A2L luftprint- og filamentfiltrings-detektering
Oversigt
For at sikre en kontinuerlig og paalidelig printproces og undgaa printfejl foraarsaget af unormal filamentekstrudering er A2L-printeren udstyret med funktionerne luftprint-detektering og filamentfiltrings-detektering. Disse to funktioner arbejder sammen og overvaager filamentfremfoeringen i realtid via flere sensorer og intelligente algoritmer.
- Luftprint-detektering: Bruges primaert til at haandtere situationen med "luftprint", hvor dysen ikke kan ekstrudere filament normalt paa grund af tilstoppet hotend, slidt filament/unormal diameter, forkert temperaturindstilling og andre aarsager. Naar unormal ekstrudering registreres, saetter systemet printet paa pause og udloeser en alarm.

- Filamentfiltrings-detektering: Bruges primaert til at forhindre fremfoeringsfejl, saasom filtring og fastklemning af filament paa den eksterne spole eller i AMS. Naar en unormal stigning i modstand i fremfoeringsbanen registreres, saetter systemet printet paa pause og advarer om risiko for filamentfiltring.
A2L anvender flere detekteringsmetoder, der arbejder sammen alt efter fremfoeringsmetode og hardwarekonfiguration, for at sikre en grundig og noejagtig detektering.
| Fremfoeringsmetode | Luftprint-detektering | Filamentfiltrings-detektering |
|---|---|---|
| AMS lite | AMS (kilometertaellerhjul) | Filament Hub buffermodul |
| AMS / AMS 2 Pro / AMS HT | AMS (kilometertaellerhjul) | AMS (motor) |
| Ekstern spole | Servo-ekstruderingsmotor | Filament Hub buffermodul |
Filament Hub buffermodul (filamentfiltrings-detektering)
Detekteringsprincip
A2L'ens filament hub er opbygget med en fjeder, en glider med en magnet og en filamentsensor.
 |
 |
Filamentsensoren integrerer sensorer til buffering og filamentfiltrings-detektering, som bruges til at realisere buffer- og filamentfiltrings-funktionerne.
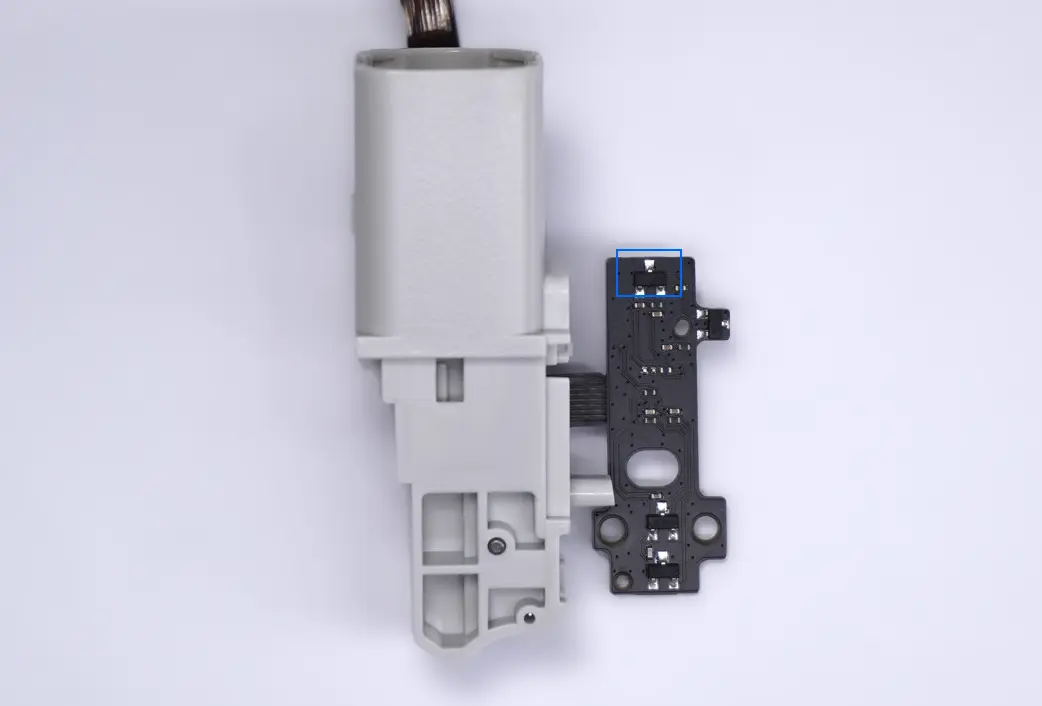
Under normal fremfoering er fjederen inde i modulet i balance. Naar modstanden i den opstroems fremfoeringsbane stiger unormalt, for eksempel hvis den eksterne spole er filtret, filamentet er klemt fast, eller PTFE-slangen er boejet for meget, fortsaetter ekstruderen med at forbruge det filament, der er reserveret i filament hub buffermodulet, saa den indvendige fjeder presses sammen, glideren bevaeger sig tilsvarende, og magneten naermer sig gradvist filamentsensoren. Systemet vurderer, om fremfoeringsmodstanden er unormal, ved at registrere glideres positionsaendring. Naar sammenpresningen overstiger graensevaerdien, fastslaar systemet, at der er risiko for filamentfiltring eller fastklemning, og udloeser en alarm.
Ud over detekteringsfunktionen har fjederen i sig selv ogsaa en kortvarig buffereffekt, som kan fortsaette med at levere en lille maengde filament til ekstruderen, naar den opstroems fremfoering kortvarigt blokeres, og derved reducere sandsynligheden for oejeblikkelige printfejl.
Funktionsindstillinger
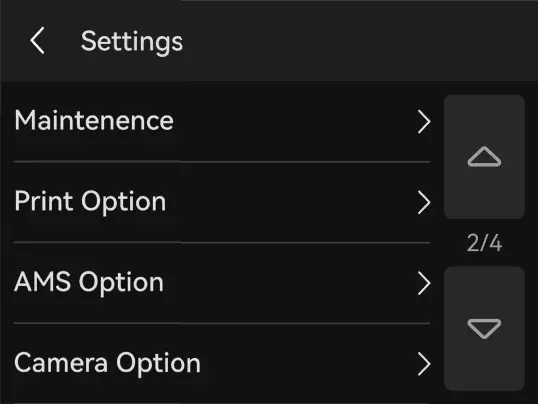
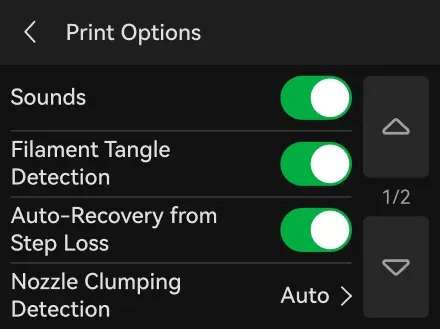
Denne funktion kan indstilles manuelt paa printerens skaerm: Indstillinger > Printindstillinger. Ved print med ekstern spole eller AMS lite er funktionen aktiveret som standard.
 |
 |
Anvendelse og forholdsregler
Bemaerk: Filamentfiltrings-detektering udfoeres ikke ved print med fleksible filamenter, hvilket kan foere til, at en fejl ikke registreres. Fleksible filamenter omfatter TPU, TPE eller fugtige vandoploeselige filamenter samt PVA-filamenter.
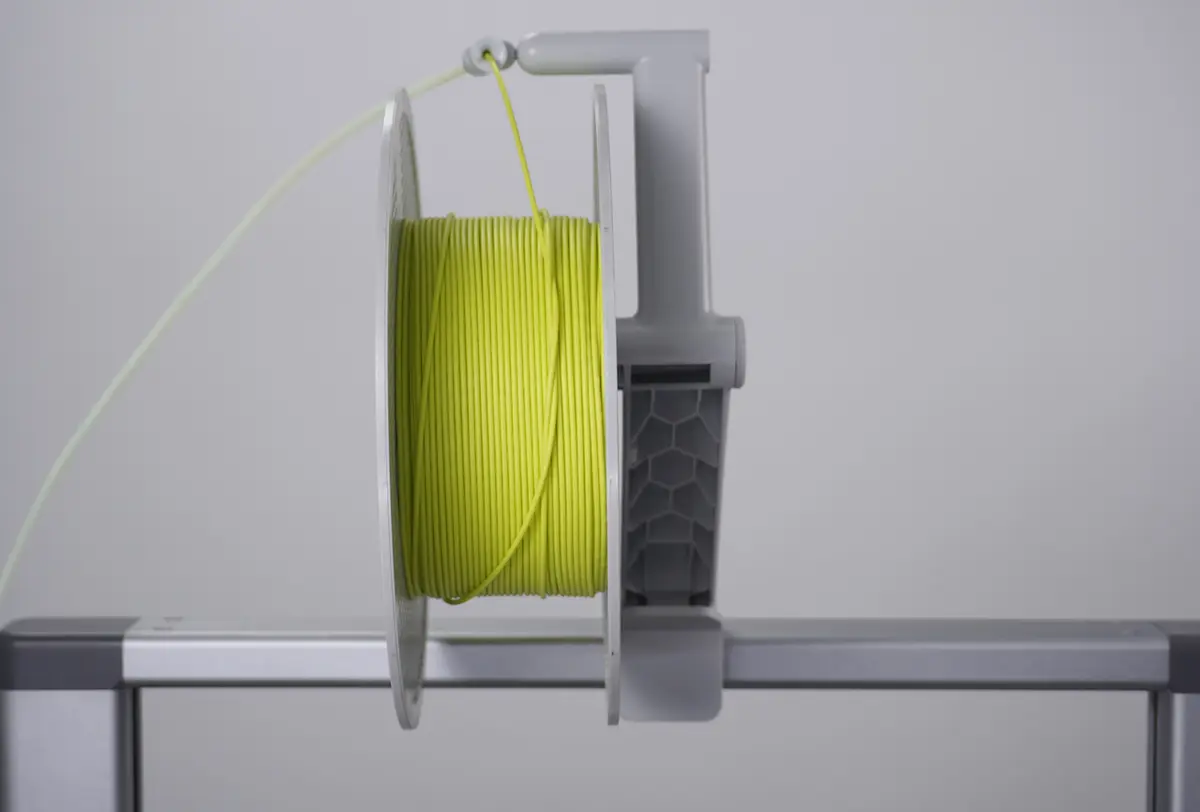
Brug af ekstern spole
Forberedelse
Soerg for, at spolen er korrekt placeret paa den eksterne spoleholder, at begge ender af PTFE-slangen er fikseret (ellers virker detekteringen ikke), og at banen er glat uden kraftige boejninger.
Detekteringsproces
Naar fremfoeringsmodstanden paa den eksterne spole er for hoej, fortsaetter ekstruderen med at forbruge det filament, der er reserveret i filament hub buffermodulet, hvilket faar modulets indvendige fjeder til at blive presset sammen kontinuerligt. Efter at have registreret denne aendring vurderer systemet, at der kan vaere risiko for filamentfiltring eller fastklemning i den opstroems fremfoeringsbane. Naar filamentfiltrings-detekteringen er udloest, foretager printeren direkte en filamenttilbagetraekning og saetter printet paa pause.
Tjek efter fejlmelding
-
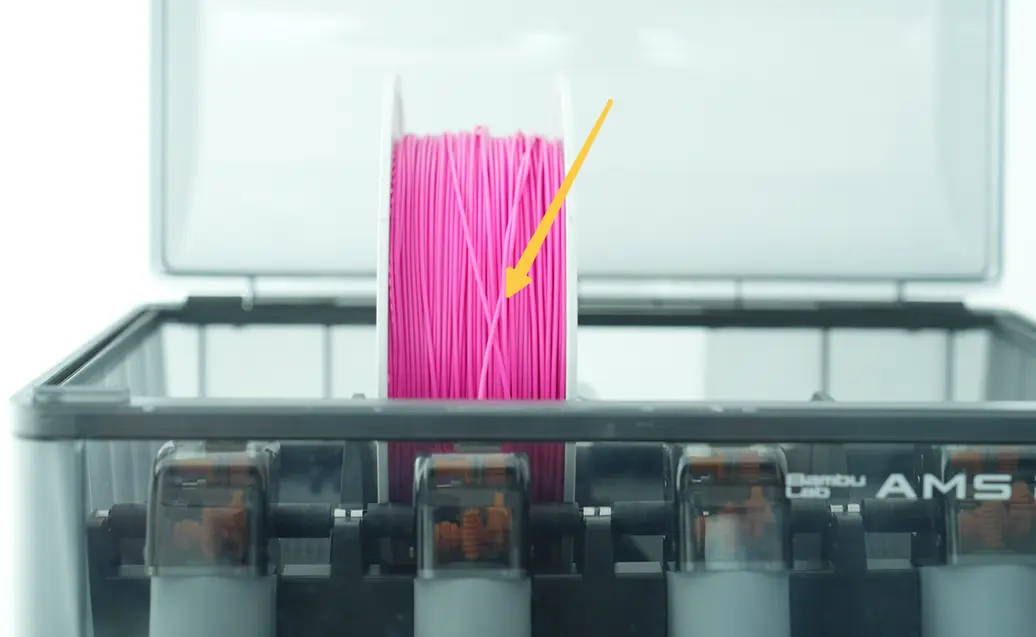
Om filamentet er filtret eller har knuder;
-
Om spolen ikke er monteret paa holderen, men er placeret direkte paa bordet, i en toerreboks eller andre steder;
-
Om den anvendte PTFE-slange er for lang eller kraftigt boejet.
Brug af AMS lite
Bemaerk: Hvis filamentfiltrings-sensoren er defekt, kan den nogle gange give falske alarmer. Naar printeren ikke kan foede filament og viser en filamentfiltrings-fejl, men der i virkeligheden ikke er nogen filamentfiltring (filament hub er ikke presset ned), kan du henvise til ovenstaaende for foerst at slaa filamentfiltrings-detekteringen fra og derefter proeve at foede filamentet.
Forberedelse
Inden print placeres AMS lite i den anbefalede position ved siden af printeren, PTFE-slangen tilsluttes korrekt, og kraftig boejning undgaas som vist paa figuren nedenfor. Undgaa samtidig at bruge materialer i AMS lite, der er for haarde (dvs. for hoejt modul) eller for skoere (dvs. utilstraekkelig sejhed), herunder tredjeparts fiberforstaerkede materialer som PA-CF/GF, PET-CF/GF og PLA-CF/GF.

Detekteringsproces
Naar systemet registrerer unormal fremfoeringsmodstand, traekker printeren filamentet tilbage og proever at foede igen.
- Hvis filamentet kan foedes normalt, fortsaetter printopgaven.
- Hvis filamentet ikke kan foedes normalt, fastslaar systemet, at der er et filamentfiltrings-problem (knuder, fastklemning). I en enkelt printopgave kan det samme filament kun udloese 1 filamentfiltrings-genforsoeg. Naar systemet registrerer, at filamentet er filtret for anden gang, udloeser det direkte en fejlmelding.
Tjek efter fejlmelding
-
Om filamentet er filtret, har knuder eller sidder fast paa kanten af spolen;
-
Om AMS lite er placeret for langt vaek, og PTFE-slangen er monteret forkert, hvilket giver kraftig boejning af PTFE-slangen og oeget fremfoeringsmodstand;
-
Om der er ophobning af filamentrester paa ekstruderingshjulet ved AMS lite-filamentindgangen. Rengoer det i tide, hvis det er tilfaeldet.
AMS (luftprint- og filamentfiltrings-detektering)
Detekteringsprincip
Luftprint-detektering
Systemet vurderer ved at sammenligne den forventede fremfoeringslaengde fra G-code-instruktionen med den faktiske fremfoeringslaengde, der returneres af kilometertaellerhjulets sensor inde i AMS'en. Hvis den forventede laengde fortsaetter med at stige, mens kilometertaellerhjulets taelling forbliver uaendret, fastslaas det som luftprint. I saa fald skaerer printeren automatisk filamentet over, foretager filamenttilbagetraekning, saetter printopgaven paa pause og melder en fejl. A2L understoetter luftprint-detektering, naar den er tilsluttet AMS lite/AMS/AMS 2 Pro/AMS HT.
Filamentfiltrings-detektering
-
AMS lite: AMS lite har ikke selv en motor til filamentfiltrings-detektering, saa den er fortsat afhaengig af det ovennaevnte filament hub buffermodul til at vurdere filamentfiltring.
-
AMS/AMS 2 Pro/AMS HT: Disse AMS-modeller er udstyret med en boostermotor og en encoder. Naar motorbelastningen bliver for hoej (taet paa at gaa i staa) paa grund af blokering eller filtring af fremfoeringsbanen, registrerer encoderen afvigelsen og fastslaar derved, at der opstaar filamentfiltring eller fastklemning inde i AMS'en eller i fremfoeringsbanen.
Aktiveringsbetingelse
Ved print med automatisk AMS-fremfoering er de relevante detekteringsfunktioner aktiveret som standard.
Forholdsregler
-
Efter at luftprint-alarmen er udloest, skal du tage filamentet ud af den paagaeldende filamentslot, kontrollere om enden af filamentet er slidt, deformeret eller unormalt, og derefter saette det i igen for at proeve at fortsaette printet. Hvis problemet gentager sig, skal du undersoege naermere, om ekstruderen eller dysen er tilstoppet.
-
Luftprint-detektering er en efterfoelgende vurderingsmekanisme. Naar alarmen udloeses, kan der vaere en lille materialemangel paa modellens overflade. Inden du genoptager printet, anbefales det at kontrollere modellens kvalitet grundigt, foer du beslutter, om printet skal fortsaette.
Servo-ekstruderingsmotor (luftprint- og TPU-tilstopnings-detektering)
Denne metode overvaager motorbelastningen direkte fra ekstruderingsenden for at vurdere, om printeren har et luftprint eller en tilstoppet dyse.

Detekteringsprincip
Systemet overvaager ekstrudermotorens belastningsaendring i realtid og vurderer ud fra de unormale karakteristika.
-
Normal tilstand: Motoren griber fat og skubber filamentet med et bestemt moment, og belastningsstroemmen er inden for det normale interval.
-
Luftprint-tilstand: Hvis tandhjulsindgrebet er utilstraekkeligt paa grund af glidende filament eller for tynd filamentdiameter, reduceres motorbelastningen markant; Naar systemet registrerer en saadan unormalt lav belastning, vurderes det som luftprint.
-
Tilstopnings-tilstand: Hvis ekstruderingen er alvorligt blokeret paa grund af tilstoppet hotend eller andre aarsager, oeges motorbelastningen unormalt; Naar systemet registrerer en vedvarende hoej belastning, vurderes det som en "tilstopning", der kan skyldes tilstopning inde i ekstruderingsmekanismen eller hotenden.
Aktiveringsbetingelser
-
Ved print med ekstern spole aktiveres luftprint- og TPU-tilstopnings-detektering baseret paa ekstrudermotoren automatisk;
-
Print med en 0,4 mm dyse (andre stoerrelser understoettes ikke i oejeblikket);
-
Printhastigheden boer ikke vaere for langsom. Naar printhastigheden er lav, er de unormale karakteristika i udgangsmomentet ikke tydelige. Detekteringsmetoden kan kun bruges, naar printfloewet er sat til mere end 9,6 mm3/s.
Detekteringsevne og filamentanvendelsesomraade
Effekten af detektering via ekstrudermotorens belastning afhaenger af typen af afvigelse og filamentets egenskaber.
-
Detektering af lav belastning (luftprint): Naar motorbelastningen er markant lavere end det normale interval paa grund af for tynd filamentdiameter eller glidende filament, kan systemet vurdere det som luftprint. Filamenter, der understoettes af denne detektering, omfatter: PLA, PETG, PLA-CF, PETG-CF.
-
Detektering af hoej belastning (TPU-tilstopning/for hoej modstand): Naar motorbelastningen er markant hoejere end det normale interval paa grund af tilstoppet hotend, tilstoppet ekstruder eller unormal stigning i fremfoeringsmodstand, vurderer systemet det som tilstopning eller unormal ekstruderingsmodstand. Kun ved print med TPU fra en ekstern spole kan ekstrudermotoren bruges til at registrere saadanne problemer med hoej modstand.
-
Motor-overbelastningsbeskyttelse: Naar ekstruderingskraften fortsat overstiger motorens kontinuerlige udgangsgraense, udloeser systemet uanset hvilket filament der bruges, og om AMS bruges, motor-overbelastningsbeskyttelsen. Denne situation kan skyldes kraftig dysetilstopning, tilstoppet ekstruder, for lav foerste laghoejde og andre aarsager.
Fejlfinding og forholdsregler
Fejlfinding
Se den relevante HMS-fejl-wiki for haandtering.
Forholdsregler
-
Ved print af modeller, der kraever hyppig ekstrudering og tilbagetraekning, saasom flere slanke soejler, strukturer med gentagne skift af smaa tvaersnit osv., kan detekteringsfoelsomheden falde.
-
Denne detektering har en vis forsinkelse. Naar alarmen udloeses, kan ekstruderingsfejlen eller den unormale ekstrudering have staaet paa i kort tid. Inden du genoptager printet, skal du kontrollere, om der er materialemangel, unormal traaddannelse eller fejl mellem lagene paa modellens overflade, og beslutte, om printet skal fortsaette ud fra den faktiske situation.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides