Anbefalinger til rengøring og vedligeholdelse af X2D
Nødvendigt værktøj og materialer
-
Smøreolie / fedt
-
Fnugfri klud
-
Isopropylalkohol
-
Børste
-
Pincet
Sikkerhedsadvarsel
⚠️ VIGTIGT!
Det er afgørende at slukke for printeren, før du udfører noget vedligeholdelsesarbejde, herunder arbejde på printerens elektronik og toolhead-ledninger. Hvis du udfører opgaver, mens printeren er tændt, kan det give kortslutning og føre til elektronikskader og sikkerhedsrisici.
Under vedligeholdelse eller fejlfinding kan du blive nødt til at afmontere dele, herunder hotend. Det blotlægger ledninger og elektriske komponenter, som kan kortslutte, hvis de rører hinanden, andet metal eller elektroniske komponenter, mens printeren stadig er tændt. Det kan beskadige printerens elektronik og give yderligere problemer.
Derfor er det afgørende at slukke for printeren og afbryde den fra strømkilden, før du udfører nogen form for vedligeholdelse. Det forhindrer kortslutning eller skade på printerens elektronik og sikrer en tryg og effektiv vedligeholdelse. Hvis du har spørgsmål eller tvivl om denne guide, anbefaler vi, at du indsender en teknisk ticket om dit problem, så gør vi vores bedste for at svare hurtigt og give dig den hjælp, du har brug for.
Videoguide
Rengør inde i kammeret
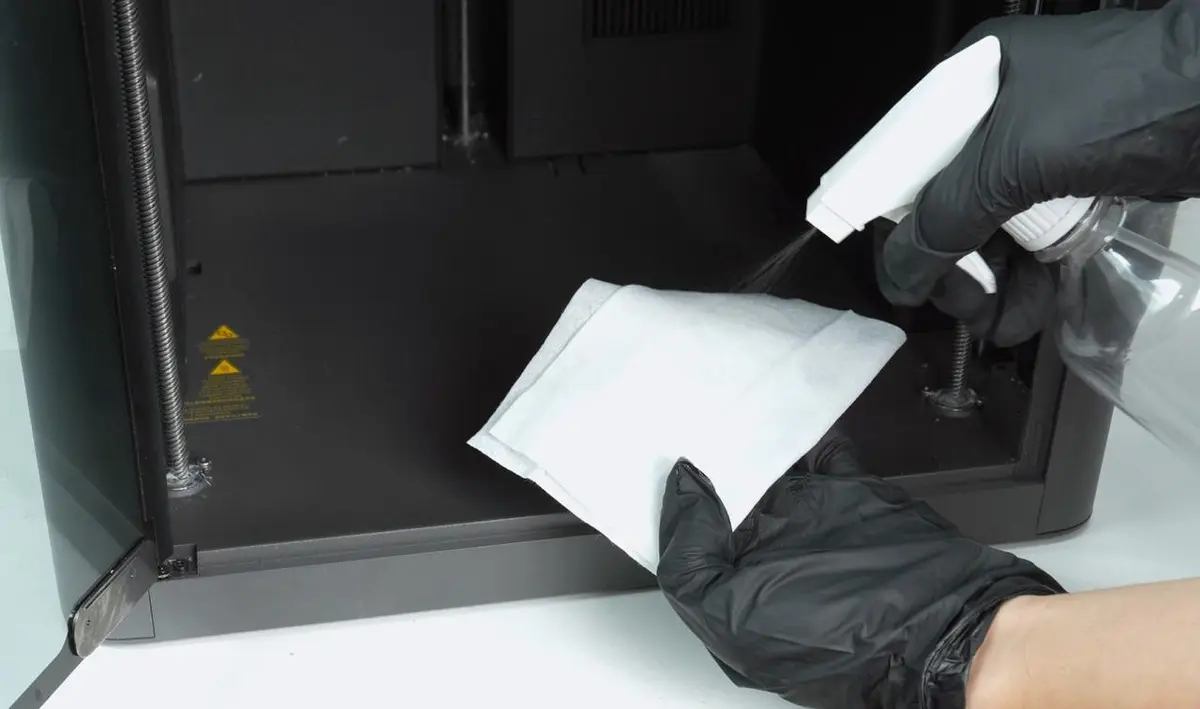
Efter længere tids brug kan filamentrester samle sig i bunden og langs de indvendige vægge i printerkammeret. Hvis rester kommer ind i bevægelige dele, kan det give blokeringer i XYZ-aksernes bevægelse og give usædvanlige lyde under print.
Brug en børste til at rengøre i bunden af kammeret og fjern filamentrester og fremmedlegemer.

Brug en fnugfri klud med isopropylalkohol til at tørre bunden af kammeret af, med særlig opmærksomhed på området omkring lederskruen og den lineære aksel for at forhindre, at ophobede rester påvirker Z-aksens bevægelse.
 |
 |
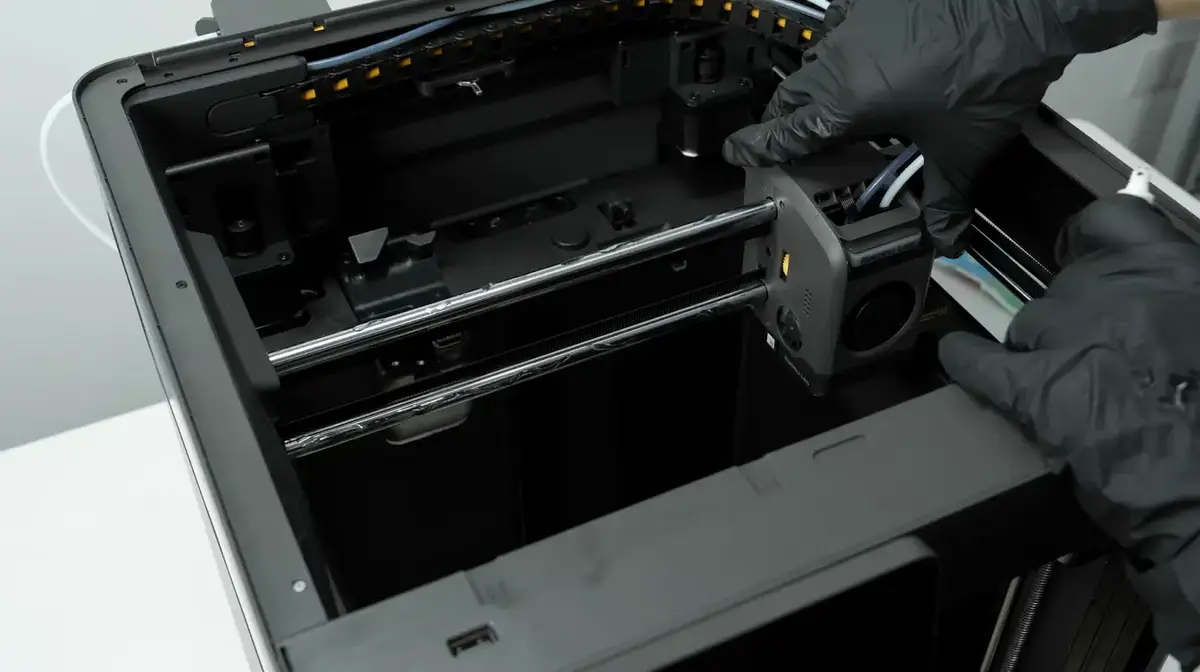
Rengør den øverste foring inde i printeren, og tør filamentrester og pletter af.

Træk manuelt i det nederste tandrem for langsomt at sænke varmebordet, og tør derefter køleblæserne i begge sider af kammeret og kammervæggene grundigt af.
 |
 |
Rengør og smør XYZ-akserne
Vedligeholdelsesinterval
Afhængigt af hvor ofte enheden bruges, anbefales det at følge nedenstående vedligeholdelsesintervaller:
-
Højfrekvent brug (gennemsnitlig daglig printtid ≥ 5 timer): Udfør en komplet rengøring og smøring af XY-akserne en gang om måneden, og udfør dyb vedligeholdelse af Z-aksen hver tredje måned.
-
Normal brug (gennemsnitlig daglig printtid 1-5 timer): Udfør vedligeholdelse af XY-akserne hver anden måned og af Z-aksen hver fjerde måned.
-
Lavfrekvent brug (gennemsnitlig daglig printtid < 1 time): Udfør vedligeholdelse af XY-akserne hver tredje måned og af Z-aksen hver femte måned.
Smøring og vedligeholdelse af X-aksen
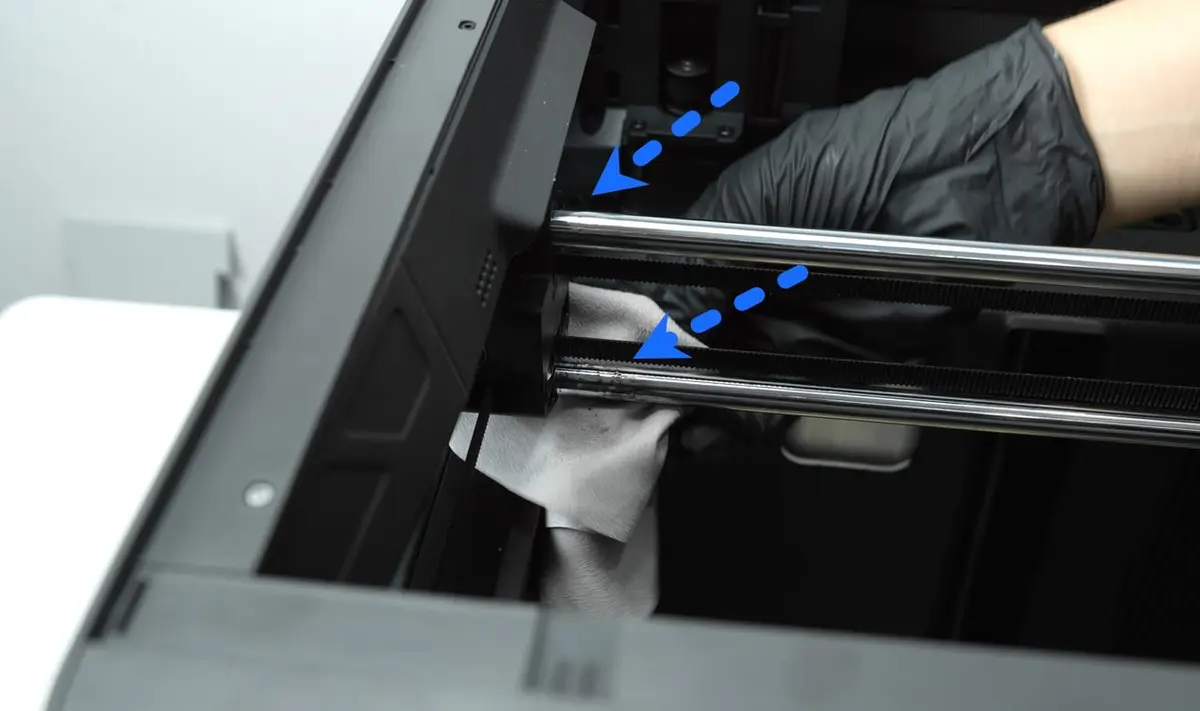
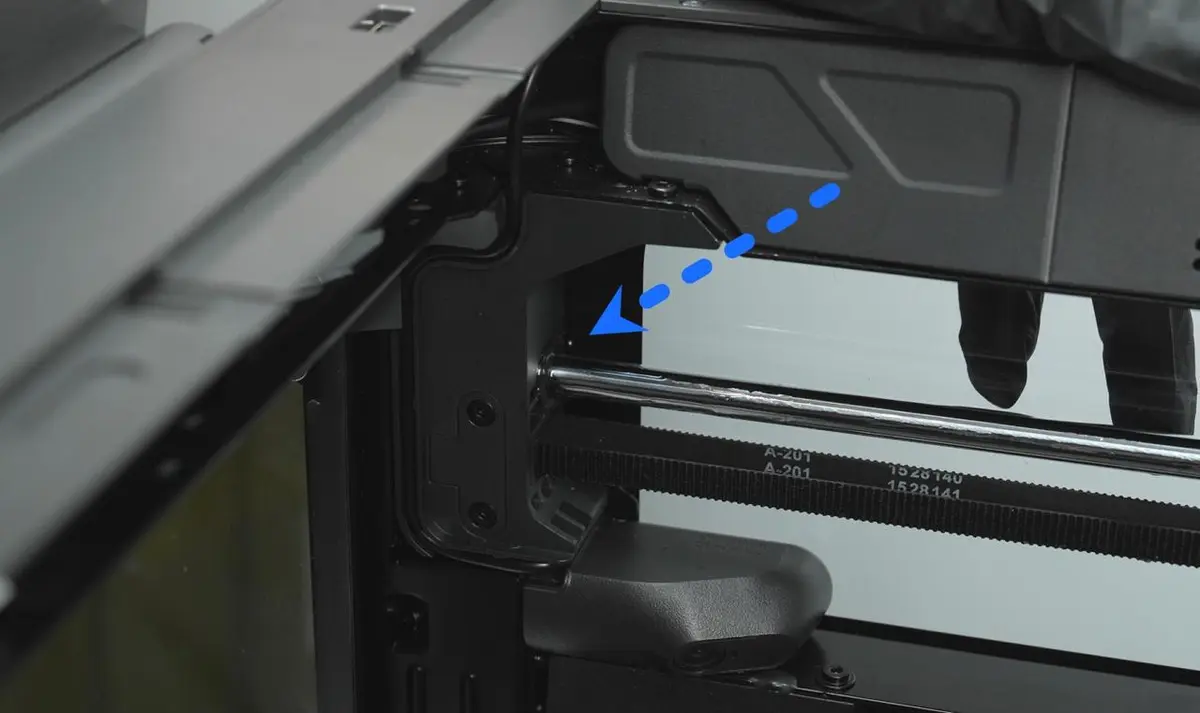
Tør X-aksens lineære aksel ved at tørre frem og tilbage, indtil al olie og alle filamentrester er fjernet. Det anbefales at inspicere remmens overflade samtidig og rengøre den med en fnugfri klud, hvis der er pletter.
 |
 |
Påfør smøreolie jævnt langs den lineære aksel dråbevist (1-2 dråber pr. 5 cm), og smør både den øverste og den nederste lineære aksel.
 |
 |
Flyt manuelt toolhead frem og tilbage 3-5 gange langs hele X-aksen for at sikre, at der dannes et jævnt lag olie på den lineære aksels overflade.

ℹ️ Bemærk: Når du flytter toolhead, så hold en lav hastighed, så grafitlejet kan optage smøremidlet fuldt ud. Hvis du flytter for hurtigt, kan olien blive skubbet op på midterrammen og forringe smøringen.
Tør derefter let begge ender af den lineære aksel af med en fnugfri klud for at fjerne overskydende olie og forhindre, at der samler sig støv.
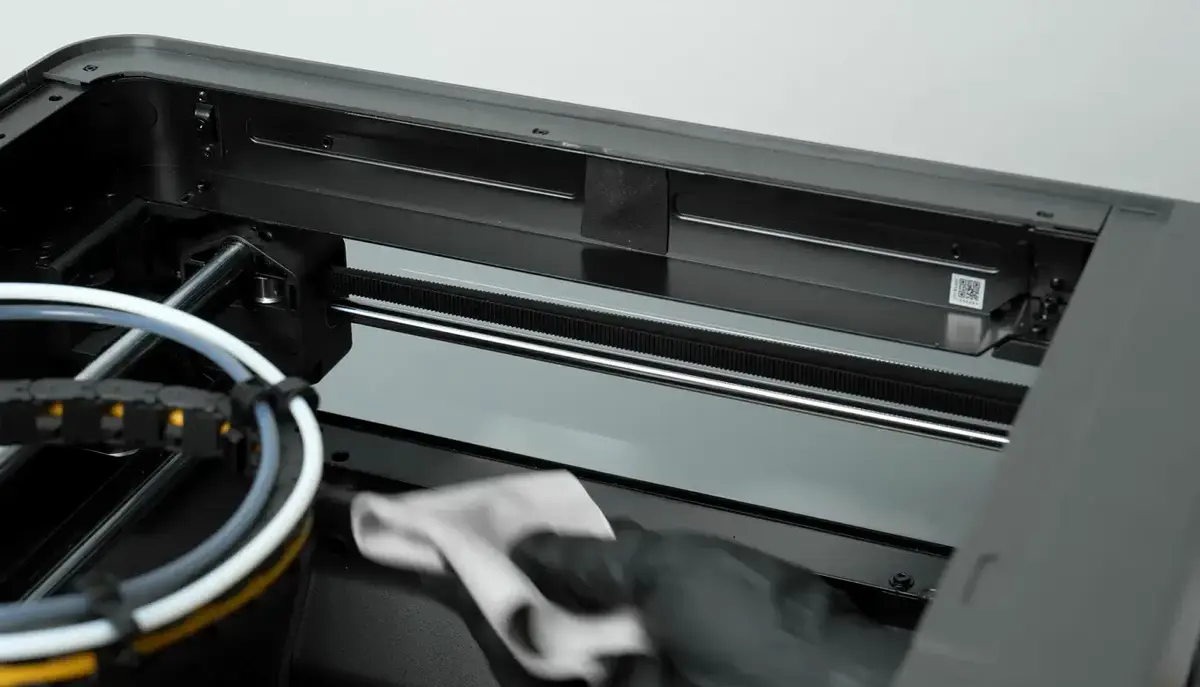
Smøring og vedligeholdelse af Y-aksen
Brug en fnugfri klud med isopropylalkohol til at tørre venstre og højre Y-akses lineære aksler grundigt af.
 |
 |
Når du har gennemført trinene ovenfor, så påfør smøreolie på de lineære aksler (samme mængde som på X-aksen).
 |
 |
Flyt manuelt toolhead frem og tilbage 3-5 gange langs Y-aksen, så smøreolien kan trænge helt ind i lejerne.

Hvis der er overskydende olie på den lineære aksel, så tør den af med en fnugfri klud.
Smøring og vedligeholdelse af Z-aksen
ℹ️Bemærk: Hvis Z-aksens rem knirker under drift, så påfør en lille dråbe smøreolie der, hvor remmen rører Z-aksens remstrammers tomgangshjul, for at mindske støjen.
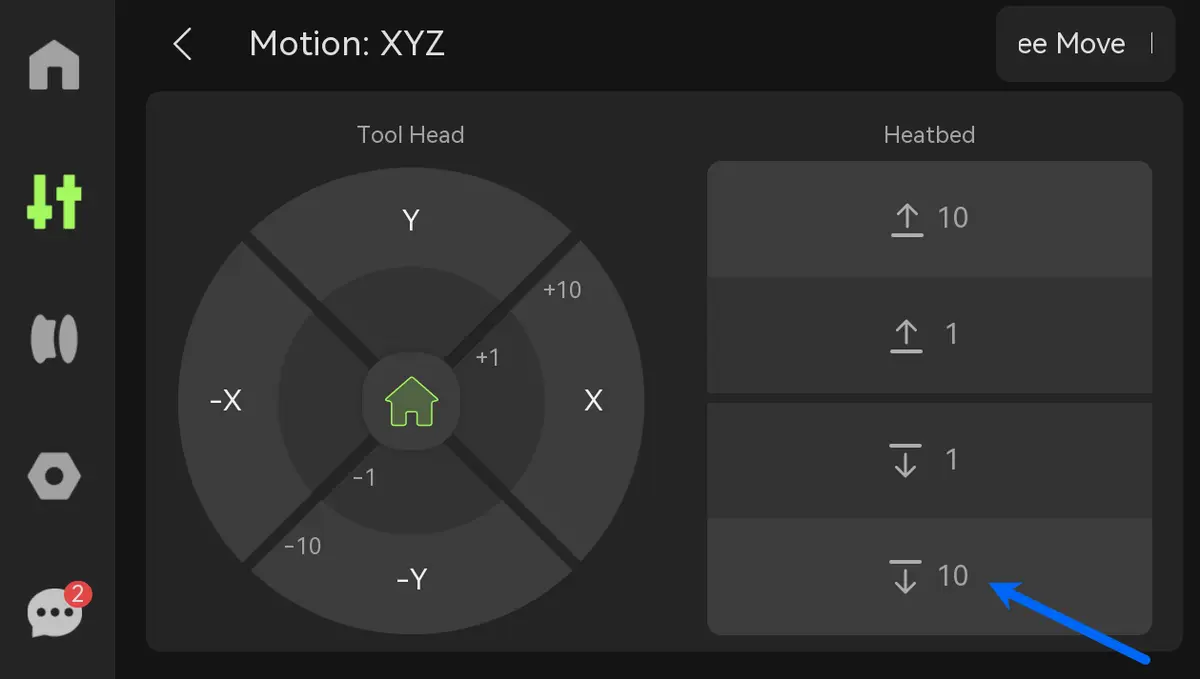
Tænd for printeren og tryk på ned-knappen for at sænke varmebordet til den nederste position. (Tryk ikke gentagne gange, da det kan få varmebordet til at køre for langt og ramme bunden.)
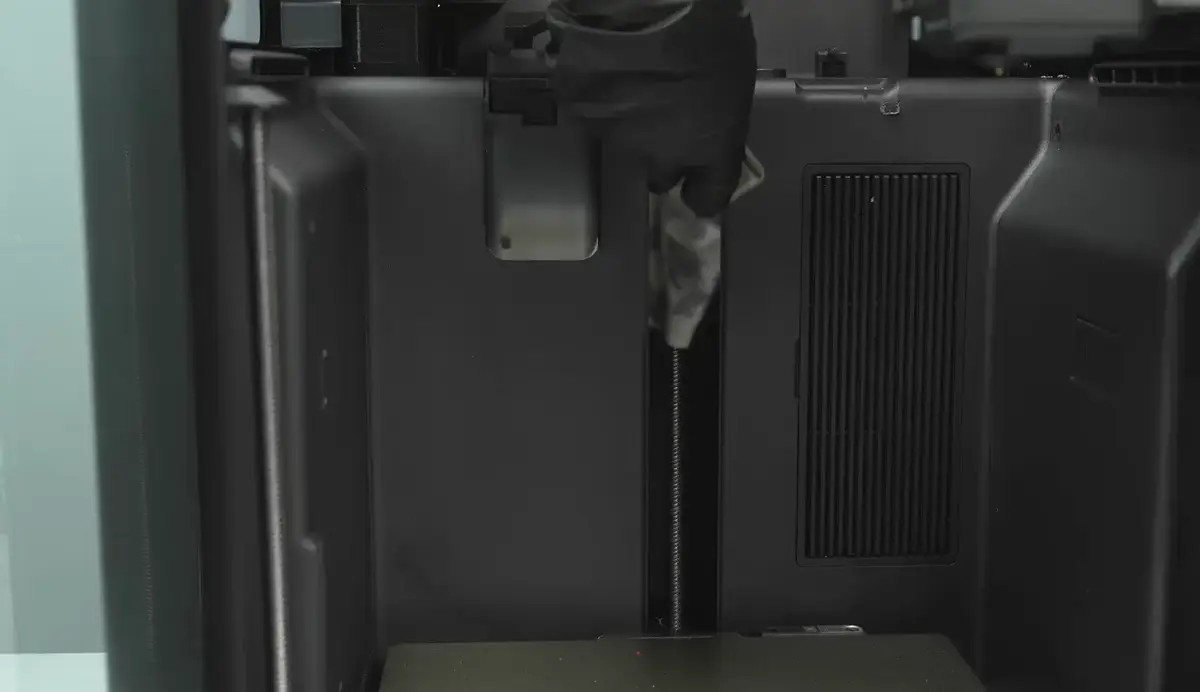
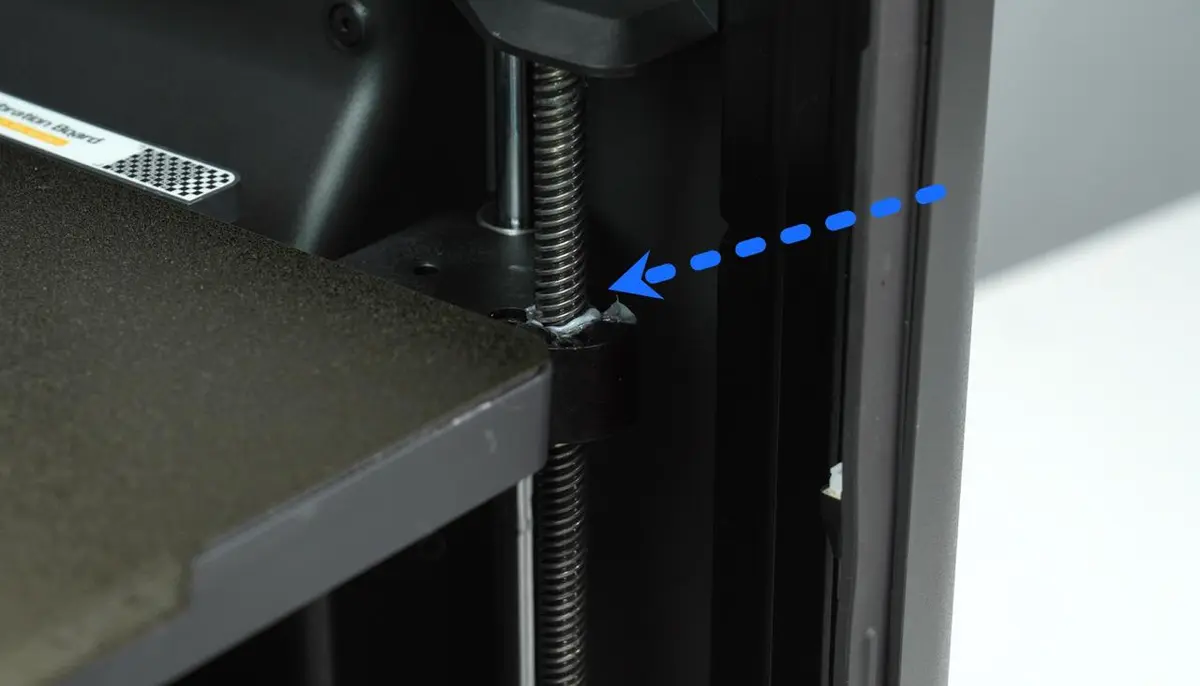
Tør venstre og højre lederskrue, de lineære aksler og varmebordets bageste lederskrue af med en fnugfri klud fugtet med alkohol, og sørg for, at der ikke er rester i gevindgangene. Vær også særligt opmærksom på at rengøre kontaktområderne mellem lederskruemøtrikkerne og deres kontaktflade. Du kan bruge en pincet til at hjælpe med at fjerne filamentrester.
 |
 |
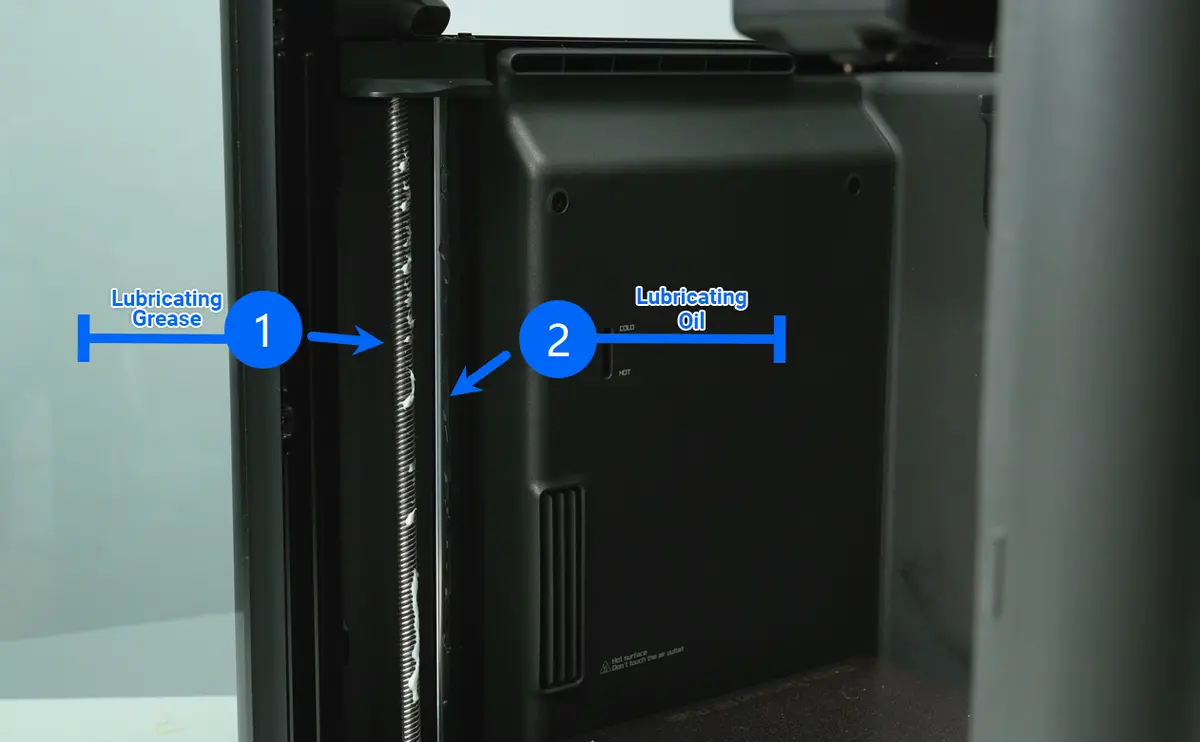
Påfør derefter smørefedt jævnt på alle tre lederskruer, og påfør smøreolie på venstre og højre lineære skinne.
 |
 |
Når trinene ovenfor er gennemført, så flyt varmebordet fra nederste til øverste position og tilbage 3-5 gange via kontrolpanelet for at fordele smørefedtet jævnt på lederskruerne og olien på de lineære aksler.

Efter smøring tørres top og bund af med en fnugfri klud for at fjerne olie, filamentrester og andre fremmedlegemer.
 |
 |
Udfør fuld kalibrering
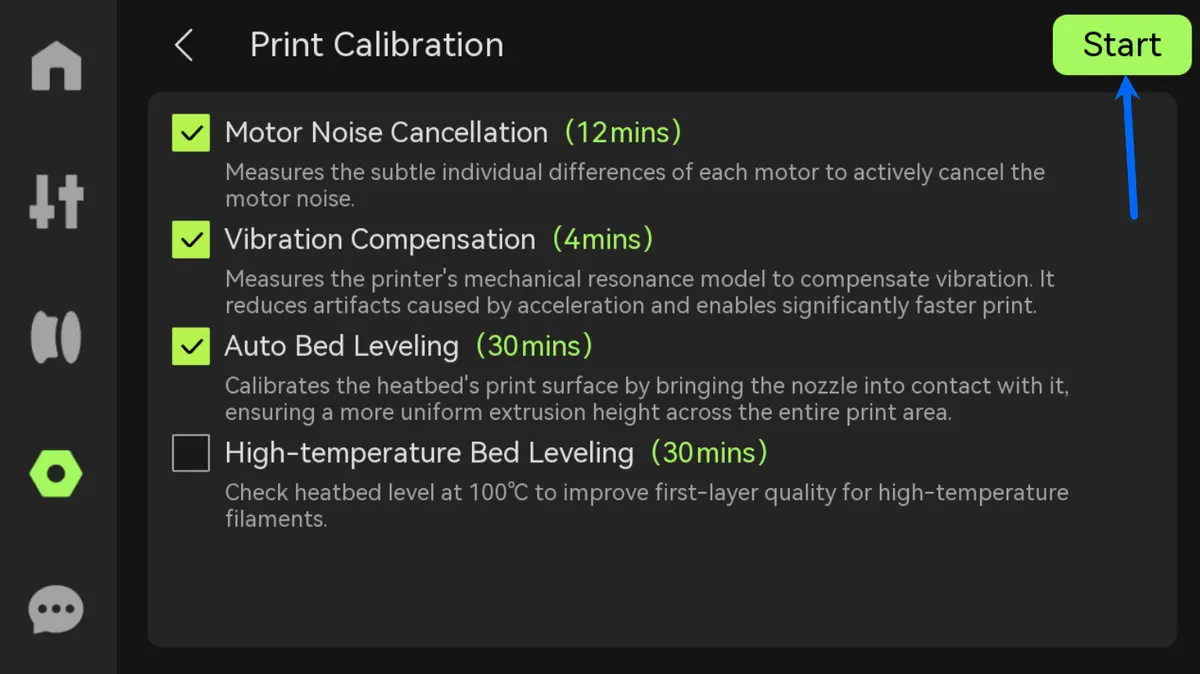
Når du har rengjort og smurt printerens XYZ-akser grundigt, så gå til printerens kalibreringsmenu på skærmen og udfør en fuld kalibrering for at sikre optimal mekanisk koordinering. Det omfatter specifikt:motorstøjsdæmpning, vibrationskompensation og automatisk bordnivellering
Rengøring af hovedekstruderen
Hurtig rengøring
Når du har fjernet PTFE-slangen fra filamentindgangen, hotend-klemmeblokken og venstre hotend, kan du bruge trykluft til at blæse nedad fra den øverste filamentindgang for hurtigt at rense rester ud af ekstruderen.
 |
 |
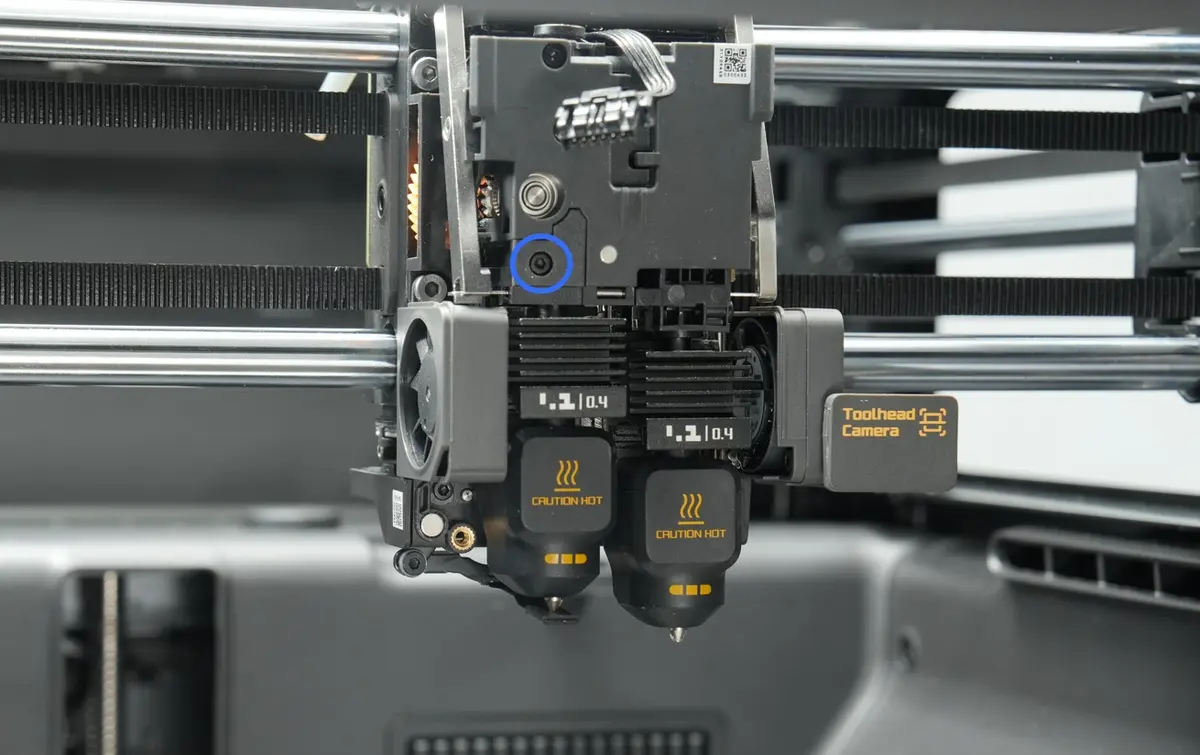
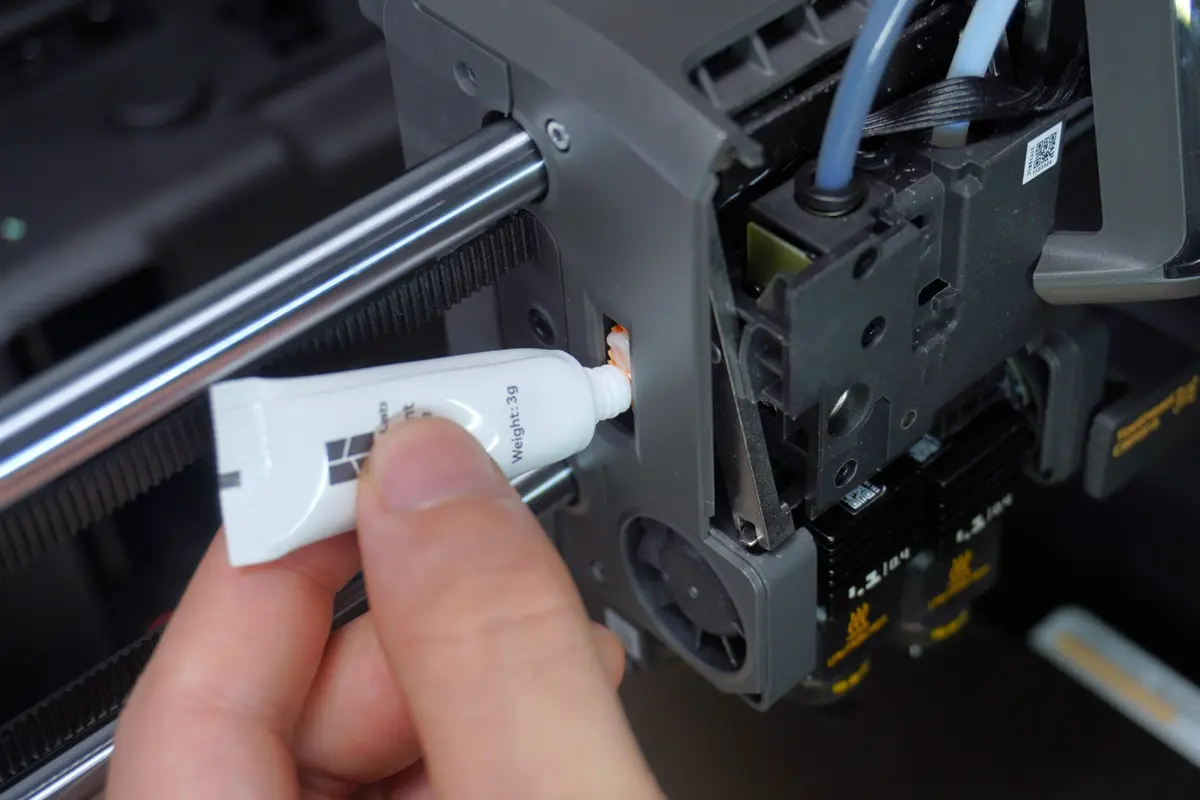
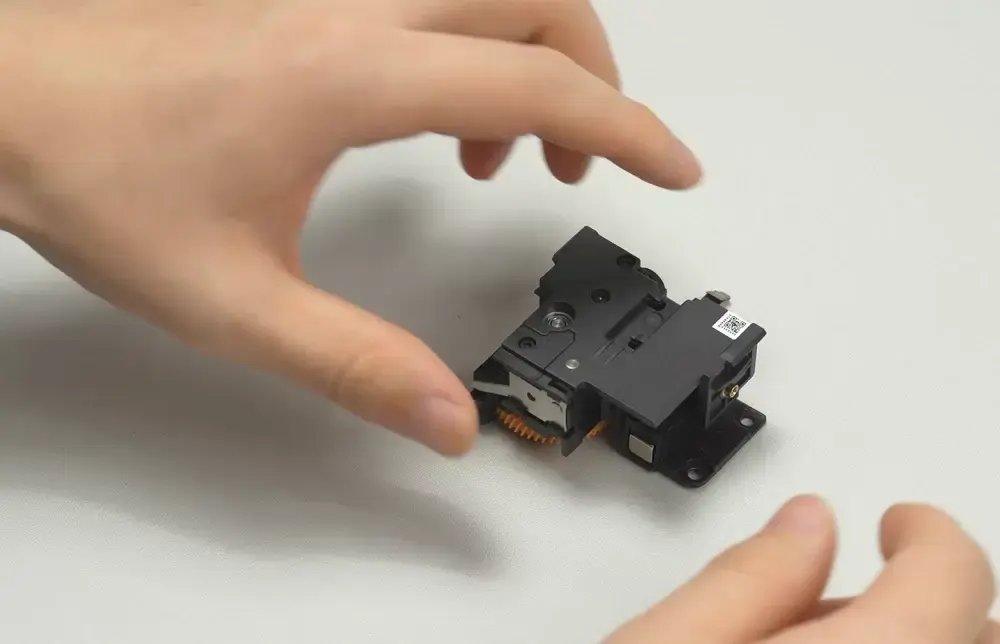
Efter rengøring kan du påføre smøremiddel på tandhjulsområdet på siden af toolhead.
Dyb rengøring
Efter længere tids brug kan ekstruderen samle filamentrester indvendigt og kræver regelmæssig rengøring. Derudover er smøring af tandhjulsoverføringsdelene nødvendig som vedligeholdelse for at mindske slid på tandhjulene.
Du finder detaljerede trin til afmontering og montering af ekstruderens tandhjul i Rengøring og vedligeholdelse af tilstoppet X2D-ekstruder.
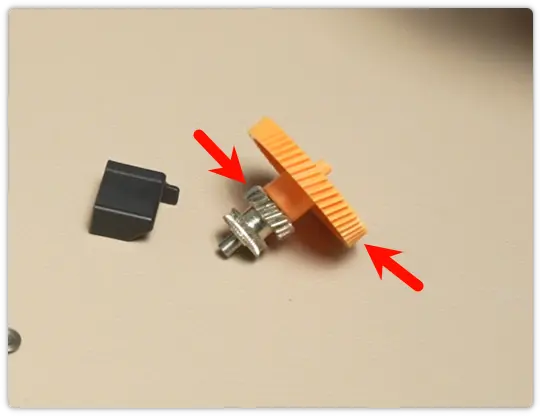
Åbn ekstruderhuset og fjern ophobede filamentrester og urenheder indvendigt.
Påfør smørefedt på de følgende to tandhjulsoverføringsområder for at mindske slid på tandhjulene.
Rengøring af byggeplade
X2D-printeren leveres med en standard Bambu Textured PEI Plate, som er fremstillet ved at sprøjte PEI-materiale på en plade af rustfrit stål. Den understøtter en bred vifte af almindelige filamenttyper og kræver ikke lim ved print af PLA for at bevare optimal filamentvedhæftning på byggepladen. Derfor anbefales det at rengøre den regelmæssigt.
Du finder vejledning til rengøring af PEI-byggepladen i denne wiki: Rengøringsguide til Bambu Textured PEI Plate

Efter rengøring må du ikke røre byggepladens overflade med fingrene, da hudfedt kan påvirke filamentvedhæftningen.
Rengør Live View-kameraet
Efter længere tids brug kan der samle sig aflejringer af flygtige partikler på kameralinsen, hvilket giver slørede billeder under fjernovervågning. Det anbefales at rengøre kameraet hver sjette måned. Ved meget flygtige materialer, som ABS, bør rengøringsintervallet være kortere.

Udskift det aktive kulfilter
Når filteret er stærkt forurenet, anbefales det at udskifte det med det samme for at bevare filtreringseffektiviteten. Åbn dækslet til det aktive kulfilter ved at frigøre låsetappen i siden, og fjern derefter filteret ved hjælp af det øverste og nederste håndtag.
 |
 |
Hvis filterdækslet er stærkt tilsmudset, og rengøring ikke virker, så skyl det under rindende vand og skrub det med en børste.Bemærk: Sørg for, at filterdækslet er helt tørt efter rengøring, så restfugt ikke påvirker de nærliggende elektroniske komponenter.
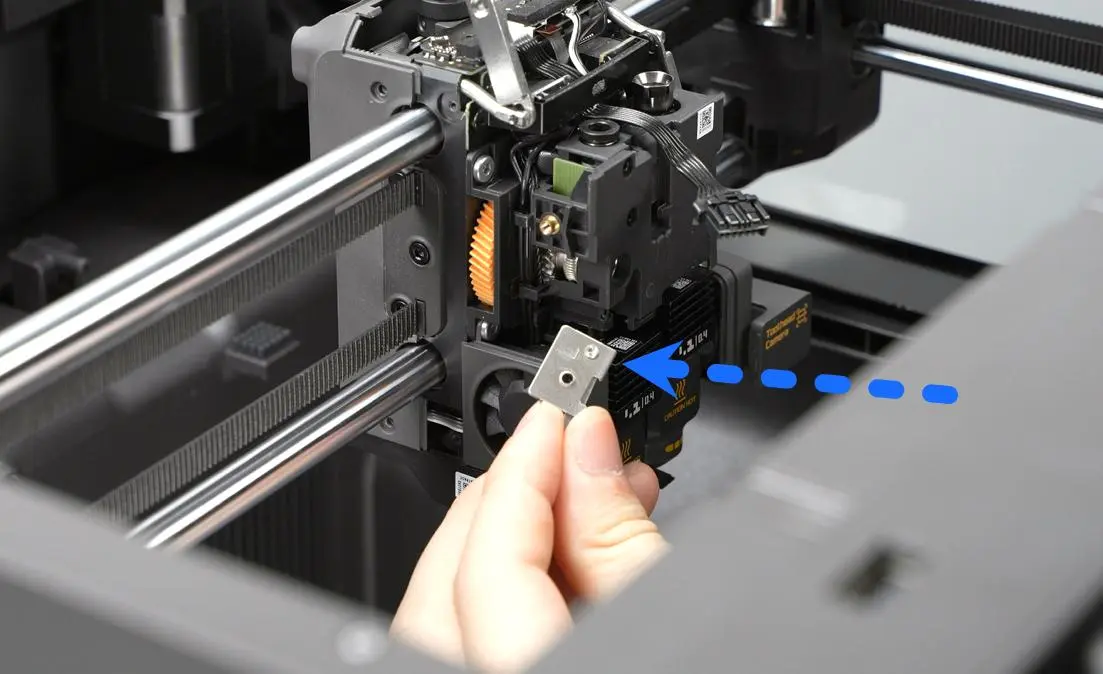
Udskift silikone-dyseviskeren
Silikone-dyseviskeren bruges til at fjerne restmateriale fra dysen. Hvis silikone-dyseviskeren er beskadiget eller deformeret, bør den udskiftes med det samme for at sikre effektiv rengøring af dysen.
 |
 |
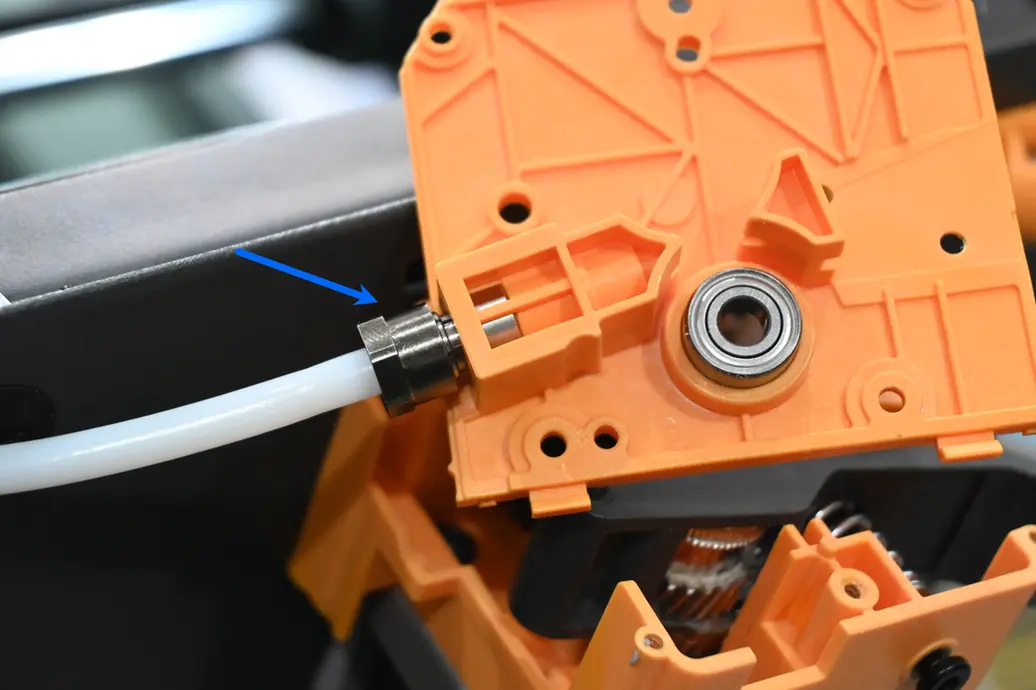
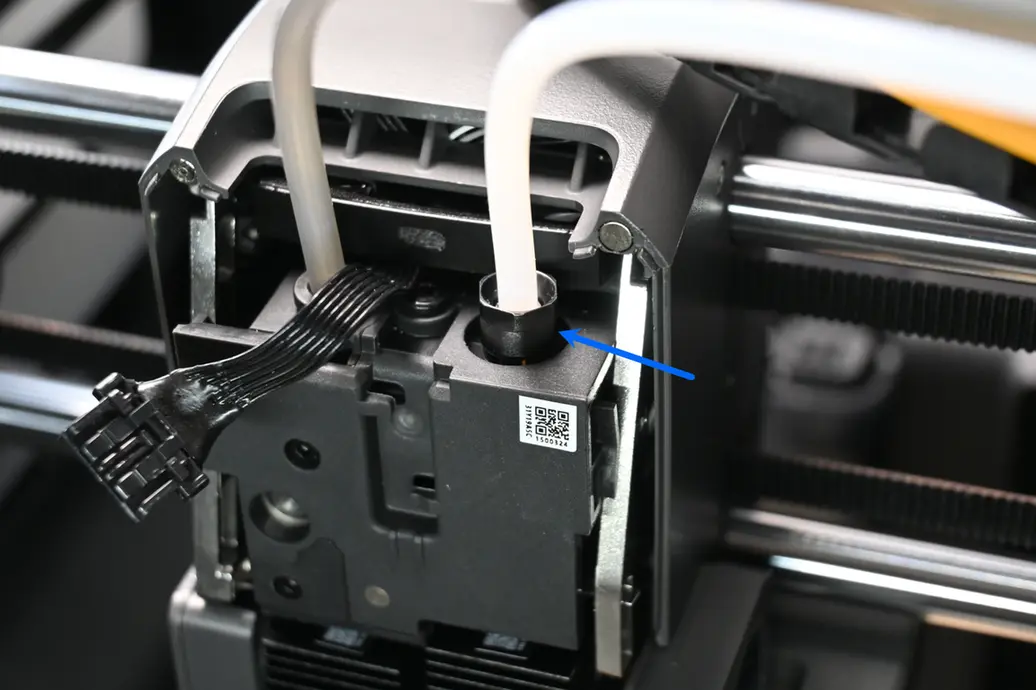
Udskift PTFE-slangen på den ekstra ekstruder/hotend
PTFE-slangen ved både den ekstra ekstruders udgang og filamentindgangen på toolheadens højre hotend er fastgjort med en PTFE-slange-låsemøtrik. Med tiden kan slangen gradvist løsne sig og forskyde sig, hvilket giver slid på det stykke, der klemmes af fittingen. Det kan føre til stringing, dårlig retraktion og forringet printkvalitet.
Hvis PTFE-slangen kan bevæge sig op og ned, mens PTFE-slange-låsemøtrikken er spændt, betyder det, at slangens ende er slidt og ikke kan klemmes ordentligt fast. Det anbefales at udskifte PTFE-slangen straks for at sikre printkvaliteten.
 |
 |
Vedligeholdelse af toolheadens filamentklipper
Toolheadens filamentklipper bruges til at klippe filamentet over under materialeskift. Med tiden bliver knivbladet slidt og sløvt, hvilket giver højere klippemodstand. Hvis der ofte sker fejl ved unload under AMS-drift, skyldes det som regel, at filamentklipperens knivblad ikke klippede filamentet helt over. I så fald skal du først tjekke knivbladets tilstand
-
Almindelige filamenter (som PLA, PETG, ABS, PC osv.): Det anbefales at tjekke knivbladets skarphed for hver 8-12 ruller filament og udskifte det straks, hvis det er sløvt.
-
Ved filamenter med højt slid (PA+CF, PA+GF, PPA+CF osv.) tjekkes knivbladet for hver 6-10 ruller og udskiftes efter behov.
Du finder detaljerede trin til udskiftning af knivbladet i Udskiftningsguide til filamentklipper.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides