HMS_0300-0900-0002-0002 Ekstrusionsmodstanden er unormal. Ekstruderen kan være tilstoppet, eller der kan sidde filament fast i toolheaden.
Beskrivelse af problemet
Når du printer med TPU, registrerer systemet i realtid ændringen i ekstrusionsmodstanden på ekstruderens servomotor. Når der registreres unormal ekstrusionsmodstand, sættes printeren på pause, og printet fortsætter efter fejlfinding.
Mulige årsager til dette problem omfatter:
- Filament sidder fast inde i toolheaden
- Tilstopning i hotend
- Snittet er indstillet til TPU-filament, men det faktisk anvendte filament er ikke TPU, så de to stemmer ikke overens.
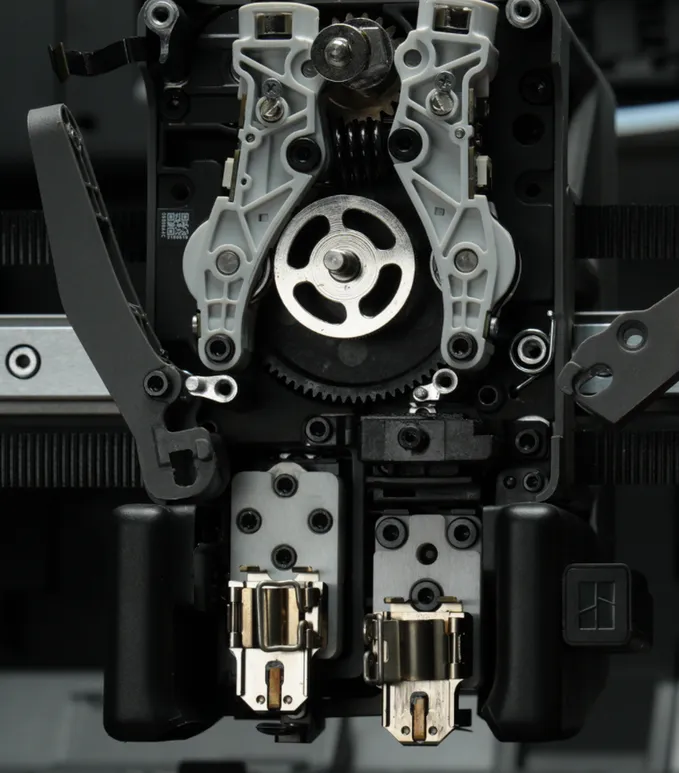
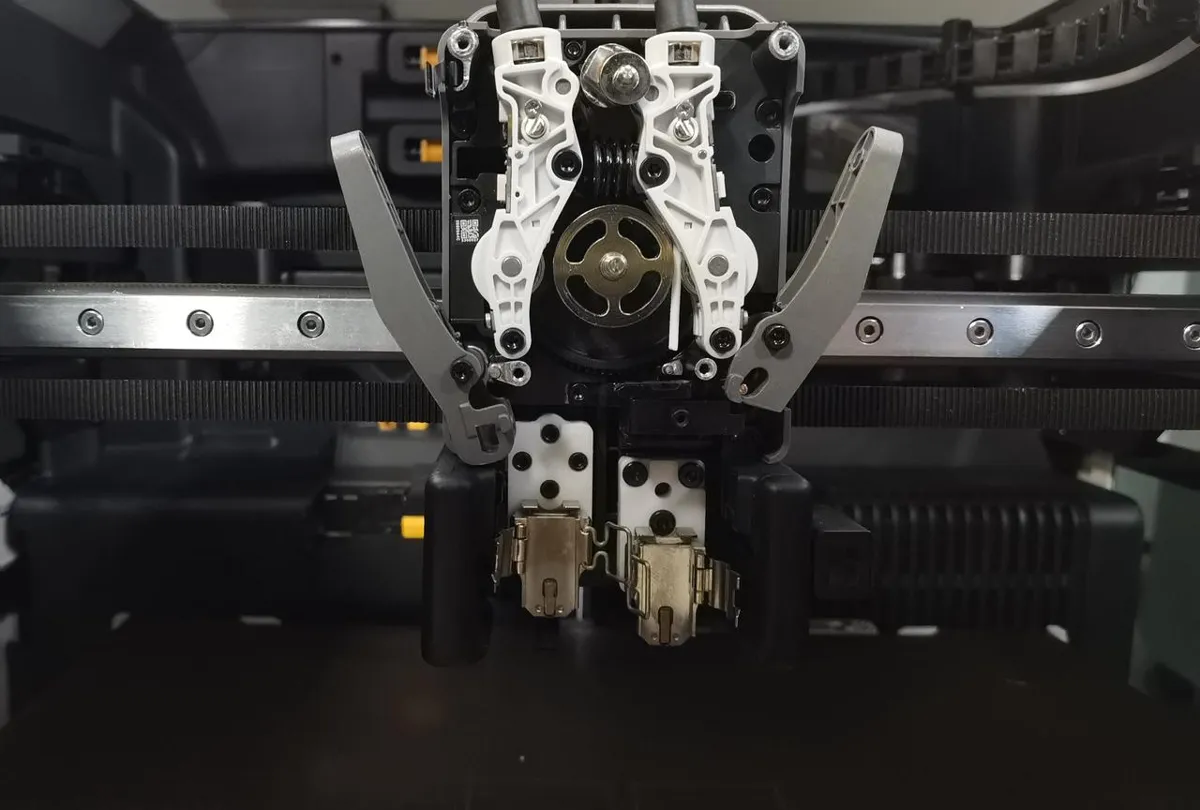
Komponenter relateret til ekstrusion:
Fejlfinding
Sørg for, at printeren er slukket, før du skiller toolheaden ad.
Værktøj, udstyr og materialer
- H2.0 unbrakonøgle
- H1.5 unbrakonøgle
- Skævbider/saks
- Spidstang
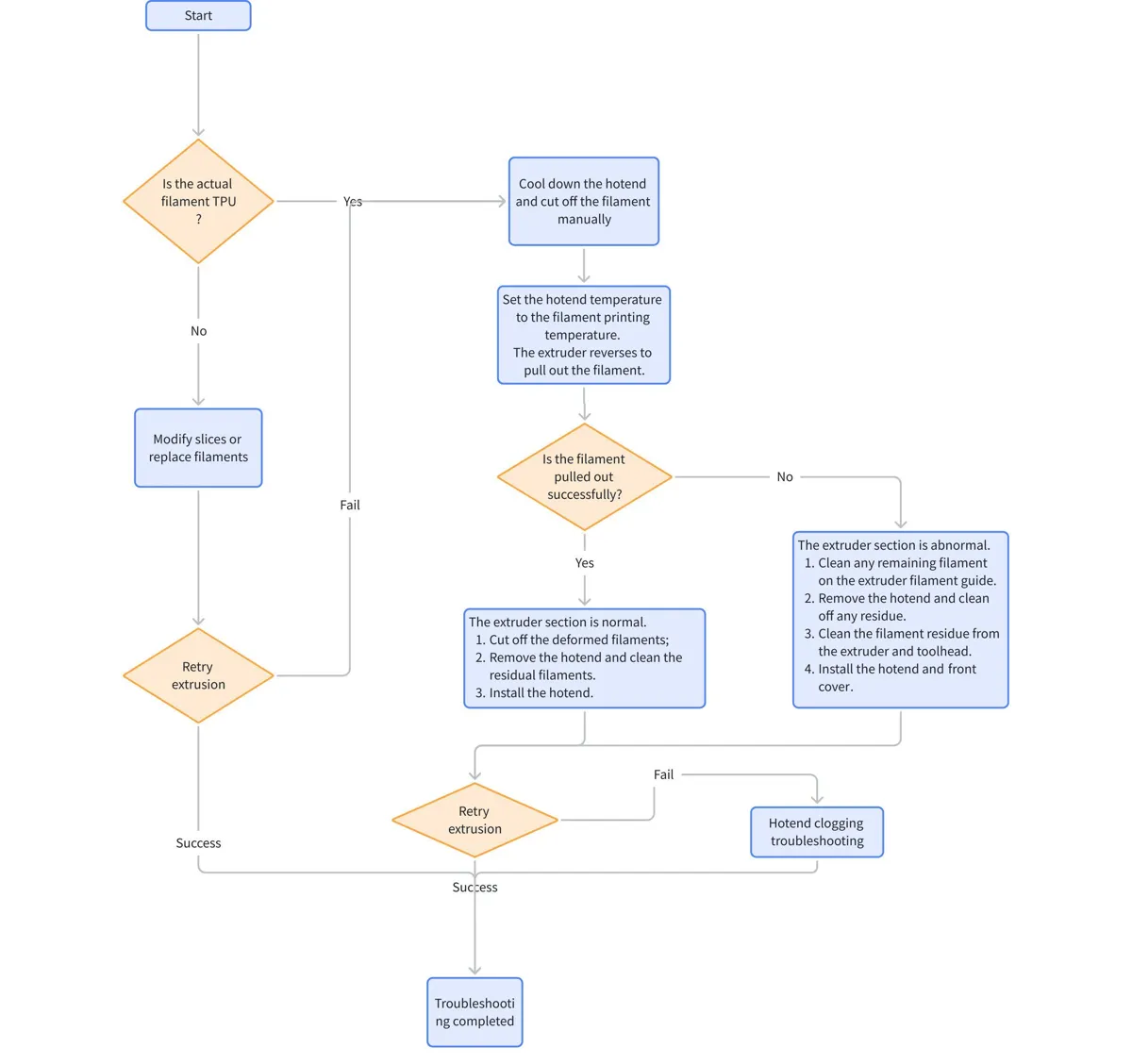
Fejlisoleringsproces
Detaljerede trin er angivet nedenfor.
Løsninger
Brugere kan tilpasse rækkefølgen af disse løsninger efter behov.
Trin 1. Sørg for, at det faktisk anvendte filament stemmer overens med filamentet i sliceren, som begge skal være TPU.
Hvis filamentet i sliceren ikke stemmer overens med det faktiske filament, gør et af følgende
- Ret slicer-parametrene, så de passer til det aktuelle filament.
- Skift filamentet, så det passer til slicer-parametrene.
Forsøg ekstrusion igen. Hvis det stadig mislykkes, gå videre til Trin 2 for yderligere fejlfinding.
Trin 2. Køl hotenden ned og skær filamentet over manuelt
- Indstil hotendens temperatur til 0°C, og vent, til den er kølet ned til stuetemperatur.
- Tryk på skæreren på den side, hvor der er ekstrusionsproblemet, for at skære filamentet over.
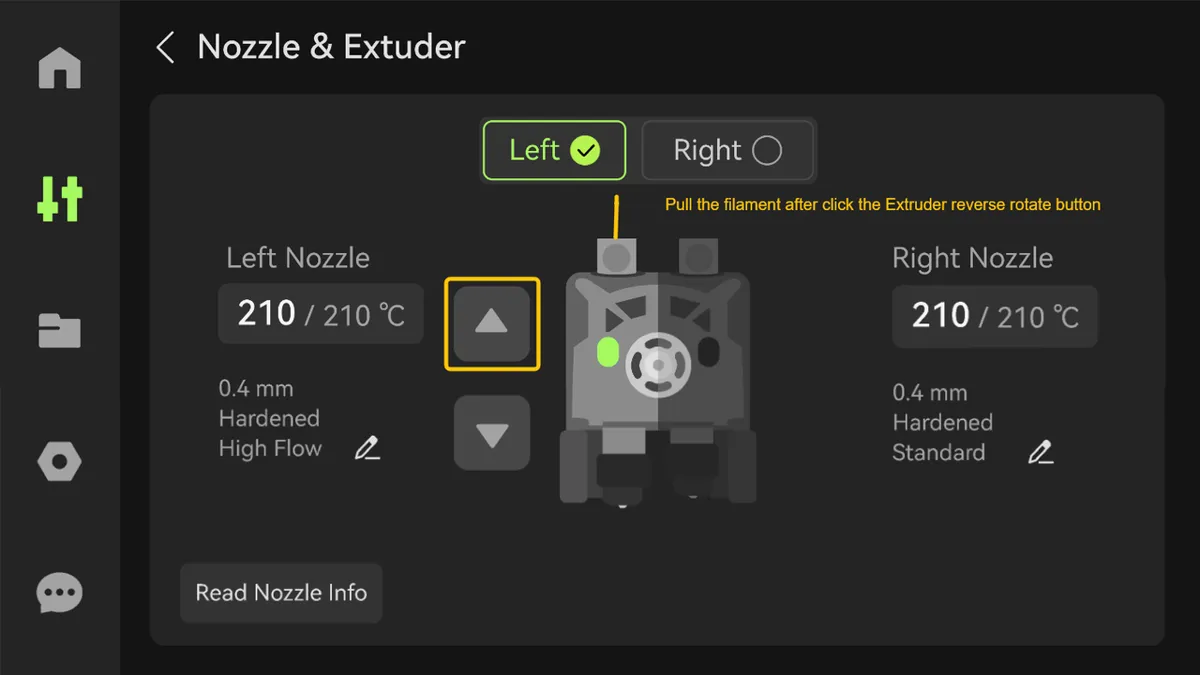
Trin 3. Varm hotenden op og forsøg at trække filamentet ud baglæns
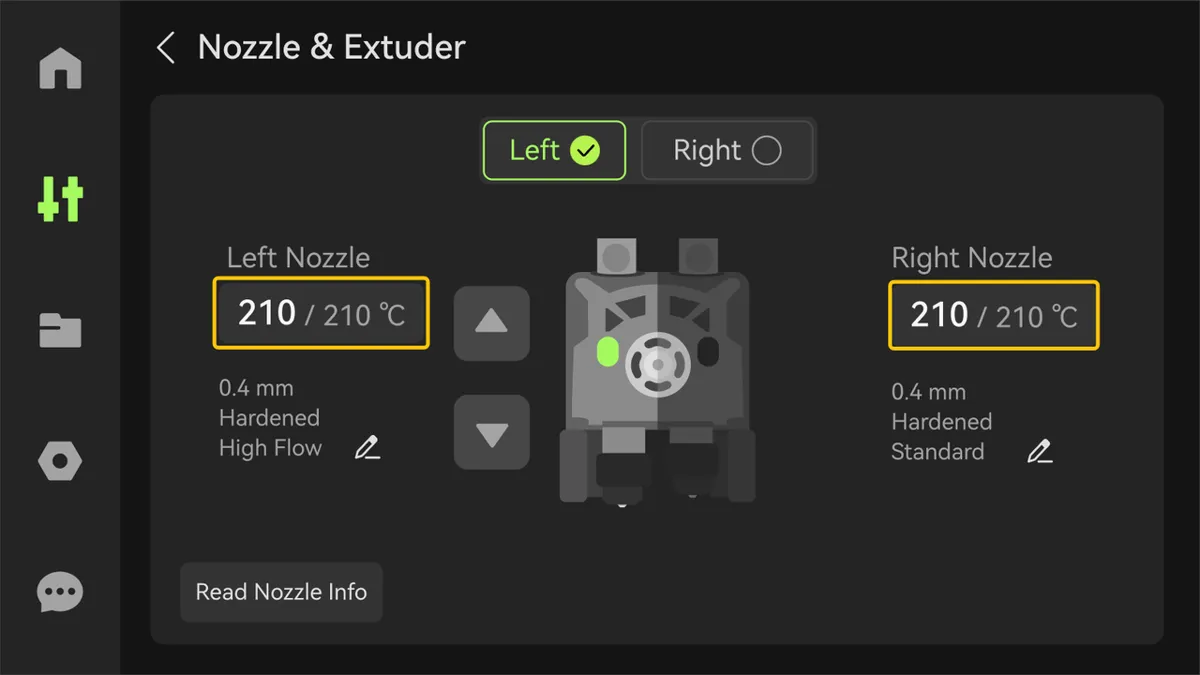
- Indstil hotendens temperatur til filamentets printtemperatur, og vent, til den er varmet op.
- Frakobl PTFE-slangen øverst på ekstruderen.
- Betjen ekstruderen, så den kører baglæns, mens du manuelt trækker i filamentet.
Trin 4-1. Hvis filamentet trækkes ud i Trin 2, fungerer ekstruderen normalt
- Skær den bøjede eller udvidede forende af filamentet af.

- Indstil hotendens temperatur til 100°C, fjern hotenden, og brug en spidstang til at fjerne filamentrester fra hotendens indgang, mens den stadig er varm (vær forsigtig med de høje temperaturer; brug handsker om nødvendigt).

Trin 4-2. Hvis filamentet ikke kan trækkes ud i Trin 2, kan ekstruderen være defekt
1.Kontrollér ekstruderens filamentstyr
Undersøg, om filamentet sidder fast ved eller inde i ekstruderens filamentstyrs indgang.
Hvis det er tilfældet, rens det fastsiddende filament ud. Se:

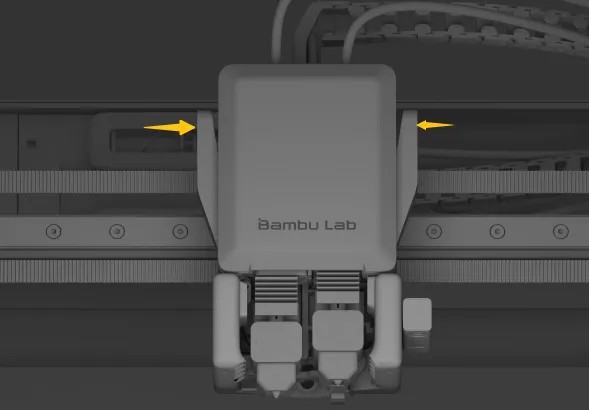
2.Afmontér ekstruderens frontdæksel og hotend
Se Trin 1-5 i wikien Sådan afmonterer og monterer du H2D-toolheaden /Vejledning til udskiftning af induktionshotend på H2C for at fjerne quick change-værktøjsgrænsefladen og hotenden.
3.Fjern filamentrester fra hotenden
Mens hotenden stadig er varm, brug en spidstang til at trække eventuelt resterende filament ud.
(vær forsigtig med de høje temperaturer; brug handsker om nødvendigt).
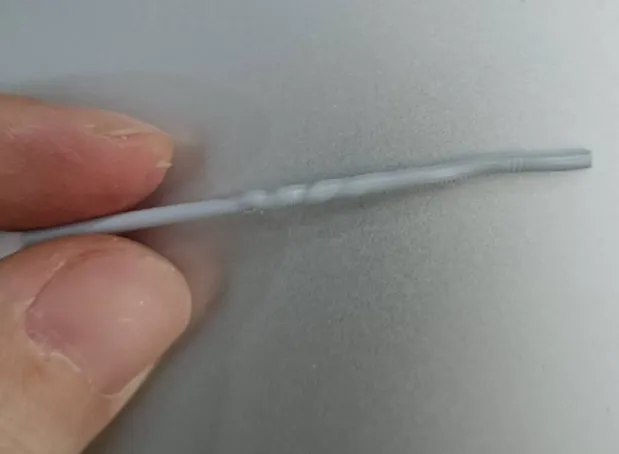
4.Skær og fjern deformeret filament fra toolheaden
Brug en saks til at skære eventuelt deformeret filament af inde i toolheaden, frakobl PTFE-slangen over toolheaden, og træk filamentet ud indefra med hånden.
Trin 5. Montér hotenden og quick change-værktøjsgrænsefladen (hvis relevant), og forsøg derefter ekstrusion
- Montér hotenden og quick change-værktøjsgrænsefladen. Se:
- Sådan afmonterer og monterer du H2D-toolheaden;
- Vejledning til udskiftning af induktionshotend på H2C)
- Varm hotenden op til filamentets printtemperatur.
- Indsæt filamentet, og tryk på knappen for fremadrettet ekstrusion på skærmen for at forsøge ekstrusion.
Trin 6. Hvis ekstrusionstesten mislykkes, fejlfind en tilstopning i hotenden
Se:
- Procedure for at fjerne tilstopning i H2D dyse/hotend;
- Vejledning til rensning af tilstopning i H2C dyse/hotend
Hvis ovenstående løsninger ikke løser problemet, opret en sag og upload printerens logfiler.
Tip: Sådan reducerer du hyppigheden af denne fejl
- Sørg for god køling af hotenden for at forhindre deformation af filamentet og tilstopning inde i ekstruderen. Åbn frontlågen og topdækslet under printet for at forbedre kølingen af hotenden.
- Undgå at sætte printhastigheden for højt.
- Efter print med hårde og skøre filamenter (fx PLA-CF) bør du undgå straks at bruge TPU for at forhindre tilstopning i hotenden.
- Brug filament af høj kvalitet.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Relaterede guides og hjælp
Alle H2-serien-guides →Alle P2S-guides →Alle A2L-guides →Find reservedele til Bambu Lab →Alle fejlkoder →Denne fejlkode-forklaring er oversat og bearbejdet til dansk fra Bambu Labs officielle wiki. Se den originale side hos Bambu Lab →
← Alle Bambu Lab-fejlkoder