X2D: Sådan renser du en tilstoppet dyse
Overblik
Tilstoppet dyse er et almindeligt problem i 3D-print. Det kan skyldes flere ting, fx for lav dysetemperatur, så filamentet ikke smelter ordentligt under ekstrudering, eller filament med små partikler (som kulfiber eller træ), der hober sig op i dysespidsen og begrænser flowet. Tegnene er nemme at genkende og omfatter følgende:
-
Ingen ekstrudering (filamentet kan skubbes ud af ekstruderen, når dysen er fjernet, men kan ikke komme ud af dysen).
-
Underekstrudering (der ekstruderes for lidt filament, så der opstår huller i den printede model)
Hvis dysen slet ikke kan presse filament ud, anbefales det at bruge rensenålen og udføre en cold pull.
Nødvendige værktøjer og materialer
Følgende værktøjer kan være nødvendige for at løse de fleste tilstopninger:
-
Rensenål
-
Tang
-
Varmebestandige handsker
-
Et lille stykke filament
-
H1.5 og H2.0 unbrakonøgler

Sikkerhedsadvarsel
⚠️ VIGTIGT!
Det er afgørende at slukke printeren, før du udfører vedligeholdelse, herunder arbejde på printerens elektronik og toolhead-ledninger. Hvis du udfører opgaver, mens printeren er tændt, kan det give kortslutning og føre til skader på elektronikken og sikkerhedsrisici.
Under vedligeholdelse eller fejlfinding kan du være nødt til at skille dele ad, herunder hotend. Det blotlægger ledninger og elektriske komponenter, der kan kortslutte, hvis de rører hinanden, andet metal eller elektroniske komponenter, mens printeren stadig er tændt. Det kan beskadige printerens elektronik og give yderligere problemer.
Derfor er det afgørende at slukke printeren og afbryde den fra strømmen, før du udfører vedligeholdelse. Det forhindrer kortslutninger eller skader på printerens elektronik og sikrer tryg og effektiv vedligeholdelse. Hvis du er i tvivl eller har spørgsmål til denne guide, anbefaler vi, at du opretter en teknisk sag om dit problem, så gør vi vores bedste for at svare hurtigt og hjælpe dig.
Advarsel
-Denne guide indebærer håndtering af komponenter med høj temperatur, hvilket giver risiko for forbrænding. Sørg for at tage de rette forholdsregler, når du udfører disse handlinger.
-Brug altid varmebestandige handsker, når du rører ved eller håndterer dysen.
Videoguide
Fremgangsmåde
1. Afhjælpning med rensenål
Hvis dysen ikke kan ekstrudere filament, anbefales det at bruge en rensenål til at rense den og derefter udføre en cold pull.
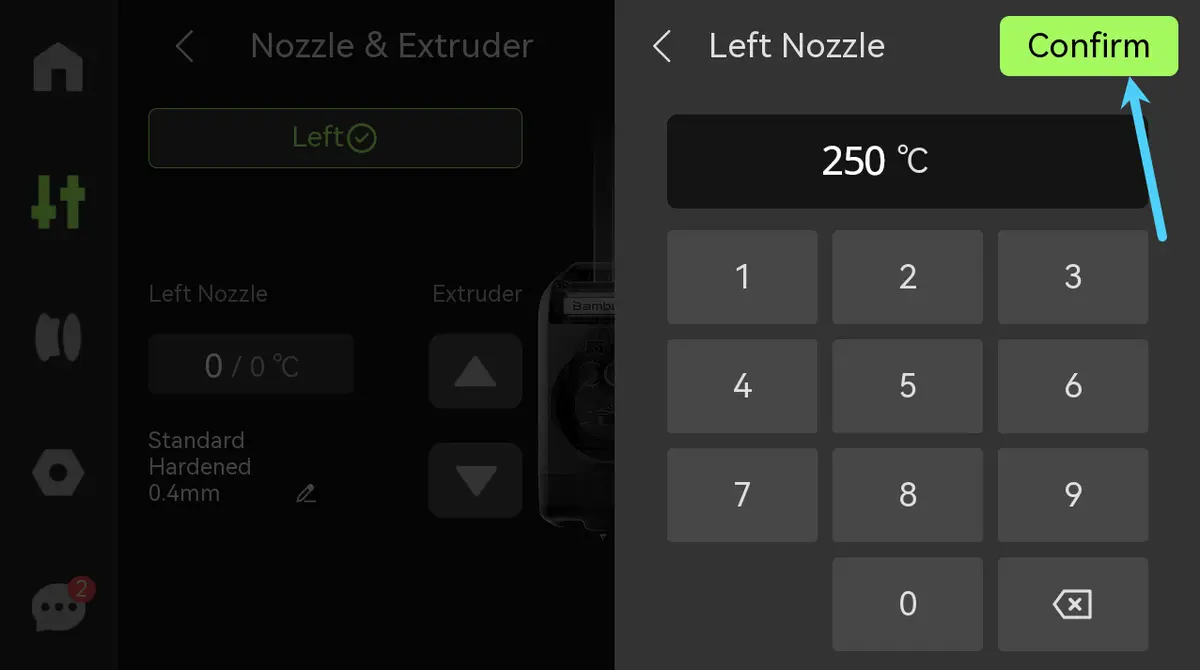
Med PLA som eksempel: vent, til dysetemperaturen når 250°C, og før så rensenålen ind i dysen, og bevæg den gentagne gange op og ned for at fjerne tilstopningen.
Når du bruger en rensenål, kan det indre tryk i dysen pludselig udløses, så der sprøjter varmt materiale ud. Brug altid handsker, og læn aldrig hovedet ind i printerkammeret under rensning.
 |
 |
Mens dysen stadig er varm, fjernes den, og rensenålen bruges til at skubbe eventuelt resterende filament ud af hotendets indløb. Brug derefter en spidstang til at fjerne det helt. Fjern så rensenålen, og monter dysen igen.

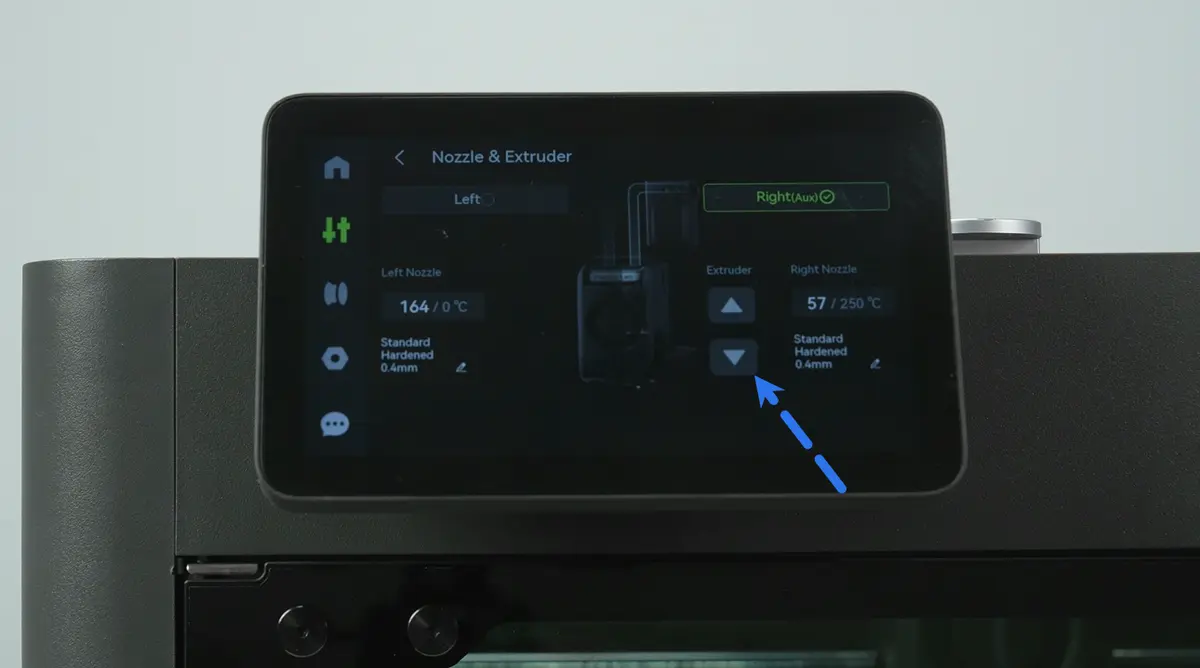
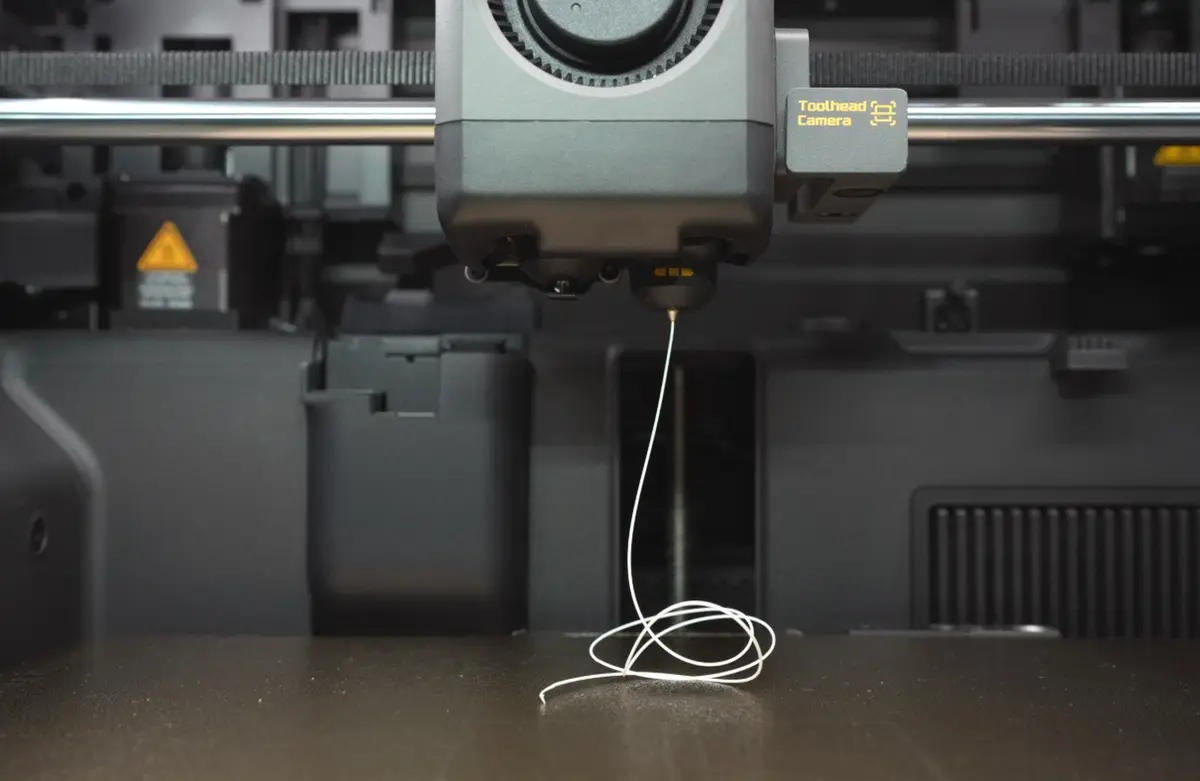
Sæt derefter hotendtemperaturen lidt over filamentets anbefalede temperatur, og prøv manuel ekstrudering for at se, om filamentet flyder normalt. Hvis ekstruderingen stadig er unormal, så udfør en cold pull på dyseenheden med følgende trin.
 |
 |
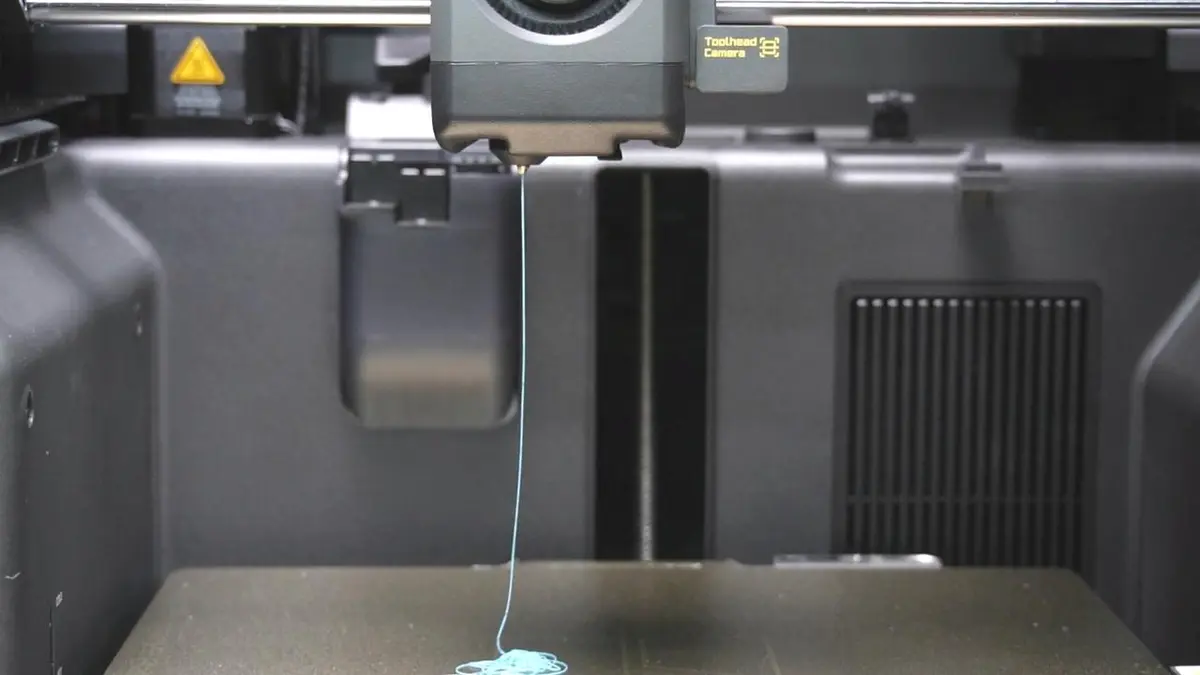
2. Cold pull
Printeren har en indbygget funktion til "Cold pull-vedligeholdelse af dyse", der hjælper dig gennem processen.
Cold pull af højre hotend
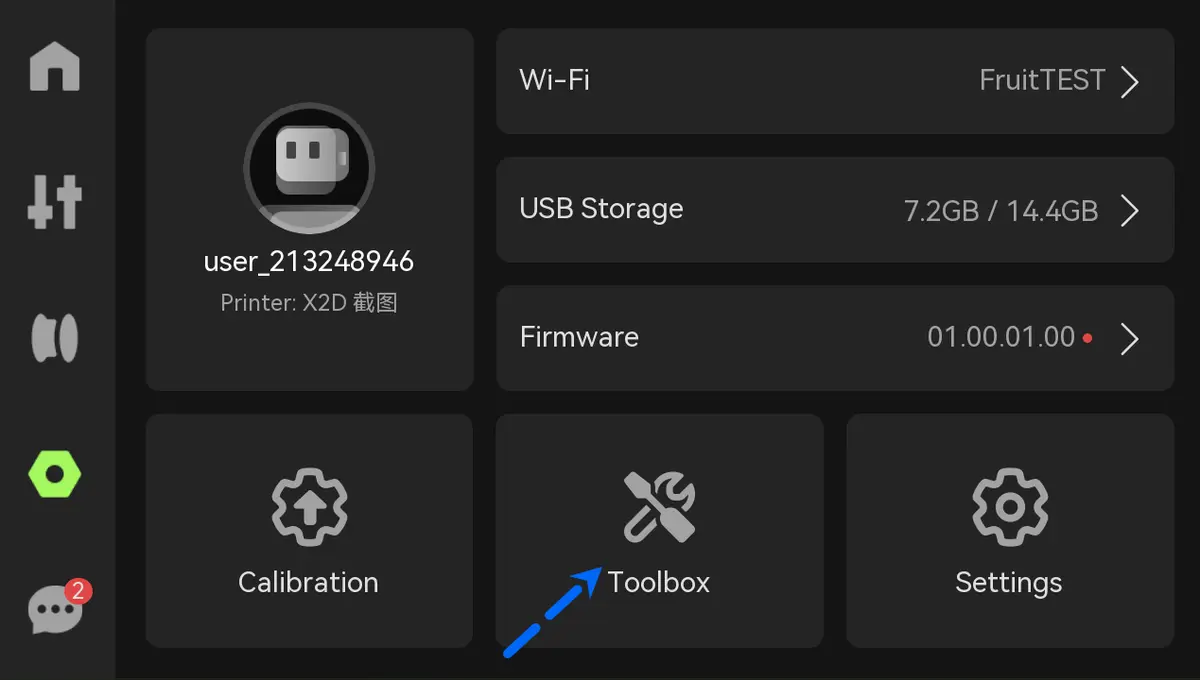
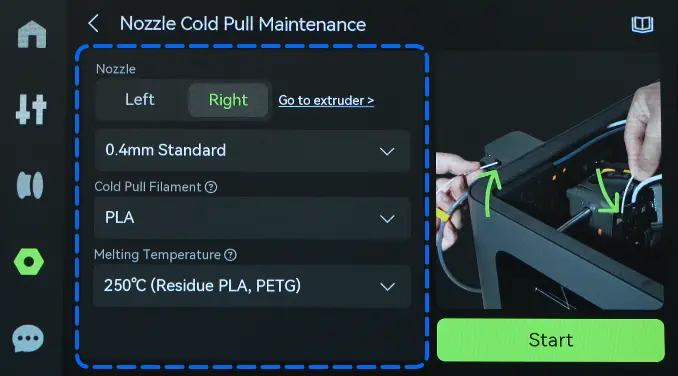
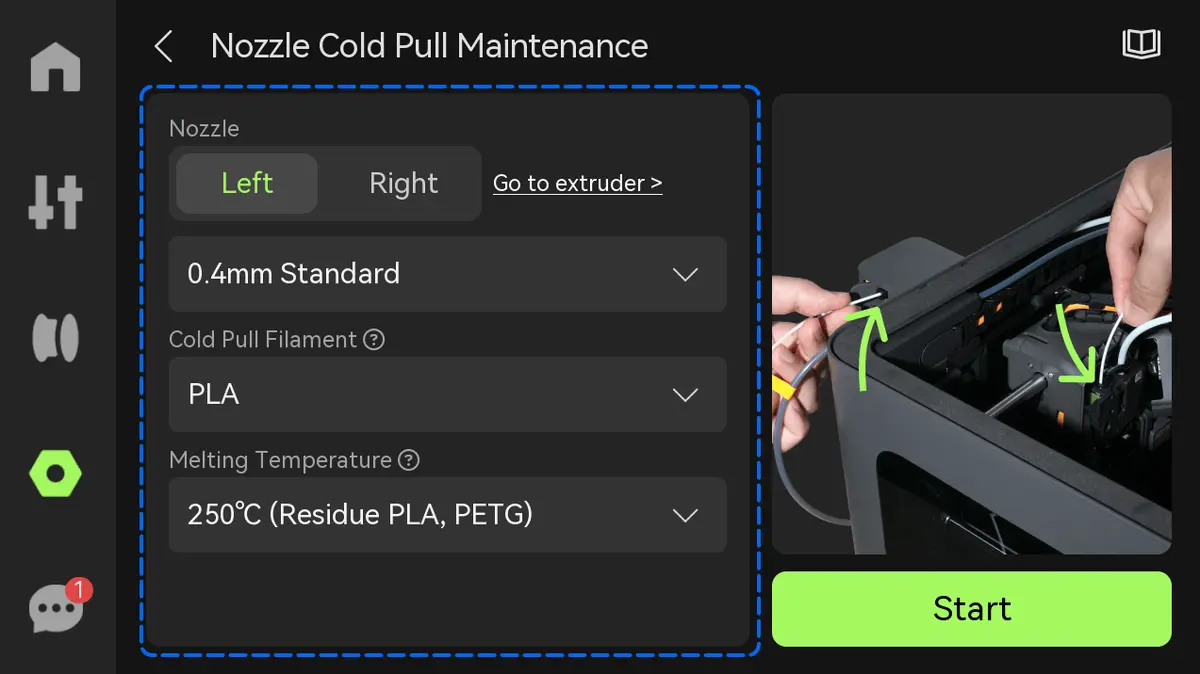
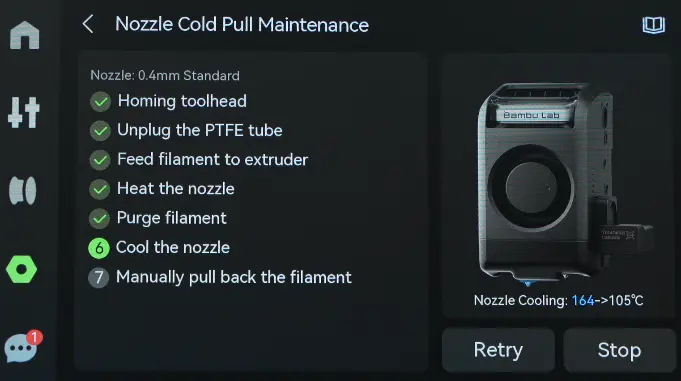
Gå til siden Værktøjskasse, og vælg "cold pull-vedligeholdelse af dyse". Vælg specifikationer ud fra den aktuelle dysestørrelse og typen af resterende filament. For eksempel: en 0,4 mm dyse med resterende PLA-filament. Bekræft, og klik på "Start".
 |
 |
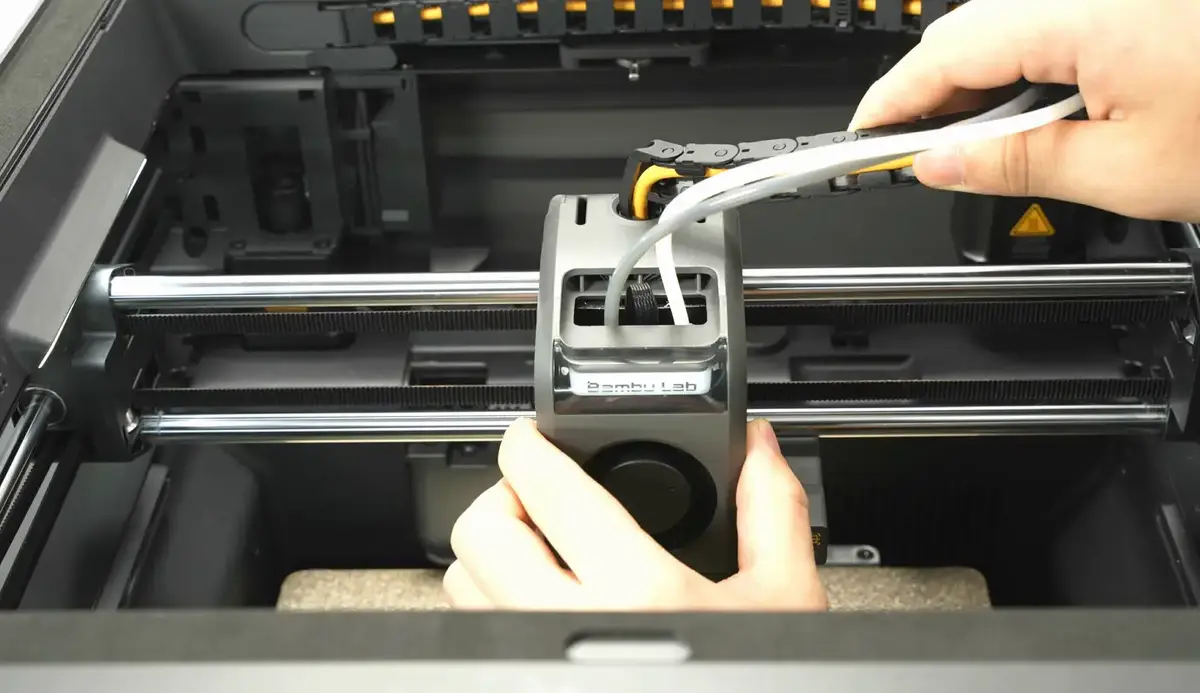
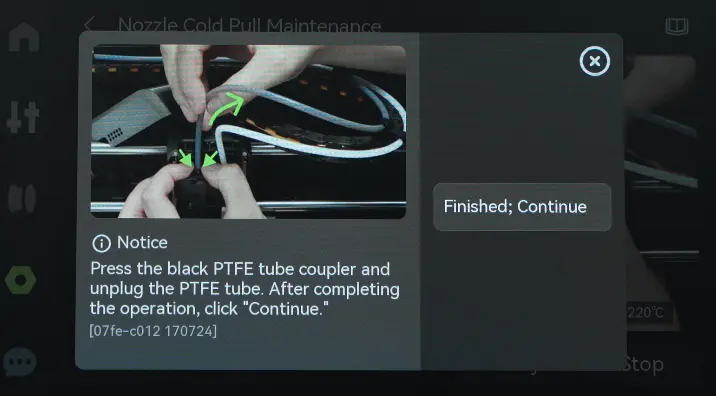
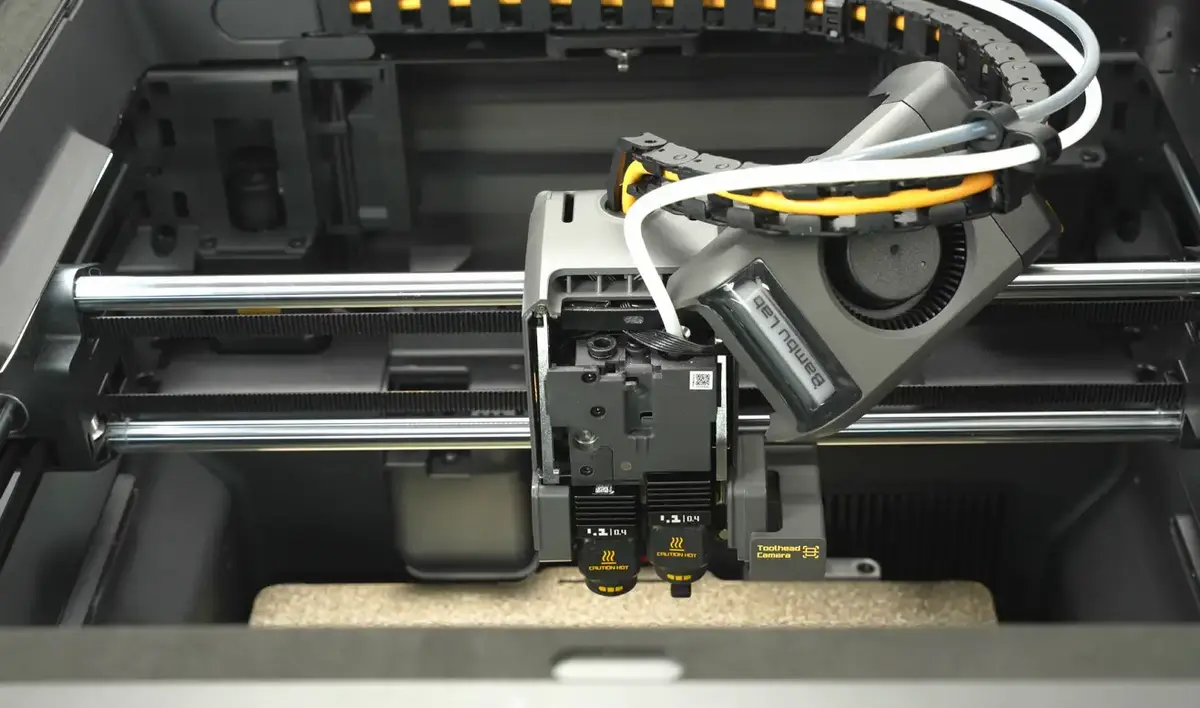
Følg instruktionerne på skærmen, og frakobl PTFE-slangen bag på maskinen.
 |
 |
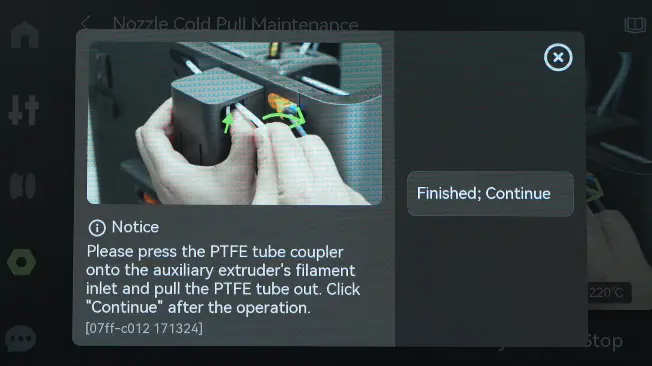
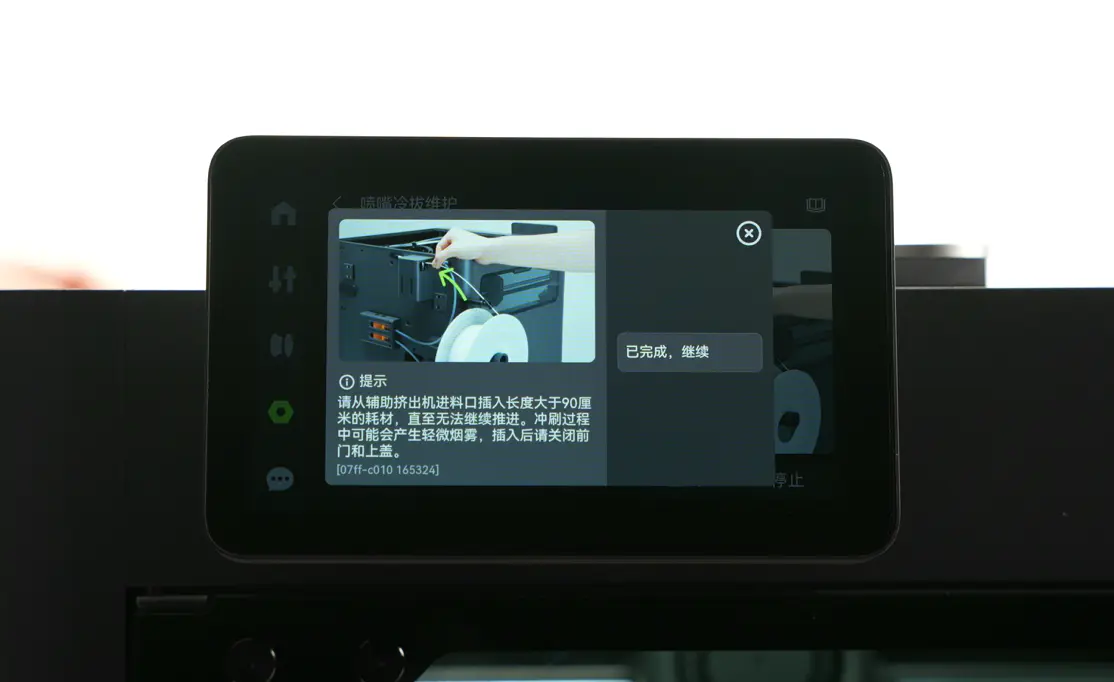
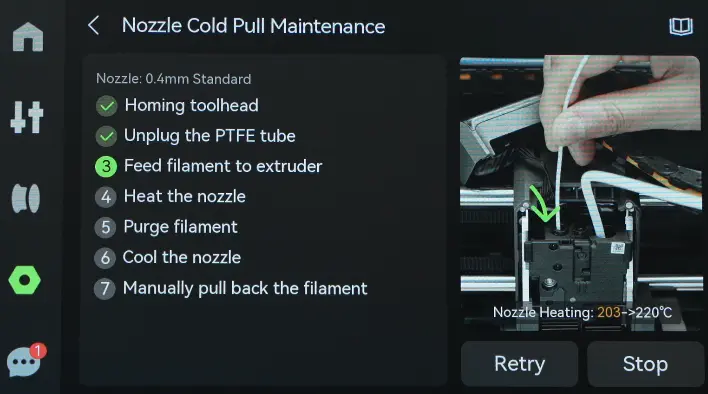
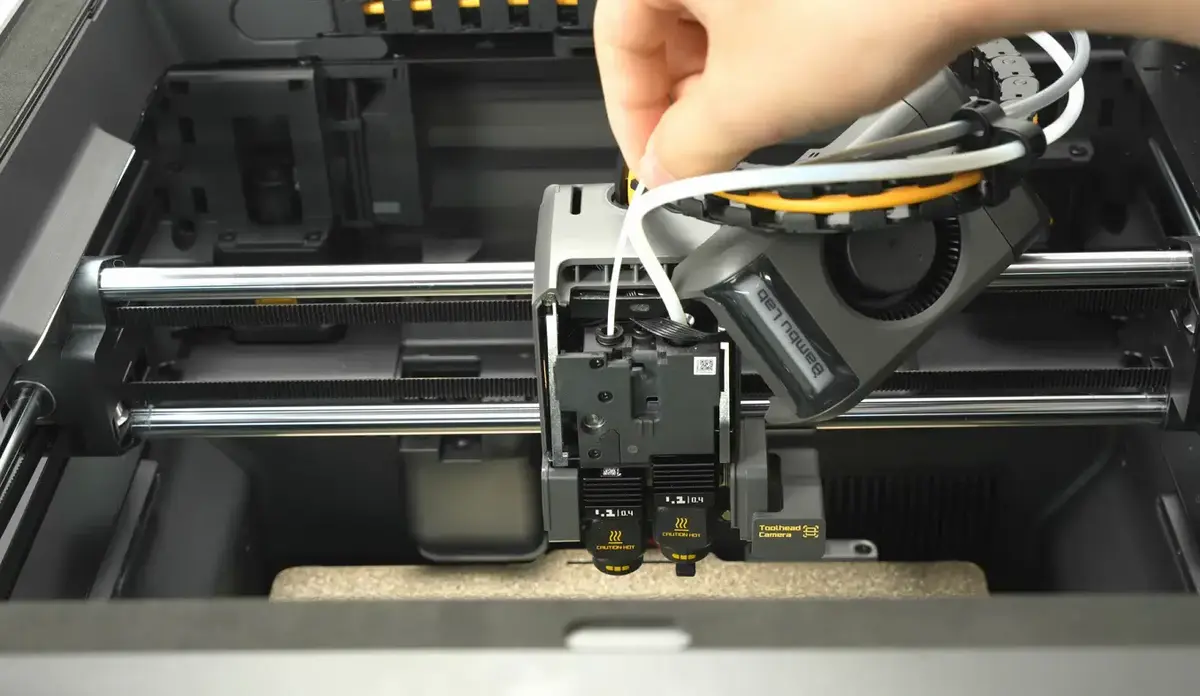
Når skærmen beder dig indføre filament fra hjælpeekstruderen, så før filamentet manuelt ind i ekstruderen.
 |
 |
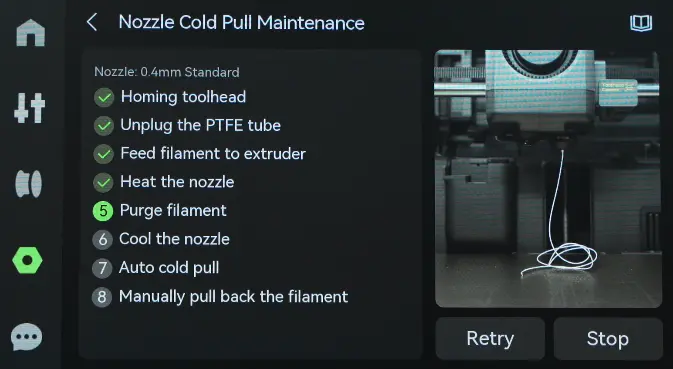
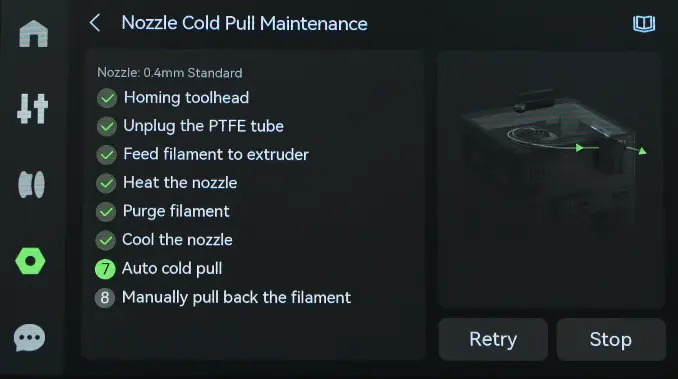
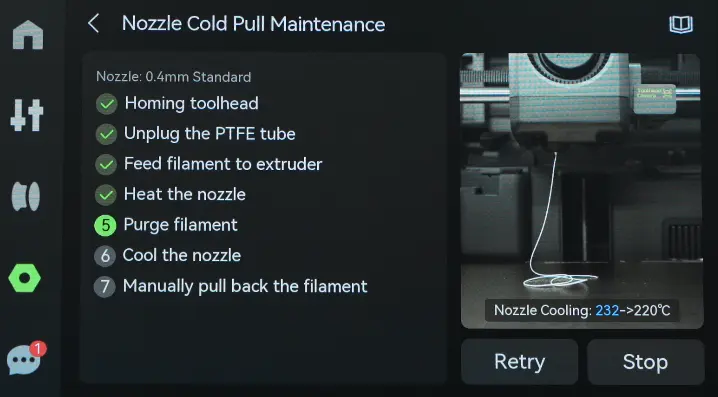
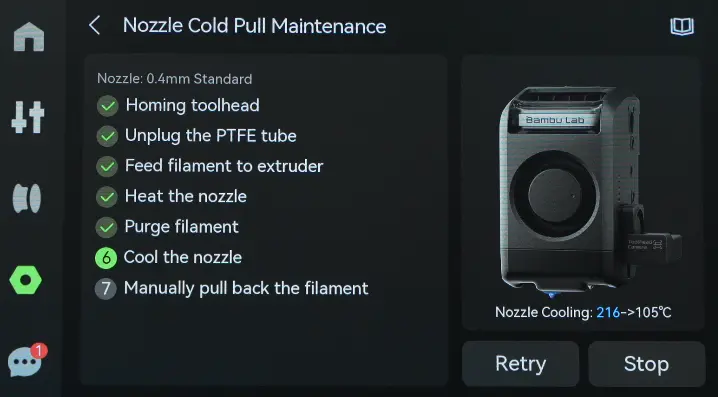
Vent på, at printeren automatisk gennemfører følgende sekvens: opvarmning → udrensning → afkøling → cold pull.
 |
 |
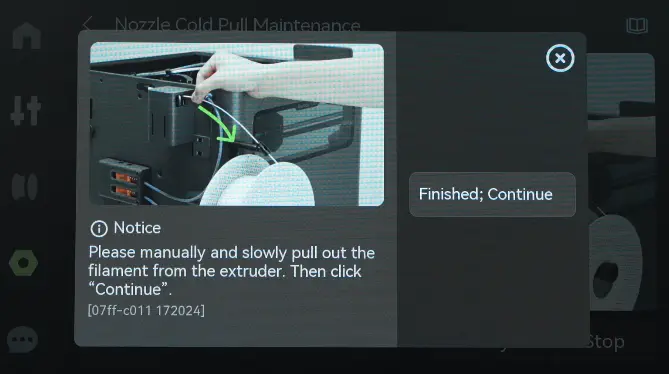
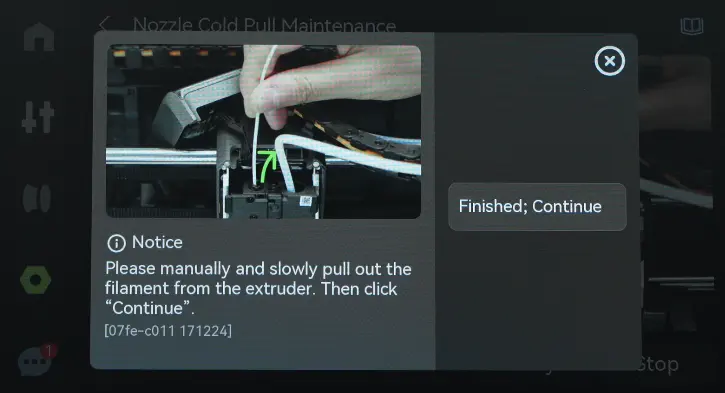
Når cold pull er færdig, beder skærmen dig om at fjerne filamentet. Træk på dette tidspunkt filamentet langsomt ud.
 |
 |
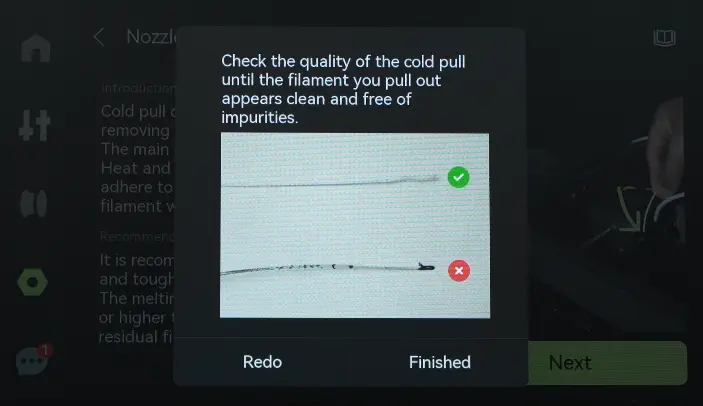
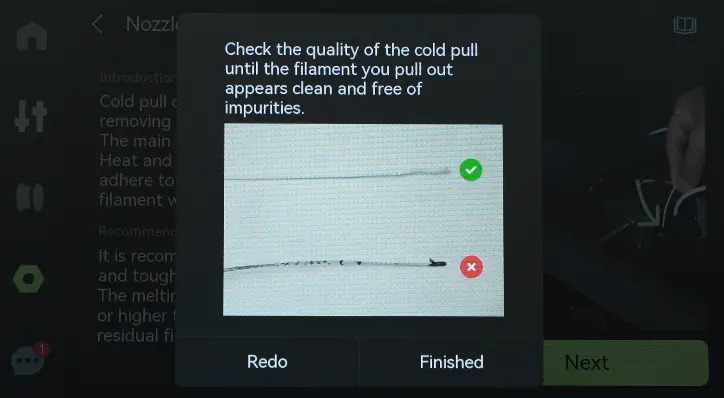
Tjek filamentspidsen for korrekt form og for sort restmateriale.

Hvis der er tydeligt restmateriale, så klip den snavsede ende af med en skævbidertang, og gentag cold pull-processen, indtil filamentspidsen er ren.
 |
 |
Cold pull af venstre hotend
Vælg venstre dyse, bekræft specifikationerne, og klik på "Start".
 |
 |
Når printhovedet er kørt tilbage til udgangspositionen, fjernes printerens topdæksel, og frontdæksel-enheden hænges midlertidigt på X-aksen.
 |
 |
Tryk på det sorte pneumatiske stik som anvist på skærmen, og fjern PTFE-slangen.
 |
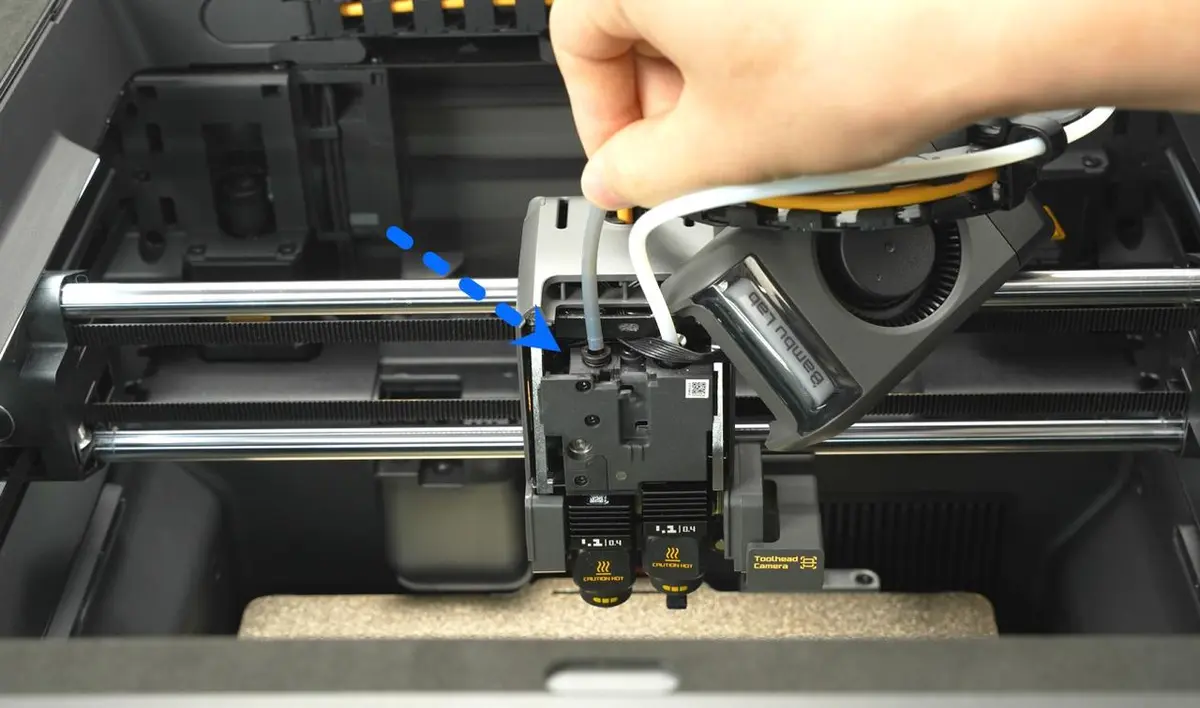 |
Når systemet beder om det, føres filamentet ind i det venstre filamentindløb. Printeren griber automatisk filamentet, opvarmer dysen og begynder udrensning.
 |
 |
Vent på, at cold pull-programmet gennemføres automatisk.
 |
 |
Træk filamentet langsomt ud som anvist på printerskærmen.
 |
 |
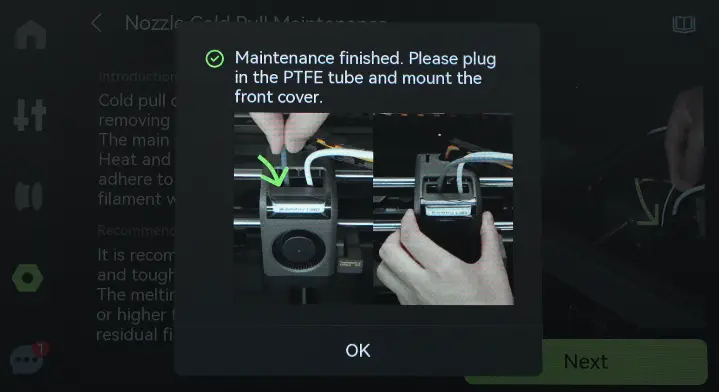
Tjek enden af filamentet for restmateriale. Når cold pull er lykkedes, klikker du på Afslut og monterer derefter PTFE-slangen og frontdæksel-enheden igen.
 |
 |
3. Afhjælpning med varm unbrakonøgle (ved tilstopning i den kolde ende)
Nogle tilstopninger skyldes, at filament sætter sig fast ved hotendets køleplade på grund af heat creep. Wikien Heat Creep forklarer dette fænomen. Vi anbefaler, at du læser den for at lære, hvordan du forebygger disse tilstopninger.
De følgende trin kræver, at dysen fjernes først. Du finder de detaljerede trin i X2D guide til udskiftning af hotend og silikonesok.
Vigtigt:
Det anbefales at bruge beskyttelseshandsker under arbejdet for at undgå forbrænding fra smeltet filament, der drypper på huden.
Denne metode kræver en H1.5 unbrakonøgle.
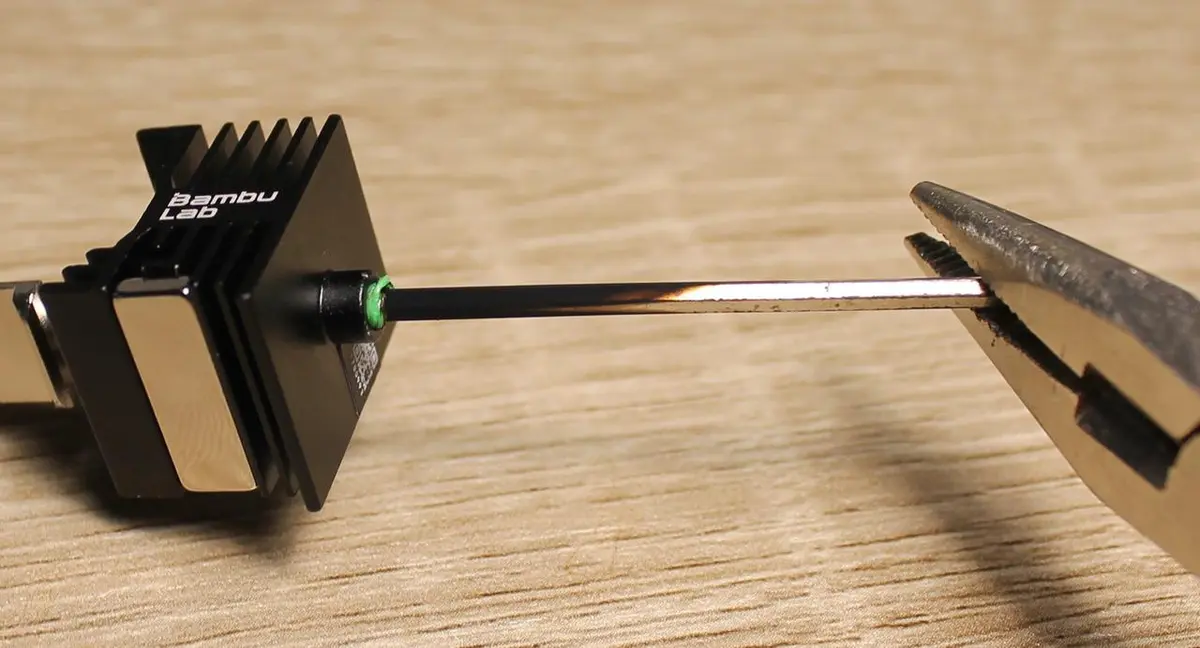
Trin 1. Opvarm unbrakonøglen
Start med at opvarme unbrakonøglen i cirka 10 sekunder. Hold den godt fast med en tang for at undgå forbrænding.

Trin 2. Før unbrakonøglen ind i dyseindløbet
Mens spidsen af unbrakonøglen er varm, føres den hurtigt ind gennem dysespidsen, gennem kølepladeområdet og ind i det resterende filament indeni (som vist nedenfor). Lad den sidde i cirka 30 sekunder, så den smelter sammen med filamentet og køler, til det størkner.
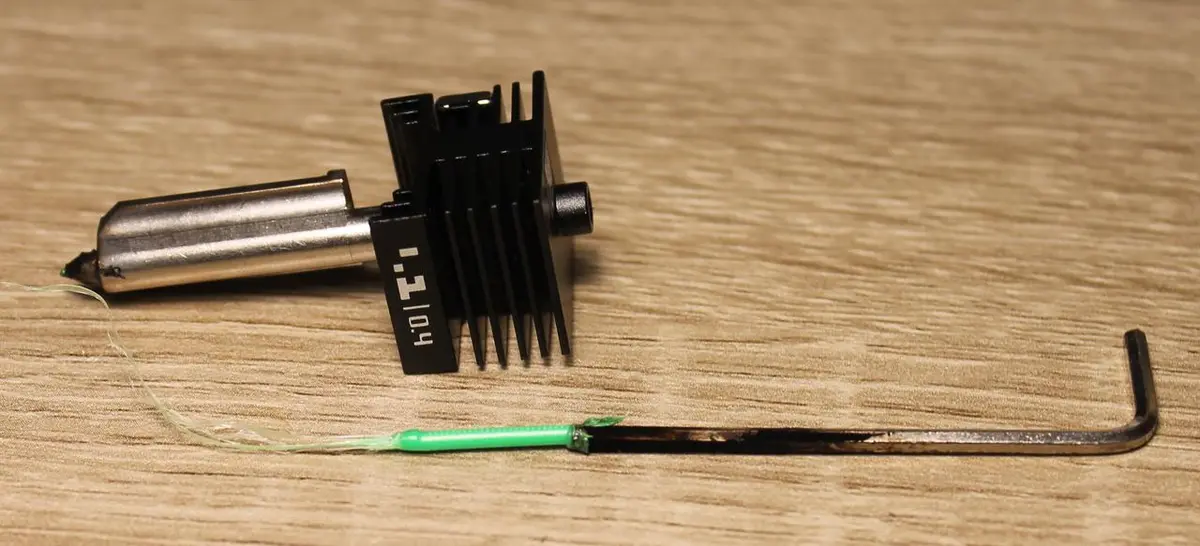
Trin 3. Opvarm dysespidsen, og træk filamentproppen ud
Unbrakonøglen sidder nu fast inde i dysen med filamentet siddende omkring den. For at fjerne den opvarmes dysespidsen i cirka 10-20 sekunder.

Advarsel! Undgå at opvarme dysen i længere tid eller at bruge en kraftig butangasbrænder. Dysens varme side skal kun være varm nok til, at du kan trække unbrakonøglen ud med filamentet siddende fast.
Efter cirka 20 sekunders opvarmning trækkes unbrakonøglen langsomt udad med jævn kraft. Den fastsiddende filamentprop bør følge med unbrakonøglen ud og dermed fjerne tilstopningen.
Kontrol af resultatet
✅ Monter dysen igen, tilslut PTFE-slangen, og indlæs filamentet for at teste ekstruderingen. Hvis tilstopning eller underekstrudering fortsætter, gentages renseprocessen flere gange. Disse metoder fjerner typisk 99 % af alle tilstopninger, men i nogle tilfælde kan dysen være helt blokeret eller beskadiget. I de tilfælde anbefales det at udskifte dyseenheden.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides