Introduktion til X2D
Fremhævede komponenter: hjælpeekstruder
Sammenlignet med Bambu Labs andre printere med dobbelt dyse anvender X2D et nyt design, hvor hoved- og hjælpeekstruder er adskilt. Den centrale forskel ligger i den optimerede placering af toolhead og ekstrudermotor: kun hovedekstruderen, der hører til venstre hotend, er integreret i toolheadet, mens ekstruderingen for højre hotend varetages selvstændigt af hjælpeekstruderen, der sidder øverst på printerens bagpanel.
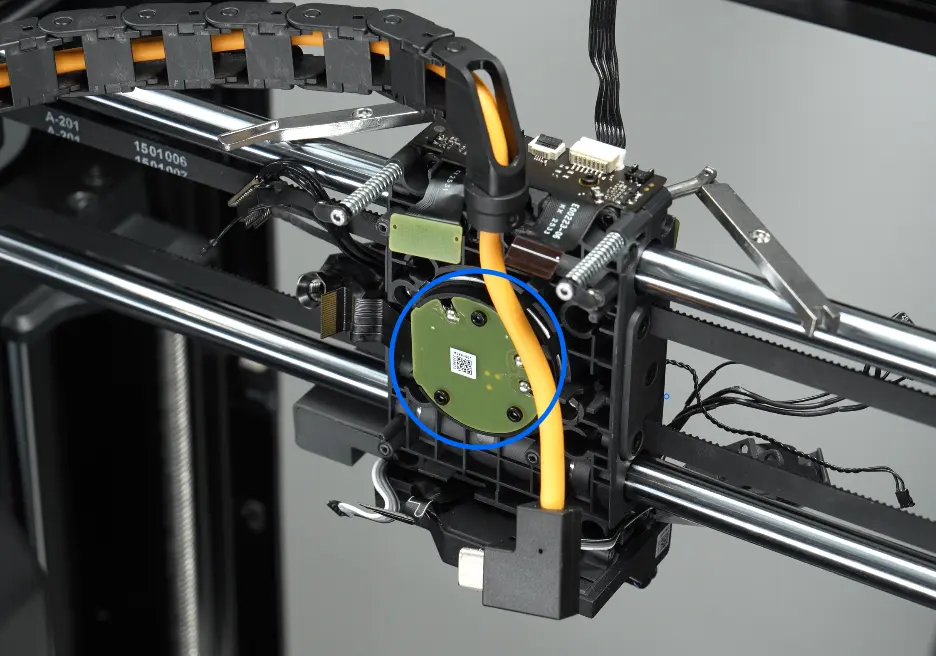
Sammenlignet med hovedekstruderen har hjælpeekstruderen et design, hvor motoren er adskilt fra toolheadet, så der opstår en betydelig afstand mellem de to. Dette design sparer effektivt plads i toolheadet, øger det tilgængelige byggevolumen og forbedrer bevægelsesfriheden. Hjælpe-hotenden kan fødes med filament fra enten en ekstern spole eller AMS, så den dækker forskellige printbehov.

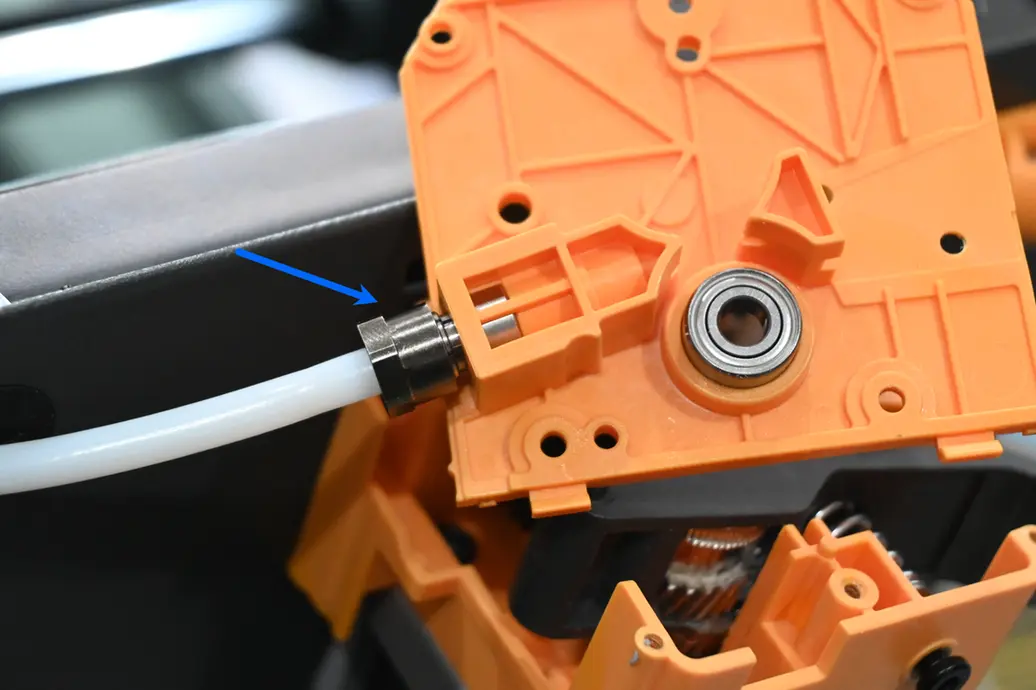
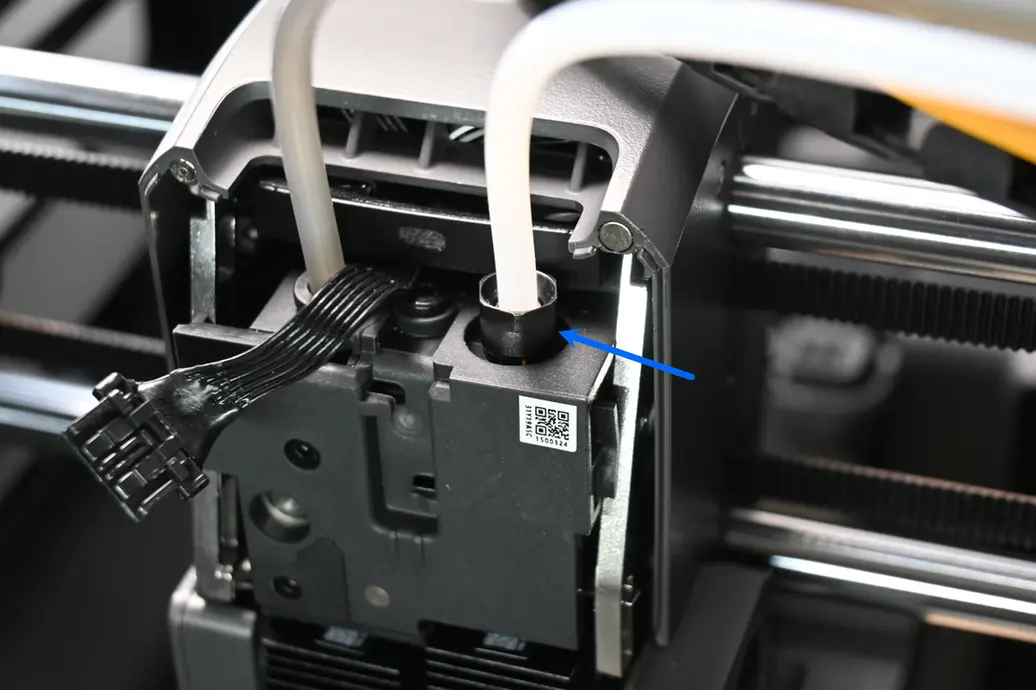
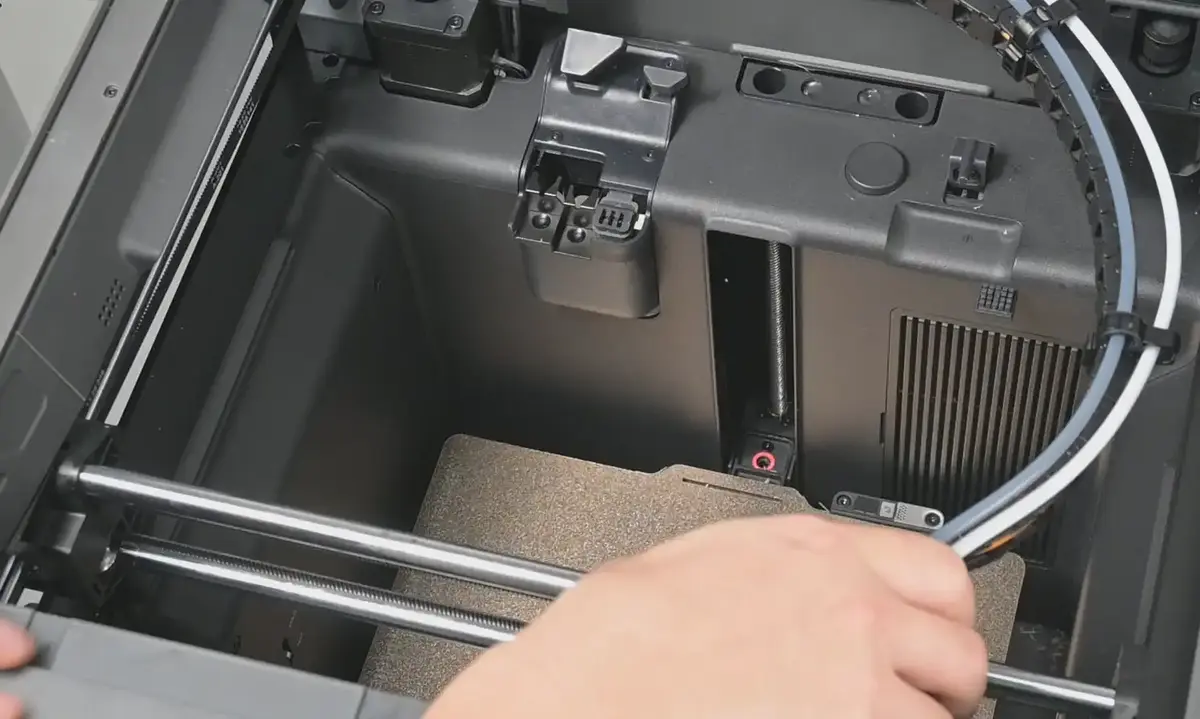
Filamentudgangen på hjælpeekstruderen bruger en låsemøtrik til PTFE-slangen, hvilket passer med designet af filamentindgangen på hjælpe-hotenden på toolheadet. Da fjernekstrudering stiller høje krav til ekstruderingskraften, kan almindelige trykluftfittings ikke holde længe nok, mens låsemøtrikken kan klare høj fremføringskraft og sikrer en stabil og holdbar forbindelse.
 |
 |
Du kan læse mere om hjælpeekstruderen under X2D hjælpeekstrudering.
Core-XY-bevægelsessystem
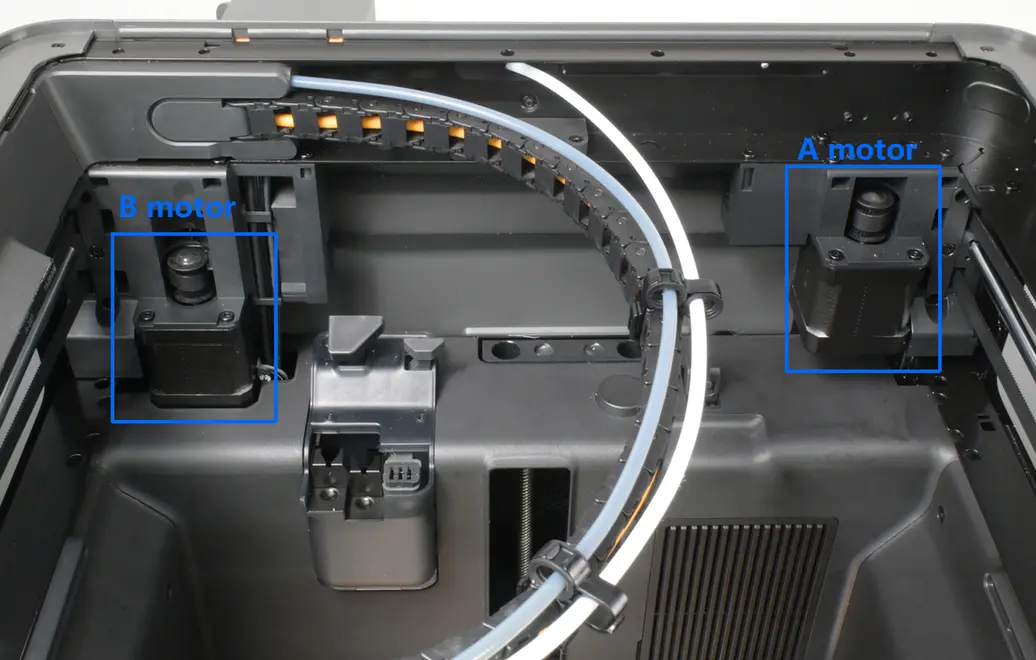
X2D bygger på Core-XY-arkitekturen, som omfatter to stepmotorer og flere sæt mellemhjul. Hver stepmotor er forbundet til toolheadet via sin egen tandrem, og toolheadets bevægelse og position styres gennem det koordinerede samspil mellem motorer og tandremme.
Sådan virker det
I et Core-XY-system styrer motor A og motor B hver sin remløkke uafhængigt. Som vist nedenfor driver venstre motor B, når den kører alene, kun venstre Y-akse-rem, så toolheadet bevæger sig diagonalt i en vinkel på 45 grader.
På samme måde driver højre motor A, når den kører alene, højre Y-akse-rem, så toolheadet bevæger sig diagonalt i den modsatte 45 graders retning.
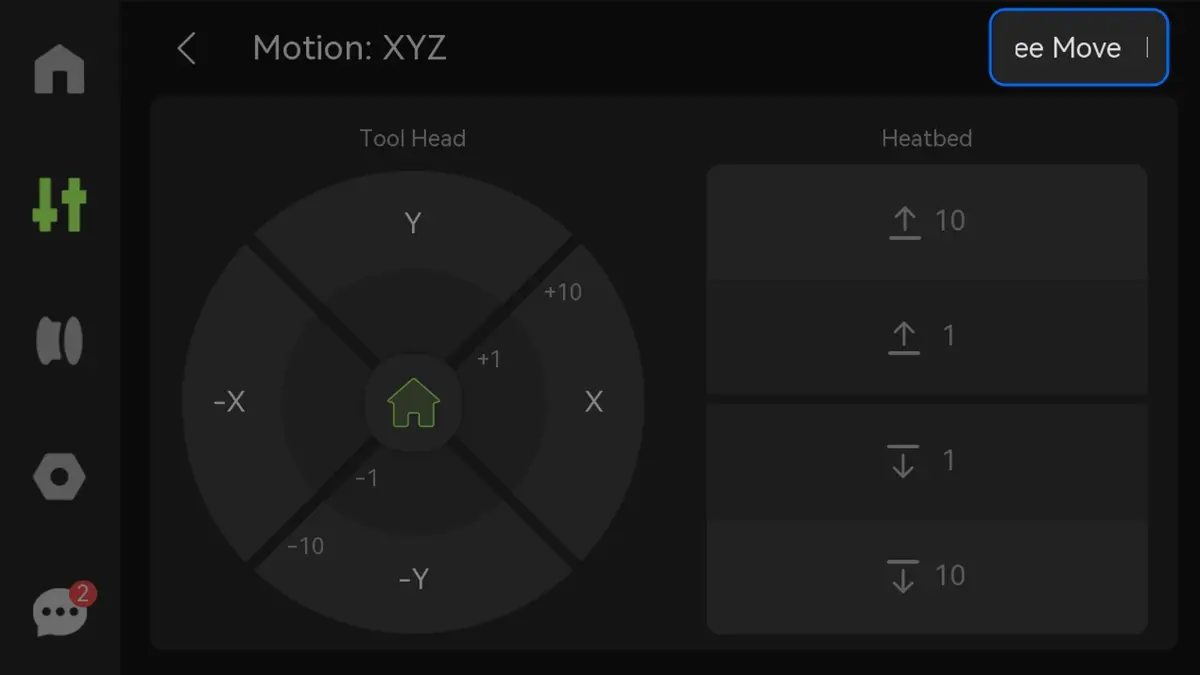
Bemærk: Når motoren ikke har strøm, kan du flytte toolheadet manuelt. Efter at have tændt printeren går du til "Control > Motion" for at aktivere fri bevægelse. Når funktionen er slået til, kan du frit flytte toolhead og varmeplade manuelt, mens XYZ-motorerne står stille, hvilket gør vedligeholdelse og eftersyn nemmere.
Denne opbygning reducerer vægten af de bevægelige dele, hvilket giver hurtigere og jævnere bevægelse samt bedre printkvalitet og effektivitet.
Du kan læse mere om CoreXY-bevægelsessystemet på dette link.
X-akse
X-aksen bruger en lineær stang og remtræk til at styre toolheadets venstre-højre-bevægelse, så toolheadet altid forbliver i et vandret plan, når det bevæger sig langs X-aksen. Bevægelsen i X-retningen drives af stepmotor A og B samtidig.

Y-akse
Y-aksen styrer toolheadets bevægelse frem og tilbage. Toolheadet og X-aksen bevæger sig som en samlet enhed og glider frem og tilbage langs Y-aksens lineære stænger på begge sider af printerrammen. Denne bevægelse drives også af stepmotor A og B samtidig.

Z-akse
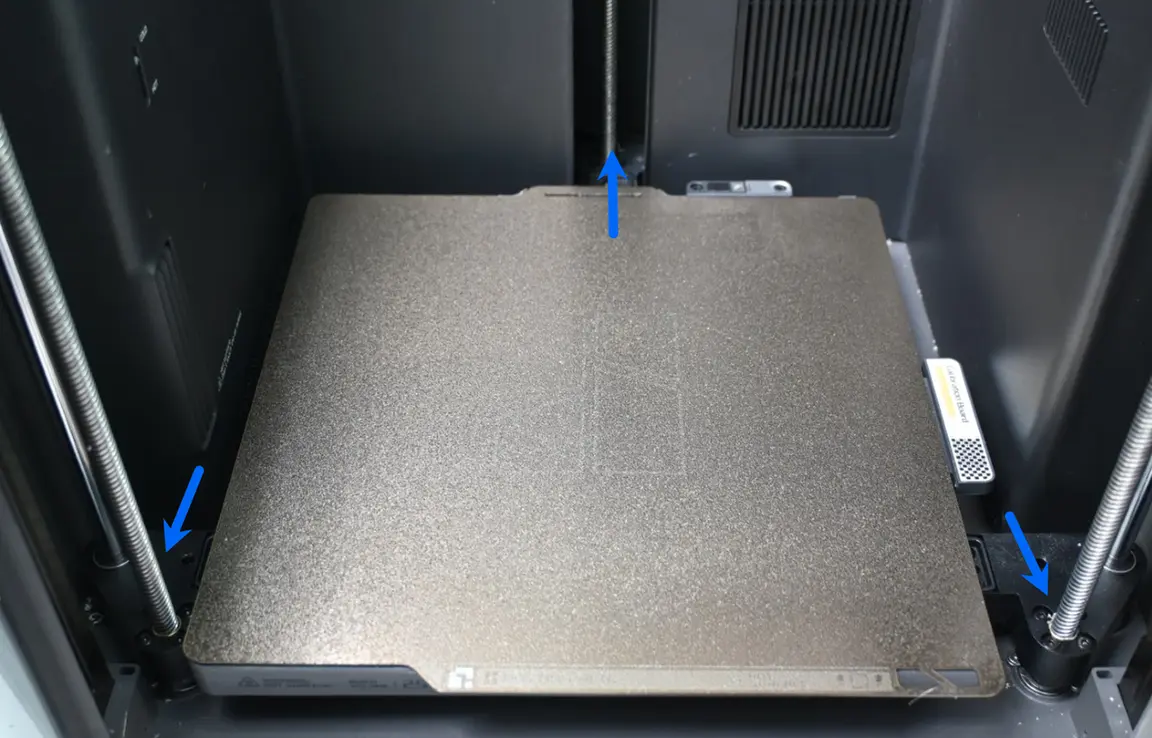
X2D'ens Z-akse består af spindler og lineære stænger, der er fordelt foran til venstre, foran til højre og midt bagved varmepladen.
Spindlerne er forbundet til den samme Z-stepmotor via en rem og drives ensartet rundt af motoren, hvilket får møtrikkerne på varmepladen til at hæve og sænke sig synkront, så varmepladen kan bevæge sig lodret. De lineære stænger sørger for præcis positionering, dæmper effektivt rystelser fra spindlernes rotation og sikrer stabil drift af varmepladen.
Toolhead
Toolheadet er en af 3D-printerens centrale arbejdskomponenter og står for at opvarme og smelte filament, ekstrudere det præcist og bygge modellen op lag for lag på printfladen. Toolheadets vigtigste komponenter og deres funktioner gennemgås nedenfor.

Hovedekstruder
Hovedekstruderen står for at gribe fat i filamentet og skubbe det ind i hotenden. Når filamentet er opvarmet og smeltet inde i hotenden, lægges det lag for lag i en model gennem dysen. Den skal præcist styre, hvor meget filament der ekstruderes og trækkes tilbage, for at sikre den printede models maloverholdelse og overflade, hvilket gør den til en af 3D-printerens centrale komponenter.

Ekstruderen indeholder følgende vigtige komponenter:
Bemærk: Ekstruderen er et komplet og selvstændigt produkt, og der sælges ikke enkelte små indvendige reservedele separat.
- Ekstrudertandhjul i hærdet stål: X2D bruger ekstrudertandhjul i hærdet stål, som består af et drivhjul og et drevet hjul, og som præcist skubber filamentet frem, drevet af ekstrudermotoren.
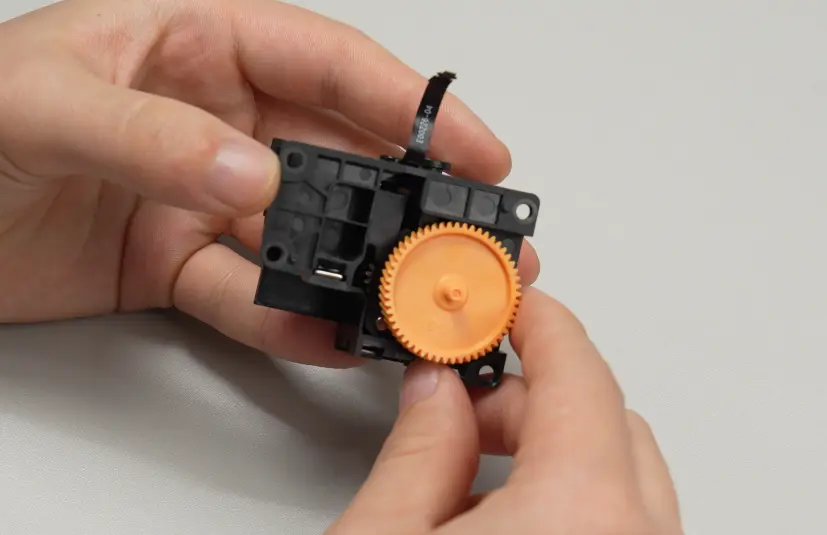
- Ekstrudermotor: Ekstrudermotoren er monteret bag på ekstruderen og driver ekstruderen til at føre filament frem. X2D bruger Bambu Labs egenudviklede, højpræcise servomotor med permanentmagnet, som kan registrere filamentsammenfiltring ved at overvåge ændringer i modstanden under drift, hvilket yderligere sikrer en jævn og pålidelig printproces.
Hotend-enhed
Hotend-enheden er toolhead-modulets centrale komponent og består hovedsageligt af hotendens varmeenhed, selve hotenden og silikonesokken til hotenden, og den understøtter en maksimal varmetemperatur på 300 grader C. Hotend-enheden opvarmer filamentet til en bestemt temperatur, og det smeltede filament lægges i tynde lag, der danner modellen.
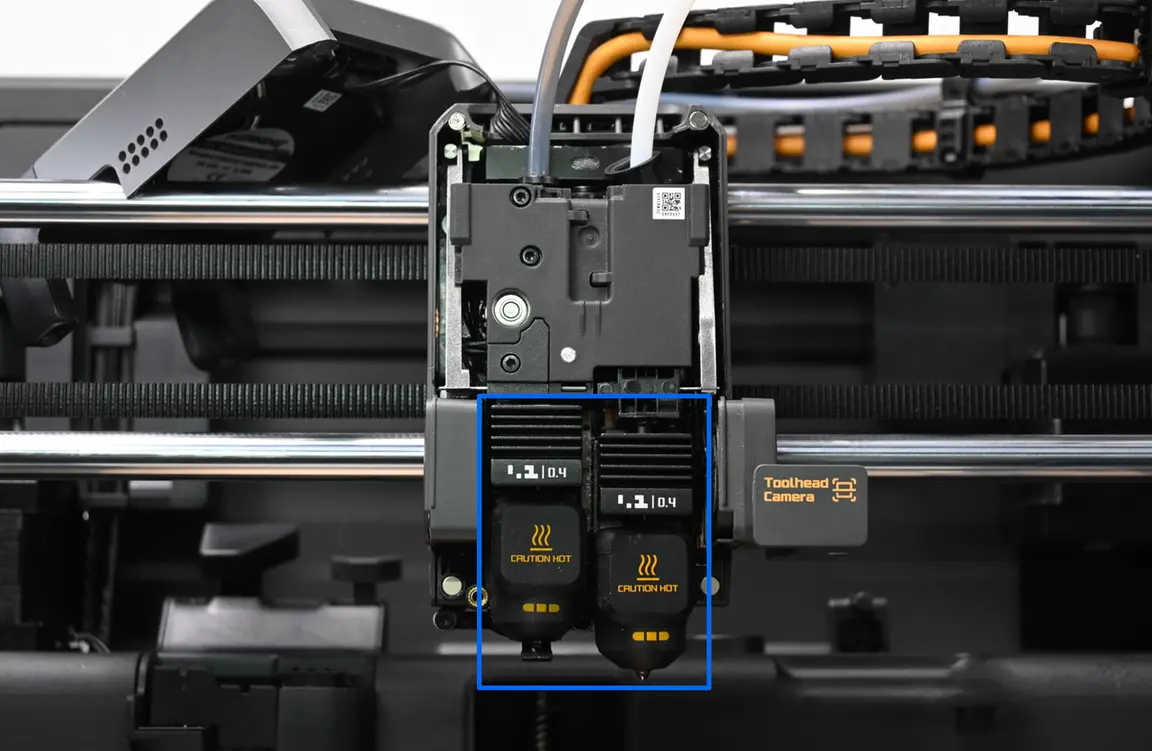
Hotend
Hotenden samler dyse, varmebrud og køleribbe og fastgøres over varmeenheden med et lynudløserhåndtag. Når filamentet er opvarmet og smeltet, lægges det i tynde lag gennem dysen.

-
Kold sektion: Køleribbe og varmebrud holder en lav temperatur over hotenden og forhindrer varmekrybning og tilstopning.
-
Varm sektion: Smelter filamentet, før det ekstruderes gennem dysen.
Hotendens varmeenhed
Hotendens varmeenhed omfatter hotend-varmelegemet, termistoren til hotenden, keramikbasen og lynudløserhåndtaget og bruges til præcis opvarmning og temperaturovervågning med en maksimal varmetemperatur på 300 grader C.
Hotend-varmelegemet og termistoren til hotenden er fastgjort på varmebasen, så du ikke behøver at sætte små stik i og ud eller bruge en skruetrækker; lynudløserhåndtaget bruges til at fastgøre hotenden og sikrer varmeledning og smeltning af filamentet.
Silikonesok til hotend
Dækker dysen for at holde på varmen, stabilisere temperaturen og forhindre plastikophobning. Den har også tre gule markører til AI-registrering af monteringsstatus. Mangler den, beder systemet dig om at montere den igen.

Flow-blocker
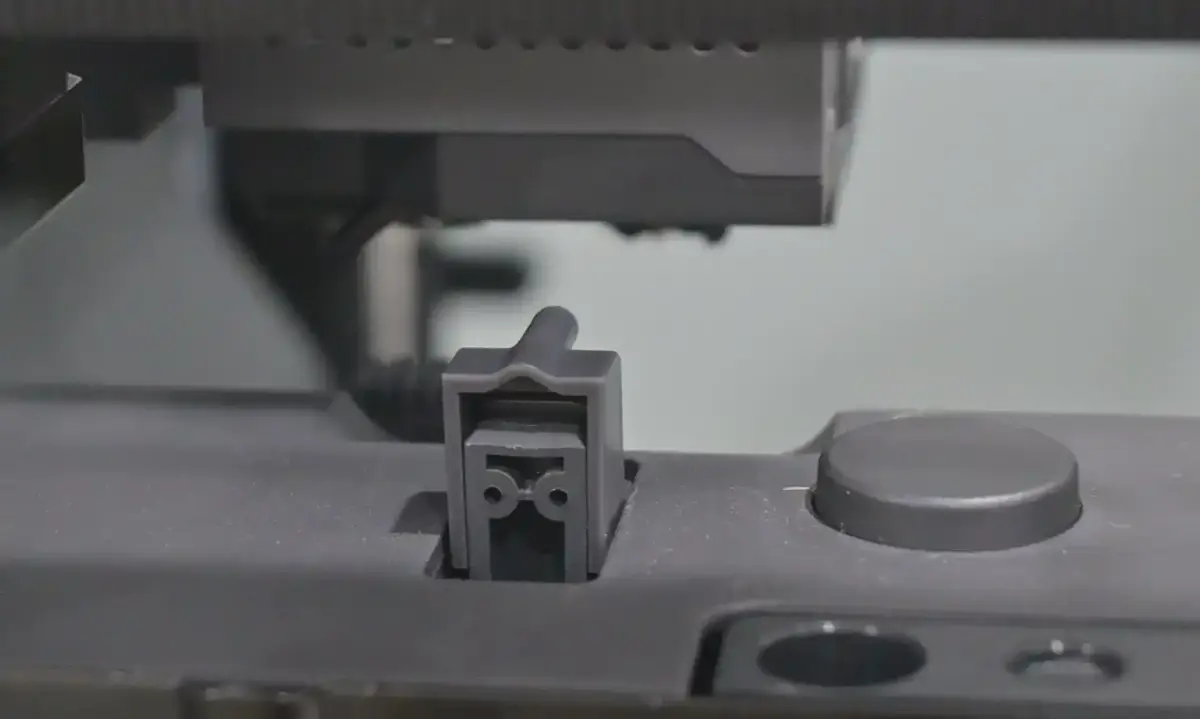
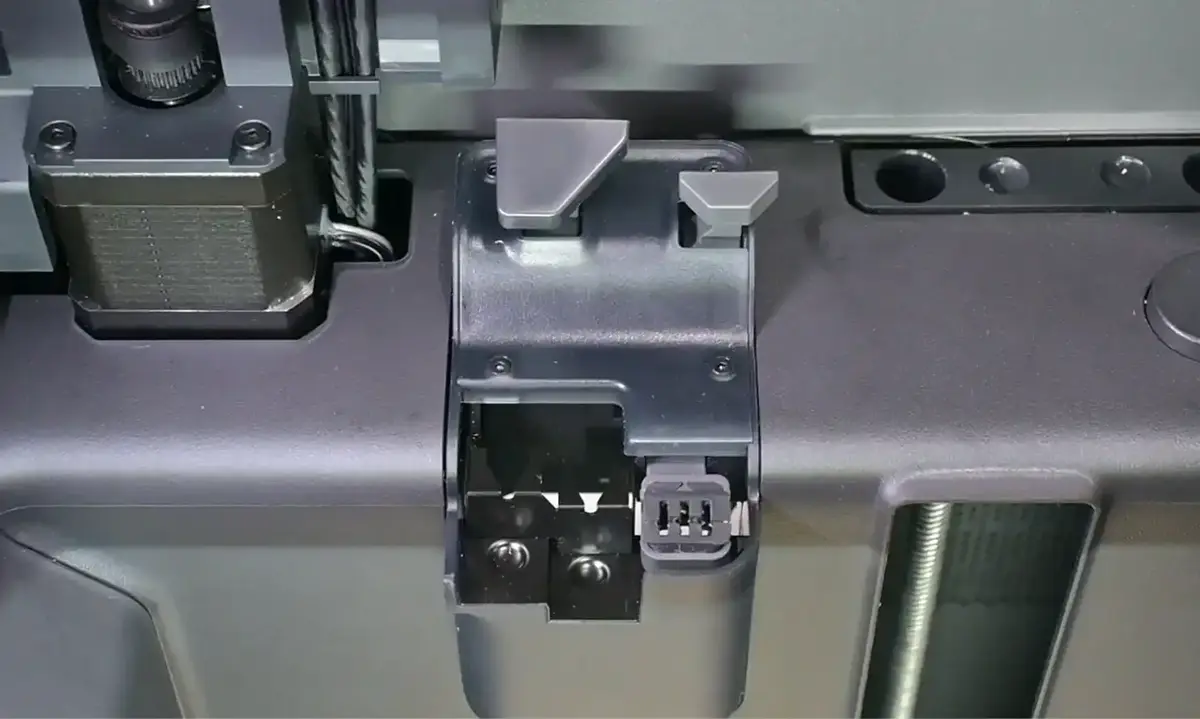
En flow-blocker sidder under toolheadet. Den er forbundet til håndtagsenheden til dyseskift via en forbindelsesstang og tandhjul og bruges til at blokere dysen i hviletilstand for at forhindre udsivning.
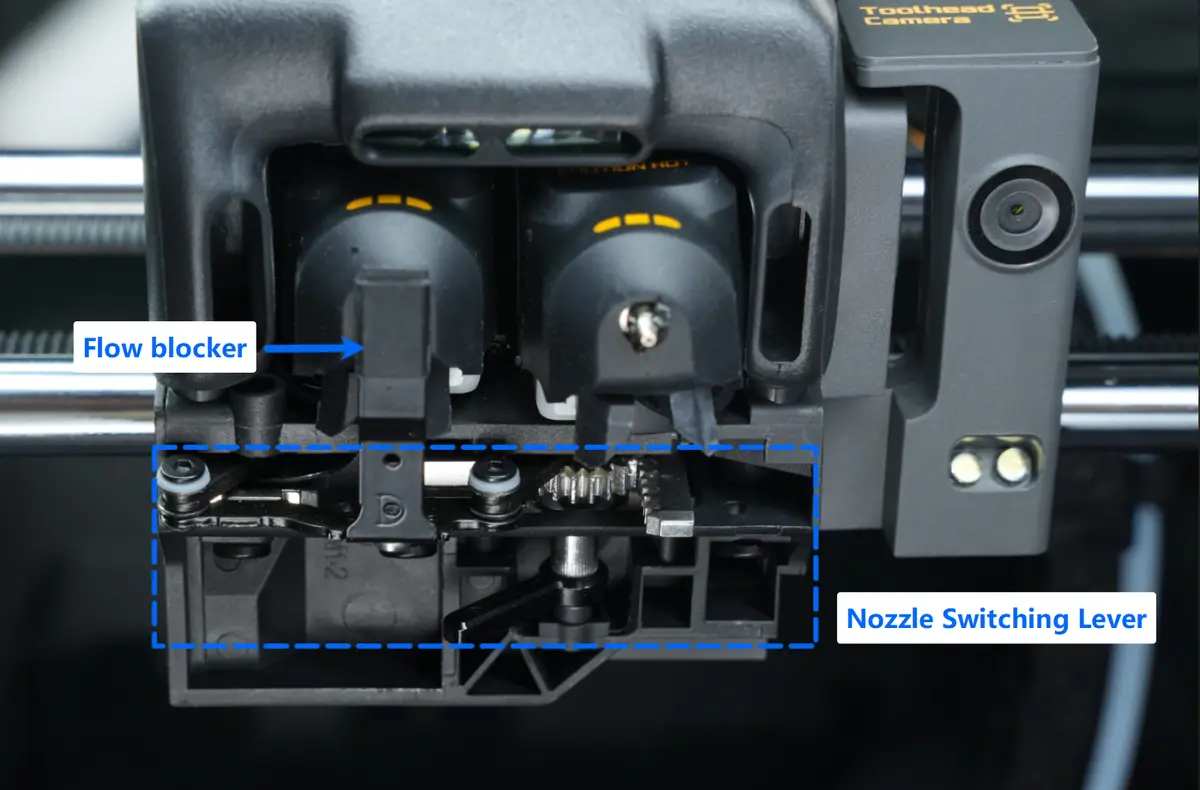
I modsætning til andre printere med dobbelt dyse bruger X2D ikke en løftemotor til at dreje og skifte dyser. I stedet sker det gennem kontakt og samspil mellem håndtaget til dyseskift i bunden af toolheadet og dyseskifteklodsen på printerens indvendige beklædning. Når håndtaget rører klodsenheden, driver det forbindelsesstangen til at svinge til venstre og højre via tandhjul, hvilket fuldfører skiftet mellem hoved- og hjælpedysen.
 |
 |
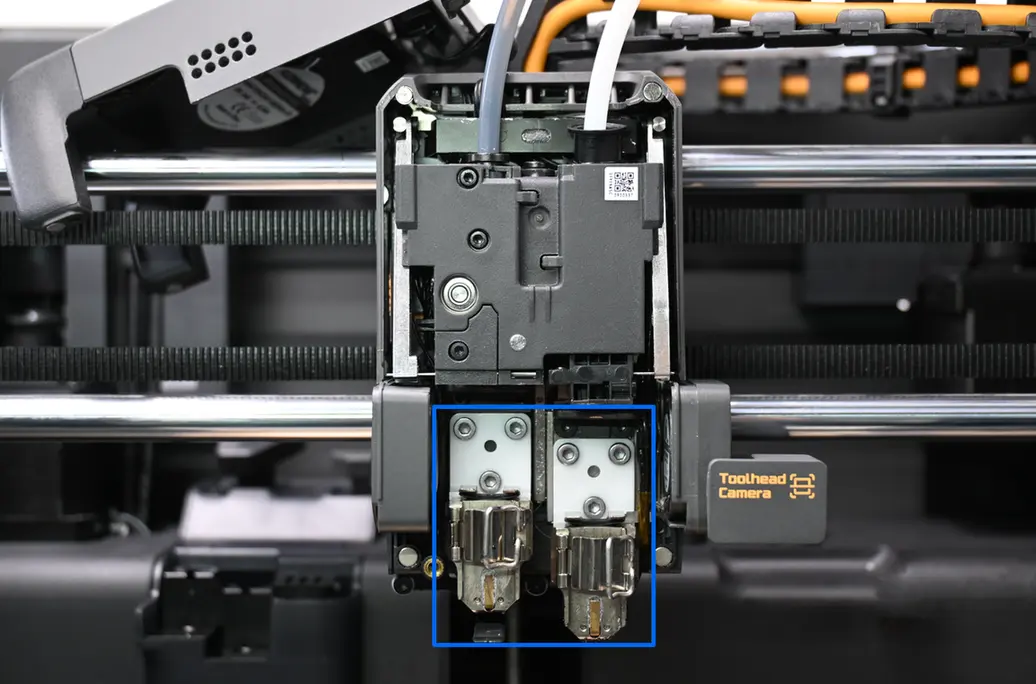
Håndtag til filamentklipper og filamentklipper
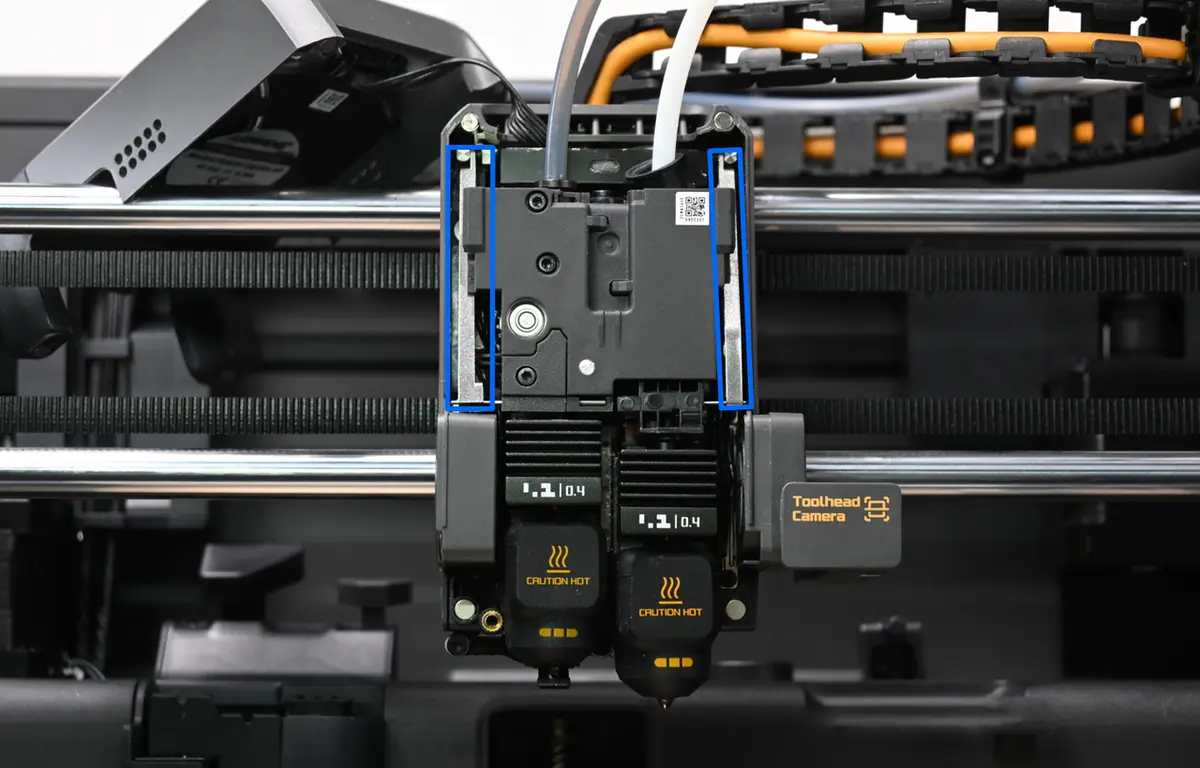
X2D er ikke udstyret med en ekstern filamentklipper, og klippefunktionen sker via to filamentklippere på venstre og højre side af toolheadet.
Under klipningen flytter toolheadet sig først til en bestemt position midt i kammeret, derefter strækker filamentklipperstopperen sig ind fra bagsiden af toolheadet, skubber det tilsvarende venstre eller højre håndtag til filamentklipperen fremad og driver så den tilsvarende filamentklipper til at klippe filamentet over.
 |
 |
Køleblæser til emne
En køleblæser til emnet er indbygget i frontdækslet på X2D-toolheadet og kan lede varmen væk fra ekstruderen og hotendens køleribbe. Med intelligent temperaturstyring afhjælper den tilstopning og ekstruderingsproblemer, der kan opstå i krævende printmiljøer, og hæver den anbefalede driftstemperatur for printeren.

Køleblæser til hotend
X2D er udstyret med to køleblæsere til hotenden, en til venstre og en til højre. Den kolde luft fra blæserne ledes hen til de to hotends køleribber via en luftkanal for at holde hotendens temperatur stabil og forhindre overophedning, hvilket forbedrer printkvaliteten og reducerer tilstopning.
 |
 |
Renseviskeren
X2D'ens renseviskeren omfatter en rensedel og en dysevisker:
-
Rensedel: Består af en skubbeplade og en opsamlingsplade og håndterer effektivt det affaldsfilament, der renses ud af dysen. Dens funktioner omfatter at opsamle og transportere kasseret filament for at sikre korrekt bortskaffelse og en kontinuerlig og jævn printproces. Denne enhed spiller en vigtig rolle i flere printprocesser, herunder forberedelse af printeren, pause og genoptagelse af print, ind- og udføring af filament samt materialeskift og rensning under flerfarveprint.
-
Dyseviskerdel: Består af en skubbestang og en forbindelsesstang til dyseviskeren og renser dysen, før printopgaver starter. Efter hver printstart udføres renseprocessen automatisk uden manuel indgriben. Bemærk, at udskiftning af silikone-dyseviskeren er en del af den rutinemæssige vedligeholdelse. Bliver den beskadiget, kan reservedele købes i den officielle butik.
Rensningen af dysen før print sker i to trin:
-
Grovaftørring: Fjerner resterende filament på dysen med viskeblokken.
-
Finaftørring: Dysen flytter til et bestemt område på byggepladen og skraber forsigtigt 1-2 mm ned for at rense dysespidsen, så den bliver glat og ren.

Varmeplade
Varmepladen bruges til at opvarme printfladen, så printet hæfter bedre til byggepladen. Uden opvarmning køler det aflagte filament hurtigt af og skaber spændinger mellem lagene, hvilket kan medføre warping og forringe printkvaliteten.
Under print justerer X2D-printeren varmepladens temperatur efter den anvendte filamenttype og når op til 120 grader C. Når der for eksempel printes med PLA på Bambu Cool Plate, sættes varmepladens temperatur til 35-45 grader C for effektivt at forhindre warping. For materialer som ABS og PC skal varmepladens temperatur sættes til mellem 100 og 110 grader C for at undgå warping.
X2D-printerens varmeplade omfatter følgende komponenter:
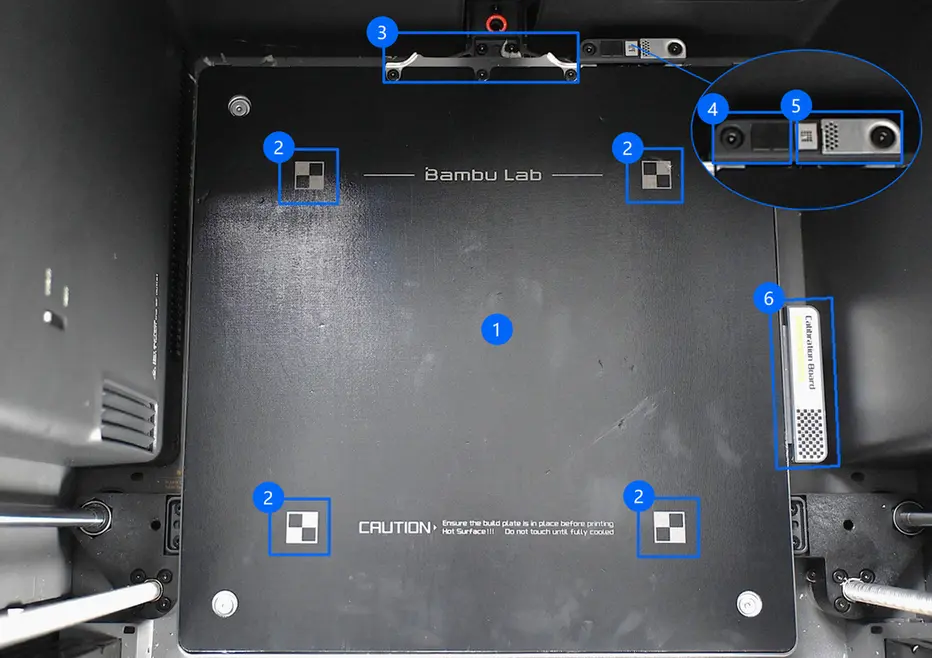
| Nr. | Navn | Funktion | Bemærkninger |
|---|---|---|---|
| 1 | Varmeområde | Opvarmer fladen | Undgå at ridse det bløde magnetiske klistermærke med skarpe genstande. |
| 2 | Markør på magnetfladen | Kalibrerer live view-kameraet | Undgå at ridse det bløde magnetiske klistermærke med skarpe genstande. |
| 3 | Parallelklods til positionering af byggeplade | Gør det nemt at placere byggepladen præcist | Når du placerer byggepladen, kan du vippe den en smule og skubbe den indad og lægge den ned, når den når yderpositionen. |
| 4 |
Spole til kalibrering af dyseforskydning | Kalibrerer hotendenes forskydning, så de skiftede hotends positioneres helt ens | Hvis du oplever et tydeligt lagskift på modellen efter et dyseskift under print, anbefales det at udføre en kalibrering af dyseforskydningen. |
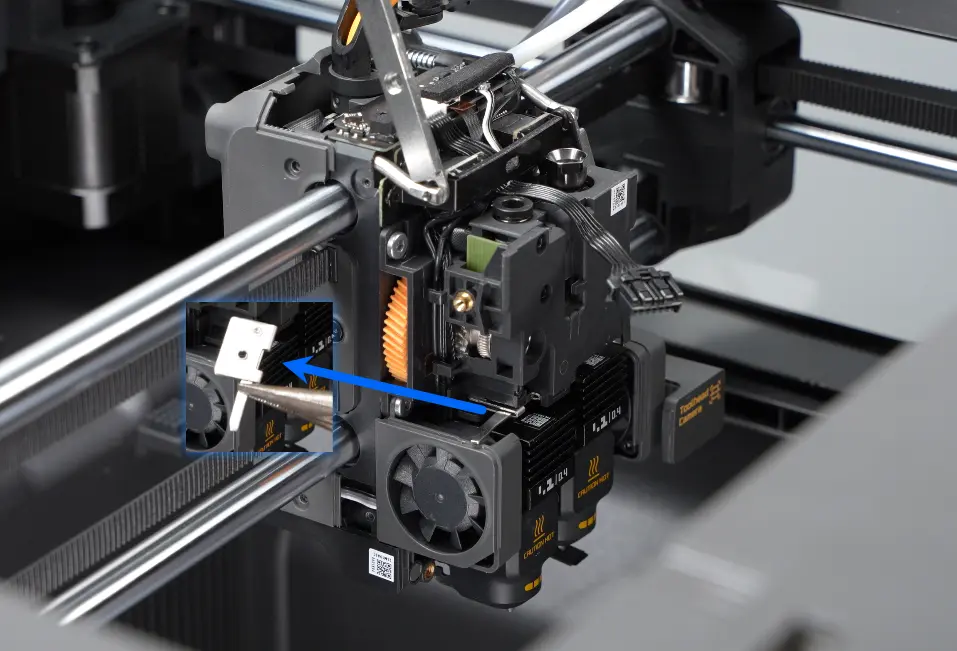
| 5 | Stålplade til dysevisker | Renser dysen og holder dysefladen glat | Den kan tages af og udskiftes efter kraftig slitage. |
| 6 | Kalibreringsklistermærke | Kalibrerer toolhead-kameraet | Undgå at ridse klistermærket med skarpe genstande. |
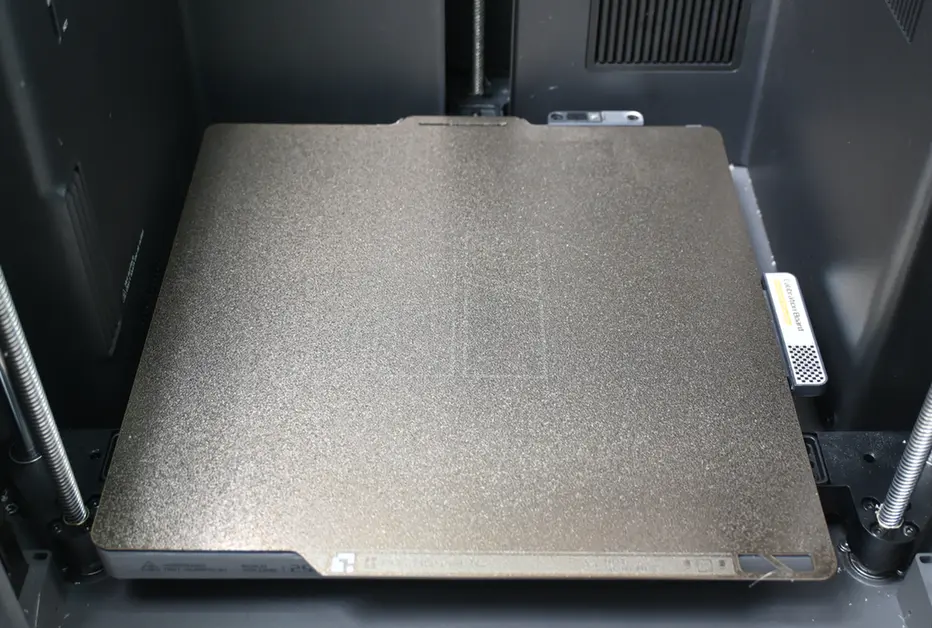
Byggeplade
X2D-printere leveres med en Bambu Textured PEI Plate og understøtter alle aktuelle Bambu-byggeplader på 256*256 mm, men kan ikke genkende byggeplader af første generation. Hvis enheden angiver en ukendt pladetype, skal du manuelt vælge "Ignore" eller deaktivere pladeregistrering på skærmen.
Du kan læse mere om byggeplader under Introduktion til byggepladerne.
Adaptivt luftsystem
X2D'ens adaptive luftsystem består af en adaptiv luftskifteenhed (med venstre kammertemperaturkomponent og højre blæser), en kammer-udsugningsblæser og et luftfilter. Det skifter automatisk mellem kraftig køletilstand og varmetilstand alt efter printscenariet for at regulere kammertemperaturen.
Adaptiv luftskifteenhed
Venstre blæser til ekstra emnekøling/kammeropvarmning
-
I kraftig køletilstand fungerer venstre blæser som ekstra emnekøleblæser og giver forstærket køling til filamenter med lav temperatur.
-
I varmetilstand fungerer venstre blæser som kammeropvarmningsblæser. Når du har indstillet kammertemperaturen, kører varmetråden på fuld kraft, mens blæseren kører med maksimal hastighed. Efter homing sænkes varmepladen under luftudtaget (Z-akse-højde >160 mm). Blæseren reducerer derefter til 40 % hastighed, og varmetrådens effekt sænkes for at holde en stabil kammertemperatur, uden at luftstrømmen rammer print eller varmeplade direkte.

Højre blæser til ekstra emnekøling/kammerfiltrering
-
I kraftig køletilstand fungerer højre blæser som ekstra emnekøleblæser. Ved print af filamenter med lav temperatur som PLA trækker den ekstern kølig luft ind i kammeret for at forhindre tilstopning af hotenden på grund af for meget varme. Luftstrømmen danner et "kølelag" over printet, så det størkner hurtigt, og kvaliteten forbedres.
-
I varmetilstand fungerer højre blæser som kammerfiltreringsblæser. Ved filamenter med høj temperatur undgår den at trække kold luft ind for at stabilisere kammertemperaturen, mens den cirkulerer luften gennem filteret for at mindske lugt og partikler.

Kammer-udsugningsblæser
Kammer-udsugningsblæseren understøtter aktiv udsugning. Ved print med filamenter med lav temperatur som PLA leder den printgasser ud og samarbejder med det adaptive luftsystem for at forbedre kølingen. Ved filamenter med høj temperatur kan du aktivere funktionen via "Purify Air at Print End" på skærmen. Når printet er færdigt, leder enheden automatisk resterende gasser ud af kammeret. Sammen med ventilationsrøret kan printudsugningen ledes direkte udendørs eller til et bestemt område.
Luftfilter
X2D er udstyret med et højeffektivt luftfilter, der effektivt opfanger VOC'er (flygtige organiske forbindelser) og partikler under print, så arbejdsmiljøet holdes rent.
I varmetilstand trækkes luft fra kammeret ind gennem indtaget bag filteret, hvor den filtreres og renses, hvilket markant reducerer partikeludledning og lugt.

Den eksterne udsugningsblæser understøtter også montering af et filter. I køletilstand strømmer den varme luft inde i kammeret gennem filteret, renses og ledes derefter ud af den eksterne udsugningsblæser. Det giver en intern recirkulerende udsugningsbehandling, der holder indeluften frisk.

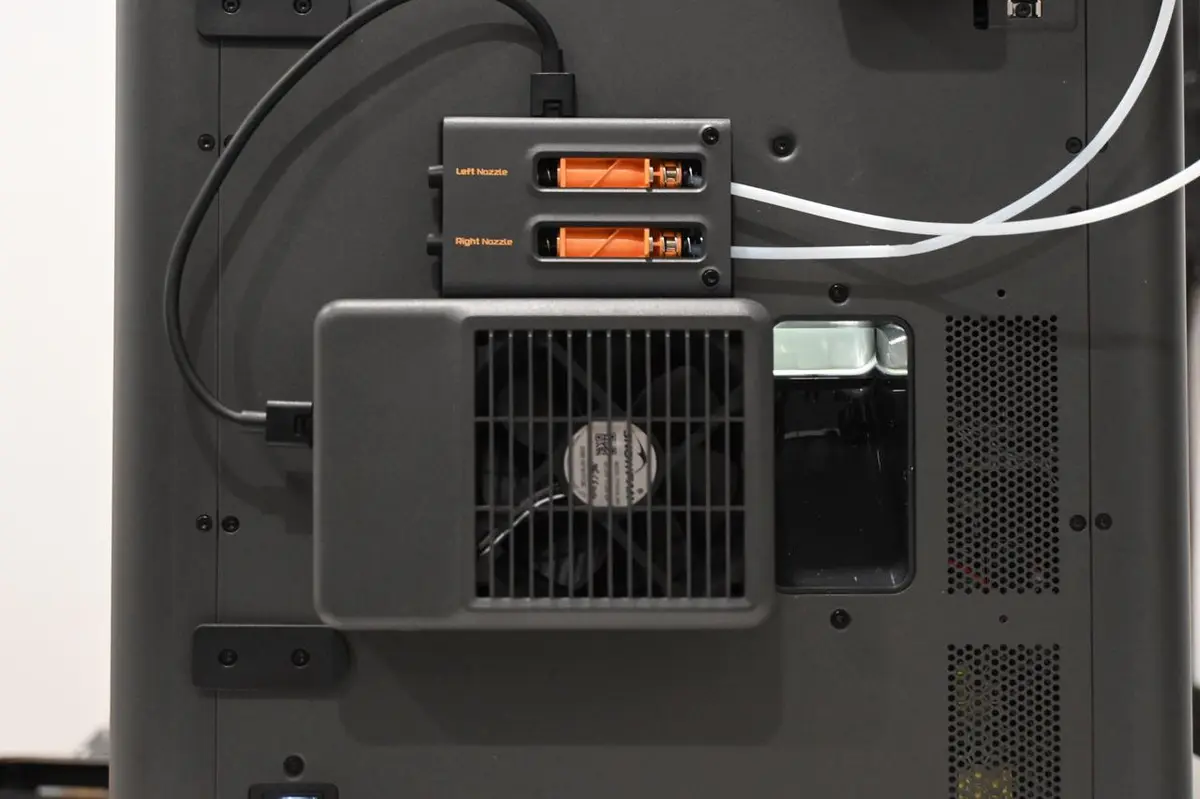
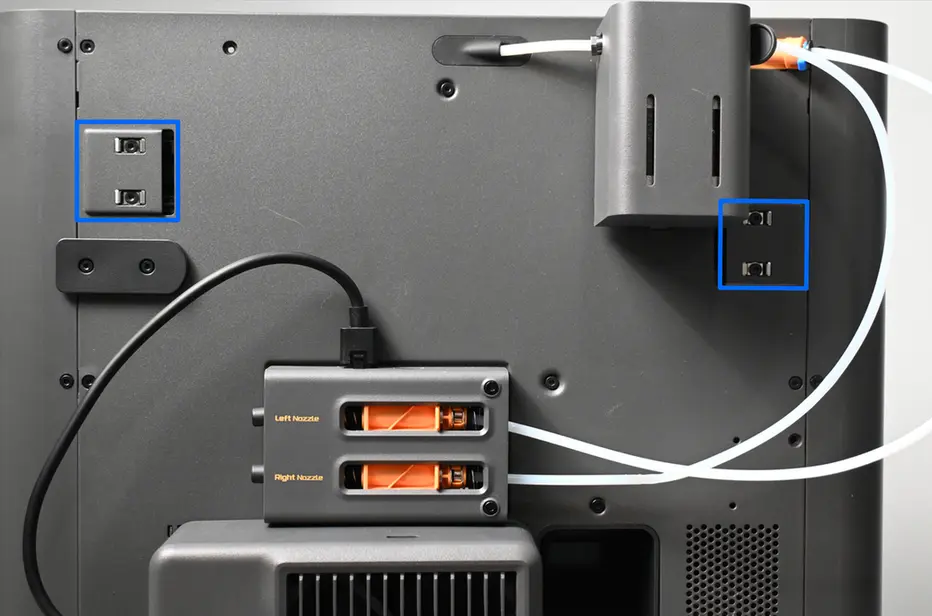
Filament-buffer
Bufferen er monteret på printerens bagpanel og indeholder to filamentkanaler, der hver svarer til en hotend:
-
Øverste kanal: Fører til venstre hotend og forbindes til filamentindgangen på printerens bagpanel.
-
Nederste kanal: Fører til højre hotend og forbindes til hjælpeekstruderens filamentindgang.
Sammen med PTFE-slangerne i fabriksstandardlængden minimerer den modstanden under filamentfremføringen.
 |
 |
Hver kanal er delt op i en bufferdel og en filamentregistreringsdel.
Bufferdel
Bufferdelen omfatter hovedsageligt skydere, magneter, fjedre og filamentsensorer. Grundprincippet i bufferdelen er, at når AMS skubber filamentet ind i toolheadets ekstruder, skubber filamentets tryk skyderen til højre og oplagrer et lille stykke filament i bufferen. Når ekstruderen bruger filamentet i bufferen, vender skyderen tilbage til venstre. Skyderens position registreres af sensoren og meldes tilbage til AMS og printeren for at justere fremføringshastigheden.
Derudover har bufferdelen også en funktion til registrering af filamentsammenfiltring. Når filamentsammenfiltring eller andre fejl øger modstanden, skubbes skyderen tilbage til venstre. Hvis skyderen bevæger sig ud over det normale område, registrerer Hall-sensoren afvigelsen og udløser en besked, der minder dig om at gribe ind.

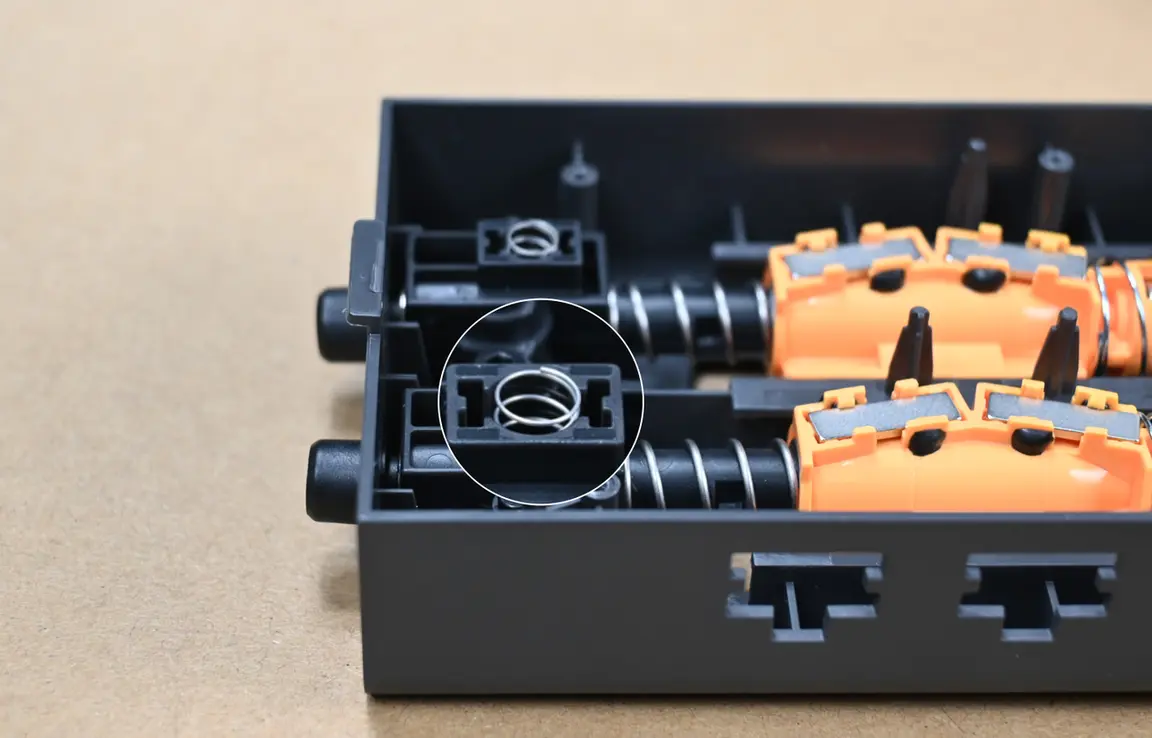
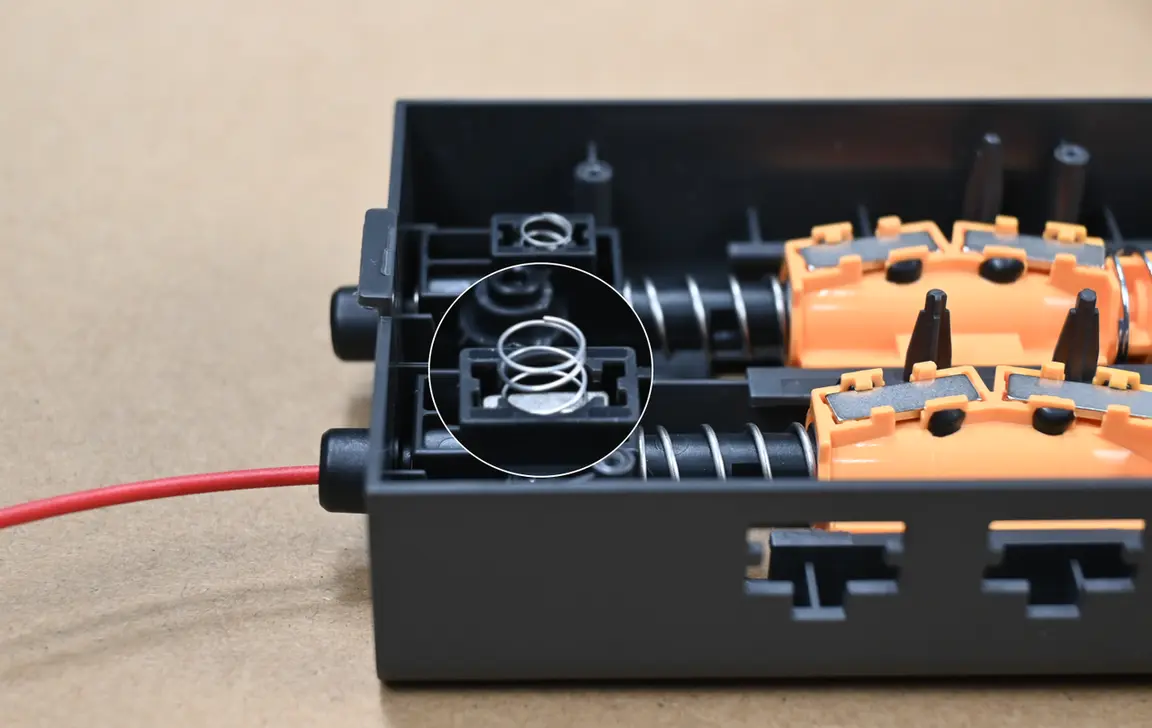
Filamentregistreringsdel
Filamentregistreringsdelen omfatter hovedsageligt magneter, fjedre og filamentsensorer.
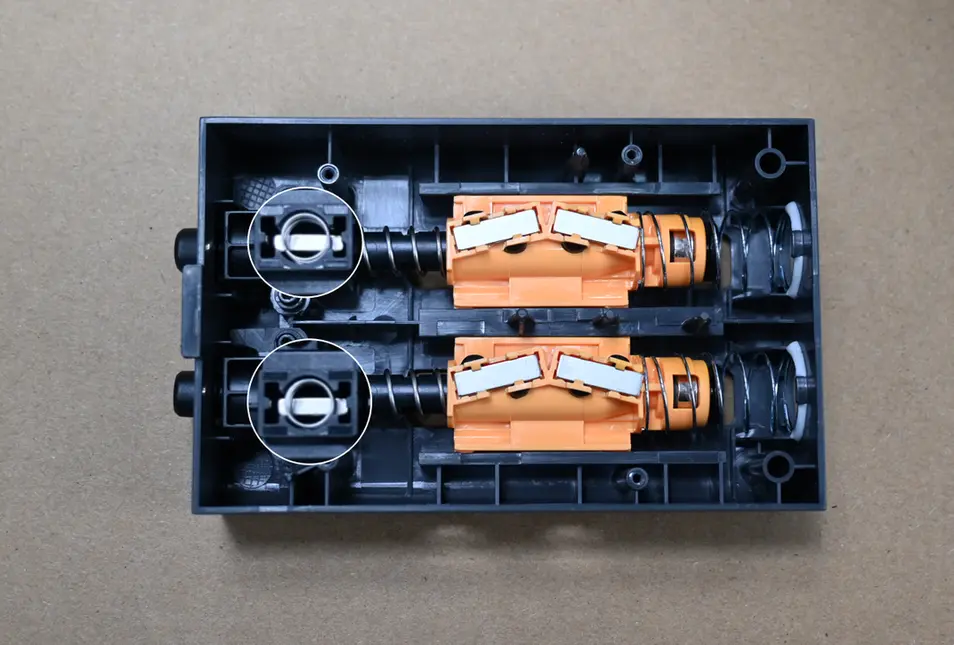
Når der ikke er filament i bufferen, presses magneten væk fra filamentsensoren af fjederen; når der er filament, skubbes magneten mod Hall-sensoren af filamentet, hvilket muliggør filamentregistrering.
 |
 |
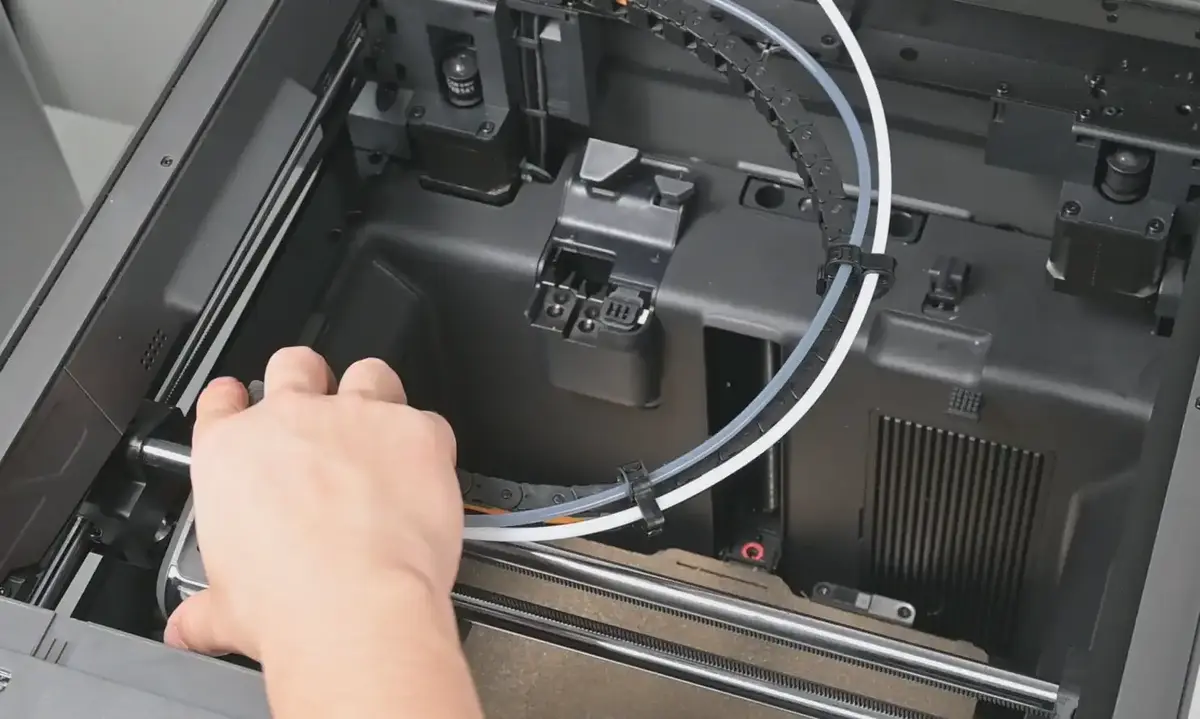
Remstrammer
Den øverste bagerste del af X2D er udstyret med en halvautomatisk remstrammemekanisme. Mekanismen udnytter den faste, forindstillede spænding i den indvendige fjeder, og remmens optimale spænding kan hurtigt genoprettes gennem de enkle handlinger "løsn skruerne og flyt toolheadet".
Når printede dele bliver uregelmæssige (ovale), eller der opstår trinfald, eller systemet under kalibrering melder "resonansfrekvensen er for lav", er det som regel tegn på utilstrækkelig remspænding. I så fald henvises til Vejledning til remstramning på X2D for vedligeholdelse, der sikrer printpræcisionen.
Elektriske komponenter
Der er mange elektroniske komponenter inde i X2D. Her følger en introduktion til nogle af de vigtigste.
Hovedstyrekort
X2D har to typer centrale hovedstyrekort, hvor det ene står for behandlingen af interaktionslogik (AP), og det andet står for styringen af hele maskinens bevægelsesenhed (MC).
AP-logikkort:
AP-kortet indeholder en firekernet CPU samt de nødvendige forbindelser til de forskellige medie-elektronikenheder, der er tilsluttet printeren.
CPU'en håndterer X2D'ens vigtigste medieinteraktion og intelligente funktioner (herunder AI-registrering, flowkalibrering og vibrationskompensation) samt forbindelser mellem sliceren/mobilappen og printeren.

MC-bevægelsesstyrekort:
MC-kortet indeholder en dobbelt M4-kerne-MCU og en enkelt M7-kerne-MCU samt stepdrivere og de nødvendige forbindelser til de forskellige bevægelseselektronikenheder i printeren. Det leverer: XYZ-bevægelsesstyring, temperaturstyring af varmeplade, registrering af kammerstatus (frontdør) og styring af cirkulationssystemet (luftcirkulation og styring af ventilationskanal).
Når MCU'en har modtaget G-code-strømme fra CPU'en, styrer den printerens faktiske bevægelse og maskinstatus.

USB-port til lagring
En USB-A-port, der understøtter USB 2.0-protokollen, og som muliggør offline-print via et USB-drev og lagring af timelapse-videofiler.
Skærm
X2D er udstyret med en 5-tommer 1280*720 touchskærm kombineret med en mere flydende brugerflade, der giver en problemfri betjeningsoplevelse.
Kamera
Toolhead-kamera
Toolhead-kameraet har en opløsning på 1600*1200 og en billedhastighed på 30 fps, hvilket muliggør højpræcis kalibrering af dyseforskydning, kalibrering af bevægelsespræcision og registrering af byggepladens placering.

Live view-kamera
Live view-kameraet har en opløsning på 1920*1080 og en billedhastighed på 30 fps og giver live-visning inde i printerkammeret, timelapse og de nødvendige AI-registreringsfunktioner.

Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides