Introduktion til A2L
A2L's bevægelsessystem
A2L bruger et kartesisk koordinatbevægelsessystem med X-akse, Y-akse og Z-akse og et maksimalt byggevolumen på 330*320*325 mm.
X-akse
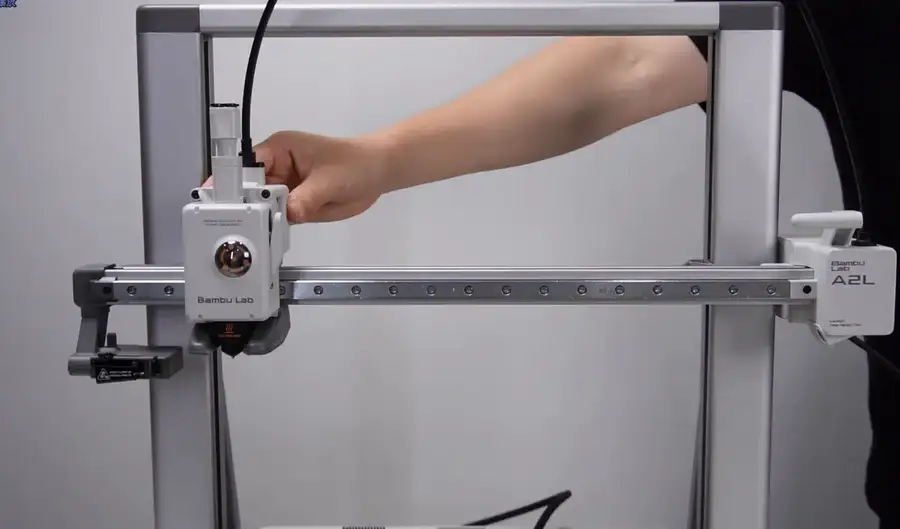
X-aksens bevægelsessystem består af en højpræcisions lineær skinne og en tværbjælke. Toolheadet er fastgjort til skydestykket på den lineære skinne, som frit kan glide langs den vandrette skinne. Ved at styre skydestykkets bevægelse til venstre og højre kan toolheadet bevæge sig præcist langs X-aksen.
Y-akse
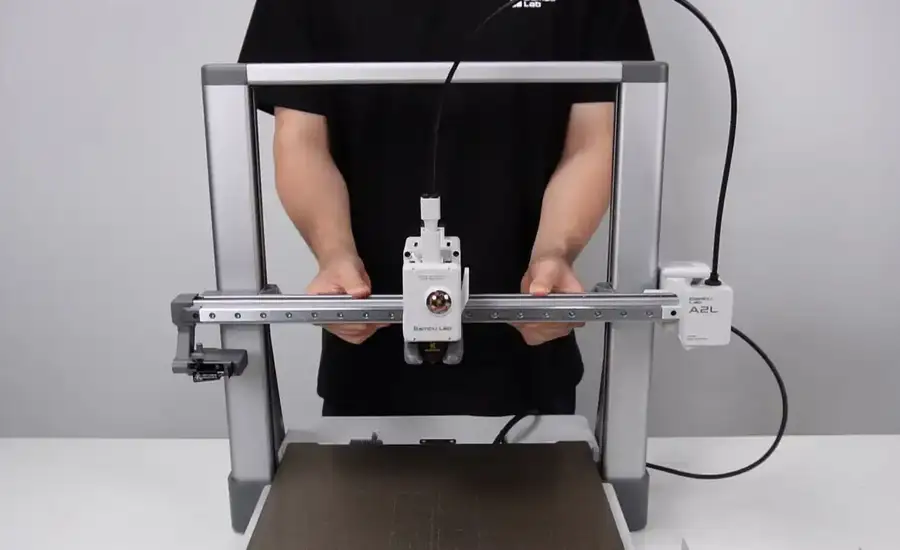
Y-aksens bevægelsessystem består af en højpræcisions vandret styreskinne og en byggeplade. Byggepladen er fastgjort til skydestykket på styreskinnen, som frit kan glide langs den vandrette skinne. Ved at styre skydestykkets bevægelse frem og tilbage kan byggepladen bevæge sig præcist langs Y-aksen.
Z-akse
Z-aksens bevægelsessystem består af et dobbelt lineærstang-lineærlejestyr, dobbelte ledøskruemøtrikker, en stepmotor og en synkronremstrækningsenhed, som styrer toolheadets lodrette position i forhold til byggeplatformen. De to ledøskruer er forbundet i serie til stepmotoren via en synkronrem, så de bevæger sig synkront. Desuden er synkronremmen udstyret med en hurtigstrammer og har en algoritme til registrering af remspænding, der sikrer, at remmen arbejder inden for det optimale spændingsområde. Dette garanterer præcis og stabil bevægelse af toolheadet i Z-aksens retning.
Ved at styre bevægelsen af X-, Y- og Z-akserne samtidigt gør A2L det muligt at bevæge toolheadet præcist i tre dimensioner. Disse bevægelser styres typisk af motorer og deres tilhørende drivkredsløb, hvor maskinens controller læser printfilen og sender kommandoer for at styre toolheadets bevægelsesbane og hastighed.
Remstrammer
A2L's X-, Y- og Z-remme er udstyret med justerbare remstrammere:
- X-remmens strækskrue sidder på bagsiden af toolheadet.
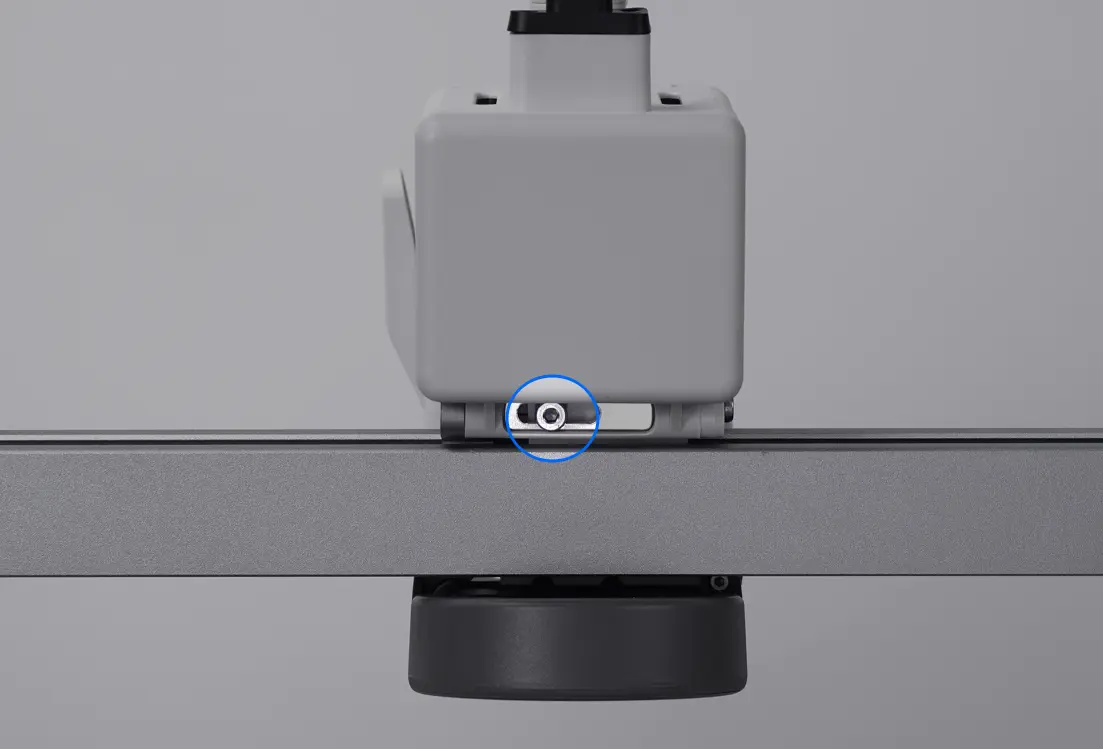
- Y-remmens strækskrue sidder under Y-aksens slædecover.
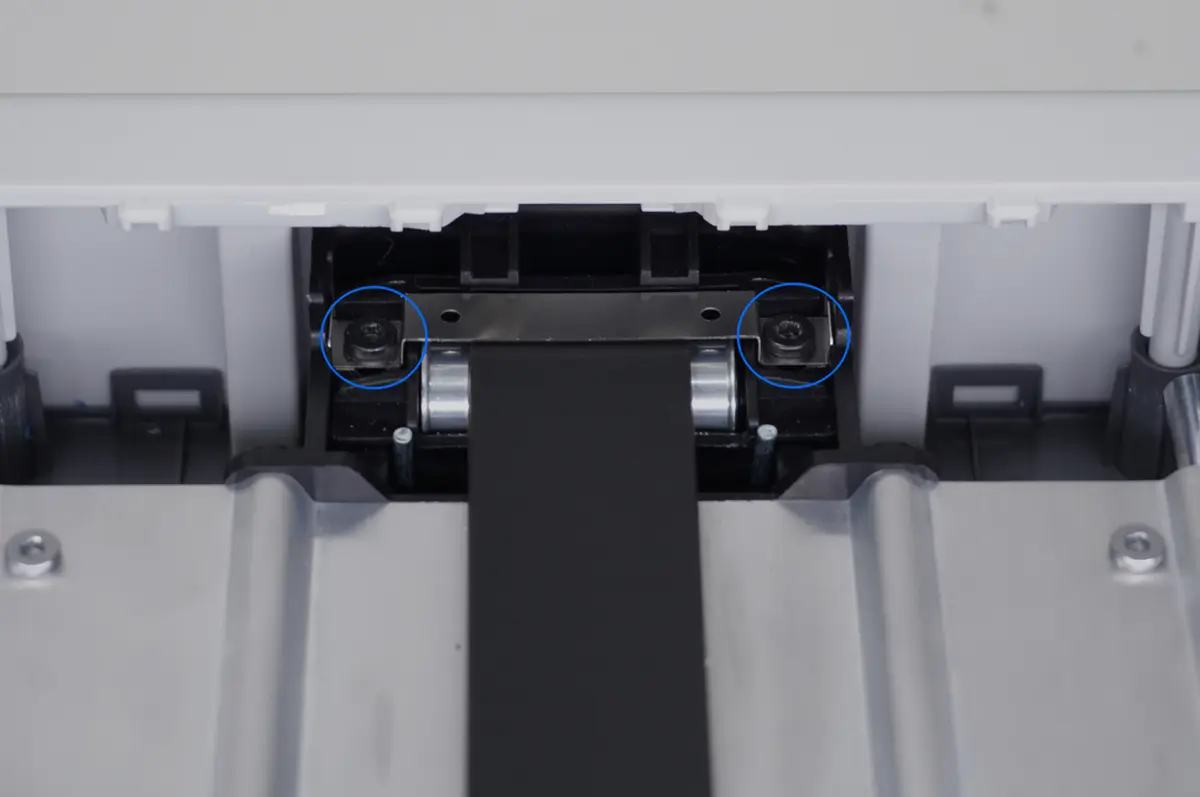
- Z-remmens strækskrue sidder ved siden af den højre Z-aksestøtte.

Når print viser problemer som uregelmæssig rundhed, tab af trin, eller hvis systemet under kalibrering melder "lav resonansfrekvens", er det ofte tegn på utilstrækkelig remspænding. I sådanne tilfælde henvises du til A2L remstramning for vedligeholdelse, der sikrer printpræcisionen.
Toolhead
Toolheadet er en af de mest kritiske komponenter i en 3D-printer. Det står for at opvarme og smelte filamentet, presse det præcist ud og afsætte det lag for lag på byggepladen. De følgende afsnit beskriver toolheadets vigtigste komponenter og deres funktioner.

Filament hub
A2L's PTFE-slange skal forbindes til filament hubben på toolheadet. Filament hubben samler og fastgør fire filamentslanger, så toolheadet kan forbindes til fire forskellige filamenter samtidigt og dermed understøtte flerfarvet print.

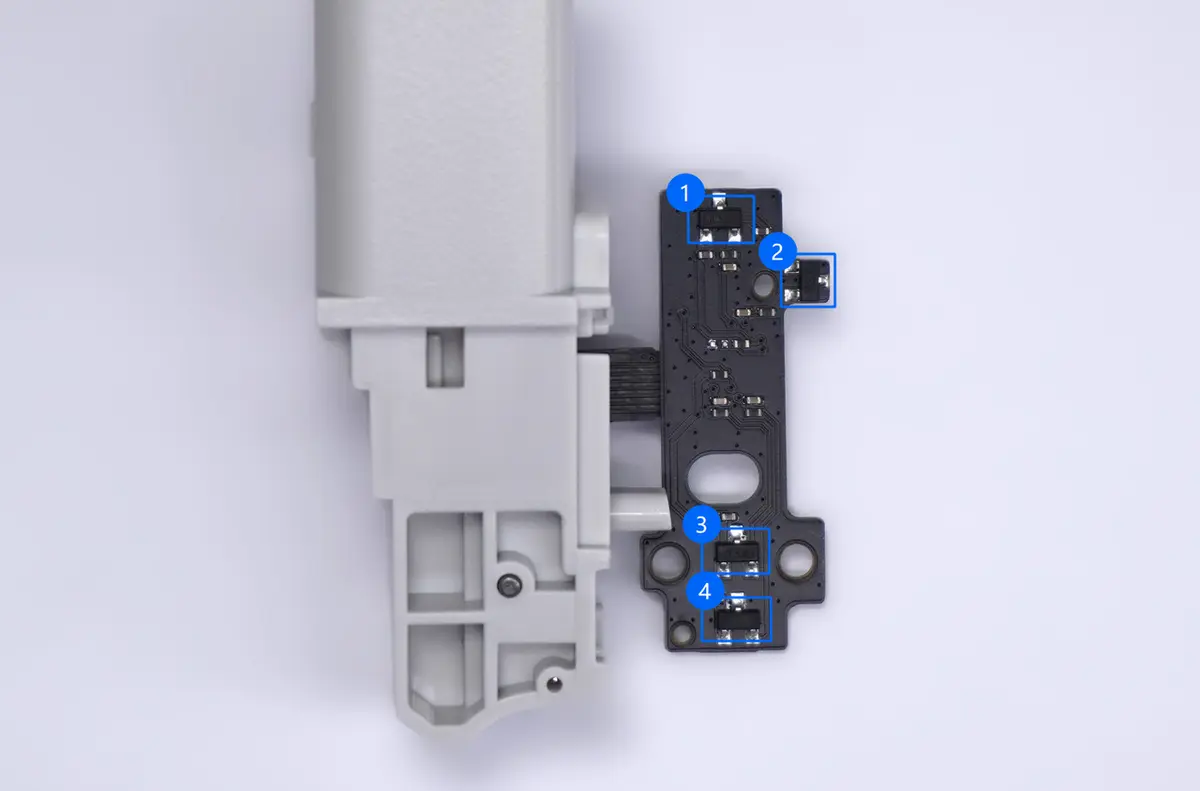
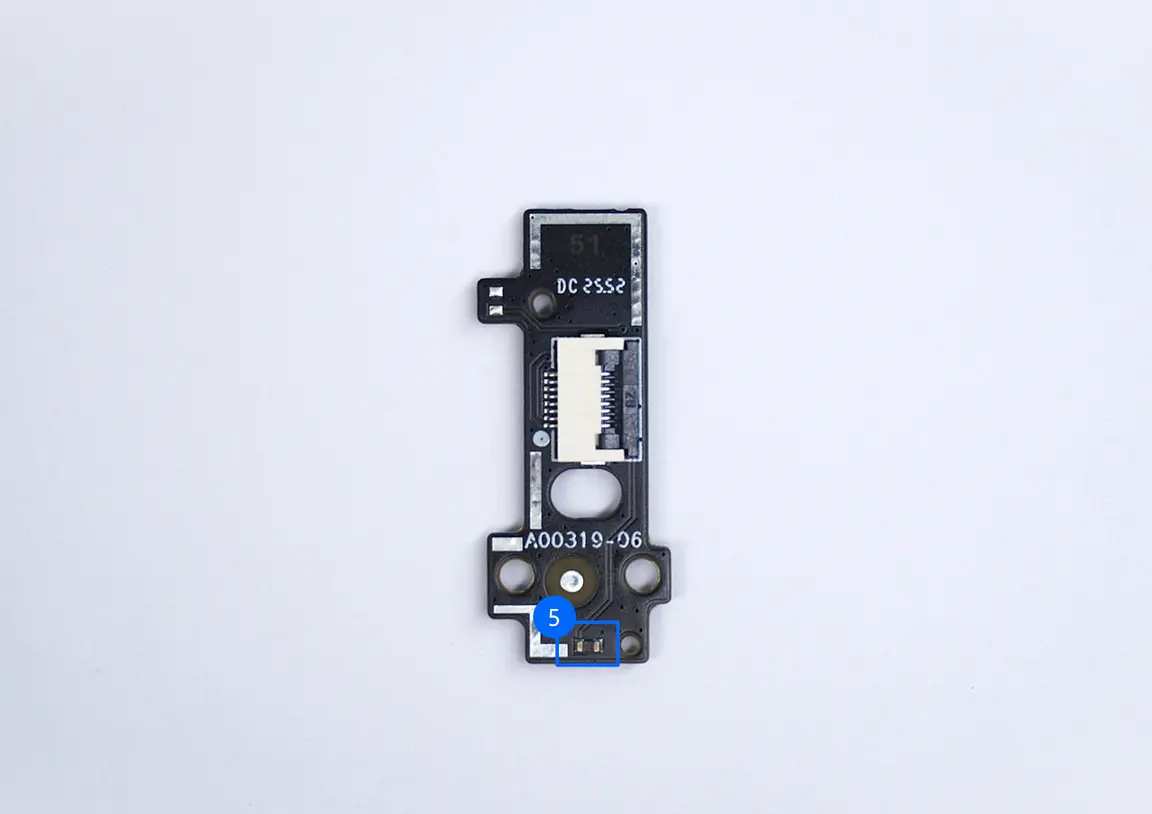
Bunden af filament hubben indeholder en filamentsensor, der integrerer følgende 5 sensorer:
 |
 |
-
Registrering af filamentsammenfiltring / buffer: Registrerer filamentsammenfiltring eller unormal modstand under fremføring. Se detaljer her: Introduktion til registrering af filamentsammenfiltring. Dette modul fungerer også som buffer, så printeren kan forbindes direkte til AMS uden behov for en ekstra ekstern buffer.
-
Hall-sensor for skæremodulets tilstedeværelse: Registrerer, om skæremodulet er korrekt indsat, og forhindrer, at skære- eller pennopgaver startes, hvis modulet ikke er korrekt monteret.
-
Hall-sensor for filamentklipper: Registrerer, om toolheadets filamentklipper fungerer korrekt, og om klipperarmen vender tilbage til udgangspositionen efter klipning af filamentet.
-
Filamentsensorenhed: Afgør, om filamentet er nået ind i ekstruderen, og hjælper med at identificere fremføringsfejl.
-
Temperatursensor for ekstruder: Overvåger ekstruderens temperatur i realtid og giver tidlig advarsel om risiko for filamentblødgøring og tilstopning som følge af høj temperatur.
I bunden af filament hubben er der indstøbt en magnet og en fjeder, som sammen med sensoren til registrering af sammenfiltring registrerer fremføringsmodstand. Når fremføringsmodstanden er for høj, bevæger den indre hub-enhed sig nedad, hvilket bringer magneten tættere på Hall-sensoren og udløser en alarm for sammenfiltring. Brugt sammen med AMS kan den også fungere som buffer, der regulerer fremføringshastigheden.
 |
 |
Ekstruderenhed
Ekstrudermotoren trækker filamentet fra spolen og fører det ind i hotendet, hvor det opvarmes, smeltes og presses ud gennem døsen for at danne den printede model. Ekstrudermotoren skal præcist styre længden af filament, der presses gennem hotendet, hvilket gør den til en af kernekomponenterne i en 3D-printer.
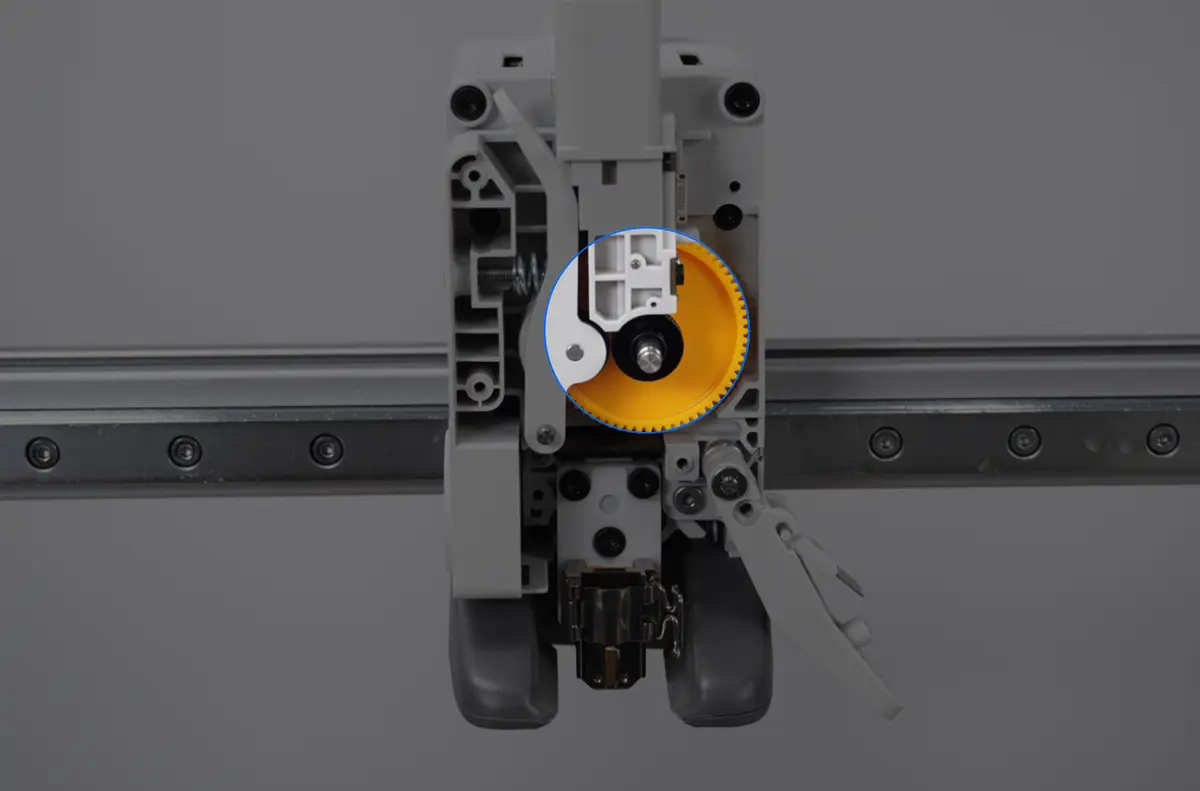
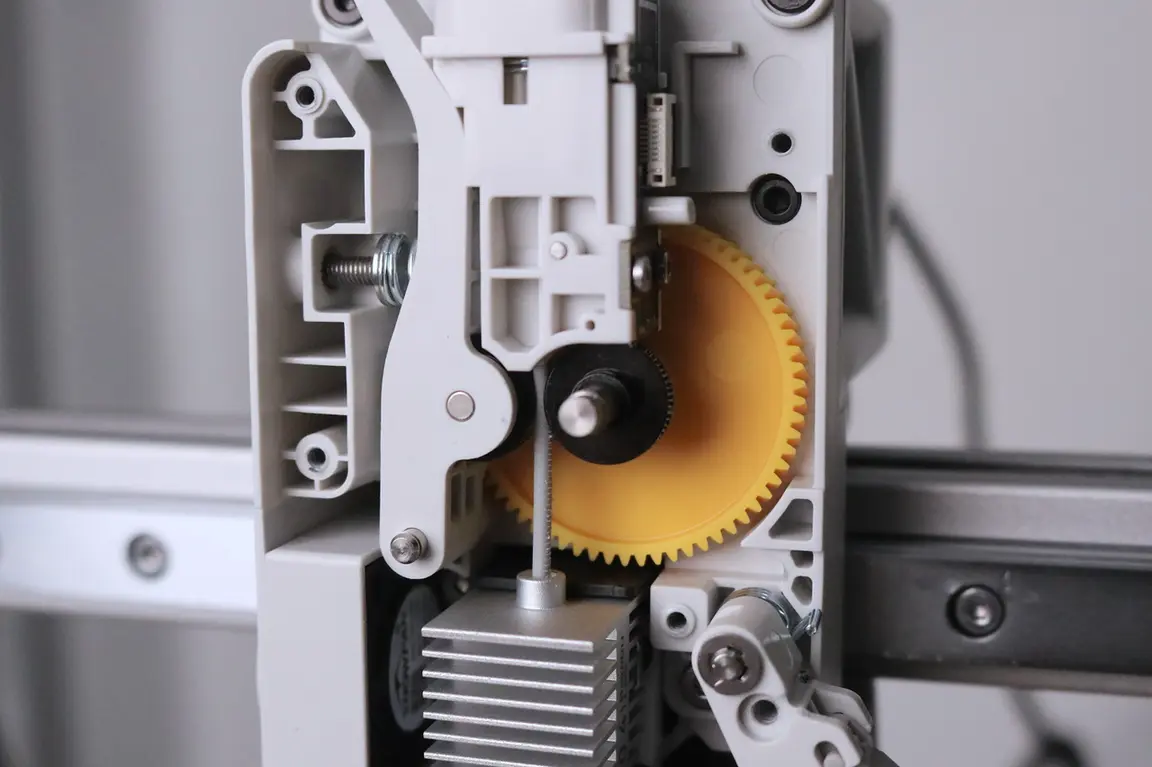
Ekstrudergearet og ekstrudermotoren er nøgledele i ekstruderenheden.
- Ekstrudergearenhed: A2L bruger en ekstrudergearenhed i hærdet stål, der består af et drivhjul og et løbehjul, som præcist skubber filamentet frem, drevet af ekstrudermotoren.
 |
 |
- Ekstrudermotor: Ekstrudermotoren er monteret på bagsiden af ekstruderenheden og driver ekstruderen til filamentudpresning. I modsætning til A1-serien bruger A2L en højpræcisions permanentmagnet-synkronservomotor udviklet af Bambu Lab. Ved at overvåge ændringer i modstand under drift kan den registrere filamentsammenfiltring og dermed yderligere sikre et glat og driftssikkert print.
 A1 |
 A2L |
Hotend-enhed
Hotend-enheden er toolheadets kernekomponent og består primært af hotend-varmeenheden, hotendet og silikonesokken. Den understøtter en maksimal varmetemperatur på 300°C. Hotend-enheden opvarmer filamentet til den angivne temperatur, og det smeltede filament afsættes i tynde lag for at danne modellen.
Hotend
Hotendet samler døsen, varmebruddet og kølelegemet og fastgøres til toppen af varmeenheden via en hurtigudløserarm. Hotendet er opdelt i en varm og en kold del:
- Varm del (orange del): Smelter filamentet, inden det presses ud gennem døsen.
- Kold del (blå del): Kølelegemet og varmebruddet holder en lav temperatur over hotendet og forhindrer varmevandring og tilstopning.

Hotend-varmeenhed
Hotend-varmeenheden omfatter hotend-varmelegemet, NTC-temperatursensoren, keramikbasen og hurtigudløserarmen. Den muliggør præcis opvarmning og temperaturovervågning og understøtter en maksimal varmetemperatur på 300°C.
Hotend-varmelegemet og NTC-temperatursensoren er fastgjort til varmebasen, så du undgår at skulle til- og frakoble små stik eller bruge en skruetrækker. Hurtigudløserarmen fastgør hotendet og sikrer effektiv varmeledning og smeltning af filament.
Silikonesok
Silikonesokken omslutter døsen og giver isolering, der reducerer varmetab og holder en stabil temperatur. Den forhindrer også, at filament samler sig på døsens overflade. Hvis hotendets silikonesok mangler, kan hotendet blive afkølet for kraftigt af delkøleventilatoren, hvilket fører til temperatursvingninger og påvirker printstabiliteten.

Hotend-køleventilator
På venstre side af A2L's toolhead sidder en hotend-køleventilator. Den kolde luft fra ventilatoren føres gennem en luftkanal til området nær hotendets kølelegeme. Det hjælper med at holde en stabil hotend-temperatur og forhindre overophedning og forbedrer dermed printkvaliteten og reducerer tilstopningsproblemer.

Delkøleventilator
Hurtigt print kræver effektiv køling af de printede dele. A2L er udstyret med en specialfremstillet 5015-centrifugalventilator med to modstillede luftudtag. Dette design leder køleluft præcist til området omkring døsen og sikrer hurtig køling af de printede dele.

Filamentklipper
Filamentklipperens arm er monteret på ekstruderenheden og fastgør klipperen og magneten til klipperegistrering. For at klippe filamentet trykker du på armen, hvilket driver klipperbladet til at skære filamentet over. Når klipningen er færdig, springer armen automatisk tilbage til sin udgangsposition.
Armen indeholder en indbygget magnet. Inde i toolheadet sidder en tilsvarende Hall-sensor på den modsvarende position. Printeren kan registrere armens position via denne Hall-sensor og dermed afgøre klipperens handlingsstatus.
 |
 |
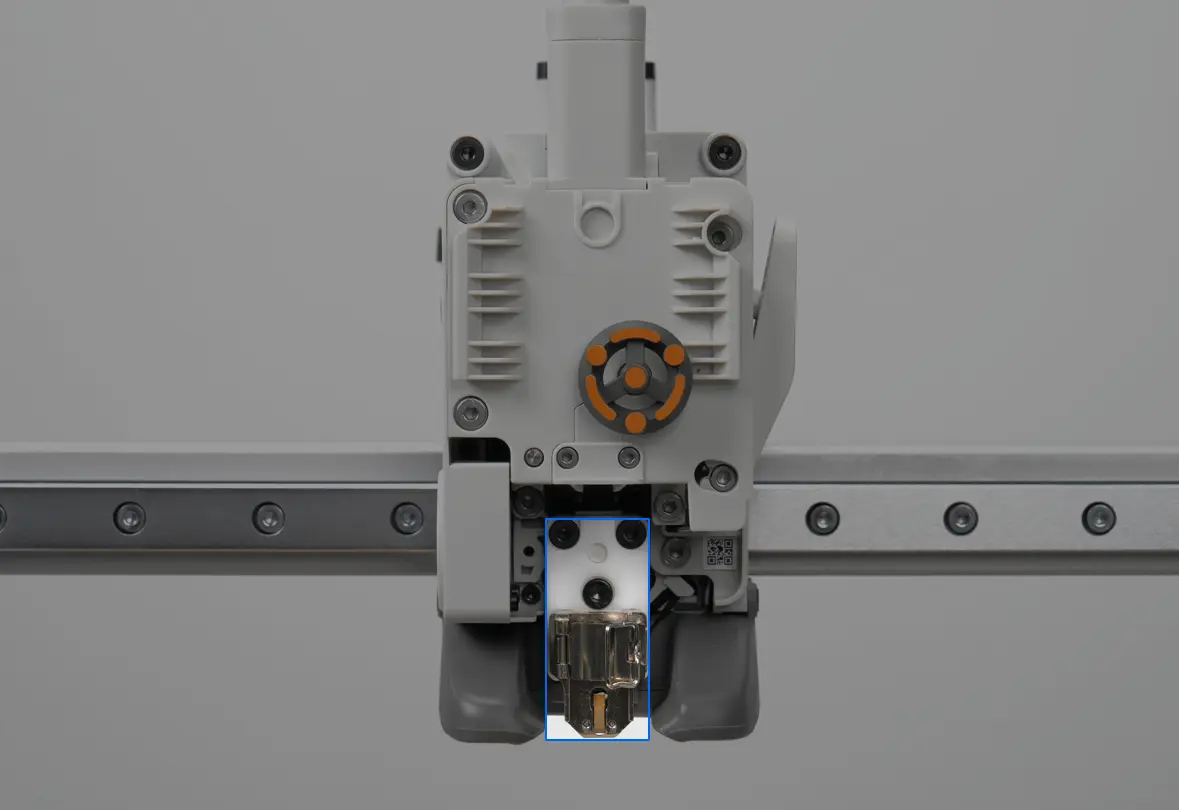
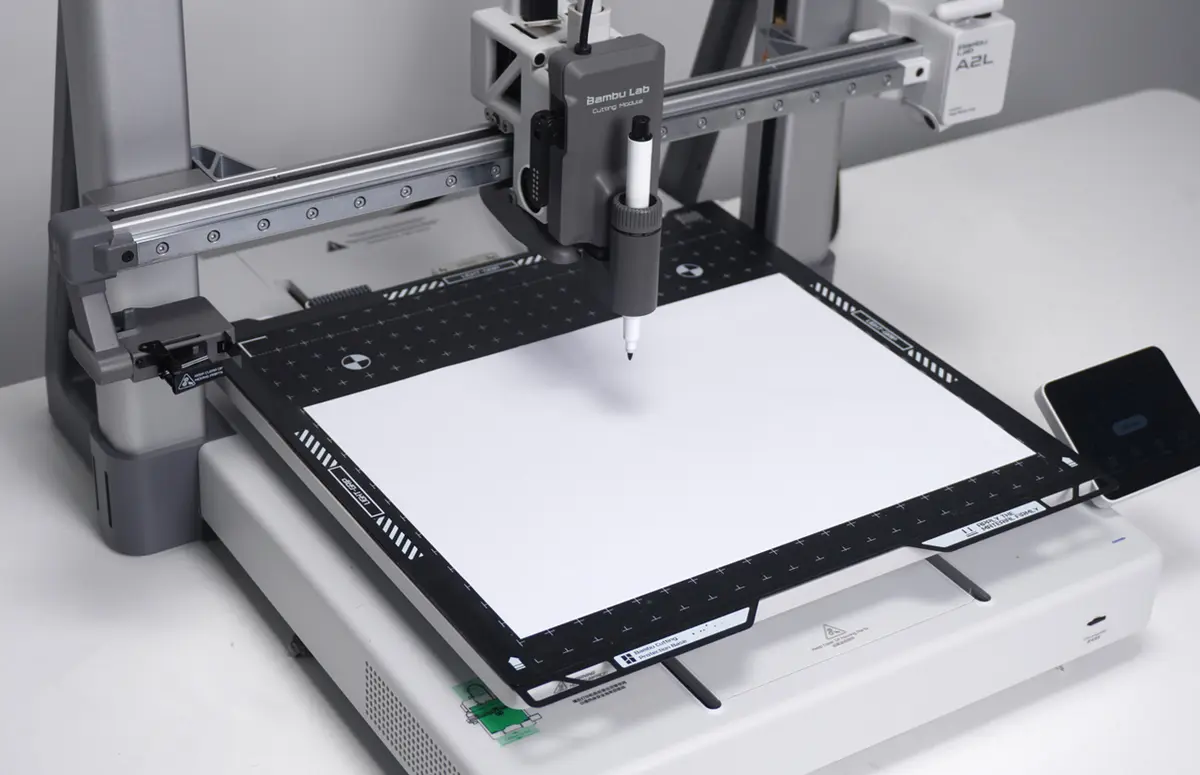
Skæremodul
Ud over toolheadets hovedkomponenter, der er nævnt ovenfor, understøtter A2L også montering af et skære- eller pennmodul til 2D-opgaver. Monteringstrinene er de samme som for H2-serien, se: Brugervejledning til A2L skære- og pennmodul. A2L's toolhead indeholder et adapterprint til skæremodulet, der forbinder skæremodulet og sikrer, at 2D-modulet fungerer korrekt.
 Skæremodul |
 Pennmodul |
Rensestation
Rensestationen bruges til effektivt at opsamle spildfilament, der renses ud fra døsen. Den står for at transportere og sikre korrekt bortskaffelse af spildmateriale og opretholder dermed kontinuiteten og glatheden i printprocessen. Rensestationen spiller en nøglerolle i flere faser, herunder:
- Forberedelse, pause og genoptagelse af print
- Indføring og udføring af filament
- Filamentskift og rensning under flerfarvet print
A2L's rensestation har en indbygget Hall-sensor, der muliggør registrering af døseklumpning. Når der opstår en døseklump på hotendet (f.eks. fordi en model løsner sig), flytter toolheadet automatisk til rensestationens position. Sensoren kan derefter registrere det og udløse den tilsvarende håndteringsprocedure. Se detaljer her: A2L's funktion til registrering af døseklumpning.

Døserenser
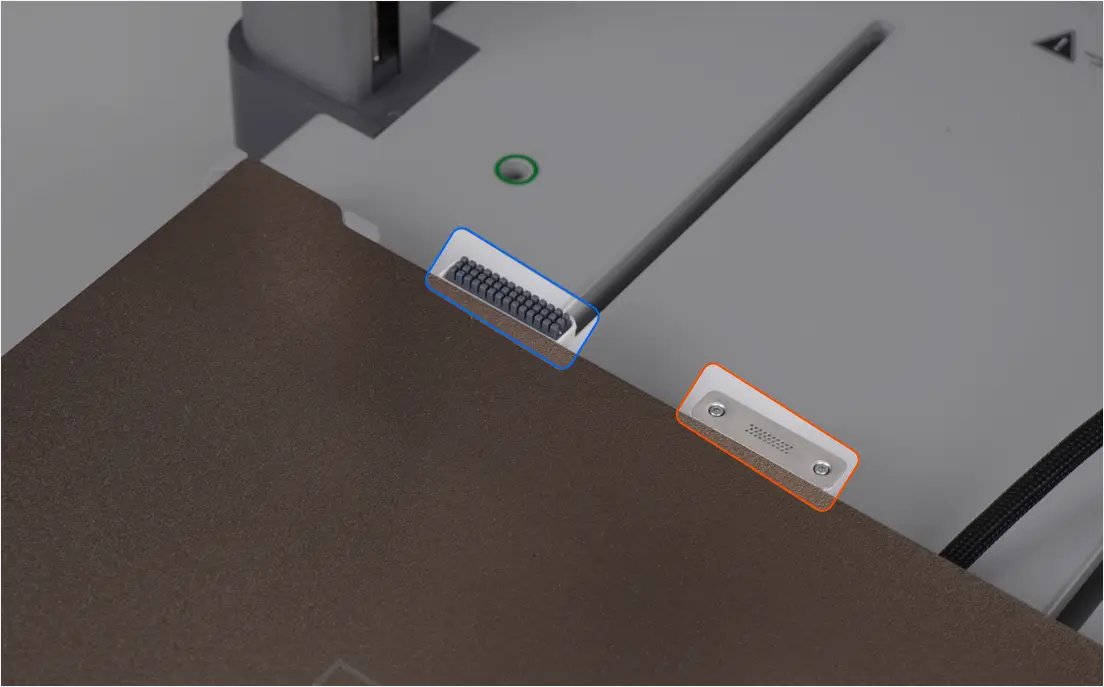
Døserenseren rengør automatisk døsen før starten af hvert printjob uden behov for manuel indgriben. Rengøringsprocessen er opdelt i grov aftørring og fin aftørring:
- Grov aftørring (blå): Bruger den forinstallerede døserenser på varmepladen til at fjerne resterende spildfilament inde fra døsen.
- Fin aftørring (orange): Døsen skraber forsigtigt 1-2 mm ned på en bestemt position på rustfristdålspladen til døseaftørring på varmepladen og sikrer, at døsespidsens overflade er ren.
Varmepladeenhed
Varmepladens primære funktion er at opvarme printoverfladen, så det første lag hæfter bedre til byggepladen. Uden opvarmning af printoverfladen kan det første lag, der afsættes på varmepladen, måske ikke hæfte stabilt, hvilket kan få printet til at bøje sig eller endda løsne sig under det videre print. Under drift styrer A2L-printeren varmepladens temperatur ud fra den anvendte filamenttype med en maksimal temperatur på 80°C.
Samtidig er varmepladen også printerens Y-aksebevægelige komponent. Y-aksemotoren er forbundet til varmepladen via en tandrem og driver varmepladen langs Y-aksen, hvilket muliggør print i Y-retningen. X-aksebevægelsen udføres ved, at X-aksemotoren driver toolheadet via en anden tandrem. De to akser arbejder koordineret og lader printerens døse bevæge sig hen over varmepladens overflade i XY-planet.

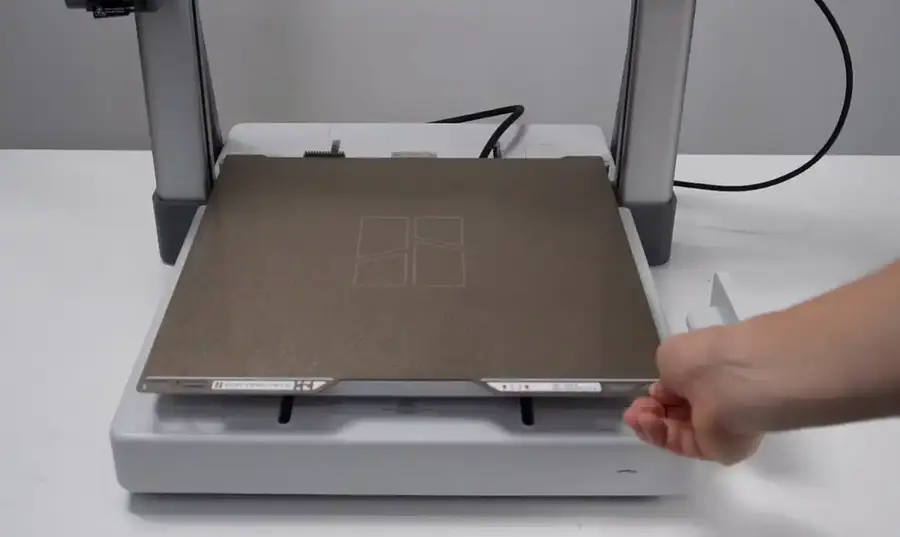
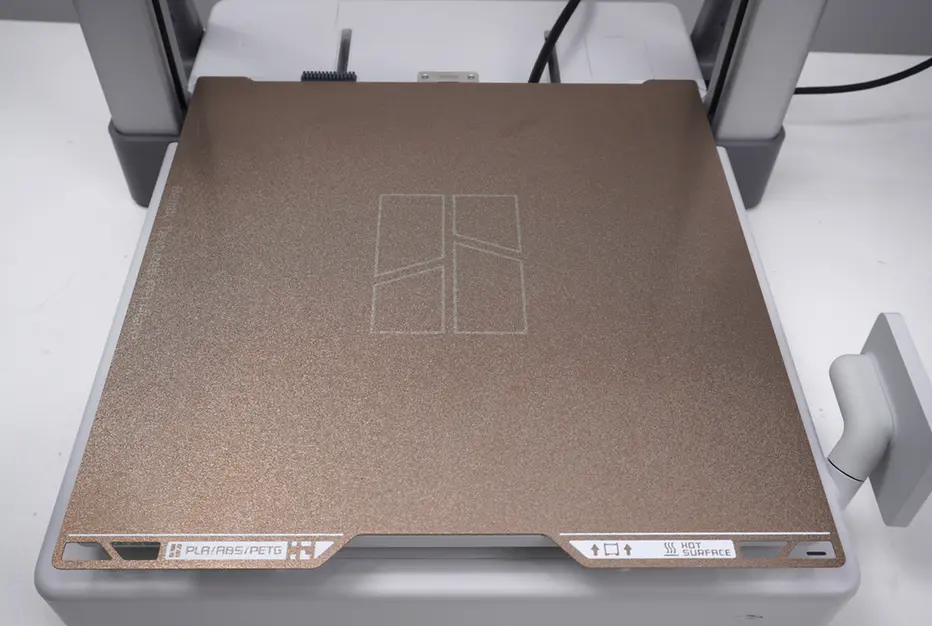
Byggeplade
A2L leveres som standard med en struktureret PEI-byggeplade (inkluderet i kassen). Den er fremstillet ved at sprøjte PEI-materiale på en rustfri stålplade, hvilket giver bunden af print en særlig struktureret finish. Denne byggeplade kan bruges til print af forskellige filamenter som PLA, PETG, TPU osv. og kræver ingen klæbemidler.
Det anbefales at rengøre byggepladen regelmæssigt for at bevare optimal vedhæftning. Undgå også at røre byggepladens overflade direkte med fingrene for at forhindre, at hudfedt overføres til overfladen, hvilket kan påvirke pladens vedhæftning til filamentet.
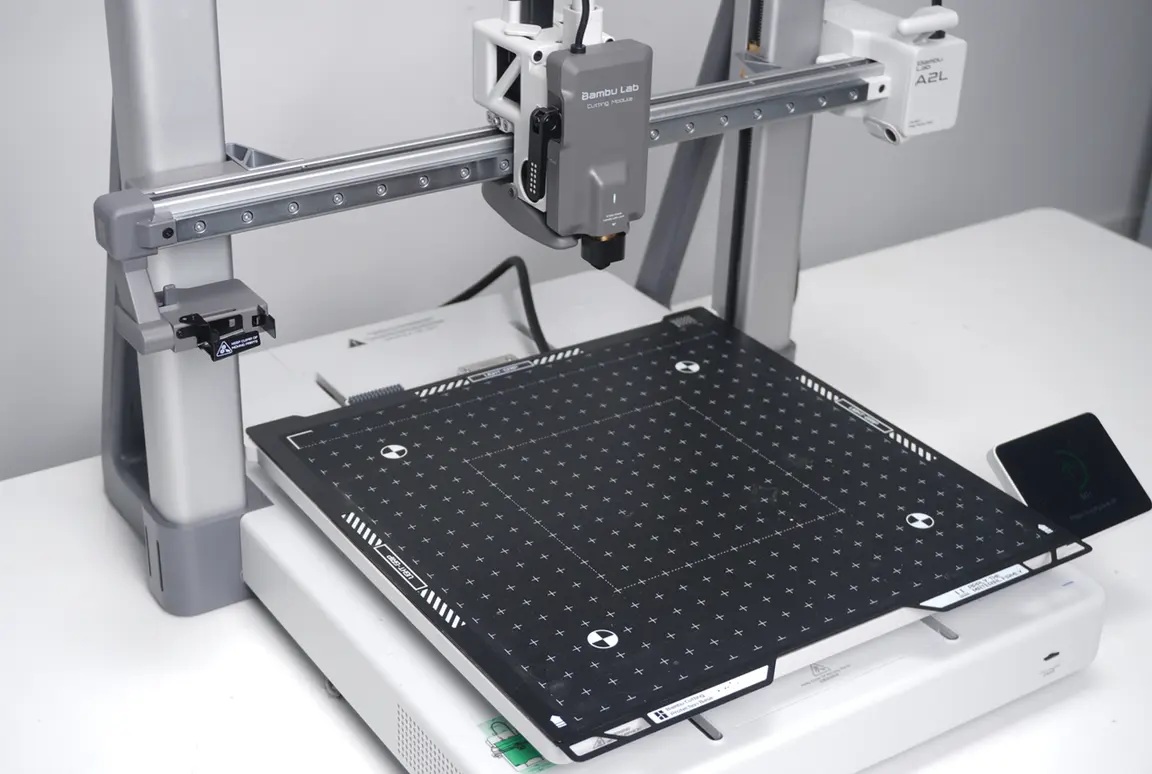
Derudover kan A2L også udstyres med en skæreplatform, der arbejder sammen med skæremodulet eller pennmodulet til 2D-opgaver. Skæreplatformen består af en skærebeskyttelsesbase og en skæremåtte. Før et skærejob startes, skal det materiale, der skal bearbejdes, fastgøres på skæremåttens overflade for at holde det på plads under arbejdet.
 |
 |
Skærm
A2L er udstyret med en 3,5-tommers touchskærm med en opløsning på 240 × 320 og et mere flydende brugergrænseflade, der giver en glat betjeningsoplevelse.

Kamera
A2L er udstyret med et kamera med lav billedhastighed, der understøtter op til 1080P. Kameraet er installeret inde i X-aksemotorens cover og kan bruges til at se printerens arbejdsskærm, optage printvideoer og generere timelapse-optagelser. Sørg for, at kameraet er korrekt installeret, så kameraets synsfelt peger korrekt mod printerens byggeområde, for at undgå registreringsproblemer med printområdet eller døsen.

Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides