P2S - anbefalinger til regelmæssig rengøring og vedligeholdelse
Rengøring og smøring af XYZ-akse
Smøreplan
Afhængigt af printerens anvendelsesfrekvens anbefales følgende vedligeholdelsescyklusser:
-
Høj-frekvent brug (gennemsnitlig daglig printtid på mindst 5 timer): Udfør fuld rengøring og smøring af XY-aksen én gang om måneden; udfør dyb Z-aksevedligeholdelse hver 3. måned.
-
Almindeligt brug (gennemsnitlig daglig printtid på 1-5 timer): Vedligehold XY-aksen hver 2. måned; vedligehold Z-aksen hver 4. måned.
-
Lavfrekvent brug (gennemsnitlig daglig printtid under 1 time): Vedligehold XY-aksen hver 3. måned; vedligehold Z-aksen hver 5. måned.
Nødvendige materialer
- Smøreolie
- Fedt
- Ikke-vævet klud
- Alkohol
- Handsker
Sikkerhedsadvarsel
VIGTIGT!
Det er afgørende at slukke for printeren, inden du udfører vedligeholdelsesarbejde, herunder arbejde på printerens elektronik og ledninger til printhovedet. Udførelse af opgaver med printeren tændt kan forårsage kortslutning, elektronisk beskadigelse og sikkerhedsrisici.
Under vedligeholdelse eller fejlfinding kan det være nødvendigt at adskille dele, herunder hotenden. Dette eksponerer ledninger og elektroniske komponenter, der kan kortslutte, hvis de berører hinanden, andre metaldele eller elektroniske komponenter, mens printeren stadig er tændt. Dette kan forårsage skader på printerens elektronik og yderligere problemer.
Det er derfor afgørende at slukke for printeren og frakoble den fra strømkilden, inden du udfører vedligeholdelse. Dette forhindrer kortslutninger og skader på printerens elektronik og sikrer sikker og effektiv vedligeholdelse.
Smøring og vedligeholdelse af X-aksen
Tør X-aksens stænger langs hele deres længde, indtil der ikke er synlige oliepletter eller filamentresiduer. Inspicér samtidig bælterne; er de snavsede, rengøres de med en ikke-vævet klud.
Påfør smøreolie jævnt langs stangen med dryp-metoden (1-2 dråber pr. 5 cm). Begge stænger, øvre og nedre, skal behandles.
Påfør ikke fedtsmøremiddel

Bevæg manuelt printhovedet frem og tilbage langs hele X-aksen 3-5 gange for at sikre, at olien danner en jævn film på stangen.
Tør herefter forsigtigt stangernes ender af med en fnugfri klud for at fjerne overskydende olie og forhindre støvansamling.
 |
 |
Bevæg printhovedet langsomt, så grafitbøsningen kan absorbere smøreolien fuldt ud. Bevæger du det for hurtigt, kan smøreolien skubbes direkte ud til rammen, hvilket forringer smøreeffekten.
Smøring og vedligeholdelse af Y-aksen
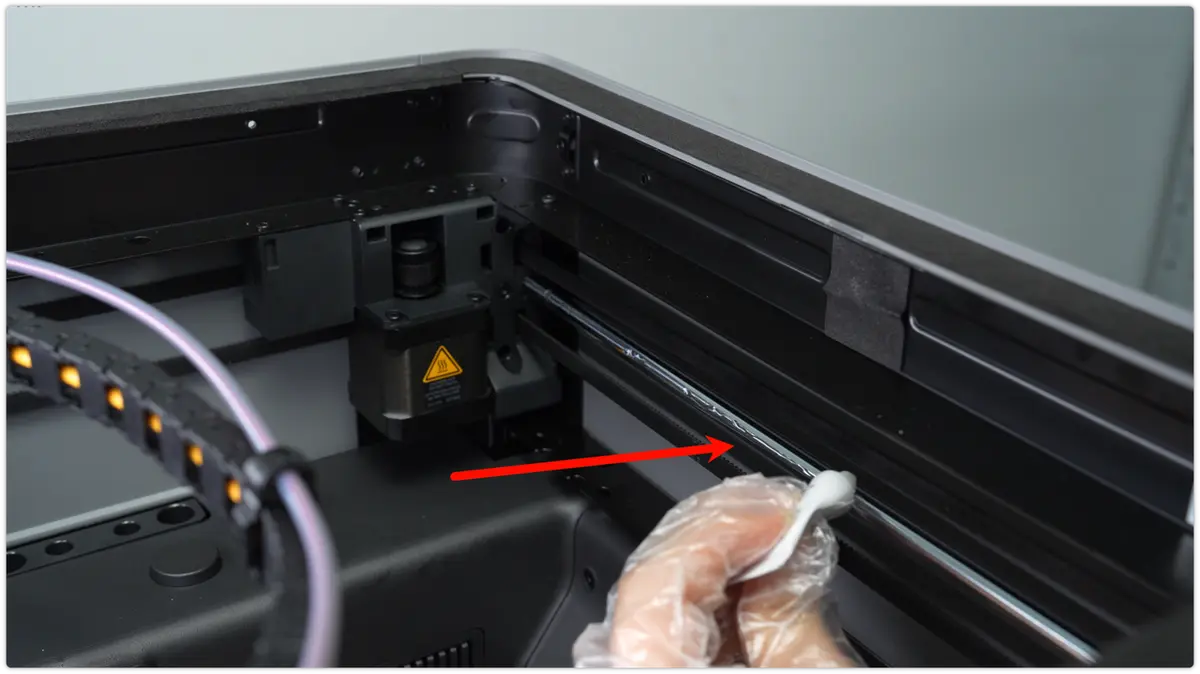
Brug en ikke-vævet klud fugtet med alkohol til grundigt at aftørre begge sider af Y-aksens stænger.

Påfør smøreolie på stængerne efter rengøring (samme mængde som for X-aksen).
Påfør ikke fedtsmøremiddel
Bevæg manuelt printhovedet frem og tilbage langs Y-aksen 3-5 gange, så olien kan trænge ind i lejesene.

Tør overskydende olie af med en fnugfri klud, hvis der er for meget.
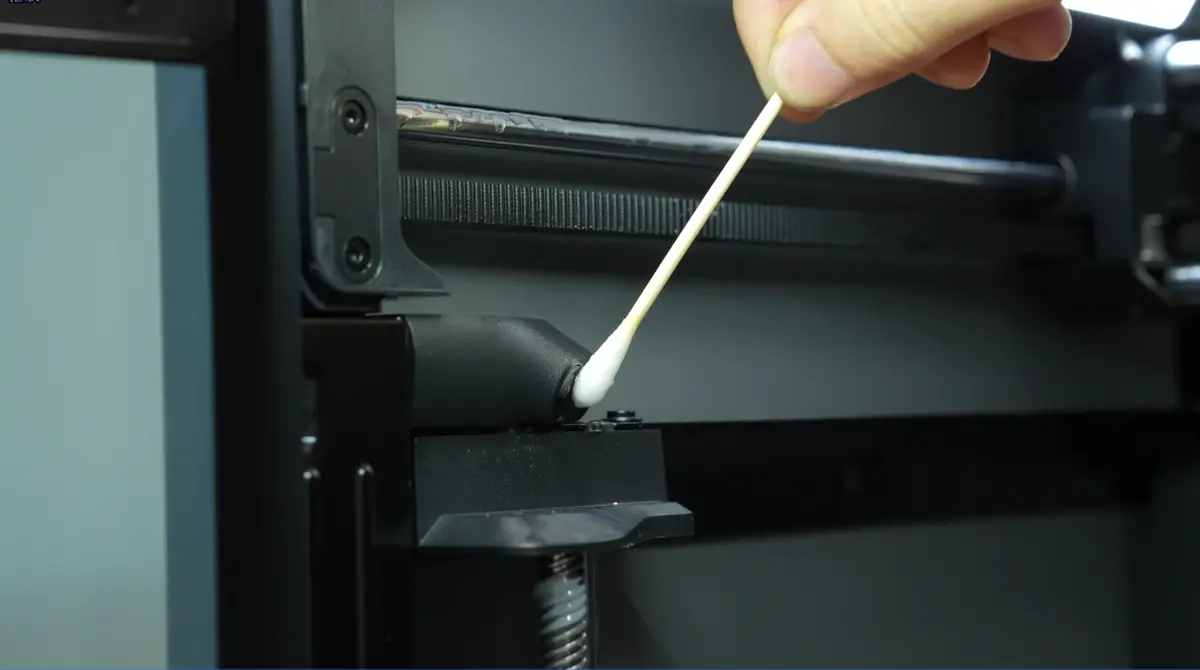
Smøring og vedligeholdelse af Z-aksen
Bemærk: I sjældne tilfælde kan Z-bæltet afgive en knitrende lyd under bevægelse. Det kan hjælpe at påføre en enkelt lille dråbe olie på kontaktpunktet mellem bæltet og Z-bæltespænderens løbehjul. Brug kun en minimal mængde. For meget smøring kan forstyrre Z-aksens funktion.
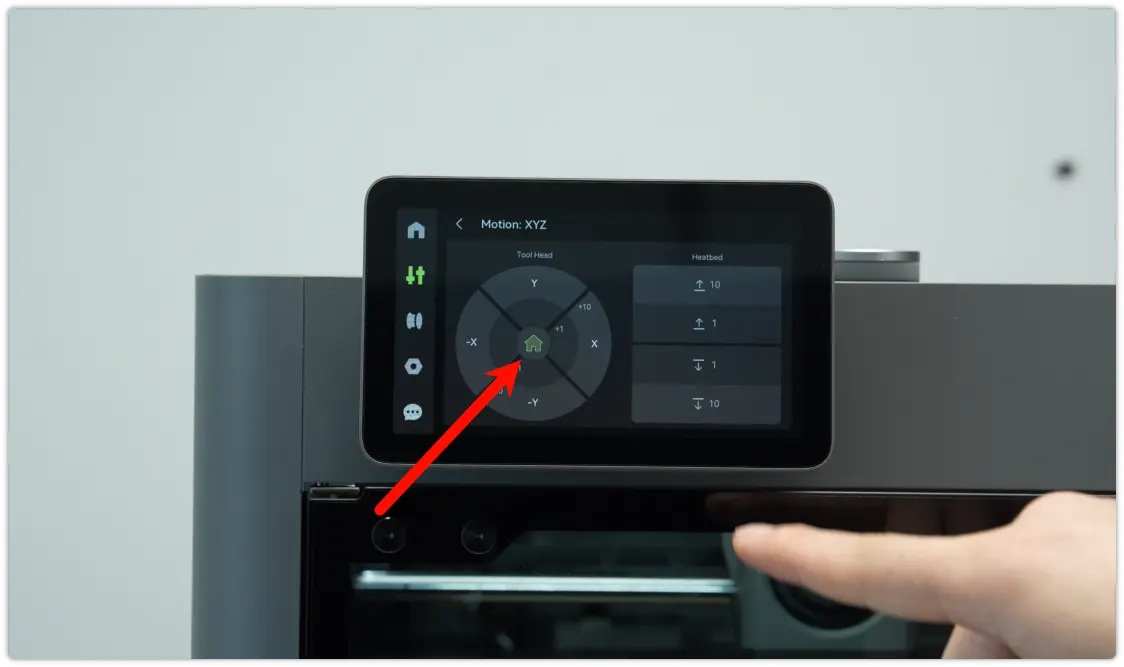
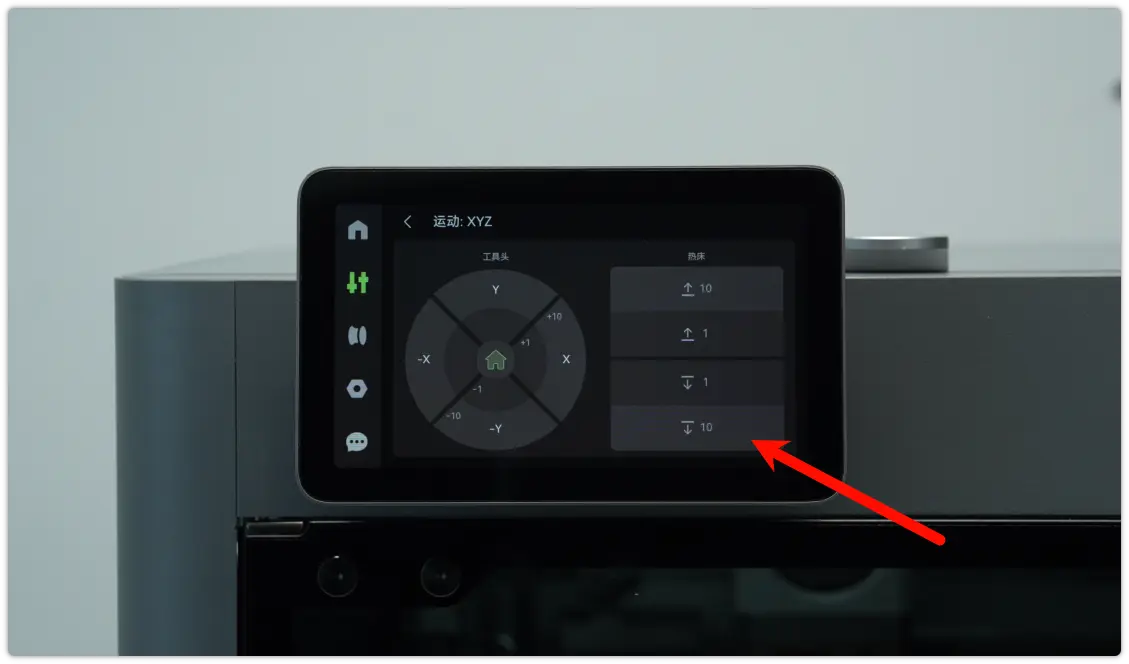
Tænd for printeren, udfør kommandoen "Home" på kontrolpanelet, vent til byggepladen vender tilbage til sin mekaniske hjemposition, og brug derefter ned-knappen til at sænke byggepladen til det laveste punkt.
 |
 |
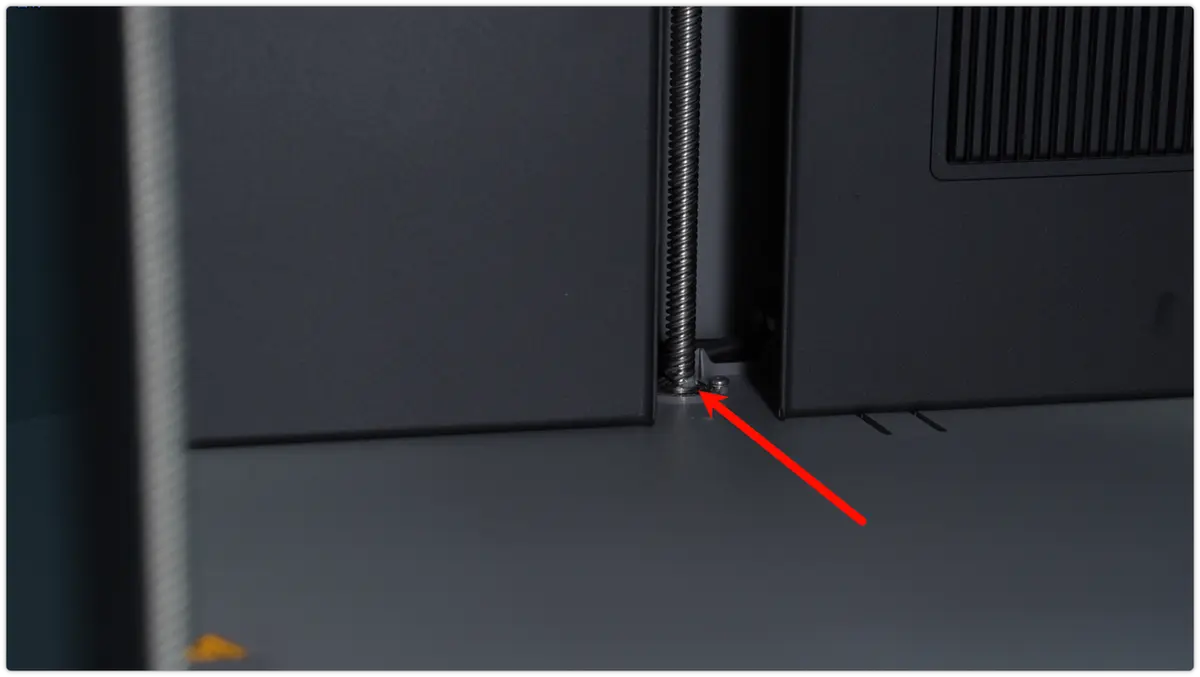
Brug en alkoholfugtet ikke-vævet klud til at rengøre de venstre og højre Z-akse-spindler, styreskinne og den bageste sengetapindel. Sørg for, at der ikke er rester i gevindganene. Vær særlig opmærksom på spindelmøtrikken og dens kontaktområde; brug pincet til at fjerne filamentresiduer om nødvendigt.
 |
 |
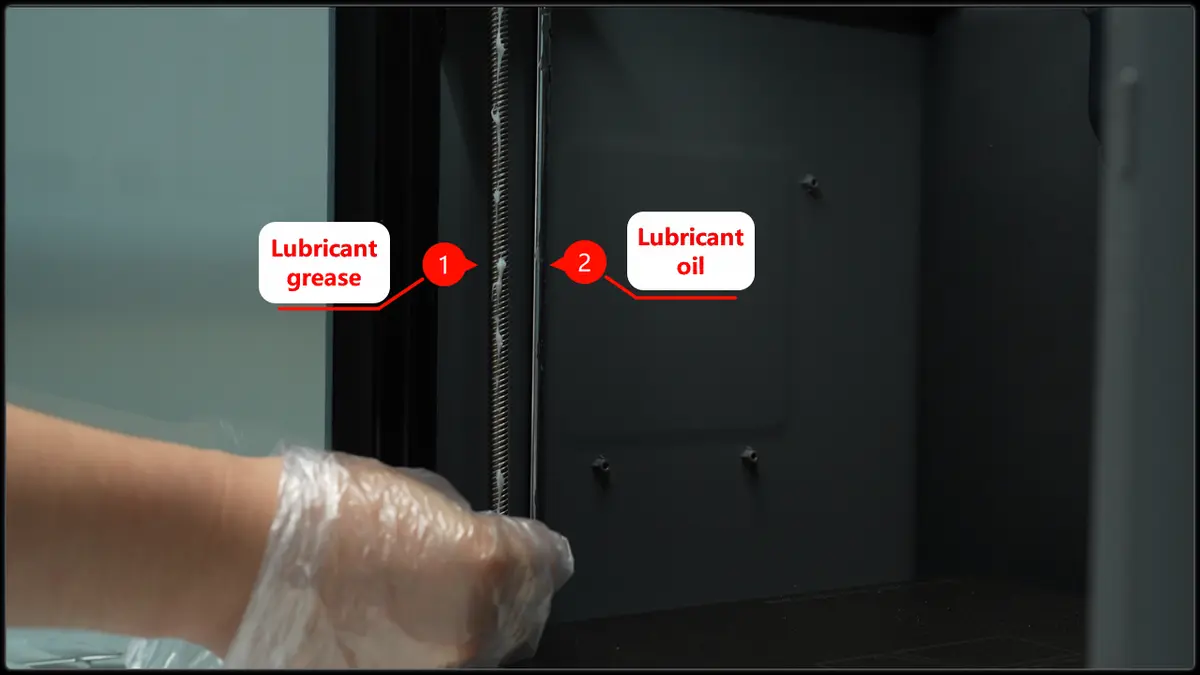
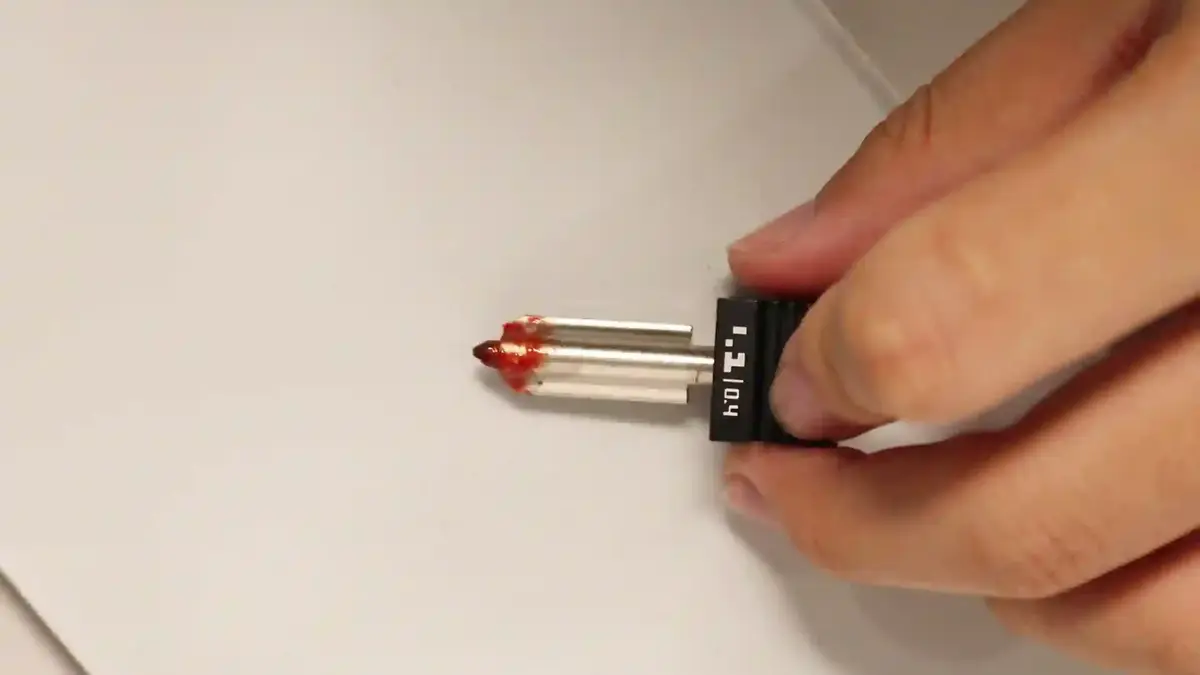
Påfør fedt jævnt på alle tre spindler og smøreolie på de venstre og højre styreskinne.
 |
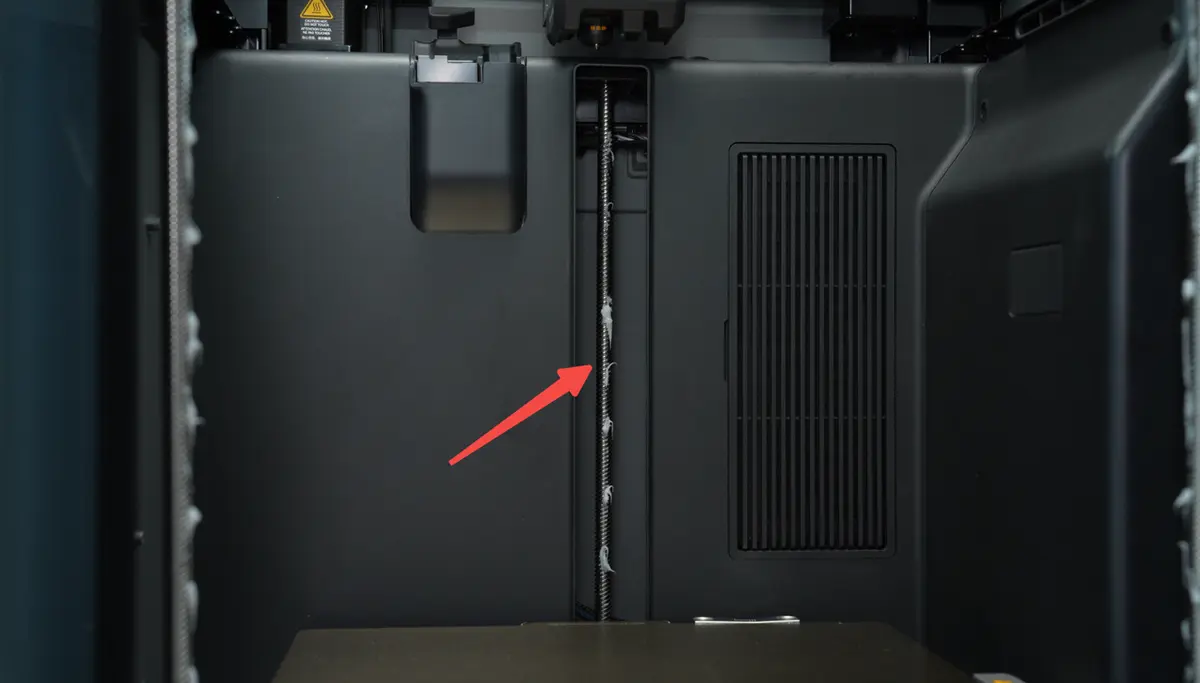 |
Brug derefter kontrolpanelet til at bevæge pladen fra den laveste til den højeste position og tilbage 3-5 gange for at fordele fedt og olie jævnt.

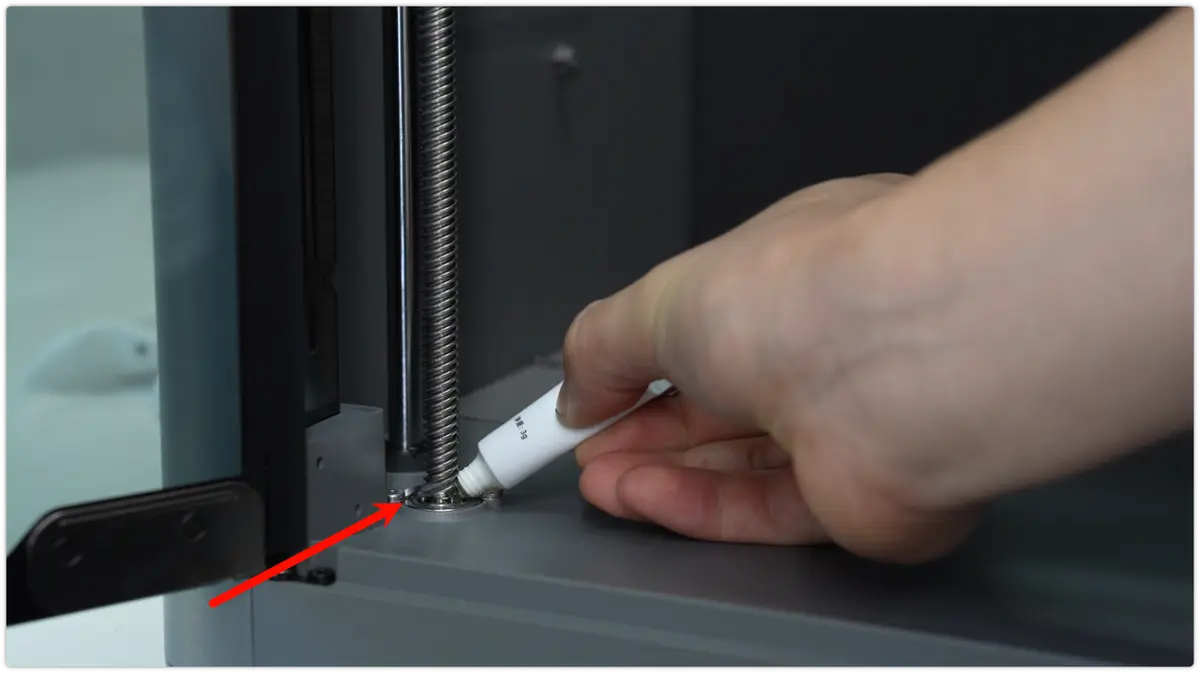
Smør Z-aksens lejer ved at påføre olie i bunden af alle tre spindler. Fjern eventuelt snavs med en ikke-vævet klud.
 |
 |
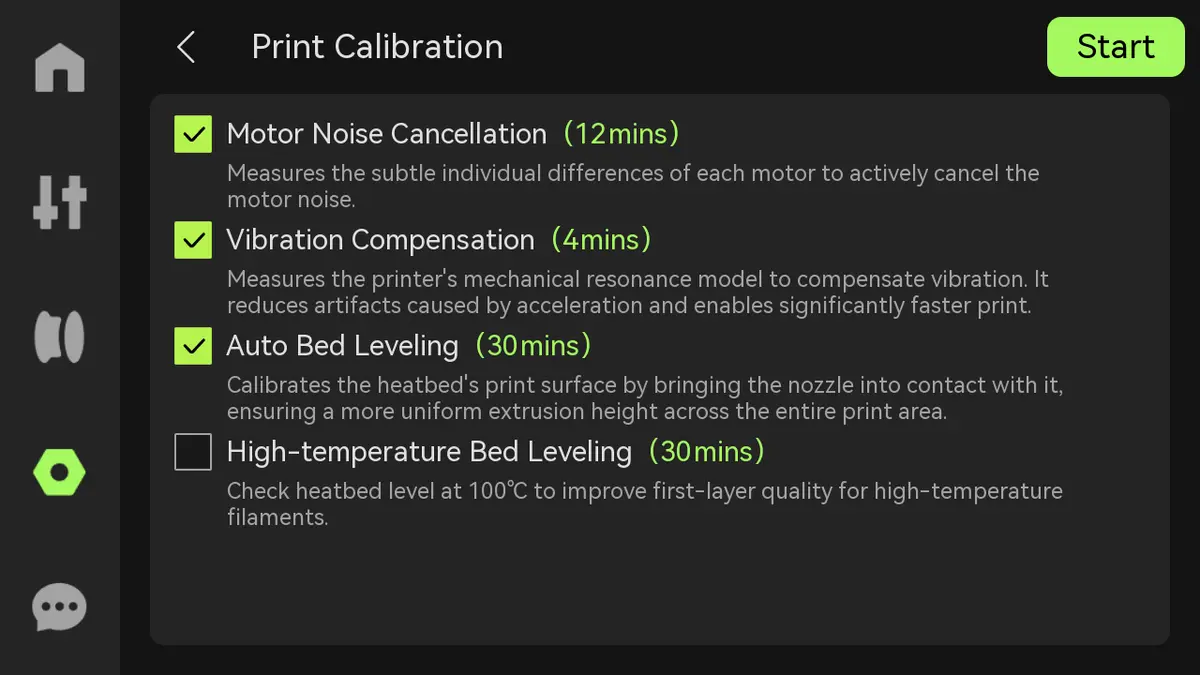
Fuld kalibrering
Efter rengøring og smøring af XYZ-akserne bør du udføre en fuld kalibrering via enhedsgrænsefladen for at sikre optimal mekanisk koordination. Dette inkluderer: motorstøjdæmpning, vibrationskompensation og automatisk pladenivelering.
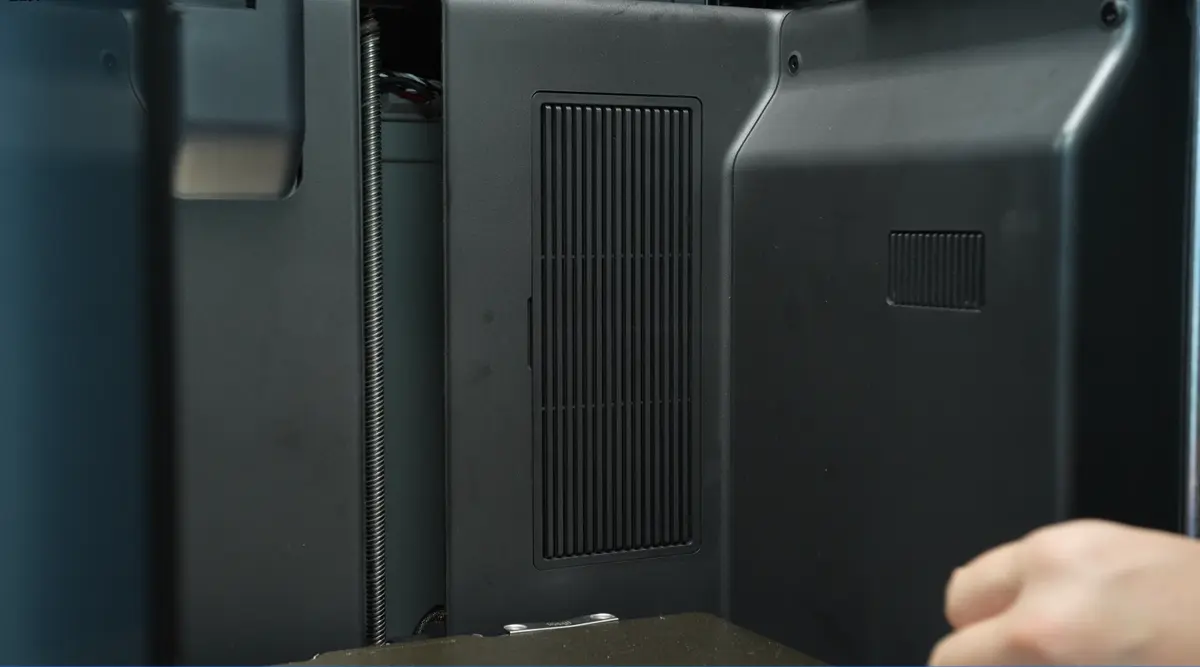
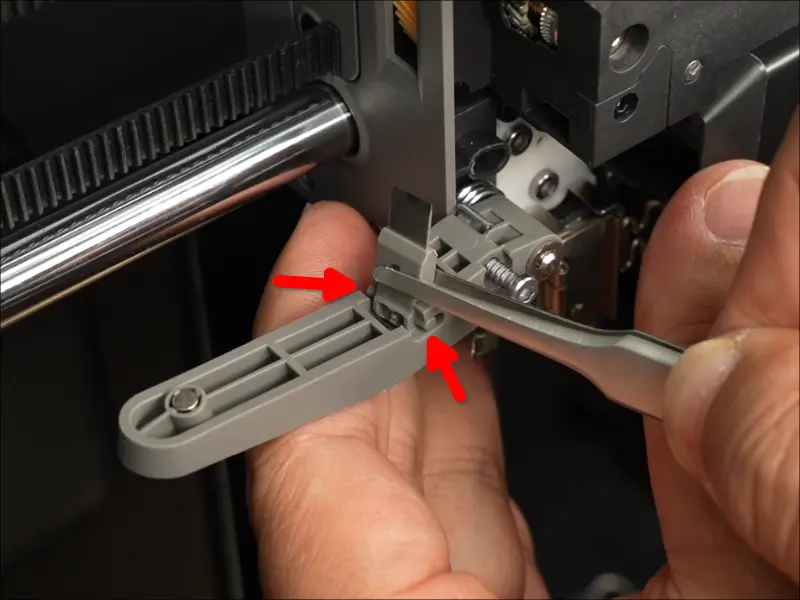
Udskiftning af aktivt kulfilter
Udskift filteret, når det er kraftigt tilsnavset, for at bevare filtreringseffektiviteten. Åbn filterdækslet via sideclipsen, og træk filteret ud ved hjælp af håndtagene øverst og nederst.
 |
 |

Hvis dækslet er tilsnavset med støv eller rester og ikke kan rengøres normalt, skylles det under rindende vand og skrubbes med en børste. Vigtigt: Sørg for, at det er fuldstændig tørt inden genmontering, da eventuelt fugt kan påvirke nærliggende elektroniske komponenter.
Rengøring af ekstruderer
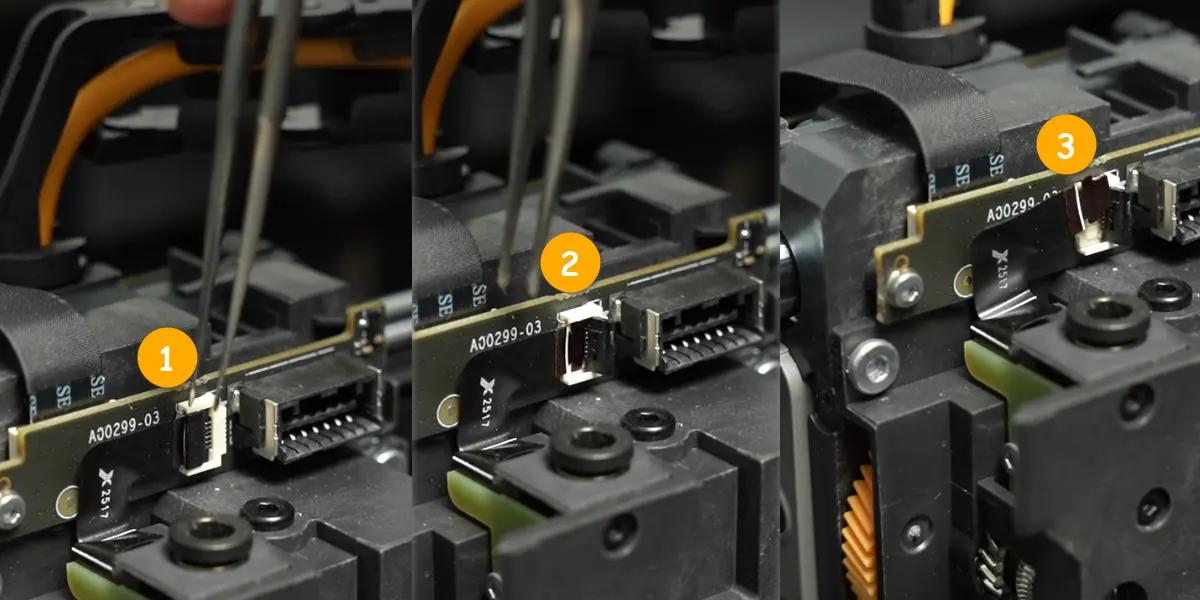
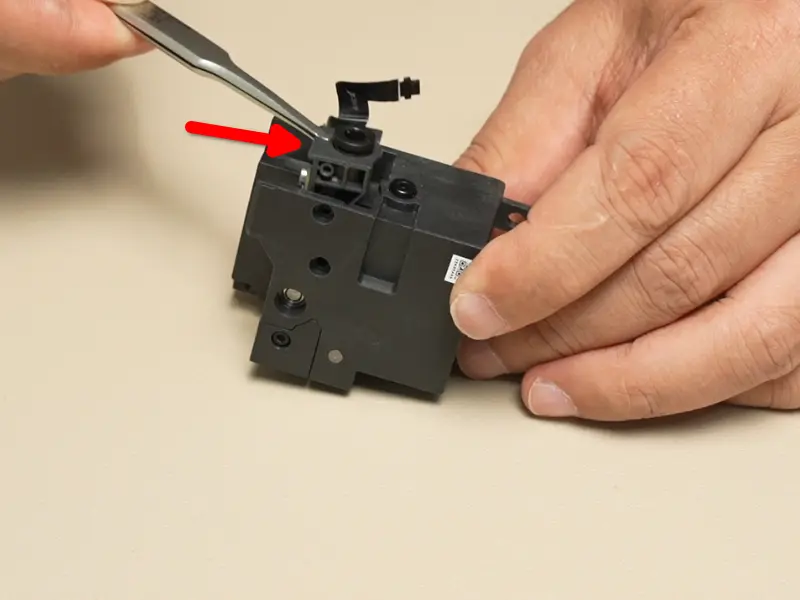
- Brug pincet til at åbne stikdækslet og afbryde filament-sensorkablet.
Bemærk: Der kan sidde lim på stikdækslet, som sikrer kabelforbindelsen; brug en spids pincet til at skære igennem limen og fjerne det forsigtigt. Vær forsigtig ved afbrydelse af dette FPC-kabel for at undgå skader forårsaget af for meget kraft.
-
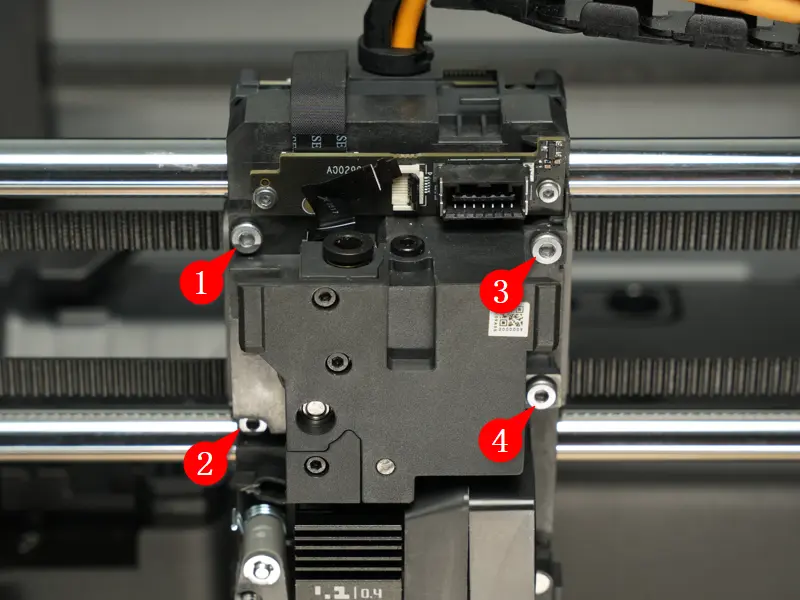
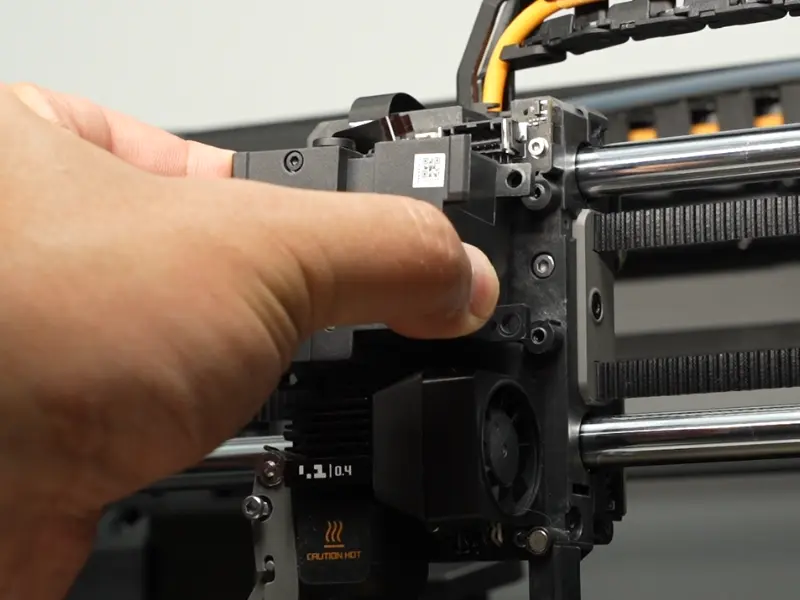
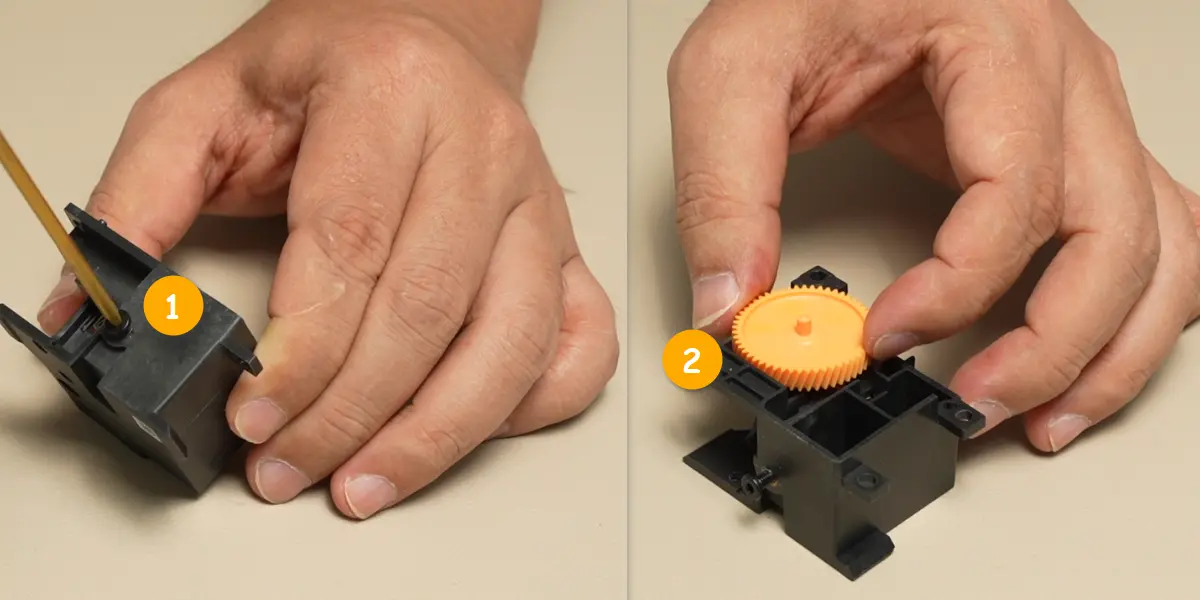
Fjern 4 skruer med en H2,0 unbrakonøgle og tag ekstruderen af.
-
Fjern 2 skruer med en H1,5 unbrakonøgle for at afmontere Hall-kontaktkortet.
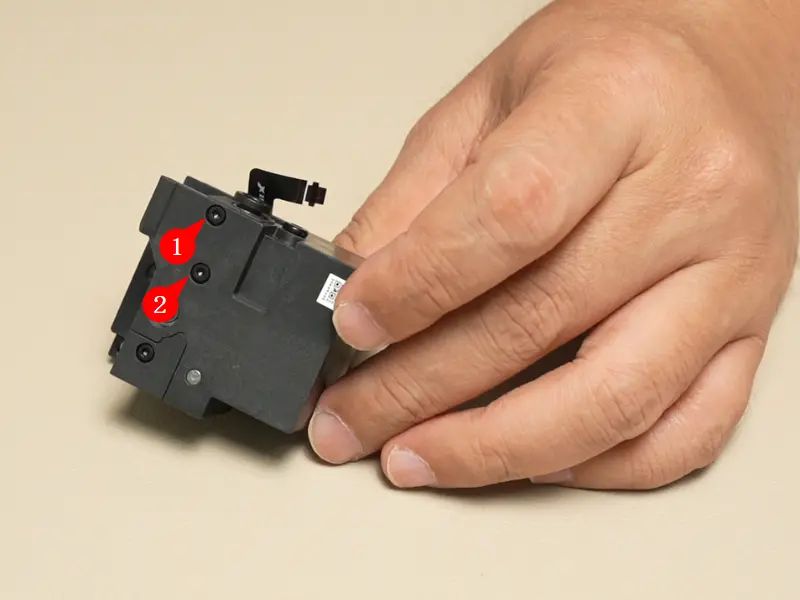
Ekstruderen indeholder små dele; placer dem på en ren overflade med tandhjulene opad.
-
Løsn 1 skrue med en H2,0 unbrakonøgle og fjern det gule drivtandhjul.
-
Påfør fedtsmøremiddel på de to tandhjulspositioner som vist nedenfor. Påfør ikke for meget, da stænk på filamentet giver dårlig vedhæftning.
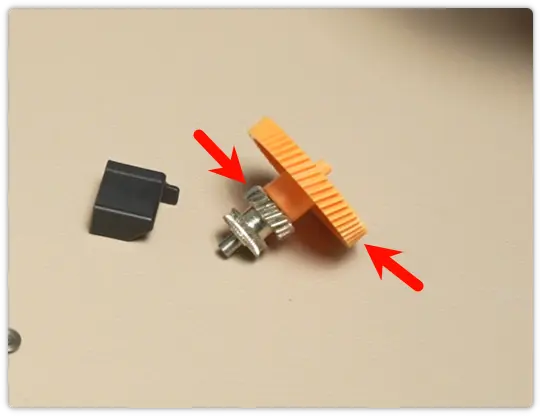
Detaljeret vejledning til adskillelse af ekstruderens tandhjul findes i P2S Ekstruder-adskillelsesguiden.
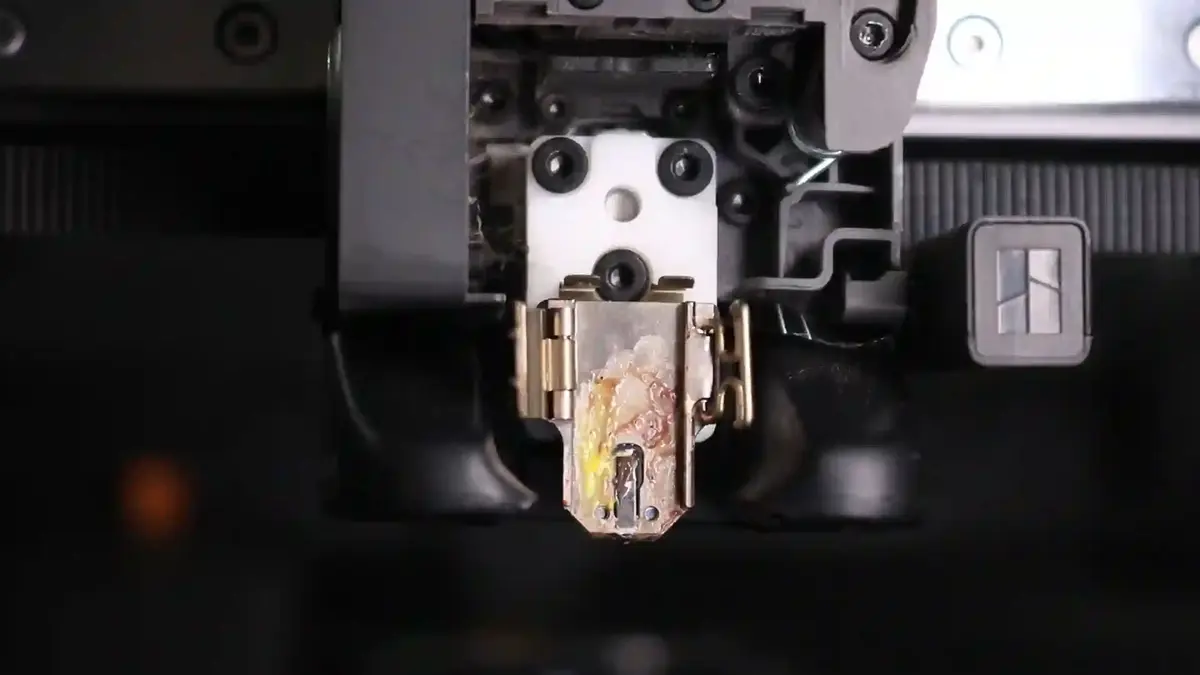
Dysrengøring
Opvarm dysen til ca. 250 °C på skærmen, fjern den forsigtigt, og tør den af med et rent stykke køkkenrulle.
Bær varmebestandige handsker under rengøringen; pas på forbrændinger ved høje temperaturer.
Sørg efter dysrengøringen for, at varmeblokkens temperatur på skærmen stadig holder 250 °C, og rengør derefter overfladen af varmeblokken.
H2S og P2S har strukturelt lignende varmeblokke; rengøringsproceduren er identisk.
Vedligeholdelse af printhoved-ventilatorer
P2S's printhoved er udstyret med en dele-kølingsventilator og en hotend-ventilator. Støv kan samle sig på disse ventilatorer efter længere tids brug og potentielt forårsage reduceret ventilatorhastighed.
 Dele-kølingsventilator |
 Hotend-ventilator |
- Vedligeholdelsesværktøj: Pincet, pensel, fnugfri klud
- Vedligeholdelsesprocedure: Rengøring
- Dele-kølingsventilator: Efter længere tids brug kan støv eller snavs samle sig inde i ventilatoren. Fjern de fire skruer på bagsiden, og skub forsigtigt ventilatoren ud ved at trykke på ventilatorbladene med fingrene inden rengøring.

- Hotend-ventilator: Se Vejledningen til udskiftning af hotend-varmeenhed og kølingsventilator til P2S for at fjerne hotend-ventilatoren. Kontroller for snavs eller støvopbygning inde i ventilatoren, og rengør den efter behov.
Vedligeholdelse af printhoved-skærer
Printhoved-skæreren trimmer filament ved materialeskift. Bladene kan sløves over tid og bør kontrolleres regelmæssigt.
- For PLA/PETG/ABS/PC: kontroller for hver 8-12 spoler. Udskift hvis sløvt.
- For abrasive filamenter (PA+CF/PA+GF/PPA+CF): kontroller for hver 4-10 spoler. Udskift hvis sløvt.
Detaljerede udskiftningstrin: Vejledning til udskiftning af skærerblad
Rengøring af live view-kamera
Efter længere tids brug kan VOC-partikler samle sig på kameralinsen og forårsage slørede fjernvisninger. Rengør kameraet hvert halve år.
Udskiftning af dyse-aftørringsklud
Dyse-aftørringskluden fjerner resterende materiale fra dysen. Udskift den, hvis den er beskadiget eller deformeret, for at bevare dysens renlighed.

Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til P2S-guides