A1-serien: Fejlfinding af unormal ekstrudering
Problembeskrivelse:
Ved 3D-print er dårlig ekstrudering et meget almindeligt fænomen. Hvis dysen under print ikke ekstruderer filamentet jævnt, eller hvis overfladen på den printede model tydeligt mangler filament (underekstrudering), betyder det at ekstruderingen er unormal. Det kan også skyldes at ekstruderen eller hotend er tilstoppet, eller at filamentet glider. Denne wiki guider dig gennem fejlfinding af unormal ekstrudering på A1-seriens printere.
Forholdsregler inden fejlfinding
Når du støder på ekstruderingsproblemer, skal du først sikre dig at printindstillingerne er korrekte. Printtemperaturen skal passe til det anvendte filament, og en for lav temperatur eller for høj printhastighed (f.eks. når Ludicrous Mode er slået til) kan også give utilstrækkelig ekstrudering;
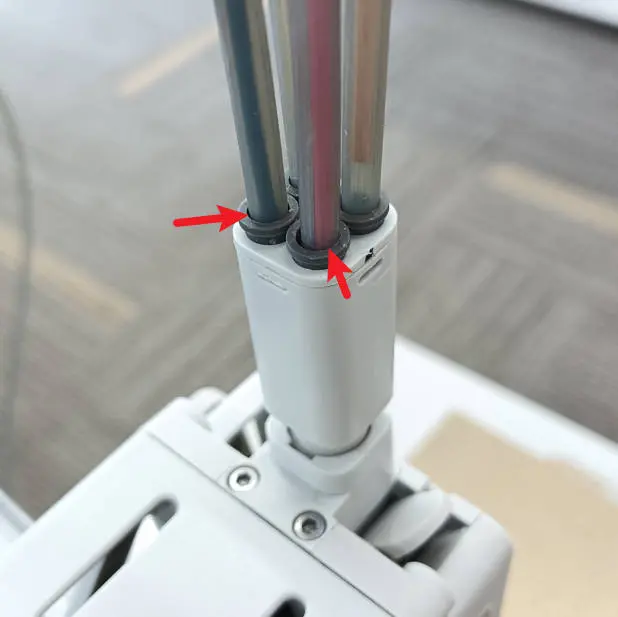
Derudover skal du sikre dig at PTFE-slangen er korrekt forbundet til printeren, at slangen ikke er bøjet for kraftigt, at filamentet ikke er filtret sammen, og at funktionen "Filament Tangle Detection" er slået til. Nogle gange giver for stor modstand udefra at printeren ikke kan ekstrudere filamentet.
Hvis du sikrer dig at indstillingerne er korrekte og stadig oplever ekstruderingsproblemer, kan du følge fejlfindingstrinnene nedenfor.
Dysen er for tæt på varmebordet ved print af første lag
- Når dysen ved print af første lag er for tæt på varmebordet og næsten ligger an mod overfladen, er det næsten umuligt at ekstrudere filamentet. Der er en tydelig underekstrudering i første lag.

Her kan du prøve at flytte printhovedet til renseviskerens position, derefter indstille dysetemperaturen og klikke på extrude. Hvis filamentet kan ekstruderes korrekt ved renseviskeren, kan du fastslå at dysehøjden ved print af første lag er for lav og giver utilstrækkelig ekstrudering.

Til dette problem anbefaler vi at følge trinnene nedenfor:
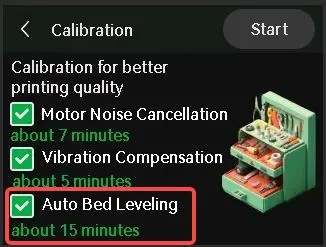
a. Udfør en komplet bordnivellering. Det anbefales at køre en fuld bordnivellering i kalibreringen for at sikre at dysens højde over byggepladen er passende.
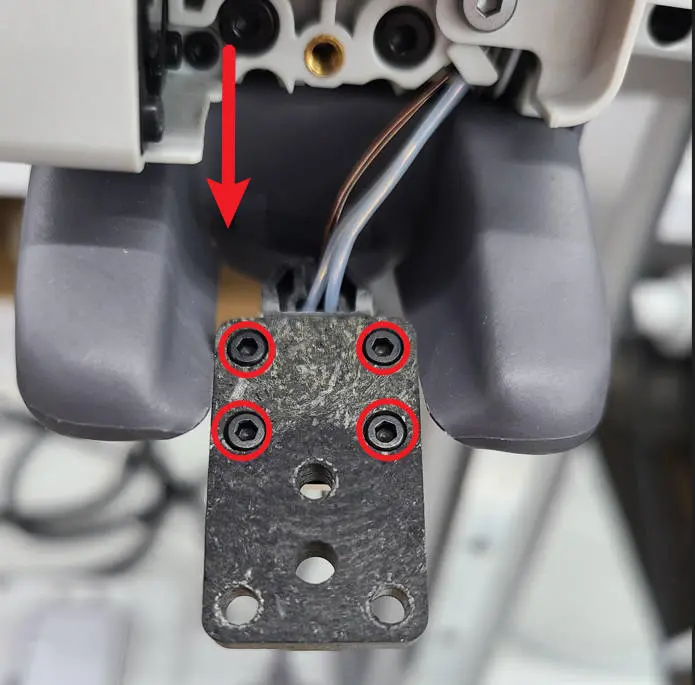
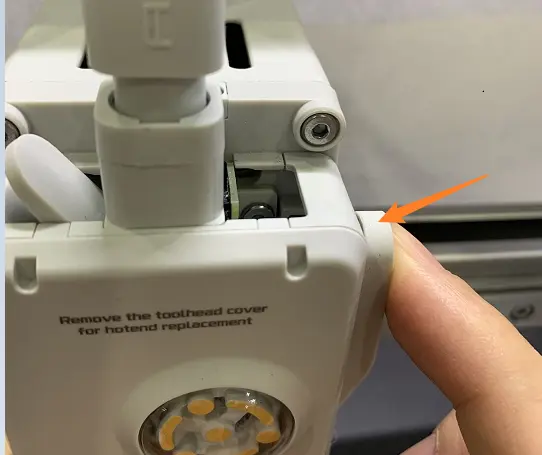
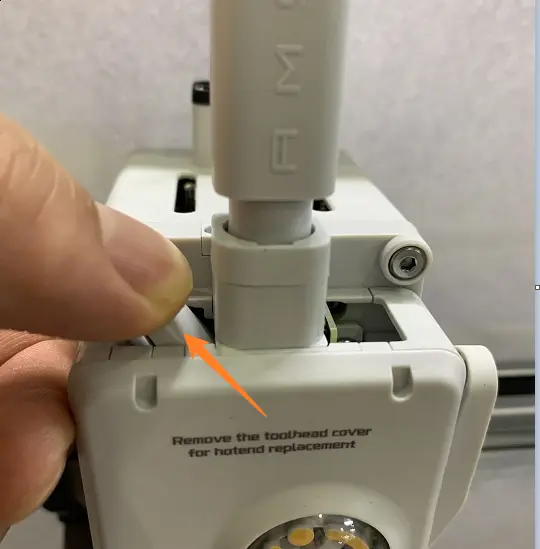
b. Hvis problemet stadig ikke er løst efter en komplet nivellering, kan det skyldes at skruen til hotendets varmeenhed er løs, eller at den nederste del af hotend er trukket ud, så hotend skubbes et stykke nedad af ekstruderingskraften og kommer tættere på varmebordet. Vi anbefaler at du følger denne wiki og spænder skruen til hotendets varmeenhed igen: A1 Series First Layer Print Issues, og trækker hotend let op og ned med hånden for at tjekke om den nederste del er løs.
|
Spænd skruen til hotendets varmeenhed |
Tjek om den nederste del af hotend er løs |
|---|---|
 |
 |
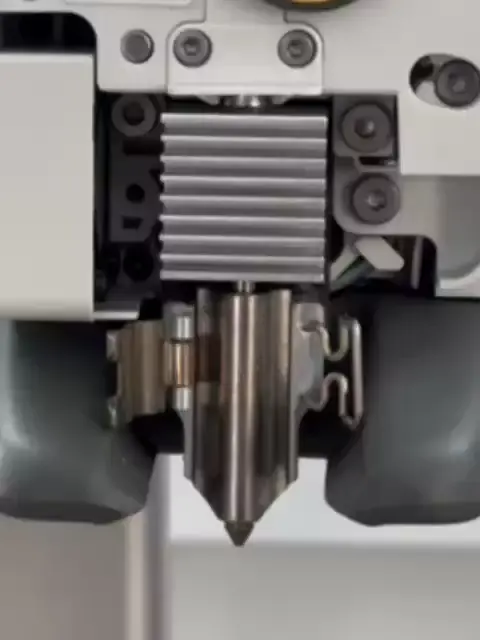
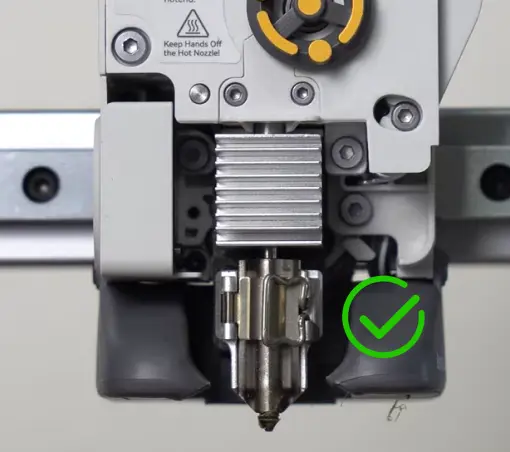
3. Når du sætter hotend på igen, skal du sikre dig at varmeenhedens spænde sidder korrekt fast (se figuren nedenfor), og manuelt tjekke om hotend tydeligt rokker. Bemærk at hvis varmeenheden ikke er fastgjort korrekt, eller hvis spændet er beskadiget så hotend ikke kan fikseres, vil dysen stadig ligge tæt på varmebordet eller endda ridse byggepladen under print.
|
Varmeenheden fastgjort korrekt |
Varmeenheden fastgjort forkert |
 |
 |
Hotend tilstoppet
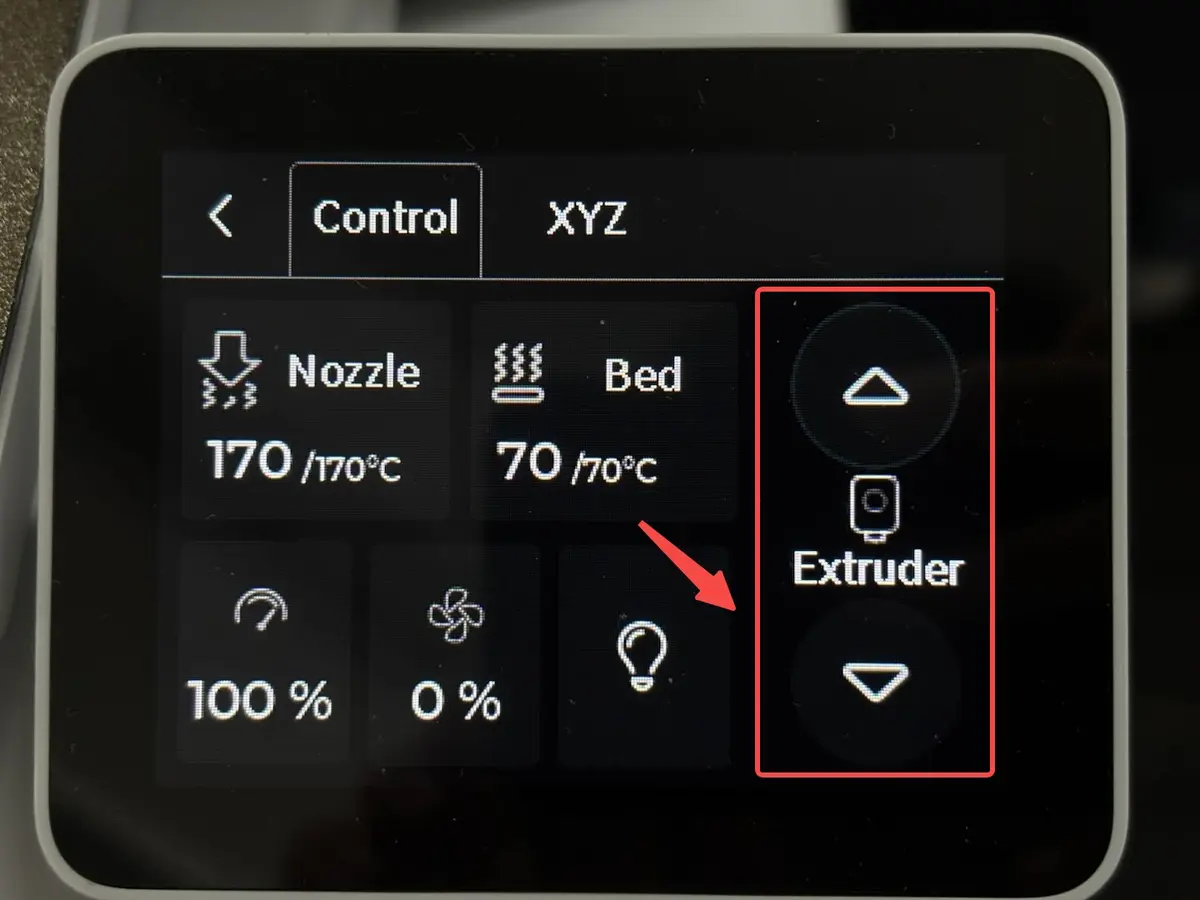
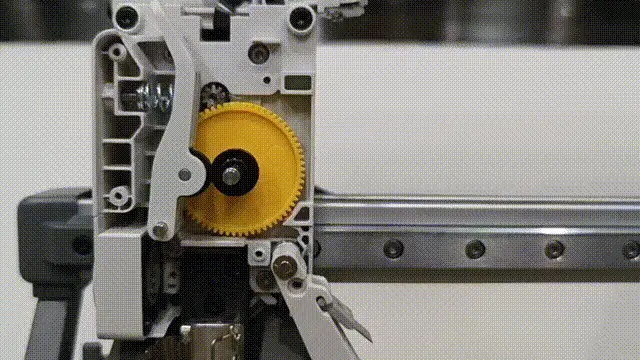
Hvis du flytter printhovedet til renseviskerens position for at teste ekstruderingen, og det stadig ikke kan ekstrudere filamentet jævnt, er der stor sandsynlighed for at hotend er tilstoppet. Som regel kan du også se at ekstruderens tandhjul ikke roterer jævnt, og der kommer en ”klikkende” lyd af springende tandhjul fra ekstruderen. Du kan først tage hotend af og slå vedligeholdelsestilstand til på printerens indstillingsside under vedligeholdelse. Indstil derefter dysetemperaturen til 170°C (den laveste temperatur hvor der kan ekstruderes) og test ekstruderingen manuelt. Hvis ekstruderen kan ekstrudere filamentet jævnt uden hotend, betyder det at hotend er tilstoppet, og du kan følge denne wiki for at lave et cold pull og fjerne tilstopningen i hotend: A1 mini Nozzle Unclogging Guide. Hvis du stadig ikke kan fjerne tilstopningen i hotend, kan du prøve at udskifte hotend med et nyt.
|
Ekstruderens tandhjul springer |
Test ekstrudering uden hotend |
|---|---|
 |
 |
Filamentet glider
Hvis du under indføring eller print oplever at filamentet slet ikke kan ekstruderes, men ekstruderens tandhjul roterer jævnt, kan det skyldes at tandhjulene ikke har fået ordentligt fat i filamentet, eller at tandhjulene og filamentet er gledet. Der er flere muligheder.

1. Tandhjulet og filamentet er gledet. Filamentet kan i sig selv være let at slide, eller hotend er tilstoppet, så ekstruderingsmodstanden bliver for stor og filamentet slides ned af tandhjulet.
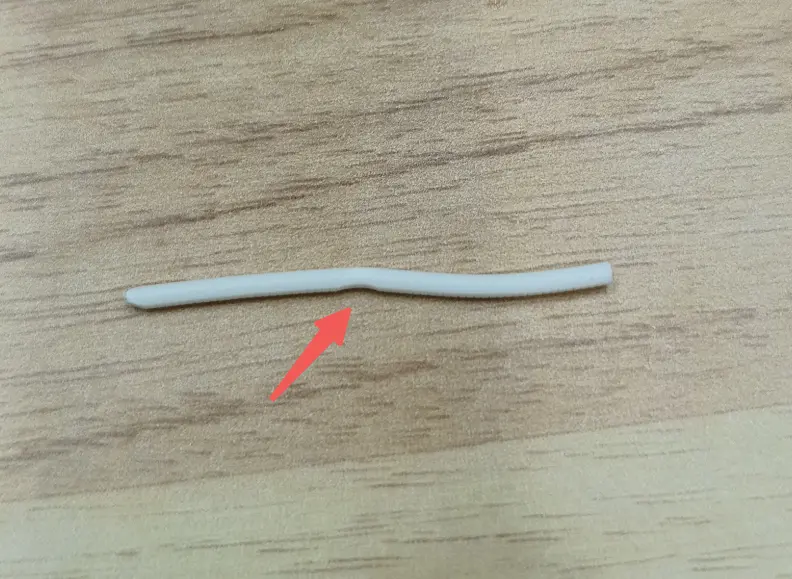
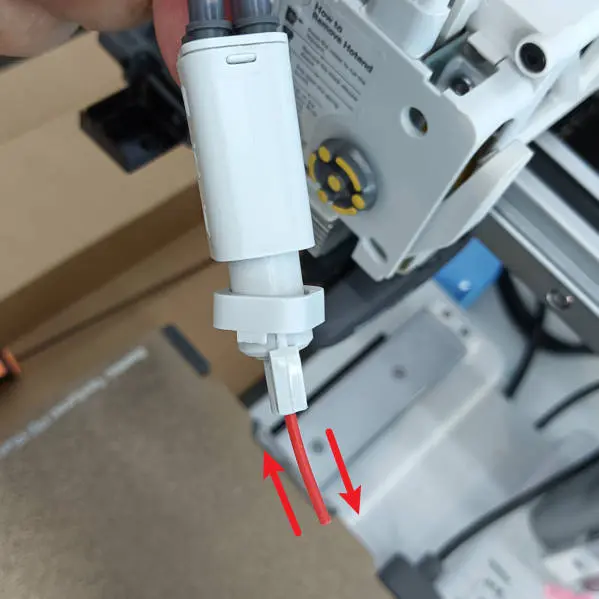
Sluk først printeren og følg trinnene nedenfor for at tage filamentet ud og tjekke for slidmærker.
|
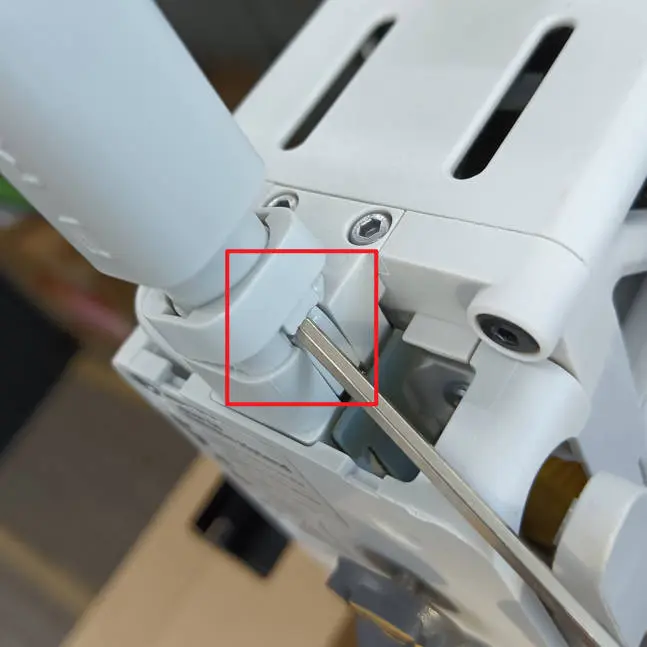
Tryk på skæreren for at klippe filamentet manuelt |
Hold den drevne tandhjulsholder inde for at åbne mellemrummet mellem tandhjulene, og træk derefter filamentet ud |
Der ses en fordybning i toppen efter filamentet er taget ud |
|---|---|---|
 |
 |
 |
Prøv at indføre en anden rulle filament for at se om det kan ekstruderes jævnt. Hvis du kun kan se tandhjulet rotere normalt uden at filamentet ekstruderes, uanset hvilket filament du bruger, skal du følge fejlfindingsmetoden ovenfor for at tjekke om hotend er tilstoppet. Hvis det kun er et bestemt filament der er tilbøjeligt til at blive slidt, kan det skyldes selve filamentet. Vi anbefaler at du printer med et andet filament. Nogle materialer, f.eks. PLA Aero, er mere udsatte for slid og glidning mod tandhjulet.
- Hvis hotend ikke er tilstoppet og filamentet ikke er slidt af tandhjulene, men tandhjulet hele tiden drejer normalt uden at ekstrudere filamentet, kan det skyldes at det drevne hjul ikke er monteret korrekt, og at mellemrummet mellem tandhjulene er for stort, så tandhjulene ikke kan få fat i filamentet.
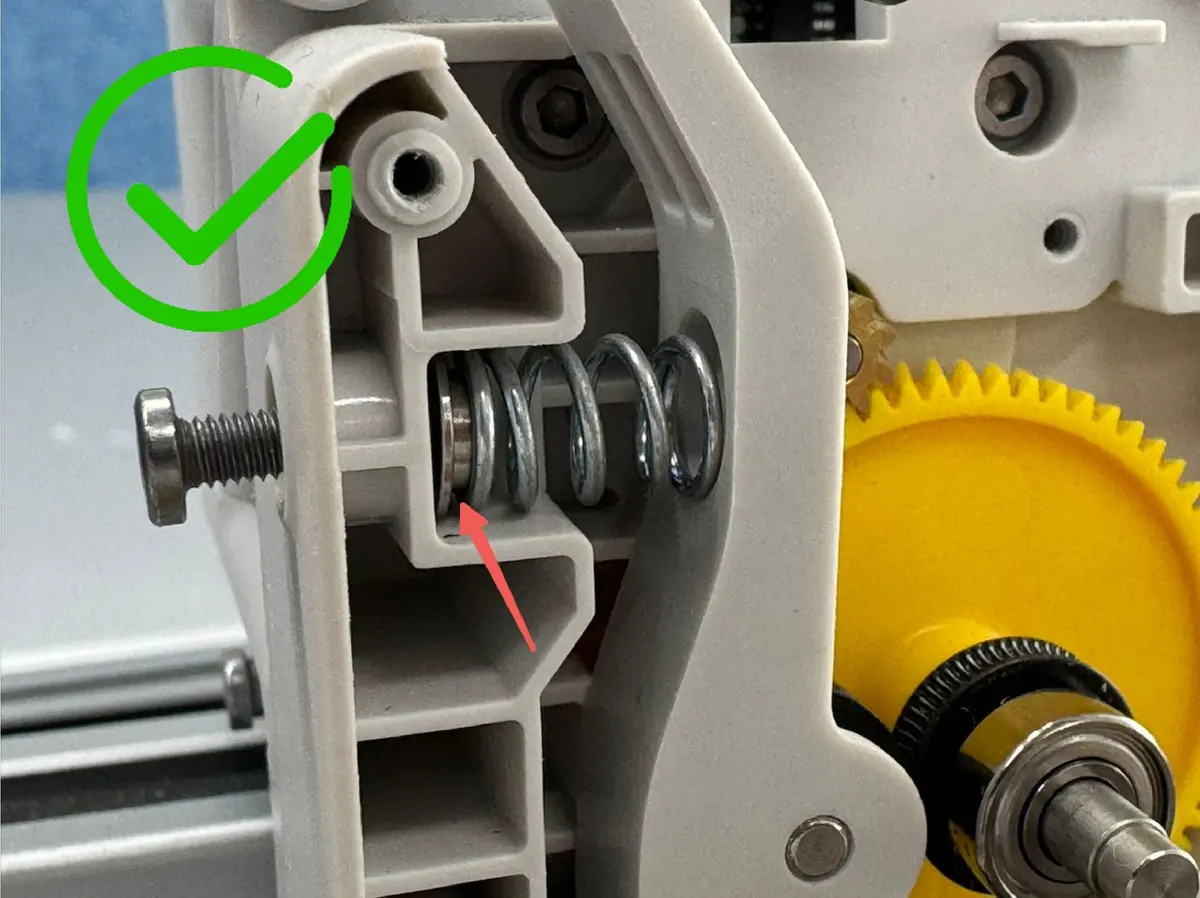
Du kan skille ekstruderen ad og tjekke om fjederen og metalkappen er monteret korrekt, og om skruen i siden er spændt. Hvis sidefjederen ikke trykker den drevne hjulholder tæt nok ind, bliver mellemrummet mellem det drevne hjul og ekstruderingstandhjulet for stort, så filamentet ikke kan gribes helt. Resultatet er at tandhjulet drejer frit ved ekstrudering. De fulde trin til at skille ekstruderens tandhjul ad og samle dem findes i wikien: A1 series extruder cleaning tutorial.
|
Sikr dig at metalkappen og fjederen inde i ekstruderen er monteret korrekt |
Sikr dig at skruerne i siden af printhovedet er spændt fast |
|---|---|
 |
 |
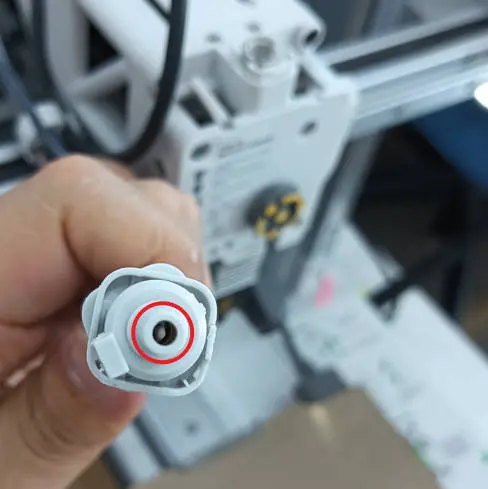
3. Flere filamenter sidder fast i filament-hubben, så filamentet ikke kan ekstruderes jævnt. Tjek om der er sat mere end ét filament i hubben, eller om der er afbrækket filament inde i hubben.
Du kan også følge trinnene nedenfor for at skille hubben ad og tjekke om der sidder afbrækket filament inde i den.
 |
 |
 |
Træk derefter filamentet frem og tilbage manuelt for at bekræfte at den indvendige kanal er fri.
 |
 |
Unormal ekstruder-tandhjul eller -motor
Hotend er ikke tilstoppet, men når du observerer ekstruderens tandhjul, er det tydeligt at tandhjulet roterer unormalt eller er holdt op med at rotere, så filamentet ikke kan ekstruderes jævnt. Du kan skille ekstruderen ad og observere om ekstruderens motor roterer jævnt, og om det gule tandhjul er slidt eller mangler tænder.
Følg denne wiki for at skille ekstruderen ad: A1 series extruder cleaning tutorial.
Unormal ekstrudering ved brug af AMS Lite
Hvis ekstruderingen er normal når du printer med en ekstern spole, men der ofte kommer fejl som "extrusion failure" eller "unable to extrude filament" ved indføring eller print når du bruger AMS Lite, er der flere muligheder:
1. Filamentet er ikke egnet til print med AMS Lite, fordi indføringsmodstanden ved print med AMS Lite er større end med den eksterne spole. Nogle materialer og ekstruderens tandhjul glider let (f.eks. Aero), og nogle materialer er for bløde (f.eks. TPU), hvilket ikke er egnet til print med AMS Lite. Vi anbefaler at bruge en ekstern spole til print;
2. Hvis den unormale ekstrudering kun sker i en bestemt slot, kan det skyldes følgende:
a. Hvis kilometertælleren sidder fast og har for stor modstand, kan ekstruderen have svært ved at trække filamentet jævnt, og kilometertælleren roterer måske ikke normalt. Du kan sætte filament i de fire slots i AMS Lite og manuelt trække filamentet frem og tilbage for at se om de slots der ofte melder fejl, har meget større modstand end de andre. Hvis ja, sidder kilometertælleren måske fast, og indføringstragten skal udskiftes.
 |
 |
|
kilometertæller |
Træk filamentet frem og tilbage for at mærke om modstanden er normal |
b. Ved indføring med AMS Lite afgøres en vellykket ekstrudering af kilometertælleren. Når AMS Lite sender filamentet til ekstruderen, og ekstruderen ekstruderer en vis mængde filament, skal kilometertælleren også bevæge sig et vist stykke for at fastslå vellykket ekstrudering. Hvis du observerer at filamentet ekstruderes normalt, men der stadig meldes "extrusion failure", skyldes det sandsynligvis en fejl på kilometertælleren, så systemet vurderer at filamentet ikke er blevet ekstruderet. Måske skal indføringstragten udskiftes.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A1-guides