Introduktion til hjælpe-ekstrudering på X2D
Direct drive-ekstrudering og hjælpe-ekstrudering på X2D
Direct drive-ekstrudering og hjælpe-ekstrudering er de to centrale metoder til filamentfodring i 3D-print. Den væsentligste forskel mellem dem er den fysiske afstand mellem ekstruderen og hotenden, som direkte påvirker fodringseffektivitet, printnøjagtighed og hvilke filamenttyper der kan bruges. Hver metode har sine egne anvendelsesområder, og ingen af dem er entydigt bedre eller dårligere end den anden.
X2D kombinerer både direct drive- og hjælpe-ekstrudering:
-
Venstre hotend bruger en direct drive-ekstruder som hoved-hotend.
-
Højre hotend bruger en hjælpe-ekstruder som hjælpe-hotend.
Direct drive-ekstrudering (hoved-hotend)
X2D's venstre ekstruder er monteret inde i toolhead, tæt på hoved-hotenden. Filamentet kommer ind fra PTFE-slangen, udløser direct drive-ekstruderens filamentsensor og skubbes derefter af ekstrudermotorens ekstrudergear. Det behøver ikke gå gennem en lang transportvej og kan hurtigt nå hotenden og blive smeltet og ekstruderet.
Filamentets fodringsvej: ①Ekstruderens filamentsensor — ②Ekstrudergear — ③Hotend
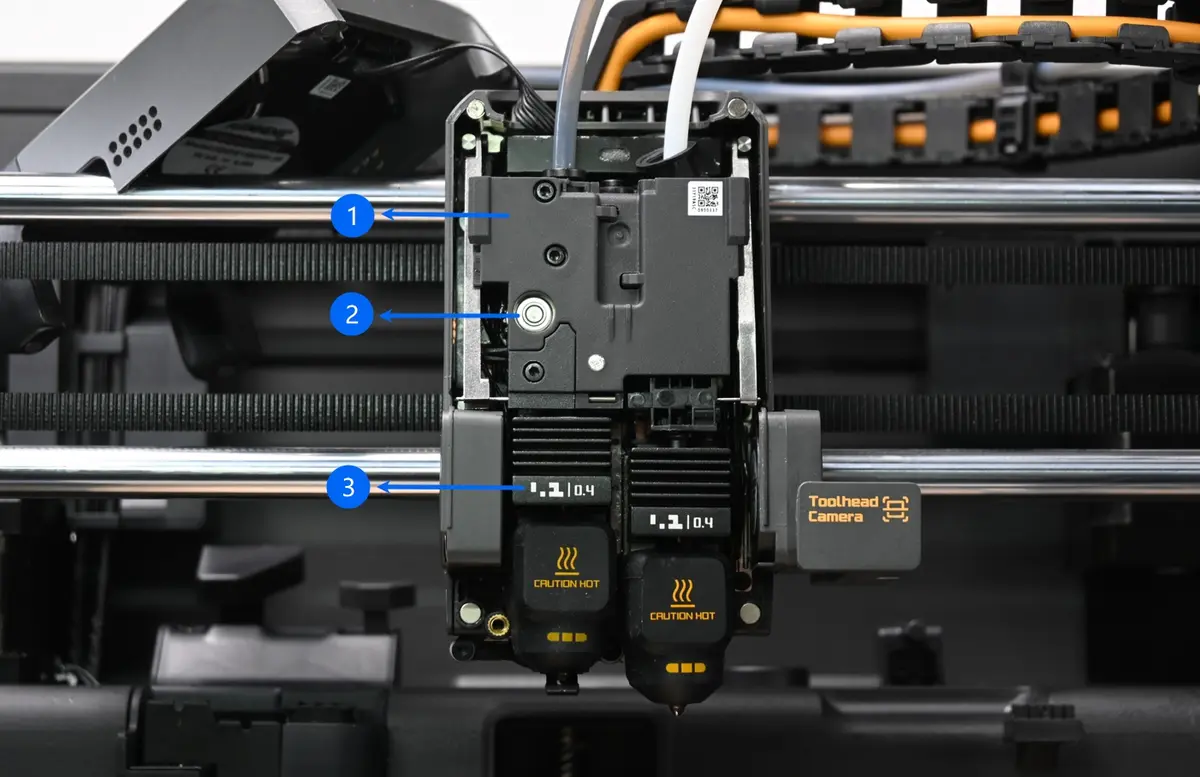 Set forfra |
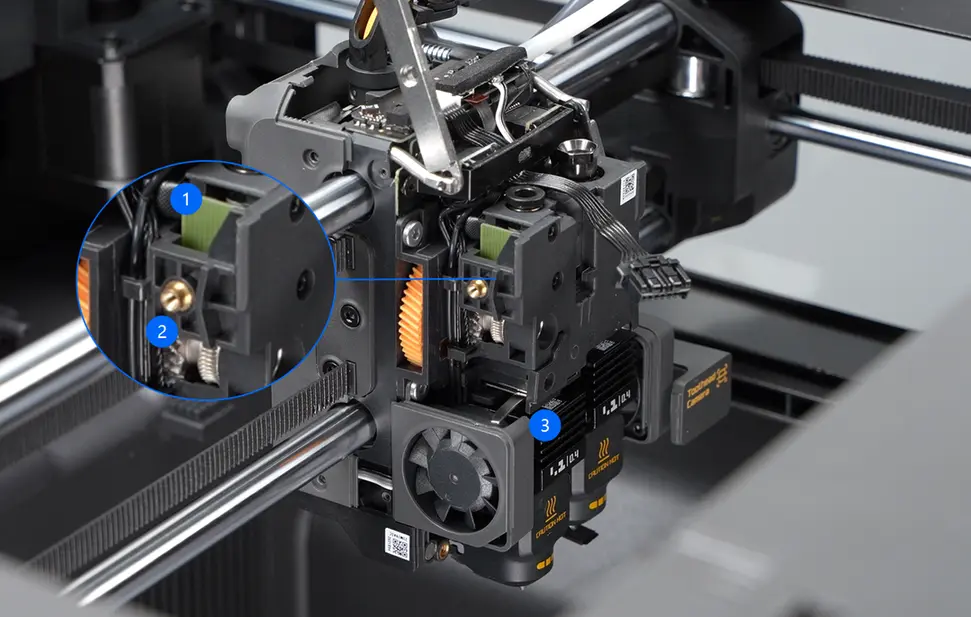 Set fra siden |
Hjælpe-ekstrudering (hjælpe-hotend)
X2D's højre hotend bruger en hjælpe-ekstruderingsstruktur. Ekstruderen er fastgjort på printerens bagpanel og forbundet til hotenden via en PTFE-slange. Hjælpe-hotenden kan forbindes til enten en ekstern spole eller AMS til filamentfodring og dækker dermed behovet i forskellige printscenarier.
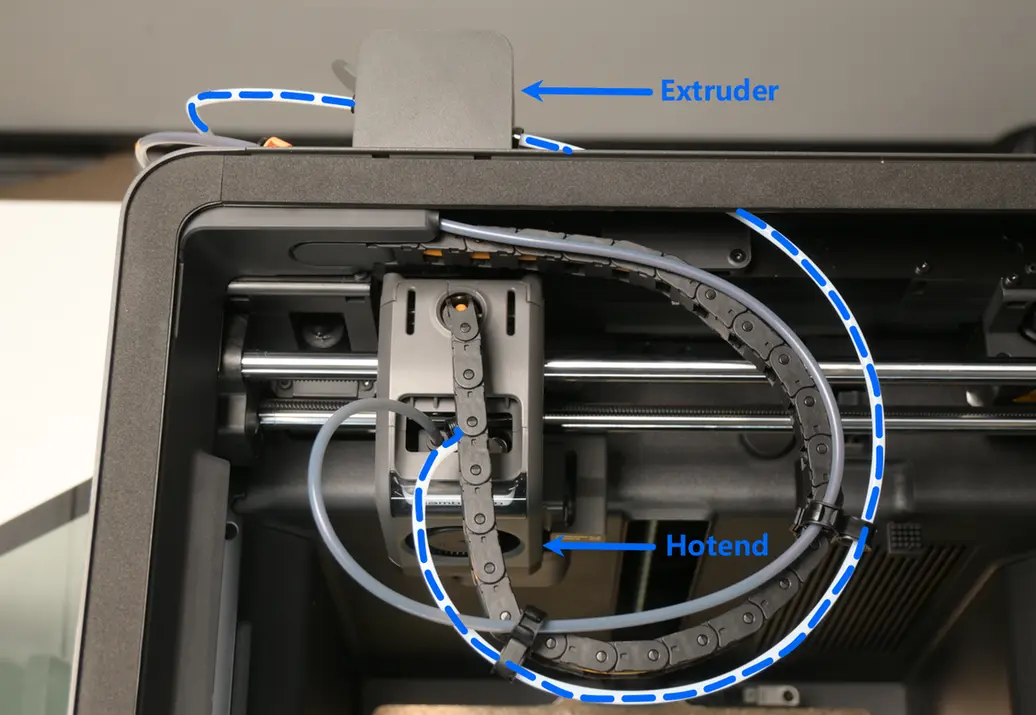
Filamentet kommer ind i hjælpe-ekstruderen fra filamentbufferen. Efter at have udløst ekstruderens filamentsensor drives det af ekstrudergearet ind i toolhead, udløser derefter højre filamentsensor og når til sidst hotenden, hvor ekstruderingen fuldføres.
Filamentets fodringsvej: ①Hjælpe-ekstruderens filamentsensor — ②Ekstrudergear — ③Højre filamentsensor — ④Hotend
 Hjælpe-ekstruder-sektion |
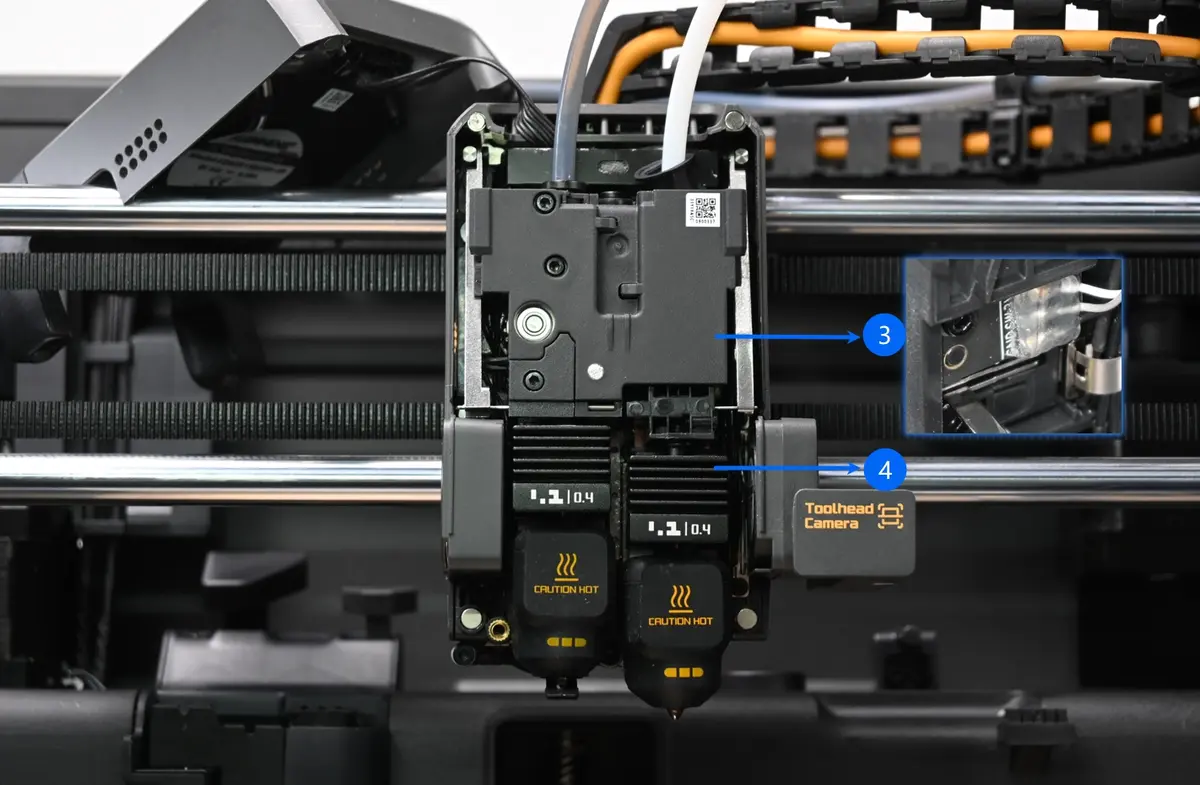 Toolhead-sektion |
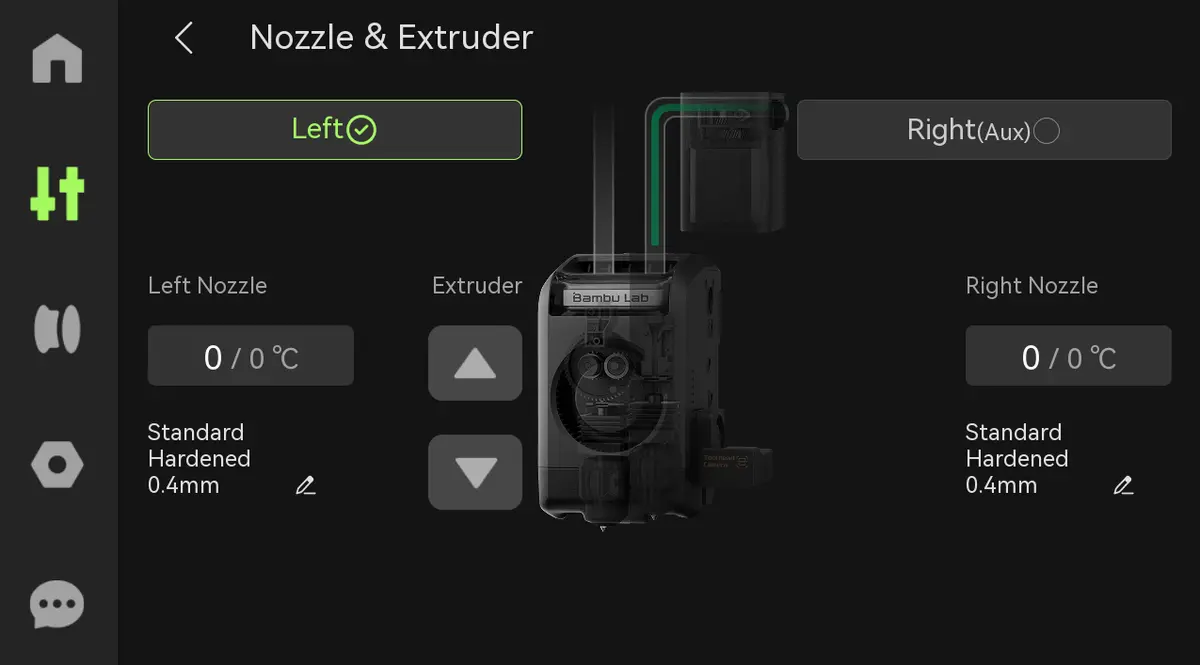
Da den højre fodringsvej indeholder to filamentsensorer, adskiller indikatoren "Filament på vej ind i højre ekstruder" på X2D's side for dyse og ekstruder sig fra andre modeller og er opdelt i følgende tre typer:
- Filament på vej ind i hjælpe-ekstruderen:
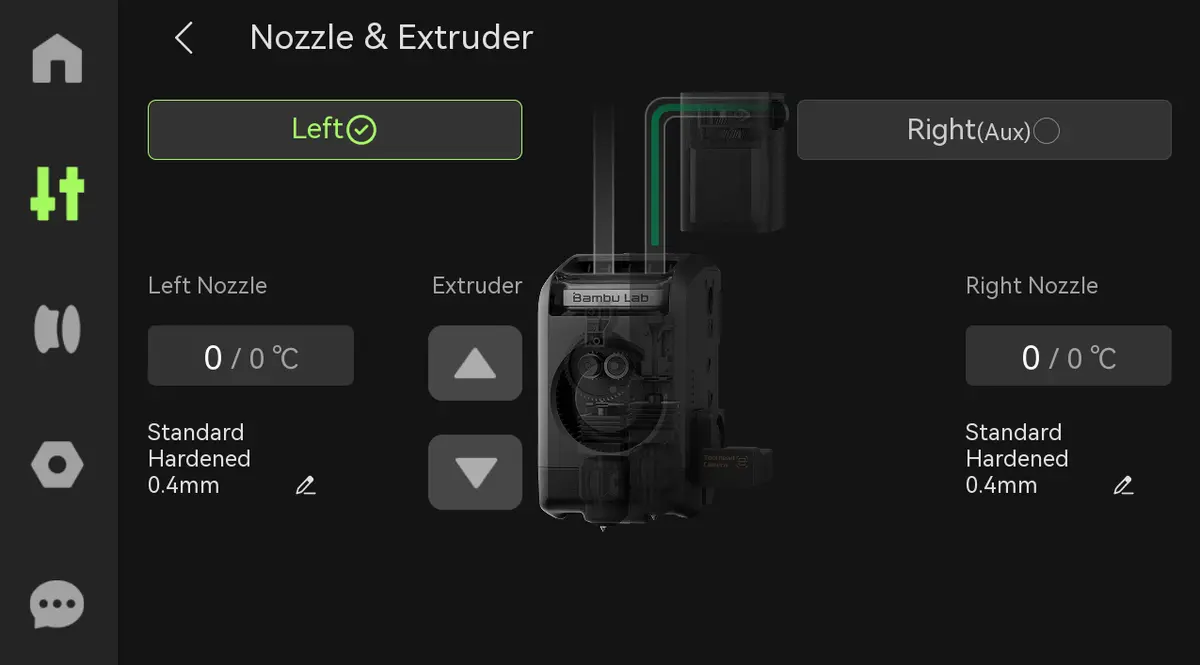
- Filament på vej ind i toolhead:
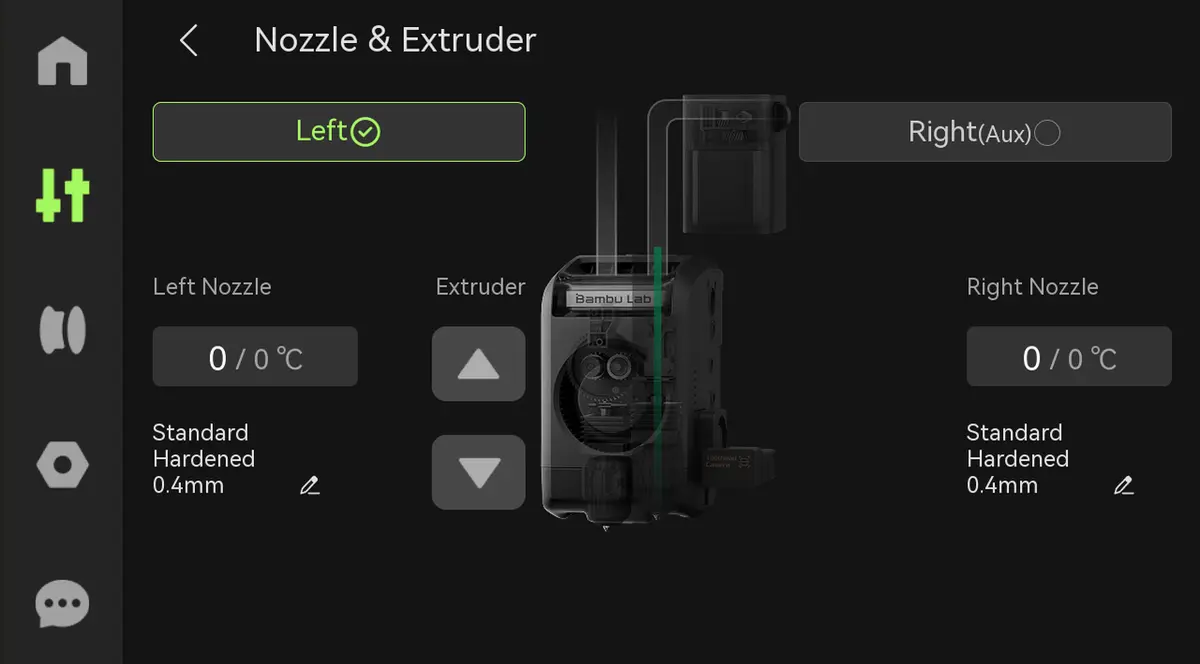
- Filament på vej ind i både hjælpe-ekstruderen og toolhead:

Med hjælpe-ekstruderingsløsningen får X2D følgende klare fordele:
-
Let toolhead: Den adskilte konstruktion af hjælpe-ekstruderen og toolhead reducerer effektivt toolheadens størrelse og vægt og forbedrer bevægelsesfleksibiliteten.
-
Stabil fodring over lang afstand: Selvom hjælpe-ekstruderen sidder et stykke fra hotenden, sikrer dens stærke trækkraft en stabil fodring til hjælpe-hotenden og reducerer effektivt antallet af fodringsfejl.
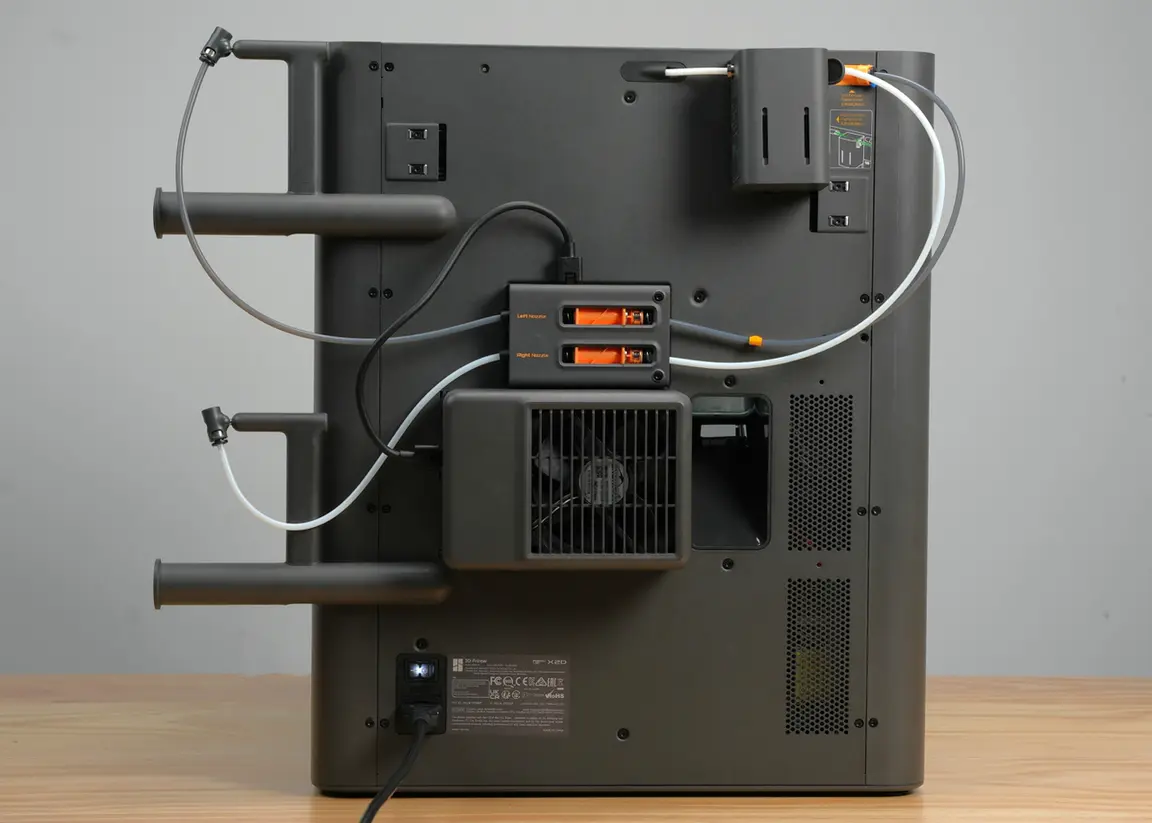
Introduktion til X2D's hjælpe-ekstruder
Hjælpe-ekstruderen er udstyret med en almindelig steppermotor, der giver en stærkere ekstruderingskraft. Den skubber filament fra filamentbufferen til toolhead via PTFE-slangen og sikrer stabil filamentfodring.
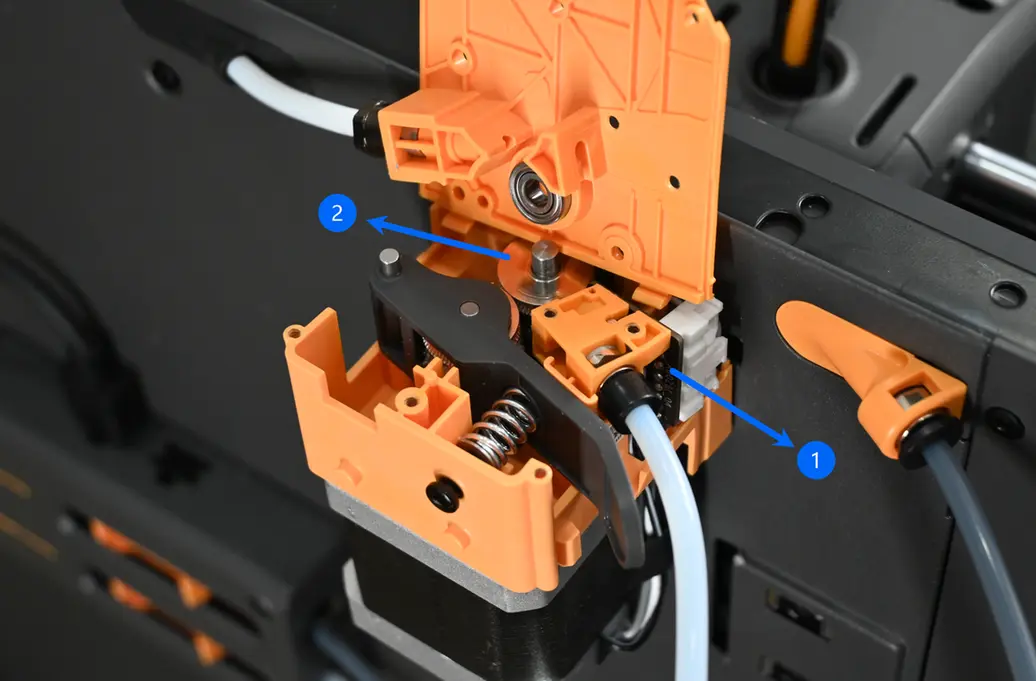
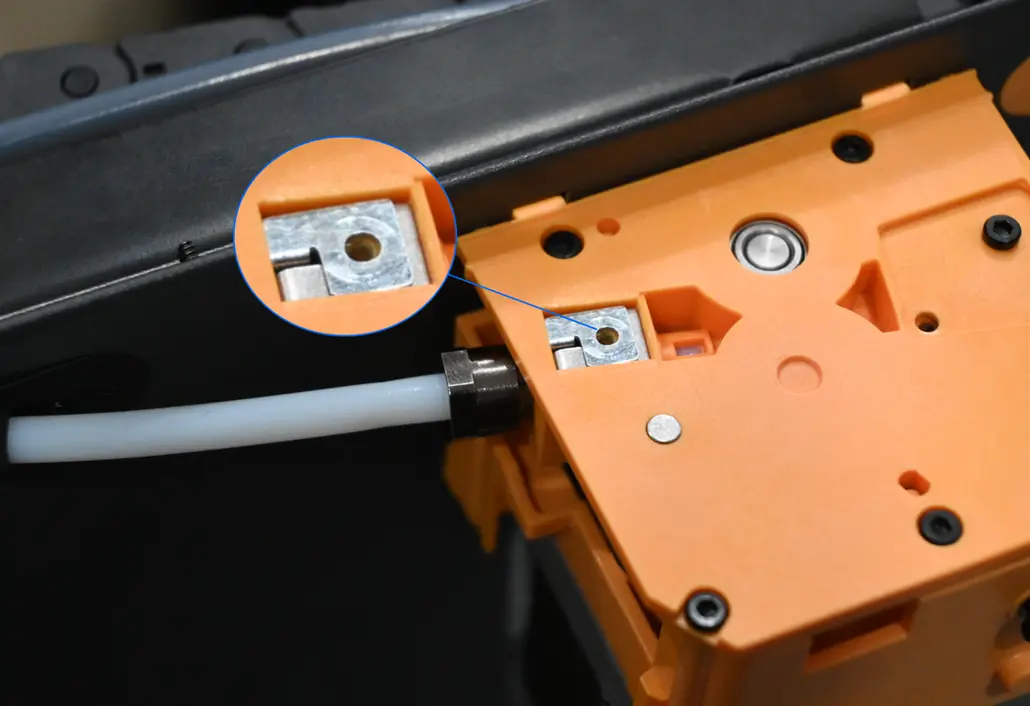
Hjælpe-ekstruderen indeholder også en filamentsensor. Når filamentet kommer ind i hjælpe-ekstruderen, rører det filamentsensorens fjeder og magnet og udløser sensoren, så den sender et signal, hvorefter ekstrudersiden på printerens skærm viser, at filament er på vej ind i hjælpe-ekstruderen.
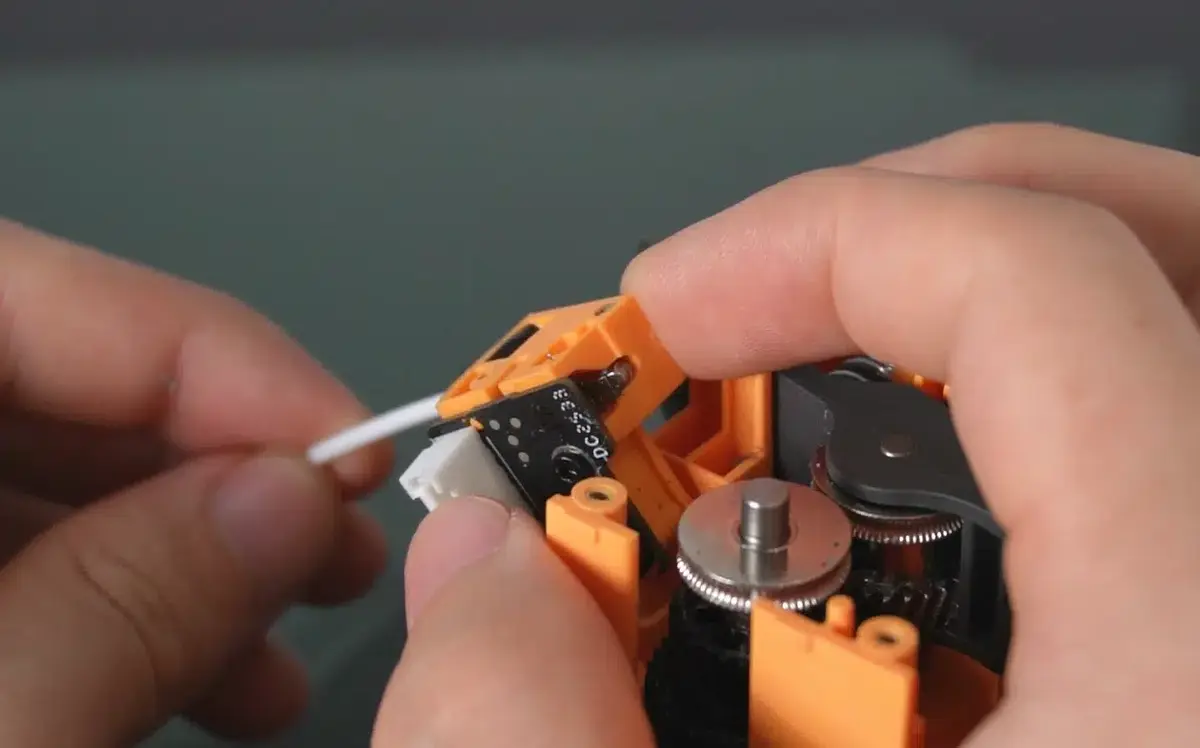 Filamentet rører magneten og fjederen, når det kommer ind i hjælpe-ekstruderen |
 Filament på vej ind i hjælpe-ekstruderen |
Fodring og tilbagetrækning af filament drives af samarbejdende gear. For at trække filamentet ud manuelt skal du trykke og holde på hjælpe-ekstruderens spændearm for at frigøre det og derefter trække filamentet lige ud.
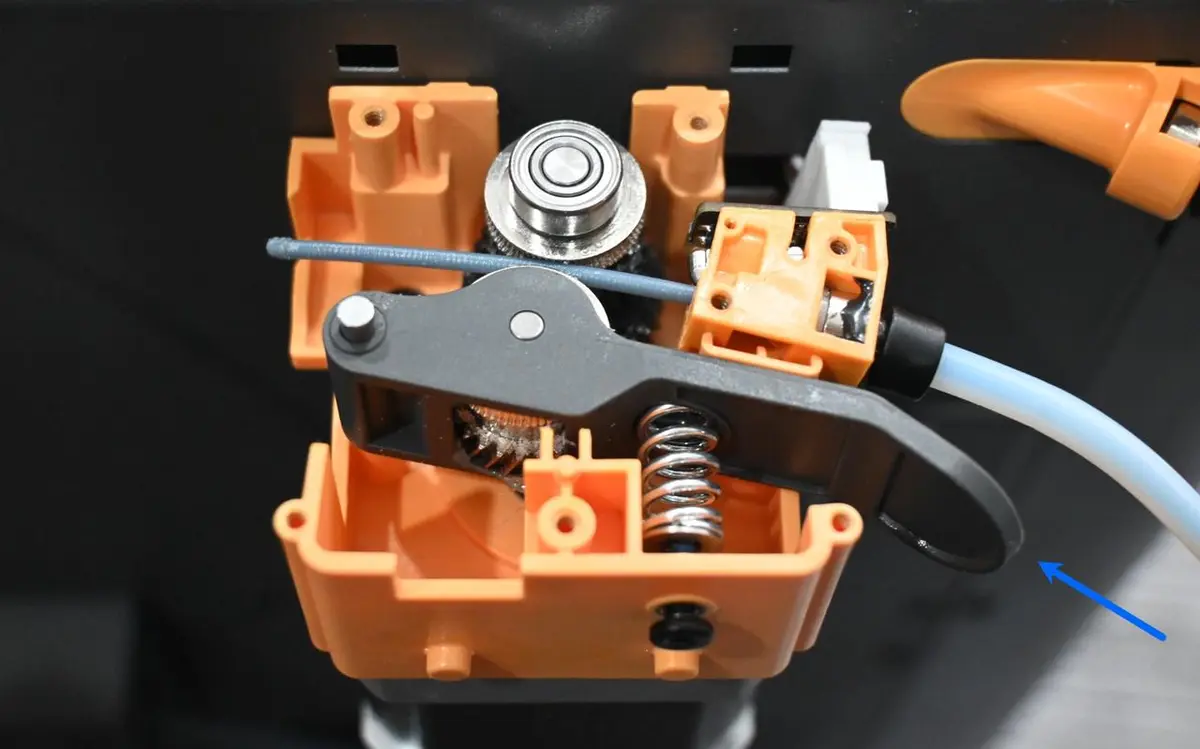
Filamentudløbet på hjælpe-ekstruderen bruger den samme låsemøtrik til hjælpe-PTFE-slange som filamentindløbet på toolhead til højre hotend. Da hjælpe-ekstrudering kræver høj ekstruderingskraft, kan levetiden på almindelige lynkoblinger ikke leve op til kravet. Låsemøtrikken er afstemt efter kravene til fodring med høj trækkraft og sikrer en stabil og holdbar forbindelse.
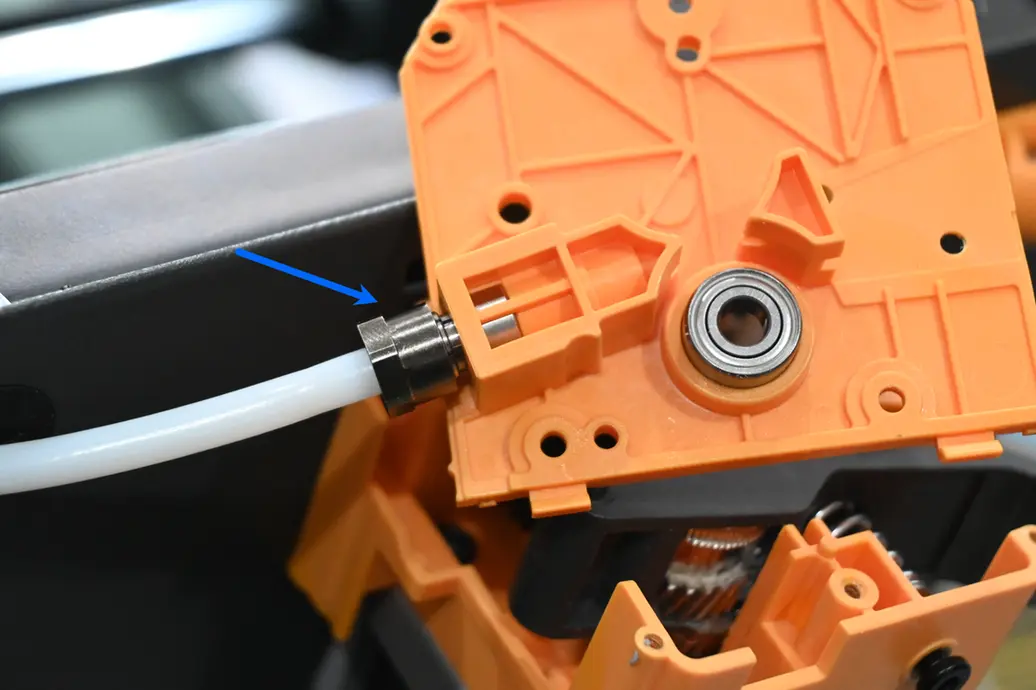
Over filamentudløbet er der monteret en skrue og en lille spændeskive. Spændeskiven hjælper med at kontrollere, om låsemøtrikken til PTFE-slangen er spændt helt. Når spændeskiven er monteret, høres et svagt "klik", når du drejer låsemøtrikken, og den er spændt helt, hvilket viser korrekt montering. Hvis spændeskiven ikke er monteret, høres dette signal ikke.
Bemærkninger om print med X2D's hjælpe-hotend
Grænser for printhastighed og acceleration
Når du printer med hjælpe-ekstruderen, skal du nøje overholde grænserne for hastighed og acceleration. For at sikre stabil fodring, printnøjagtighed og sikker drift af enheden må den maksimale printhastighed ikke overstige 200 mm/s, og den maksimale acceleration skal holdes under 1000 mm²/s. Undgå for høj hastighed eller acceleration, da det kan give filamentstop og ujævn fodring, hvilket forringer printkvaliteten eller beskadiger enhedens komponenter.
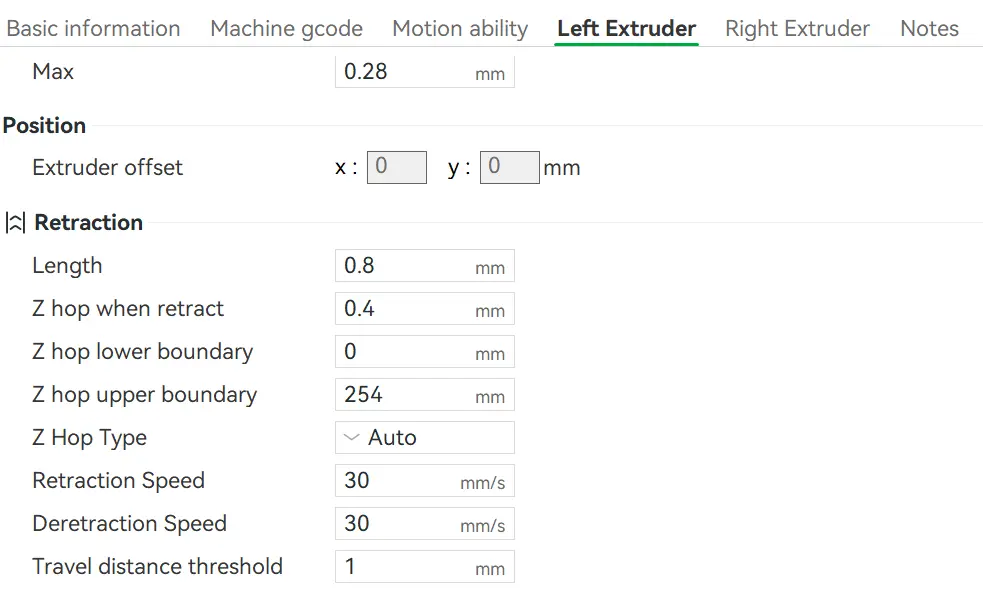
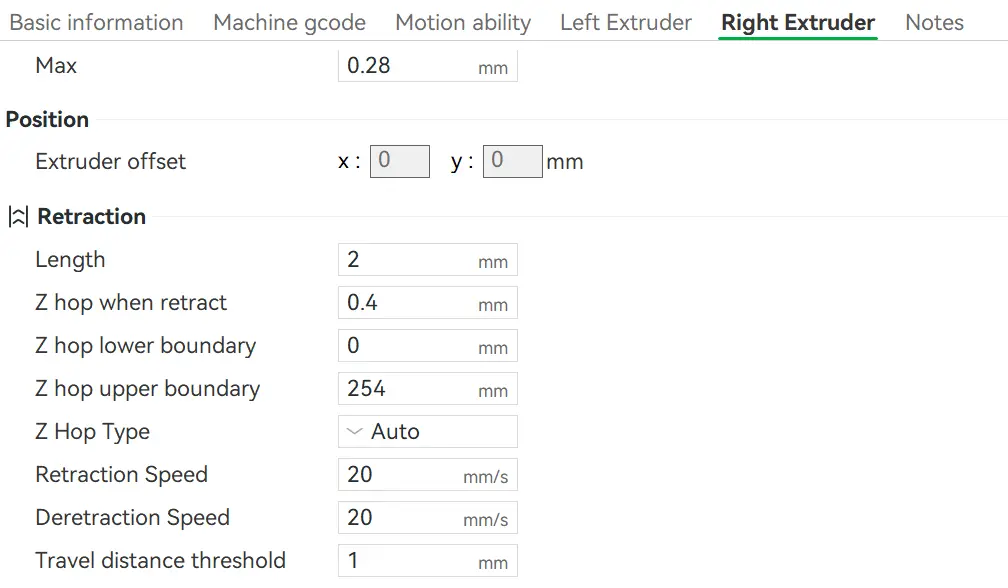
Forskel i retraktionslængde
Retraktionslængde er den længde, som ekstruderen trækker filamentet i dysen tilbage, når printet sættes på pause, og dysen skal flytte til en ny printposition under 3D-print. Hovedformålet med dette er at forhindre udsivning og trådtræk forårsaget af filamentets egen vægt og trykket inde i dysen, og at undgå overskydende filamentrester i modellens områder uden print. På den måde sikres printnøjagtigheden og modellens overfladefinish.
Almindelige direct drive-ekstrudere sidder tæt på toolhead, så retraktionsafstanden er kort. Hjælpe-ekstruderen sidder langt fra toolhead, og filamentet skal skubbes til toolhead gennem en PTFE-slange. Der er et vist spillerum for filamentet inde i slangen, og filamentet har en let elasticitet, når det transporteres over lange afstande, så det let bøjer inde i slangen. Når en retraktionskommando udløses, kan ekstrudermotorens baglæns rotation først kun rette det bøjede filament ud og stramme det op i slangen. Kun ved at fortsætte retraktionen herefter kan retraktionskraften effektivt overføres til dyseenden og give effektiv retraktion ved dysen.
Derfor er den nødvendige retraktionsafstand for hjælpe-ekstruderen meget længere end for en almindelig direct drive-ekstruder.
 |
 |
K-værdi til kalibrering af flowdynamik
Hjælpe-ekstruderen skal skubbe filamentet til toolhead gennem en PTFE-slange. Den lange transportvej giver ikke-lineære, dynamiske problemer som elastisk hysterese, friktionstab og forsinket trykrespons:
-
Elastisk hysterese: Filamentet har en let elasticitet. Når det skubbes af motoren i PTFE-slangen, bliver det "strakt". Når motoren stopper med at dreje eller udfører baglæns retraktion, følger filamentet ikke bevægelsen med det samme, men vender først tilbage til sin oprindelige tilstand. Derfor er der en forsinkelse i filamentets bevægelse, når motoren bevæger sig.
-
Friktionstab: Når filamentet bevæger sig over en lang afstand i PTFE-slangen, opstår der friktion mod slangevæggen, som æder en del af motorens kraft. Derfor reduceres den effekt, der reelt når frem til dysen.
-
Forsinket trykrespons: Ekstruderingstrykket ved dysen burde ændre sig i realtid med motorens hastighed og rotationsretning. Men på grund af den lange afstand mellem motor og dyse er der en tydelig forsinkelse i det reelle tryk ved dysen, efter motoren har justeret effekten.
Disse årsager fører til en markant større afvigelse mellem motorens styrekommando og dysens reelle handling. K-værdien er den centrale parameter, der angiver graden af afvigelse mellem motorens styrekommando og dysens reelle ekstrudering/retraktion. Jo større afvigelse, jo højere K-værdi. Derfor er hjælpe-ekstruderens K-værdi meget større end direct drive-ekstruderens.
Anbefalede filamenter
-
Anbefalet: PLA (undtagen PLA Aero), ABS, ASA, Support for PLA, Support for PLA/PETG, Support for ABS, Support for PA/PET, PET, PA, PC, PVA; PLA-CF/PLA-GF, PETG, ABS, ASA, PA6, PAHT, PET
-
Brug med forsigtighed: PLA Silk, PETG, PETG-CF, ASA-CF, PA6-CF, TPU for AMS, Support for PA/PET
For detaljer om filamentkompatibilitet, se X2D Filamentkompatibilitetsguide.
Beskrivelse af printområde og rækkevidde
Når du printer med hjælpe-hotenden, flytter flowblokeringen ned under hoved-hotenden, og hjælpe-hotenden sænkes, hvilket reducerer printhøjden med 4 mm.
De konkrete printområder vises i tabellen nedenfor:
| Punkt | Printområde (mm²) | Højde (mm) | Printstørrelse | Skematisk diagram |
|---|---|---|---|---|
| Printer | X256 × Y256 | 260 | X256*Y256*Z260 | 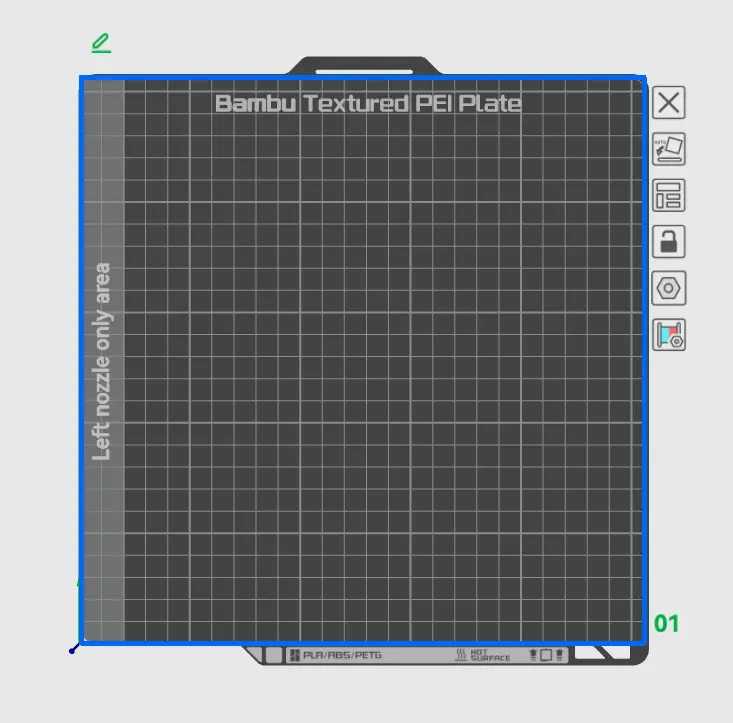 |
| Venstre dyse (enkelt dyse) | X256 × Y256 | 260 | X256*Y256*Z260 | 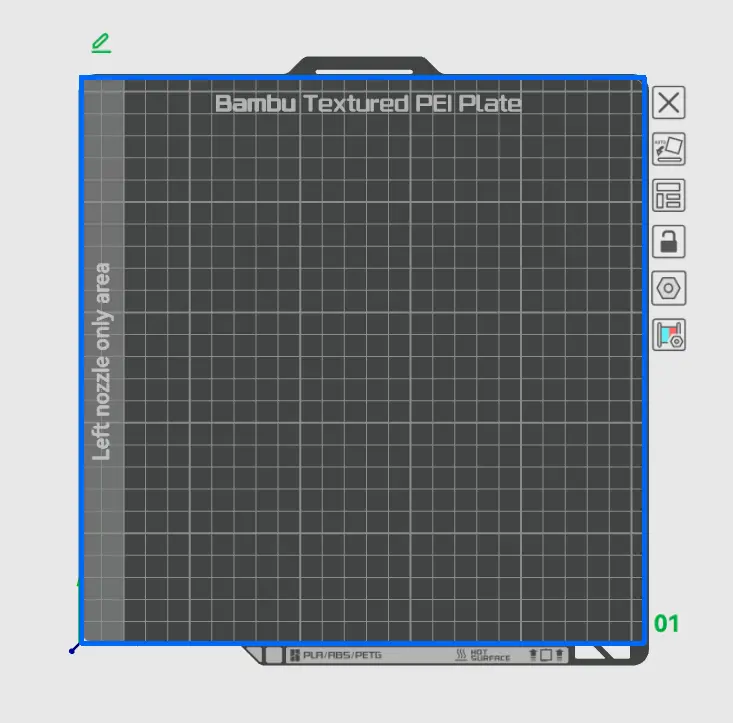 |
| Højre dyse (enkelt dyse) | X235.5 × Y256 | 256 | X235.5*Y256*Z256 | 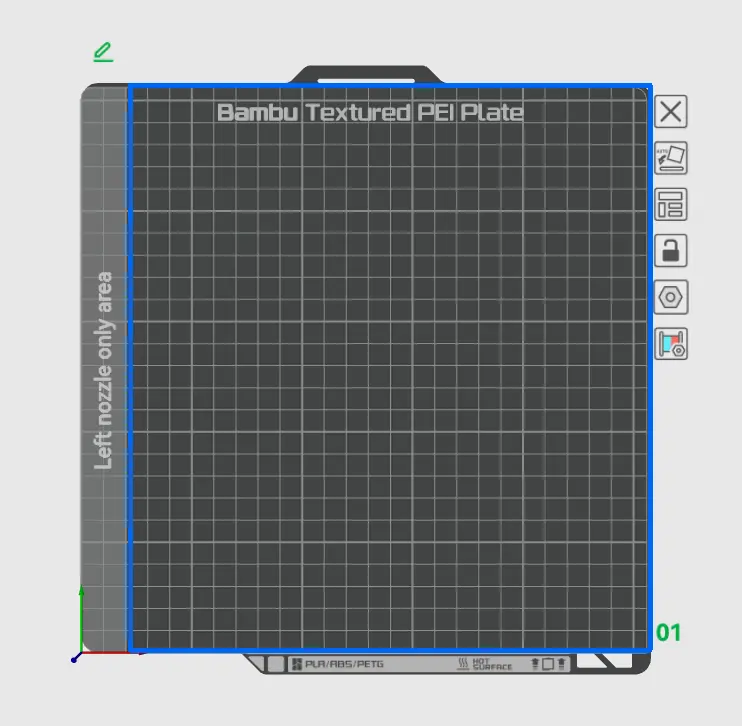 |
| Fælles printområde for begge dyser | X235.5 × Y256 | 256 | X235.5*Y256*Z256 | 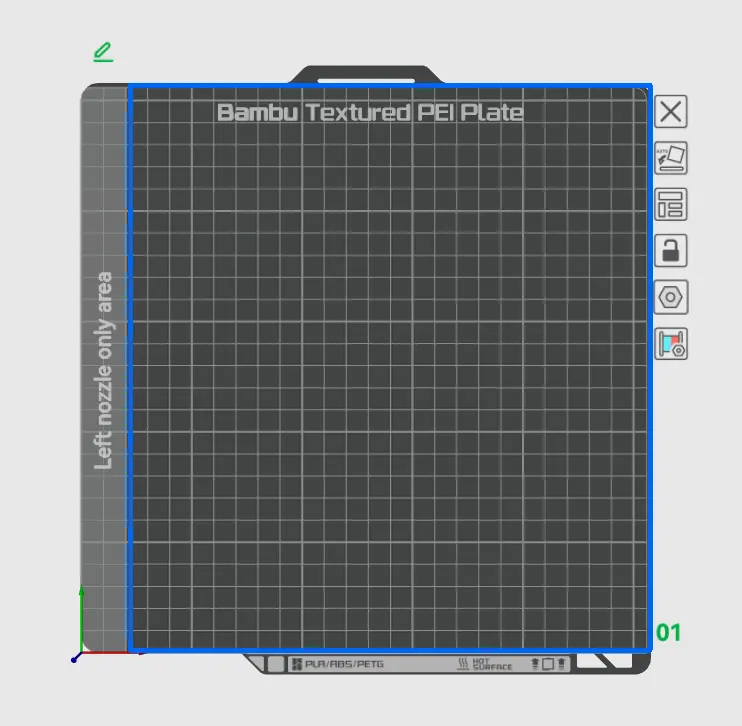 |
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides