2/manual/usb-pecifications-and-usage-recommendations
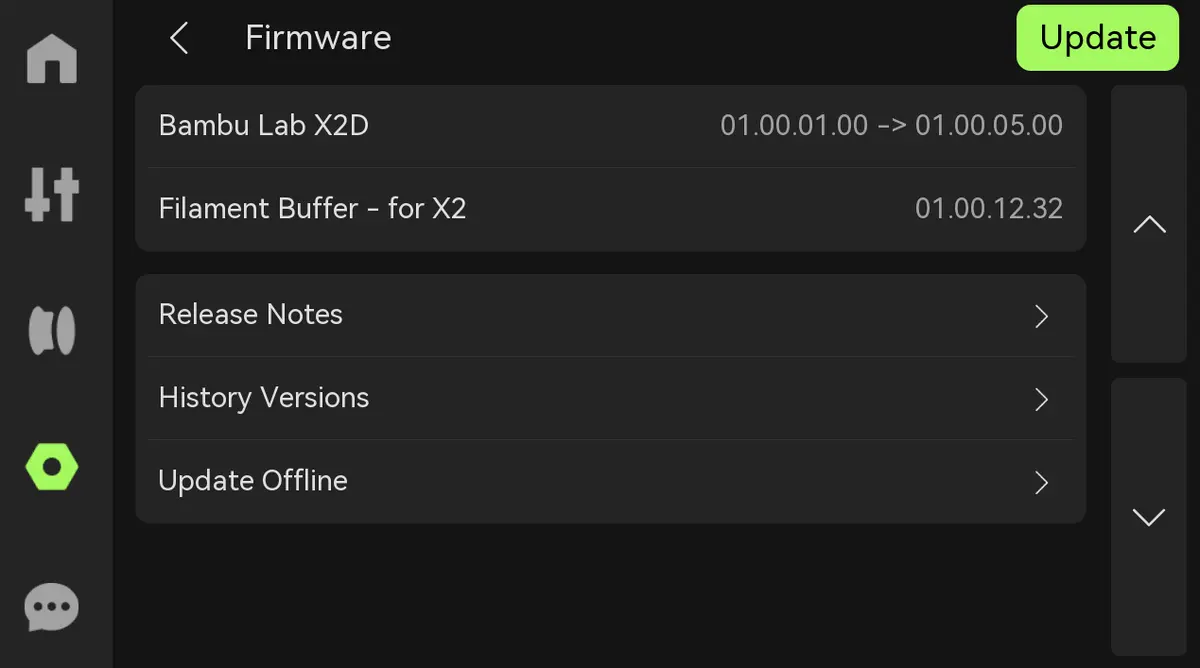
4. Firmware
Se enhedens aktuelle version og tidligere versioner, eller udfør offline-opdateringer. Hvis firmwaren skal opdateres, lyser knappen "Opdater" i øverste højre hjørne.
5. Kalibrering
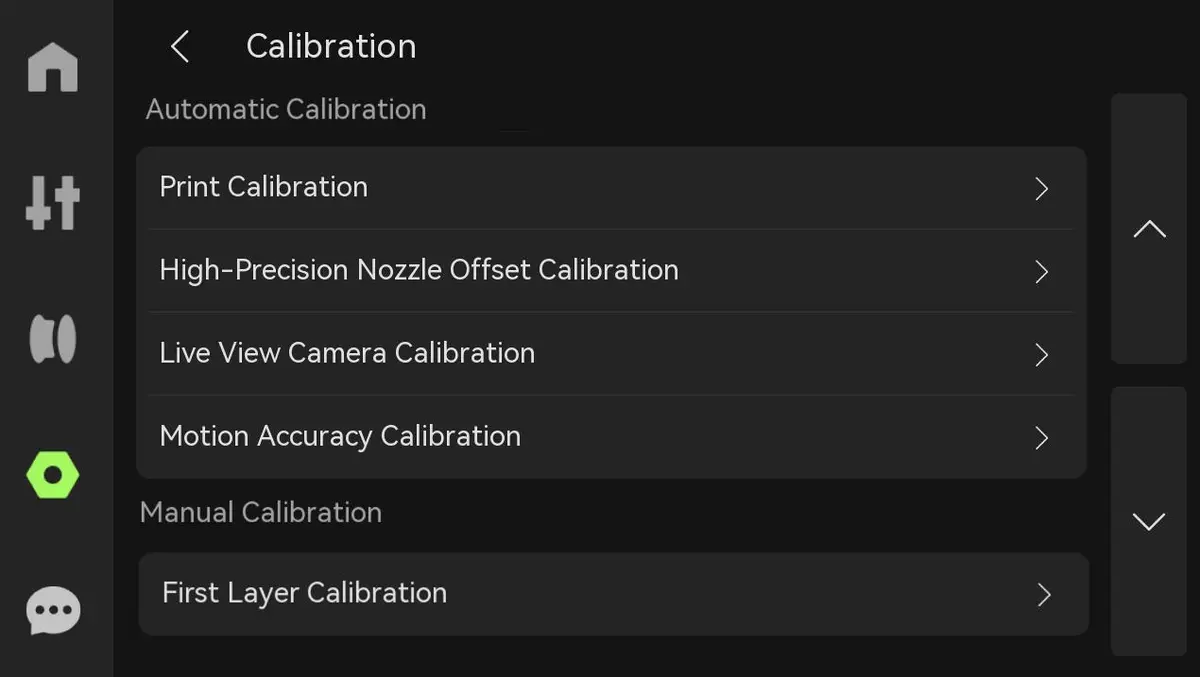
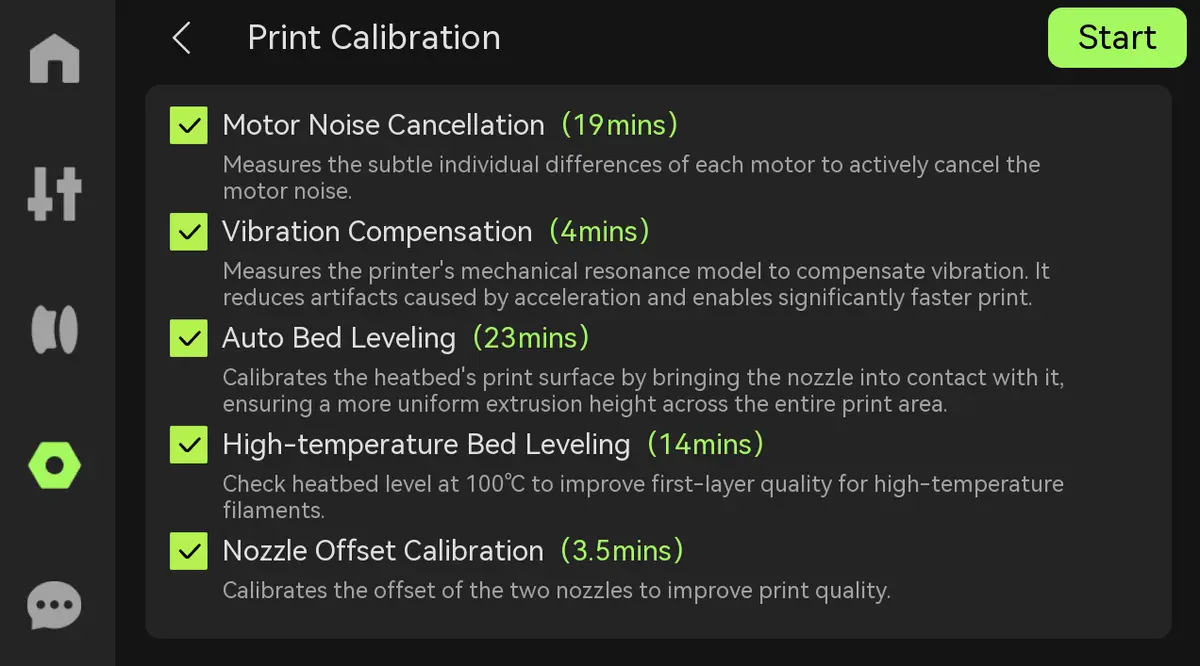
- Print-kalibrering
-
Motorstøjsreduktion: Reducerer støjen fra motoren under print, især ved langvarigt print eller høj hastighed. Ved at optimere motorens drifts-algoritme og styringsstrategi kan den ikke kun reducere støj, men også gøre printoverfladen glattere og dermed forbedre det endelige printresultat.
-
Vibrationskompensation: Når der registreres vibration i realtid under print, kan toolheadets position automatisk justeres for at sikre printets nøjagtighed. Især ved print af komplekse eller detaljerede modeller kan denne kalibrering effektivt forhindre fejl forårsaget af vibration og sikre, at hvert lag færdiggøres præcist.
-
Automatisk pladenivellering: Via intelligente algoritmer justeres afstanden mellem dysen og byggepladen, så afstanden i hvert hjørne er ens. Det kan effektivt undgå printfejl forårsaget af en ujævn varmeplade og dermed forbedre printnøjagtigheden.
-
Højtemperatur-pladenivellering: Før print med højtemperatur-filament som ABS/ASA/PC/PA kan en højtemperatur-pladenivellering sikre, at varmepladen forbliver stabil i et miljø med høj temperatur. Det forhindrer effektivt krympning eller dårlig vedhæftning af det første lag og forbedrer kvaliteten af det første lag.
-
Kalibrering af dyseforskydning: Hvis placeringen af de to dyser er forskudt, kan det få modellen til at blive forskudt eller lagforskudt under print. Hvis du opdager, at modellen har en tydelig lagforskydning, efter du har skiftet dyse under print, anbefales det at udføre en kalibrering af dyseforskydningen. Processen bruger hvirvelstrømssensoren i toolheadet og dyseforskydnings-kalibreringssensoren bag varmepladen til at sikre dysepositionens nøjagtighed og forbedre printkvaliteten og -nøjagtigheden. Med effektiv kalibrering kan du reducere printfejl og sikre perfekt justering af hvert lag.
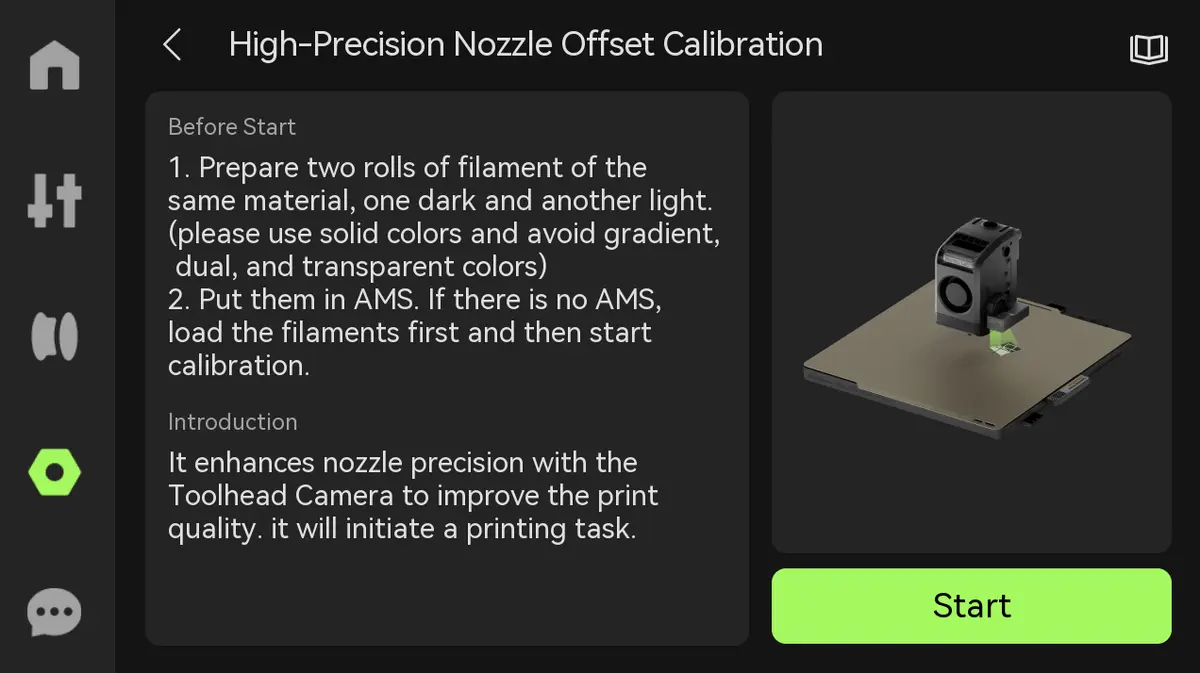
- Højpræcisions- kalibrering af dyseforskydning: Lad to filamenter, ét mørkt og ét lyst, til hver sin dyse, og brug AI-baseret visuel inspektionsteknologi til præcist at kalibrere de to dysers forskydning i XY-retningen for at forbedre printkvalitet og -nøjagtighed.
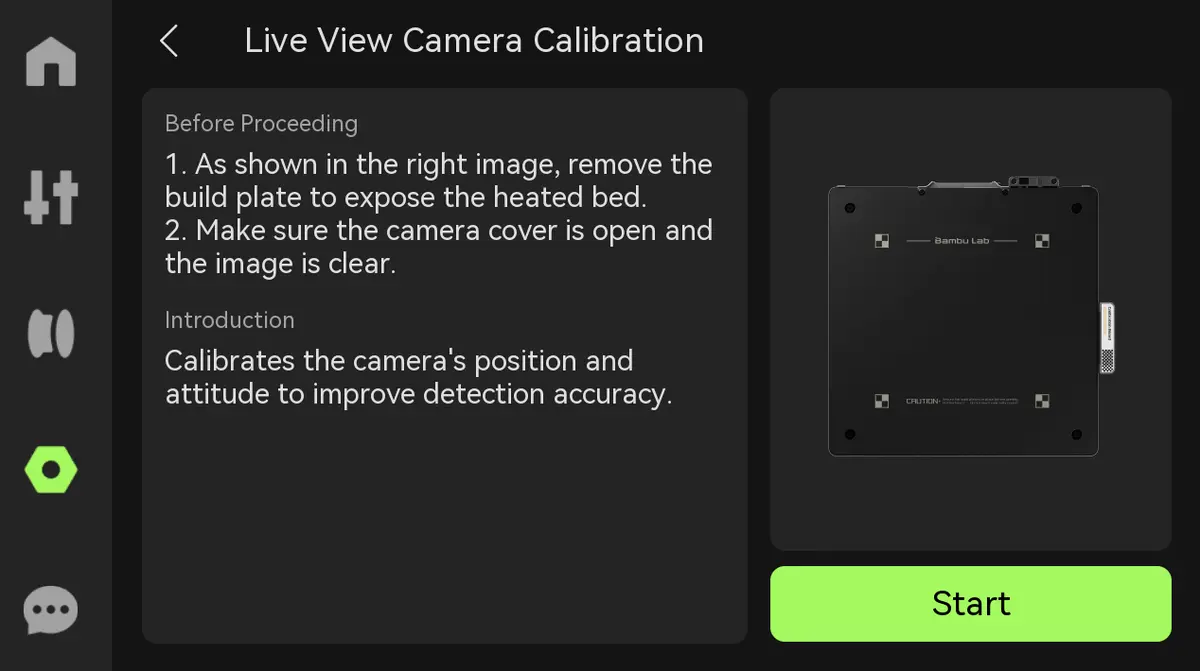
- Kalibrering af live view-kamera: Ved at identificere bestemte markeringer på varmepladen og kalibrere live-kameraets position og vinkel kan detektionsfejl forårsaget af kameraets synsvinkel-afvigelse og positionsfejl reduceres. Det forbedrer detektionsnøjagtigheden betydeligt og giver højere billedkvalitet.
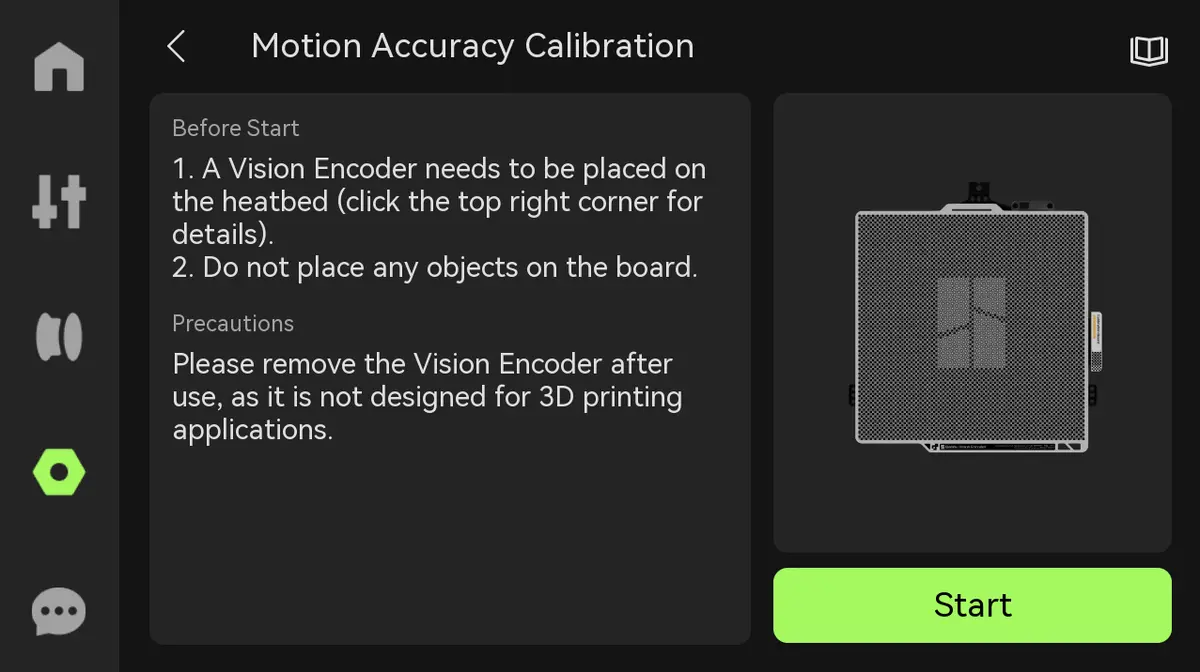
- Kalibrering af bevægelsesnøjagtighed: Designet til brugere med høje krav til printkvalitet. Den løser problemet med absolut positionering i 3D-printprocessen og forbedrer dermed printnøjagtigheden, især ved print i stort format. Gennem processen kan bevægelses-hysterese og bevægelses-forvrængning reduceres betydeligt, hvilket sikrer et mere præcist print.
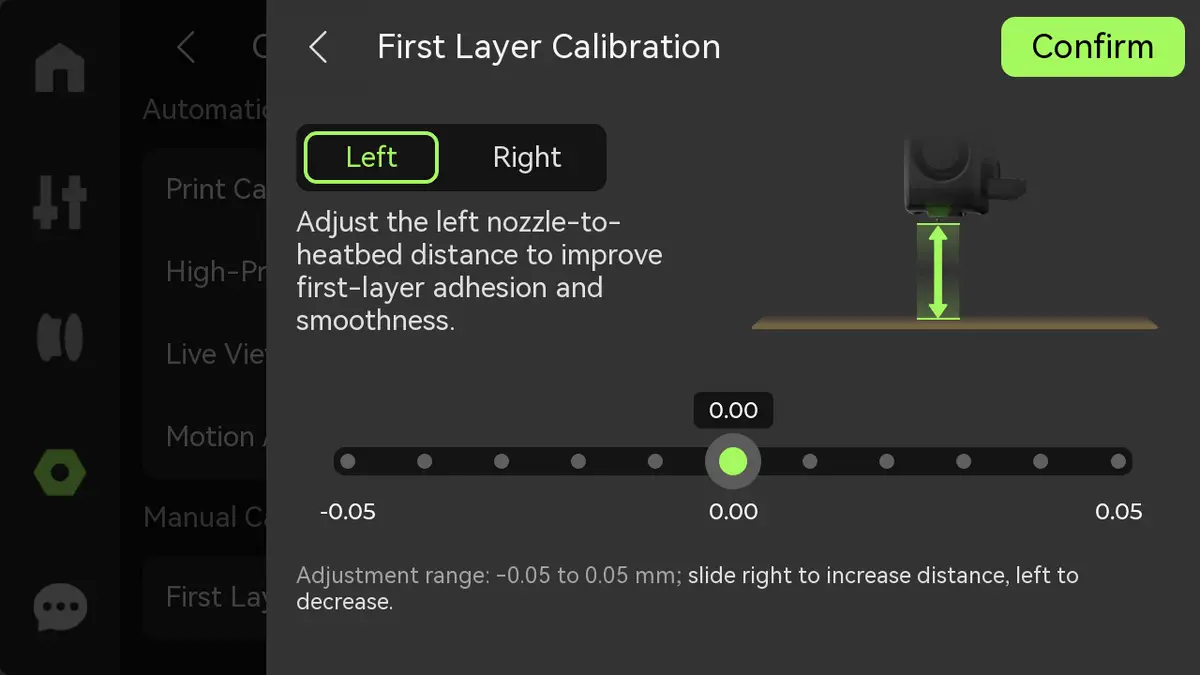
- Kalibrering af første lag: Giver mulighed for at finjustere afstanden mellem dysen og varmepladen under det første lag, hvilket forbedrer vedhæftningen og fladheden af det første lag og effektivt løser printkvalitets-problemer forårsaget af et første lag, der ligger for højt eller for lavt.
Bemærk: Denne funktion er beregnet til at dække brugernes forskellige behov for parameterjustering i forskellige situationer; den er generelt unødvendig og bør kun bruges, når det er nødvendigt.
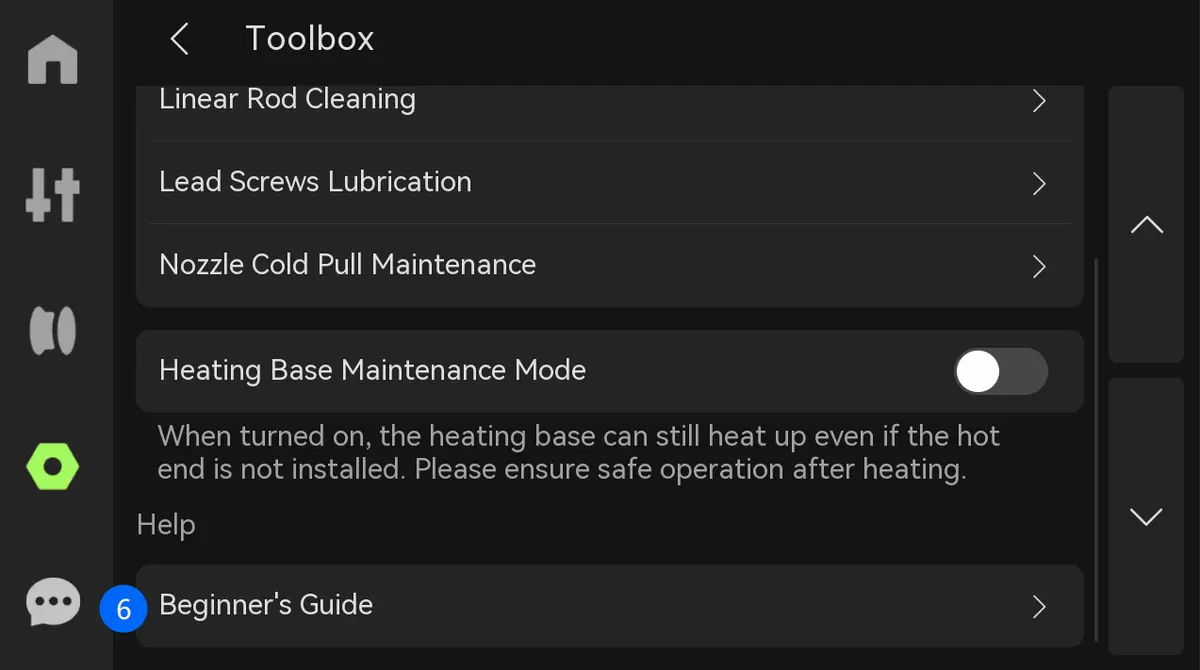
6. Værktøjskasse
 |
 |
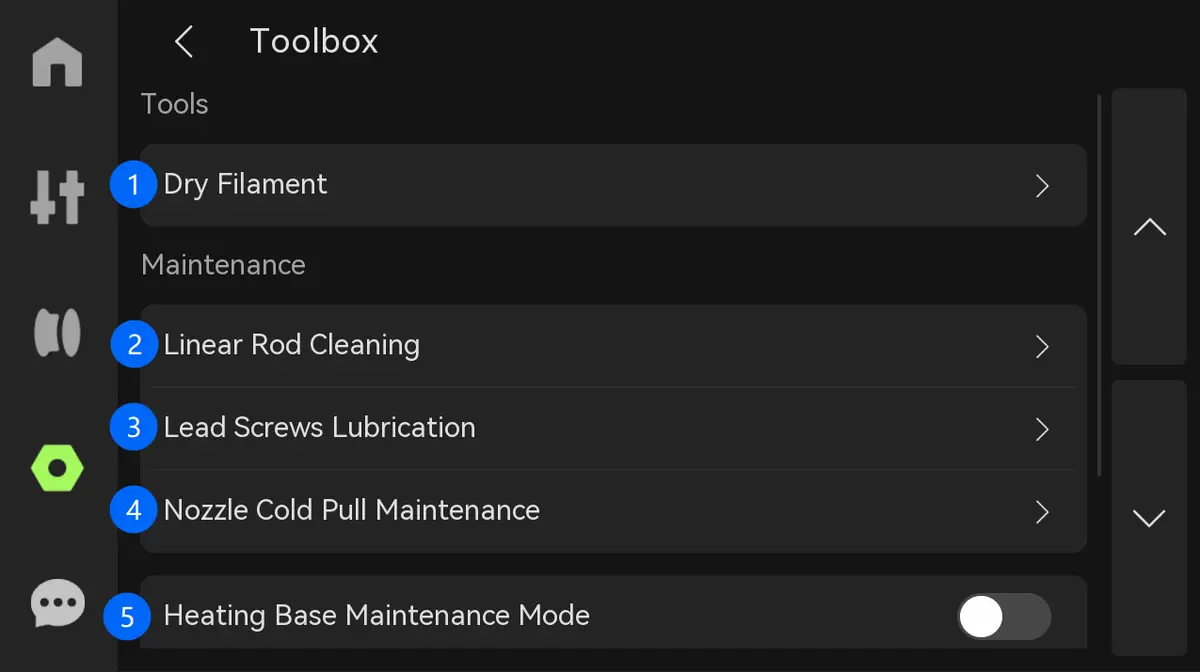
- Tør filament: Vælg filamenttype, indstil tørretemperatur og varighed, og tør filamentet.
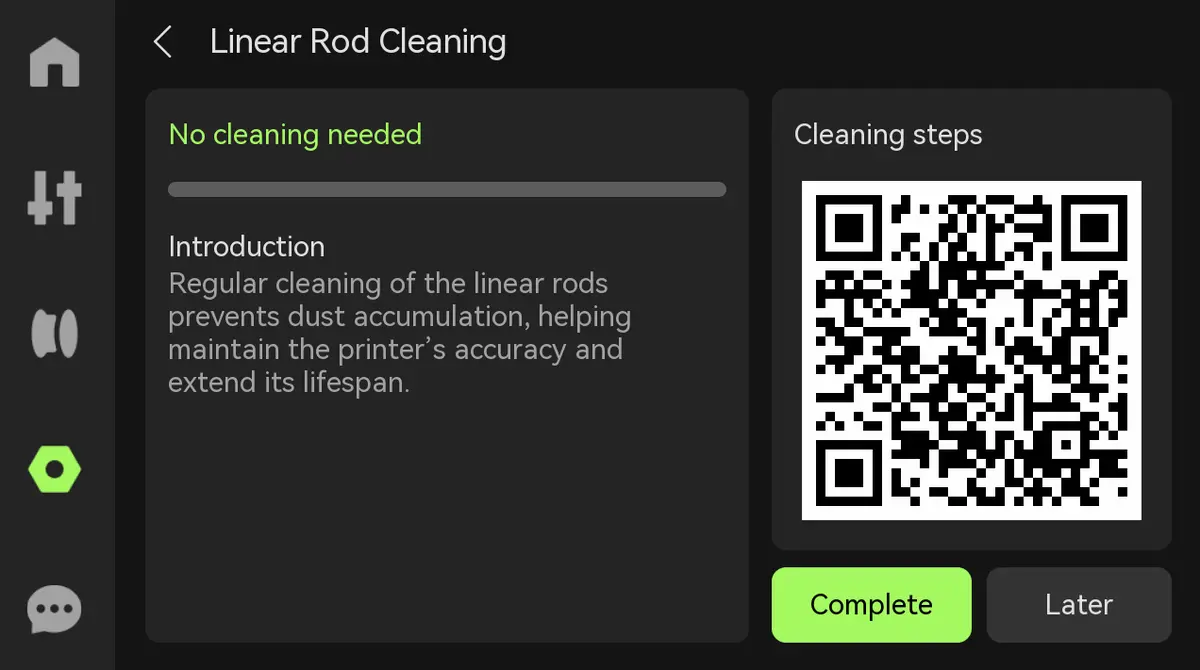
- Rengøring af lineærstang: Regelmæssig rengøring af lineærstangen forhindrer ophobning af snavs, sikrer korrekt drift og forlænger udstyrets levetid. Statuslinjen i venstre side af skærmen falder, efterhånden som lineærstangen bliver renere. Hvis statuslinjen bliver rød, er rengøring nødvendig. Detaljerede instruktioner findes via QR-koden til højre. For mere information, se X2D periodisk vedligeholdelse.
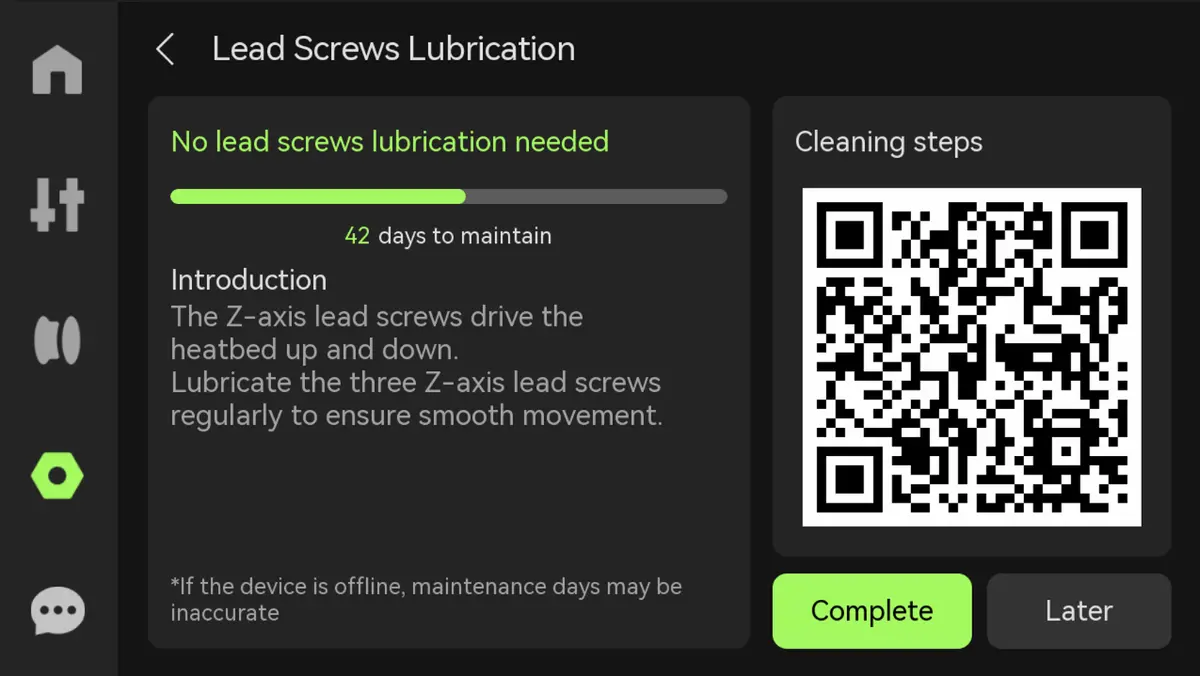
- Smøring af spindel: Spindlen kræver regelmæssig smøring for at sikre, at varmepladen kan bevæge sig jævnt op og ned. For mere information, se X2D periodisk vedligeholdelse.
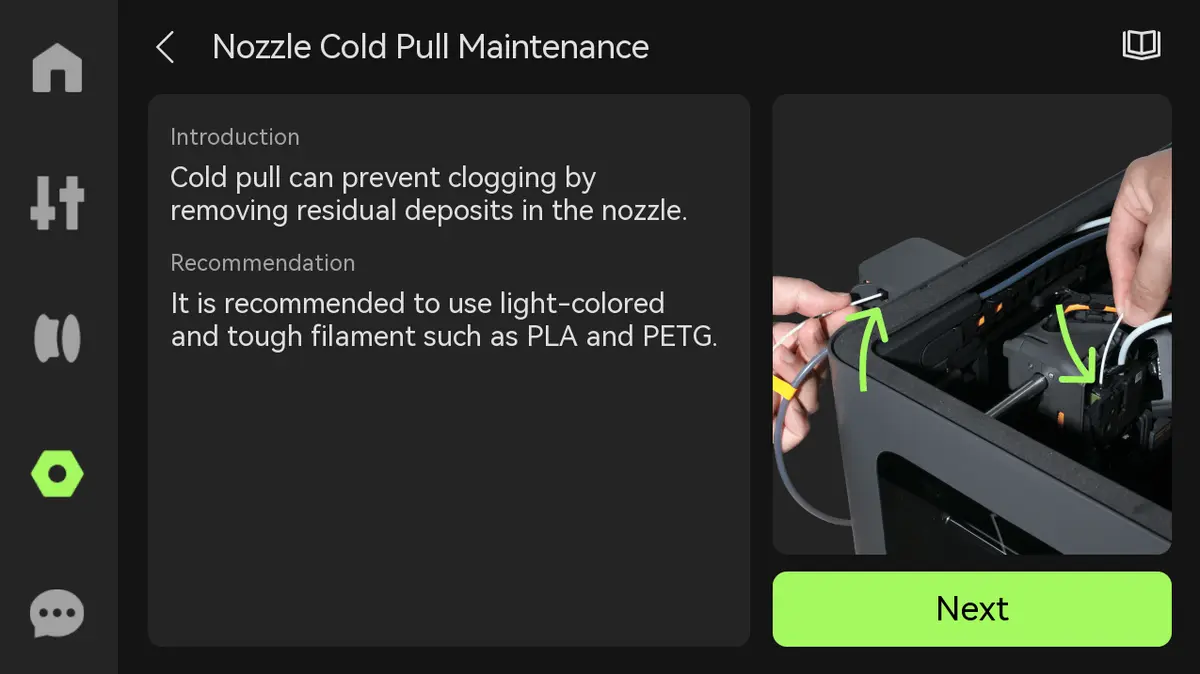
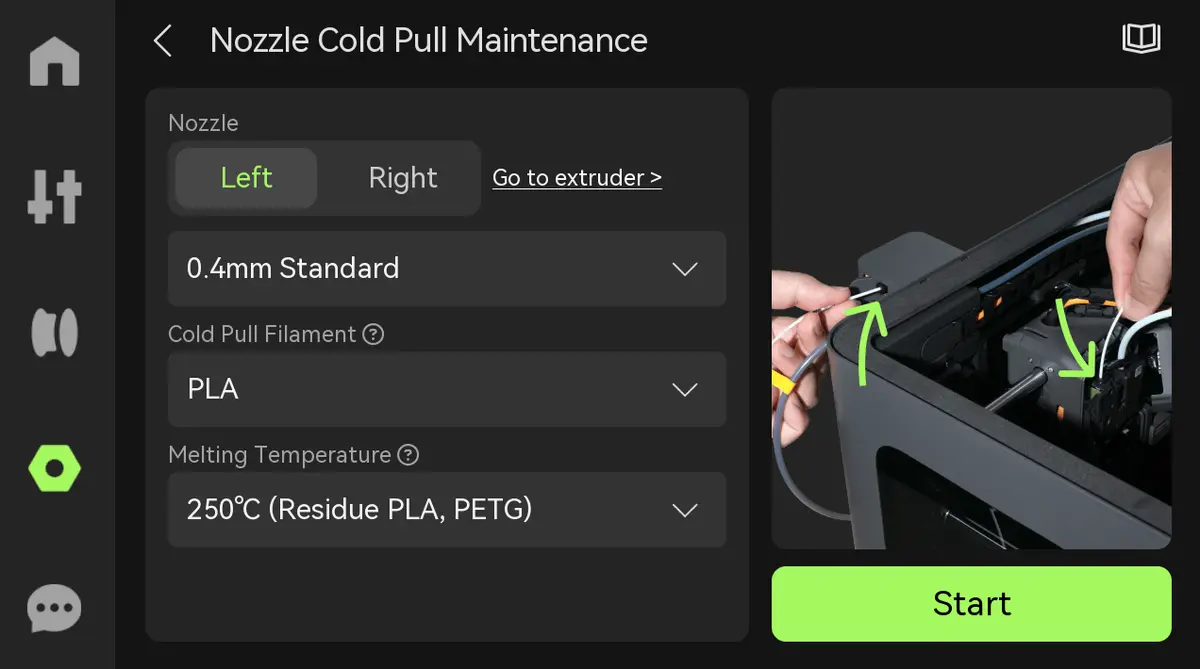
- Cold pull-vedligeholdelse af dyse: Når ekstrudermotoren ofte overbelastes og melder fejl ved normalt printflow, betyder det, at modstanden i dysen er for stor og kræver omgående rengøring; da TPU samtidig er ekstremt følsomt over for modstand i dysen, anbefales det at udføre en cold pull-rengøring af dysen, før du printer TPU, hvis dysen tidligere har været brugt til at printe andet filament, så et glat print sikres.
For detaljer om cold pull-vedligeholdelse af dysen, se X2D procedure for rensning af dyse.
 |
 |
-
Vedligeholdelsestilstand for varmeplade: Når denne funktion er aktiveret, kan varmepladen stadig varme normalt op, selv hvis hotendet ikke er monteret. Når opvarmningen er færdig, skal du være opmærksom på sikkerheden under arbejdet for at undgå forbrændinger ved kontakt med høje temperaturer.
-
Begynderguide: Se begynderguiden for hurtigt at gennemføre det første print.
7. Indstillinger
 |  |  |
- Print-indstillinger
-
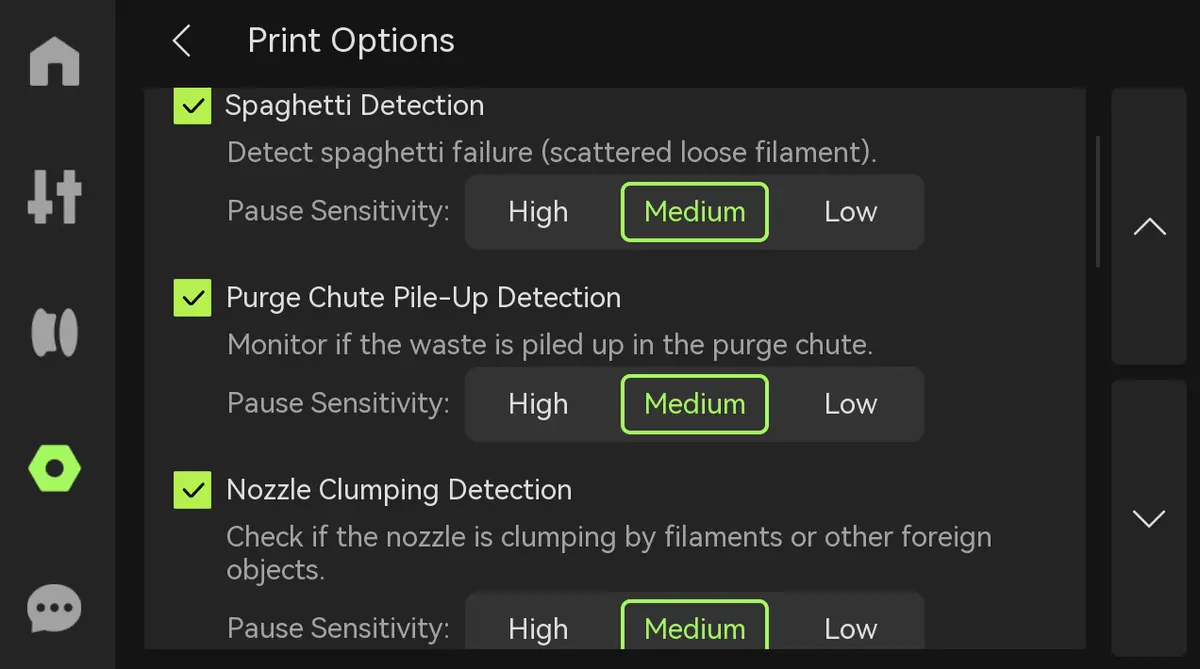
Spaghetti-registrering: Registrer spaghetti under printprocessen, og vælg følsomheden for at sætte printet på pause. Pause-følsomheden er opdelt i høj (pause med det samme, når der findes små problemer), middel (pause, når et vist problem opstår) og lav (pause kun ved tydelige uregelmæssigheder) for at tilpasse sig forskellige krav til printkvalitet.
-
Registrering af ophobning i renseskakt: Registrer ophobning i renseskakten under printprocessen, og vælg følsomheden for at sætte printet på pause. Pause-følsomheden er opdelt i høj (pause med det samme, når der findes små problemer), middel (pause, når et vist problem opstår) og lav (pause kun ved tydelige uregelmæssigheder) for at tilpasse sig forskellige krav til printkvalitet.
-
Registrering af klumper på dysen: Registrer klumper på dysen under printprocessen, og vælg følsomheden for at sætte printet på pause. Pause-følsomheden er opdelt i høj (pause med det samme, når der findes små problemer), middel (pause, når et vist problem opstår) og lav (pause kun ved tydelige uregelmæssigheder) for at tilpasse sig forskellige krav til printkvalitet.
-
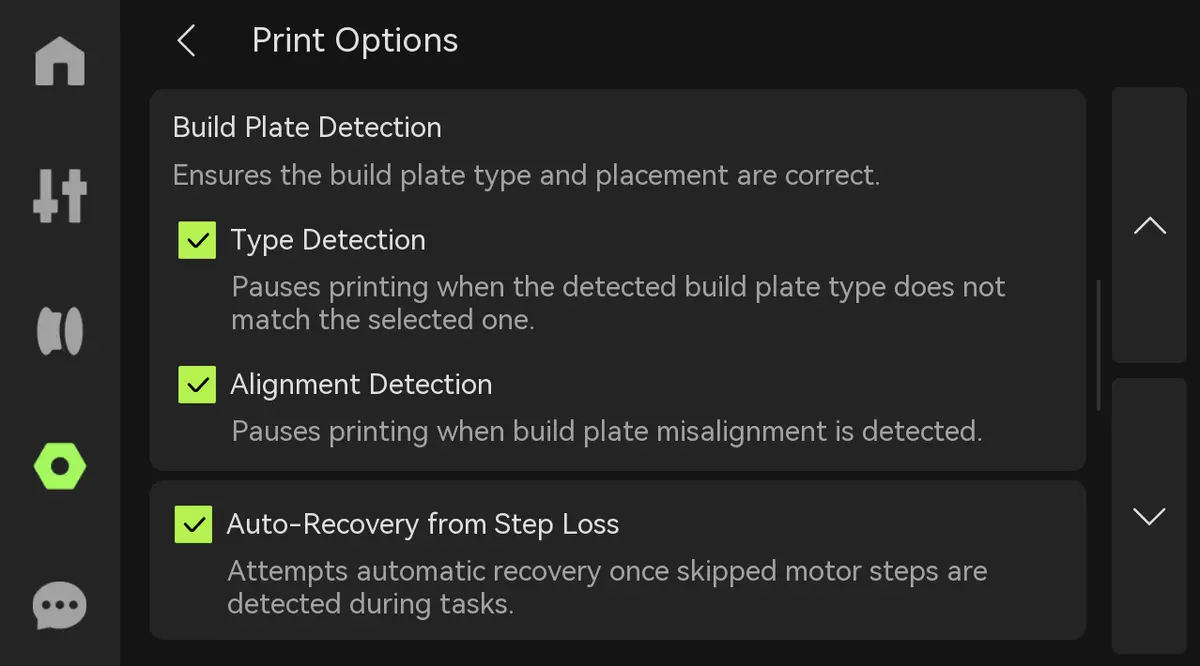
Typeregistrering: Hvis den faktisk anvendte byggeplade ikke svarer til byggepladen i slice-filen, stoppes printet med det samme for at undgå printfejl.
-
Justeringsregistrering: Hvis byggepladens markeringer ikke er inden for det foruddefinerede område, stopper printeren automatisk printet for at undgå printfejl forårsaget af, at byggepladen ikke er placeret eller er placeret forkert.
-
Automatisk gendannelse efter stepfejl: Når motoren registrerer en positionsforskydning (tabt step), genplaceres X-, Y- og Z-akserne og føres tilbage til positionen før forskydningen for at fortsætte den uafsluttede G-kode og sikre printkvaliteten.
-
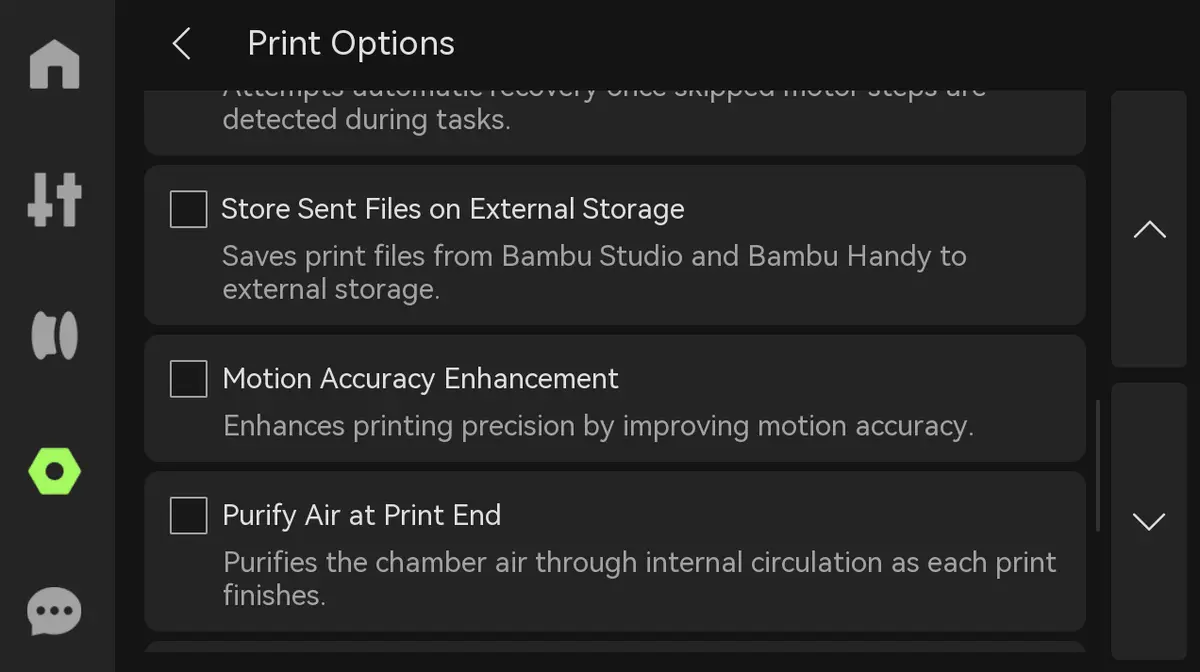
Gem afsendte filer på ekstern lagring: Hvis printet startes via skyen, caches printfilerne på ekstern lagring.
-
Forbedring af bevægelsesnøjagtighed: Designet til brugere med høje krav til printkvalitet. Den løser problemet med absolut positionering i 3D-printprocessen og forbedrer dermed printnøjagtigheden, især ved print i stort format. Gennem processen kan bevægelses-hysterese og bevægelses-forvrængning reduceres betydeligt, hvilket sikrer et mere præcist print.
-
Rens luft ved print-slut: Når kammerudsugningsblæseren er monteret, kan du aktivere denne funktion for automatisk at rense kammerluften, når printet er færdigt, så restluften i kammeret suges ud via udsugningsblæseren.
-
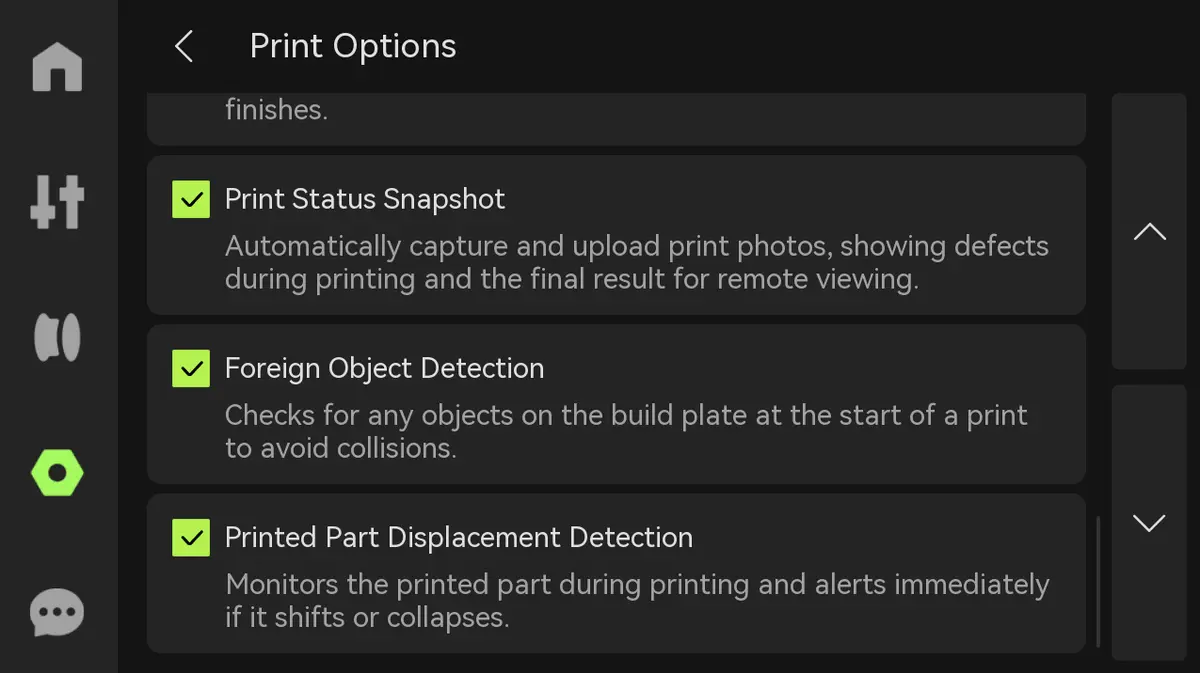
Registrering af fremmedlegemer: Når du har startet et printjob, kontrollerer live view-kameraet for fremmedlegemer på byggepladen; printet kan ikke starte, hvis der registreres et fremmedlegeme.
-
Registrering af forskydning af printet emne: Hvis det printede emne falder sammen eller forskydes under print, udløses en tilsvarende fejl.
 |
 |
Bemærk: For flere detaljer om intelligent registrering, se X2D intelligent registrering
- AMS-indstillinger
-
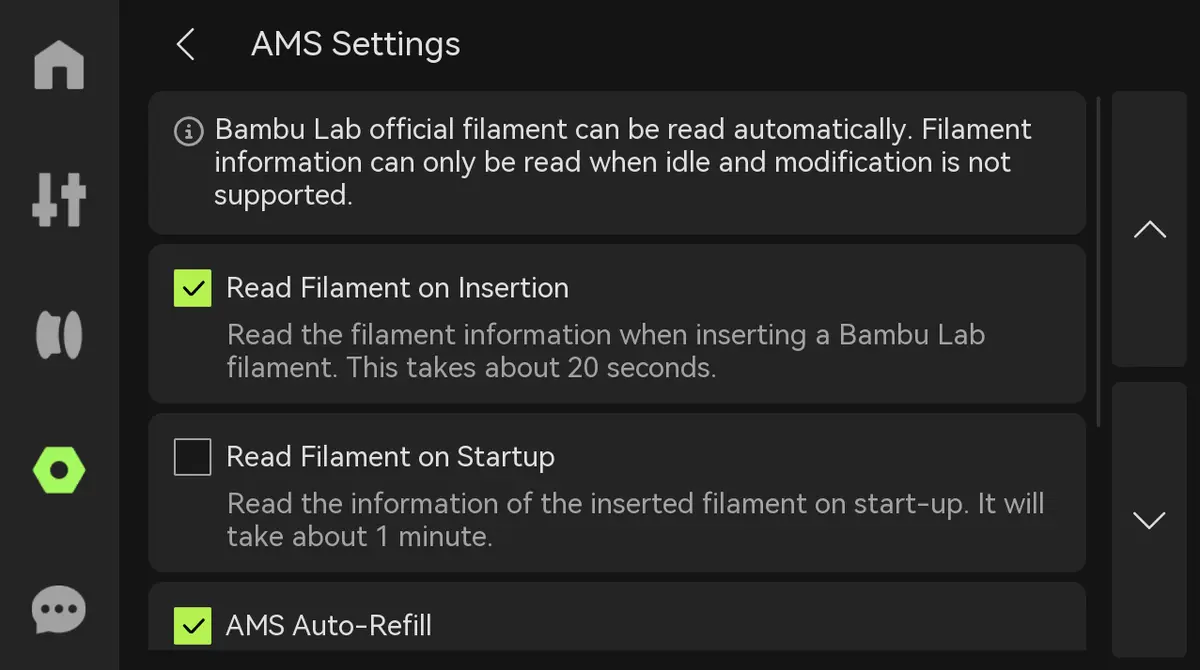
Læs filament ved isætning: Når du har sat filament i til forhåndsladning, udfører AMS en RFID-læsning.
-
Læs filament ved opstart: Hver gang du genstarter printeren, læser AMS automatisk oplysningerne om det isatte filament (læseprocessen roterer filamenterne).
-
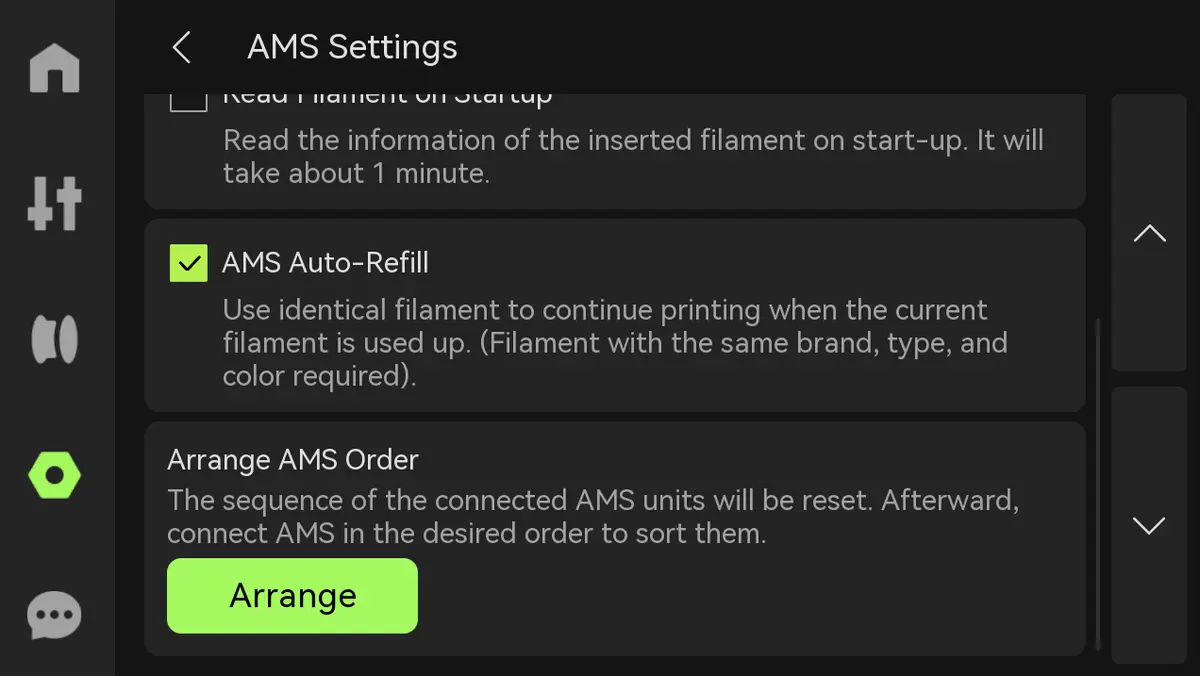
AMS automatisk efterfyldning: Når filamentet i en plads i AMS løber tør, kan den automatisk skifte til filament med samme egenskaber i andre pladser. Disse egenskaber omfatter mærke, type, farve og dysetemperatur. Sørg for at konfigurere oplysningerne for alle filamenter før print for at opfylde kravene til automatisk efterfyldning.
-
Arranger AMS-rækkefølge: Hver AMS tildeles en rækkefølge og vises på skærmen. Formålet med at tildele et AMS-ID er at gøre det lettere at identificere deres forbindelser. Logikken for tildeling af ID'er er: den, der er direkte forbundet til printeren, er AMS-A, den, der er forbundet til AMS-B, er AMS-C, og så videre. Hvis du har brug for at omarrangere AMS, kan du klikke på "Arranger", hvilket nulstiller rækkefølge-oplysningerne for AMS. Når nulstillingen er færdig, skal du forbinde AMS i rækkefølge efter behov.
 |
 |
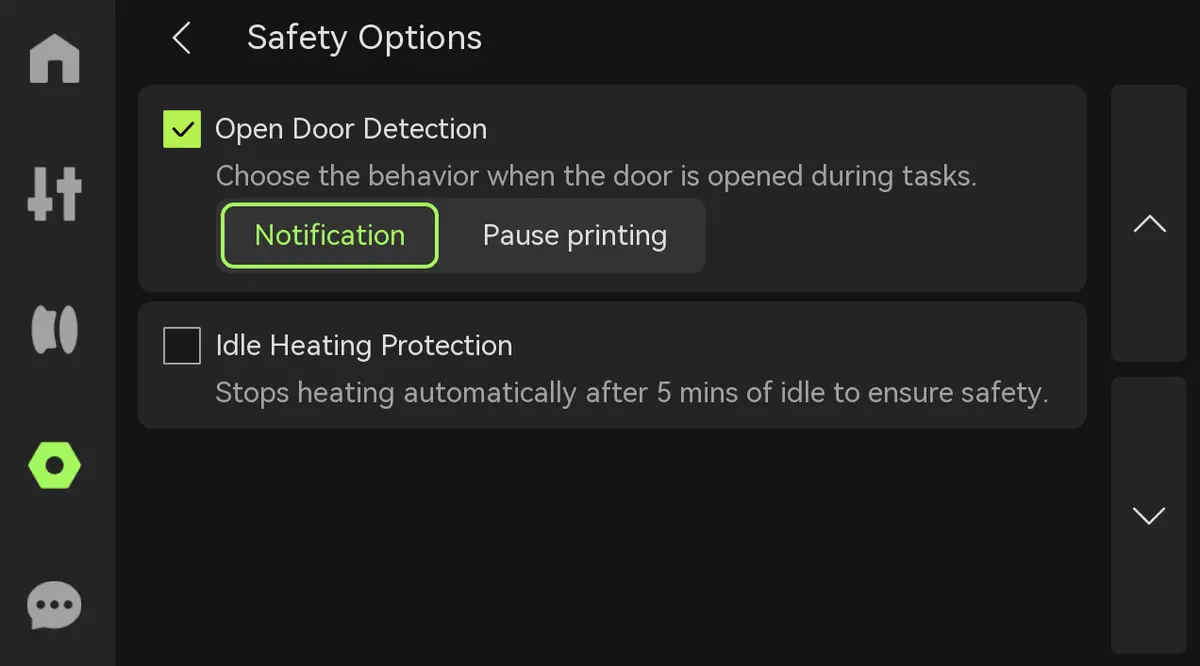
- Sikkerhedsindstillinger
-
Registrering af åben dør: Når funktionen er aktiveret, registrerer printeren, om den forreste glaslåge er åben, og du kan vælge at udløse en notifikation eller sætte printet på pause, når lågen åbnes.
-
Beskyttelse mod opvarmning ved inaktivitet: Når denne indstilling er aktiveret, og printeren er inaktiv, mens hotendet eller varmepladen skal varmes op, stopper opvarmningen automatisk efter 5 minutter for at undgå risikoen for tørkogning.
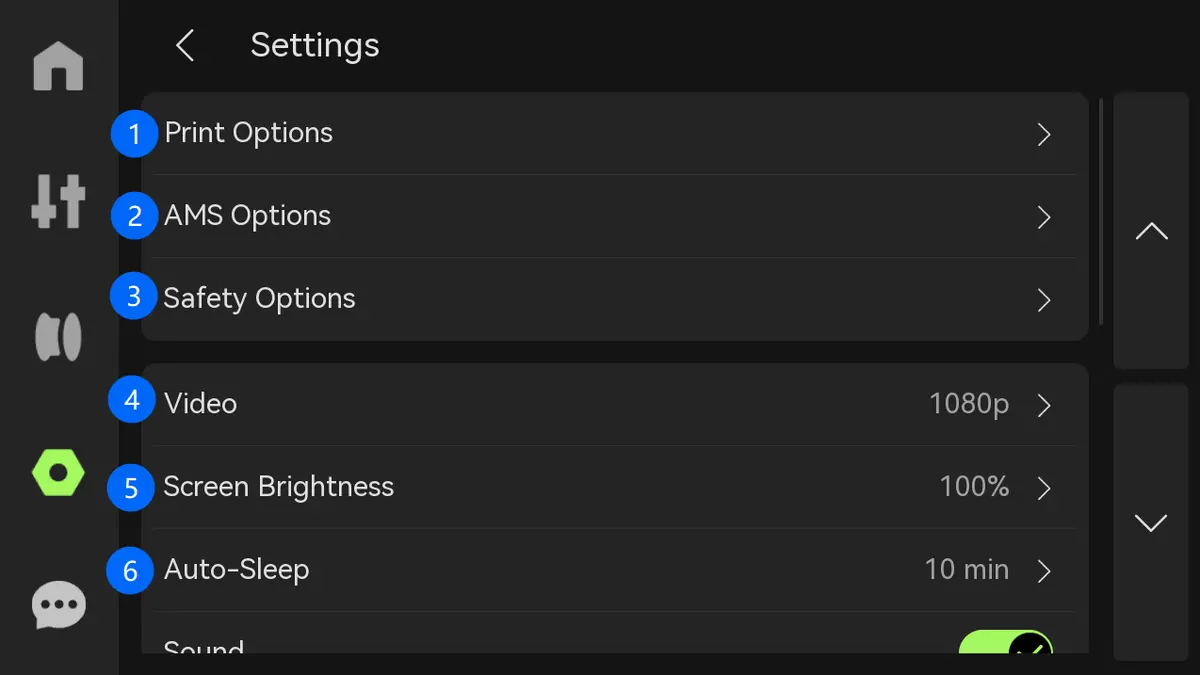
- Video: Indstil videoopløsningen. Højere opløsning kræver mere lagerplads.
- Skærmlysstyrke: Juster skærmens lysstyrke.
- Auto-dvale: Vælg, hvor lang tid der går, før printeren automatisk går i dvale.
-
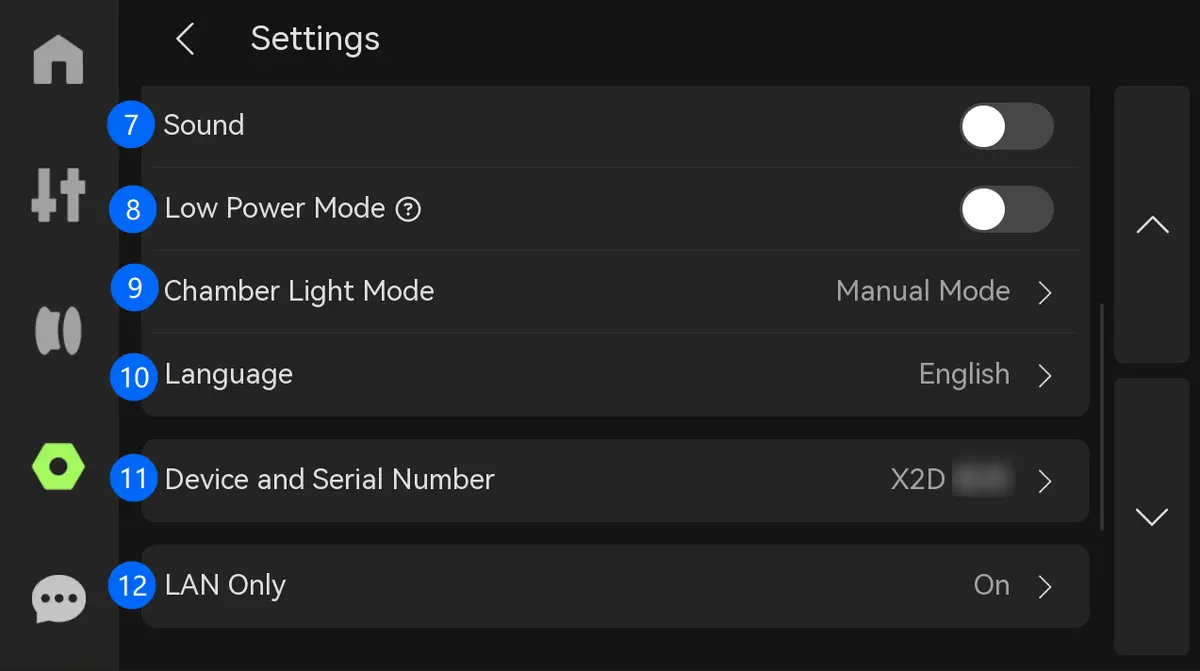
Lyd: Hvis du aktiverer denne indstilling, afgiver printeren en lyd, når den tændes, når print starter, og når print slutter.
-
Lav effekt: Når printerens tilgængelige effekt er begrænset, kan du sænke den maksimale effekt ved at forlænge opvarmningstiden for varmepladen.
- Kammerlys-tilstand: Du kan vælge manuel tilstand eller energibesparende tilstand efter behov.
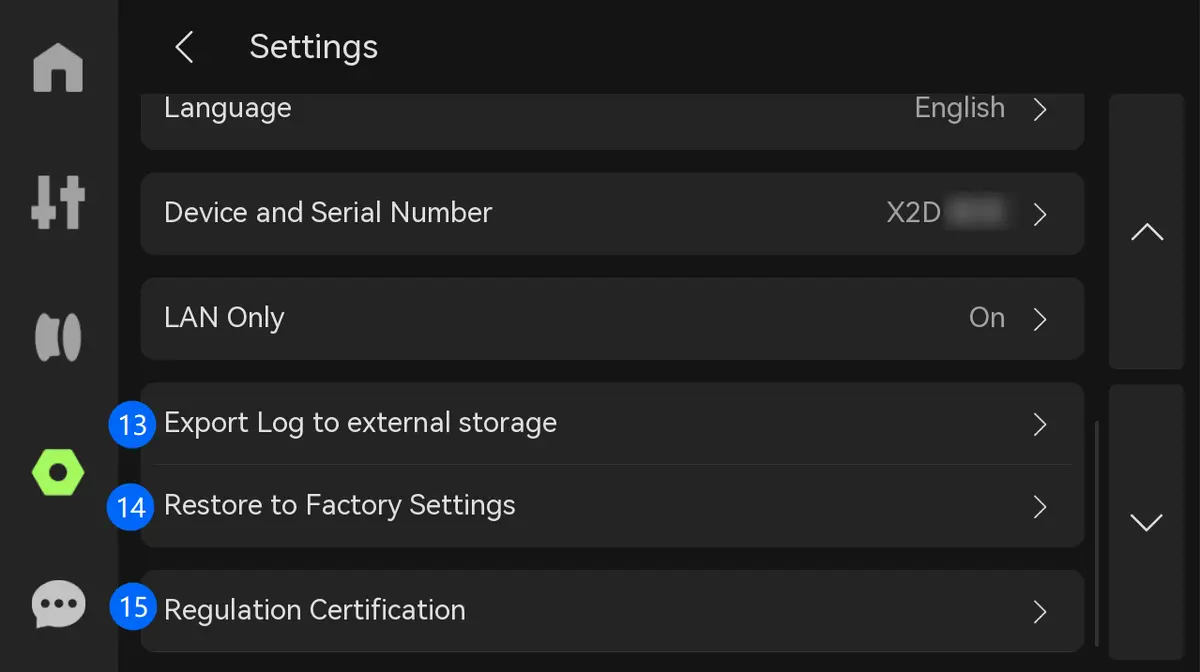
- Sprog: Vælg det sprog, printerens skærm vises på.
- Enhed og serienummer: Se enhedens navn, brugstid og serienummer. Vælg, om du vil deltage i programmet til forbedring af brugeroplevelsen. Når det er aktiveret, kan maskindata (såsom printtid, fejloplysninger osv.) sendes til den officielle backend til efterfølgende statistik og forbedringer.
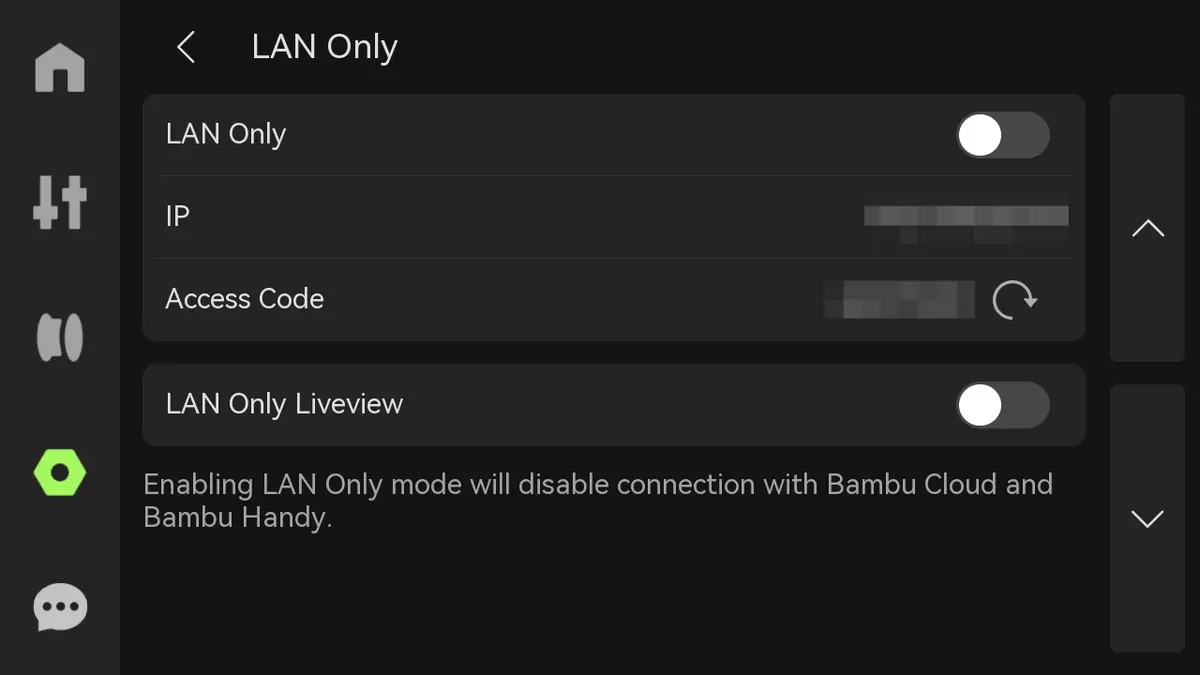
- Kun LAN: Når den er aktiveret, kan printeren kun forbindes og tilgås inden for det lokale netværk og kan ikke tilgås eller styres eksternt via internettet. Hvis flere enheder er forbundet via samme LAN, er live view eller datadeling mulig.
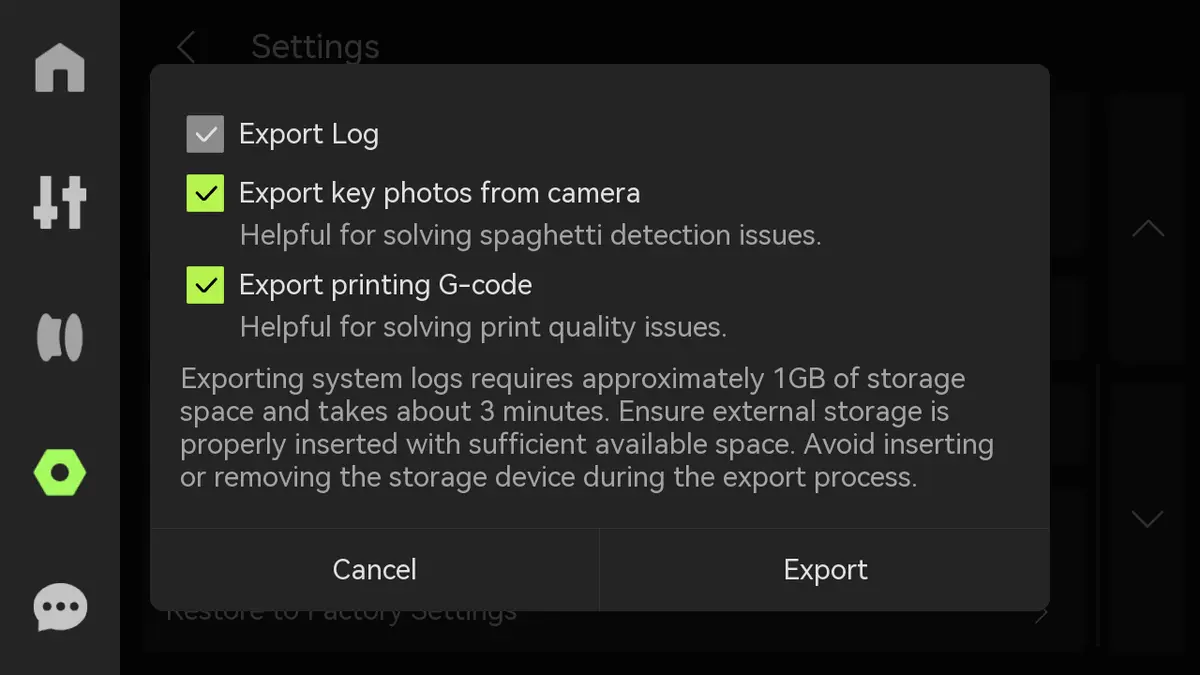
- Eksporter log til ekstern lagring: Vælg, om du vil eksportere alle logge, vigtige fotos (til at fastslå micro-radar- og spaghetti-problemer) og G-kode (til at fastslå printkvalitets-problemer) efter behov.
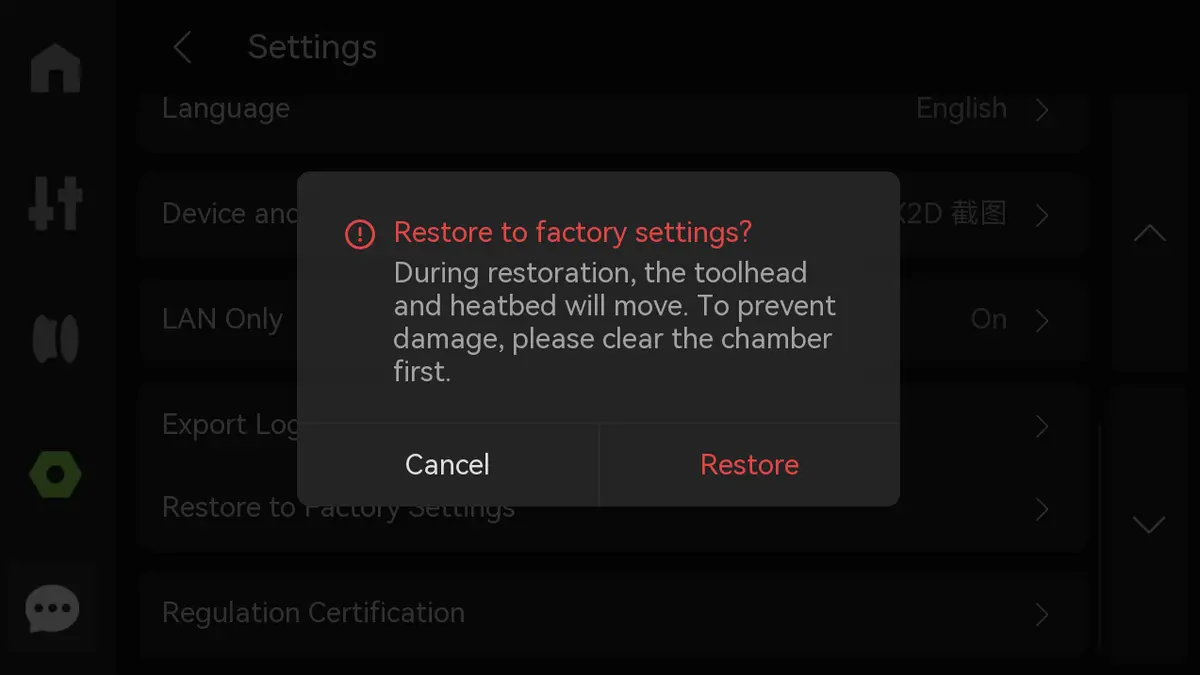
- Gendan fabriksindstillinger: Nulstil printeren til fabriksindstillingerne. Når den er nulstillet, kan indstillingerne ikke gendannes.
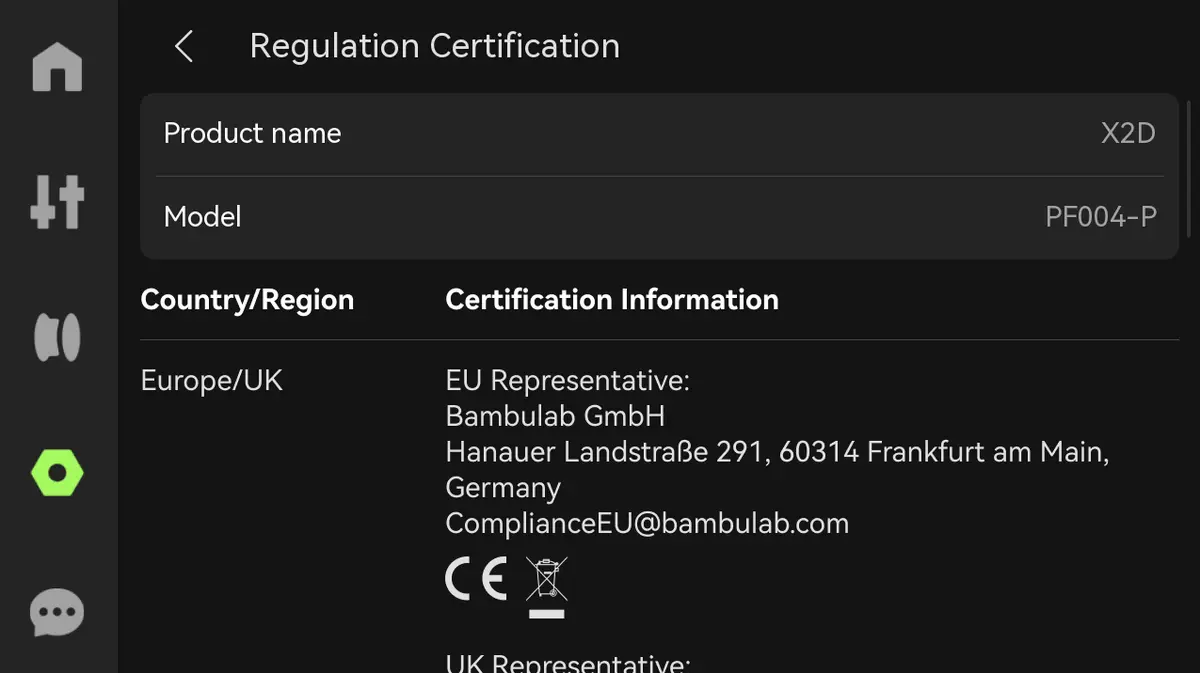
- Lovpligtig certificering: Se maskinens certificeringsoplysninger på siden med det elektroniske mærke her.
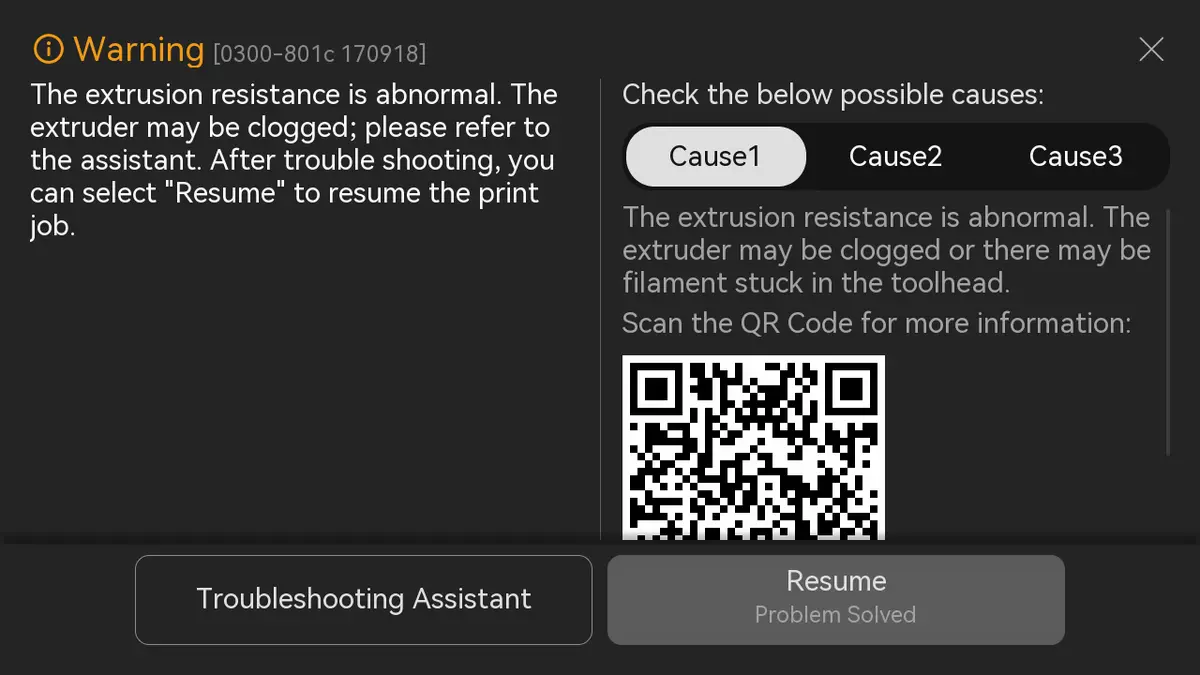
Assistent
Hvis der er et problem med printeren, vises en fejlmeddelelse og mulige årsager her.
 |
 |
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides