A1/A1 mini procedure til at rense tilstoppet dyse/hotend
Hvordan loeser du en filamenttilstopning?
Simpel tilstopning / delvis tilstopning
Der er tale om en simpel eller delvis tilstopning, nar spidsen af hotend er tilstoppet med partikler inde i filamentet (kulfiber, glimmerfilament osv.). Disse partikler kan vaere stoerre end dysehullet og blokere for, at filamentet kan presses ud.
Som regel kan partiklerne enten tilstoppe hotend helt, sa der slet ikke ekstruderes filament mere, eller skabe en delvis tilstopning fra urenheder i filamentet, der viser sig ved, at filamentet ikke loeber lige ud af hotend, men kroeller, nar du ekstruderer manuelt.
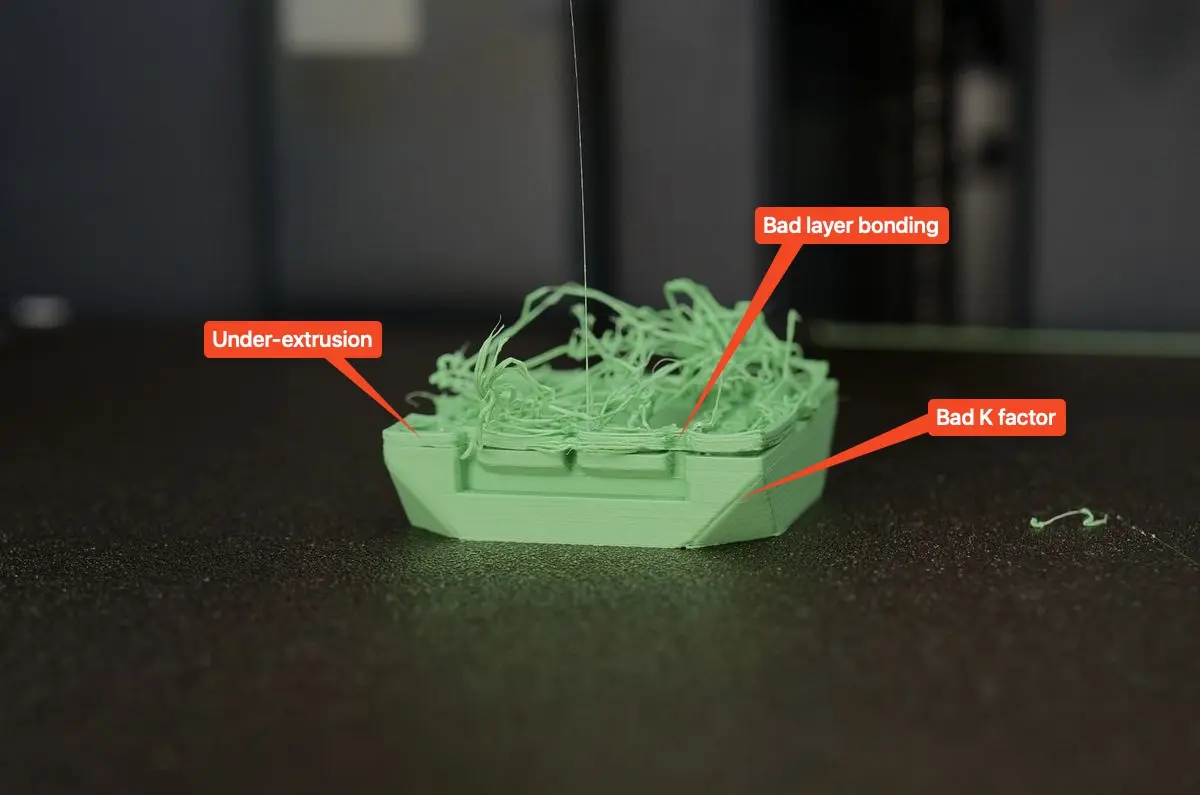
Nar en sadan tilstopning opstar, printer modellen ikke som forventet, og den ujaevne ekstrudering giver darlig printkvalitet.
Det kan ogsa vise sig som en darligt kalibreret K-vaerdi for Flow Dynamics pa grund af det ujaevne dysetryk og floid.
Den nemmeste procedure i dette tilfaelde er at proeve at loesne det lille stykke, der blokerer hotend, med den medfoelgende pind, du fik sammen med printeren.
Vaerktoej du skal bruge
- Rensepind
- Tang
- Ovnhandske
- H1.5- eller H2.0-unbrakonoegle
- Filament

Noter foer du gar i gang
Vaer opmaerksom pa, at nogle af handlingerne i denne guide kan vaere farlige, hvis de ikke udfoeres med omhu, da de involverer hoeje dysetemperaturer. Tag alle noedvendige forholdsregler, nar du udfoerer disse opgaver. Til nogle af procedurerne boer maskinen vaere slukket, og dysen boer vaere helt afkoelet.
Nar du har brug for at holde hotend i handen, sa brug en ovnhandske og soerg for, at gulvet eller bordpladen under hotend er fri for braendbare materialer eller moebler og gulve, der nemt kan tage skade af varmen.
1. Ekstruder filamentet manuelt
Dette er den enkleste metode til at rense hotend. Skift til venstre dyse pa skaermen, hoejn hotend-temperaturen lidt over filamentets anbefalede temperatur, og ekstruder sa filamentet ved at trykke pa indfoeringsknappen pa skaermen.
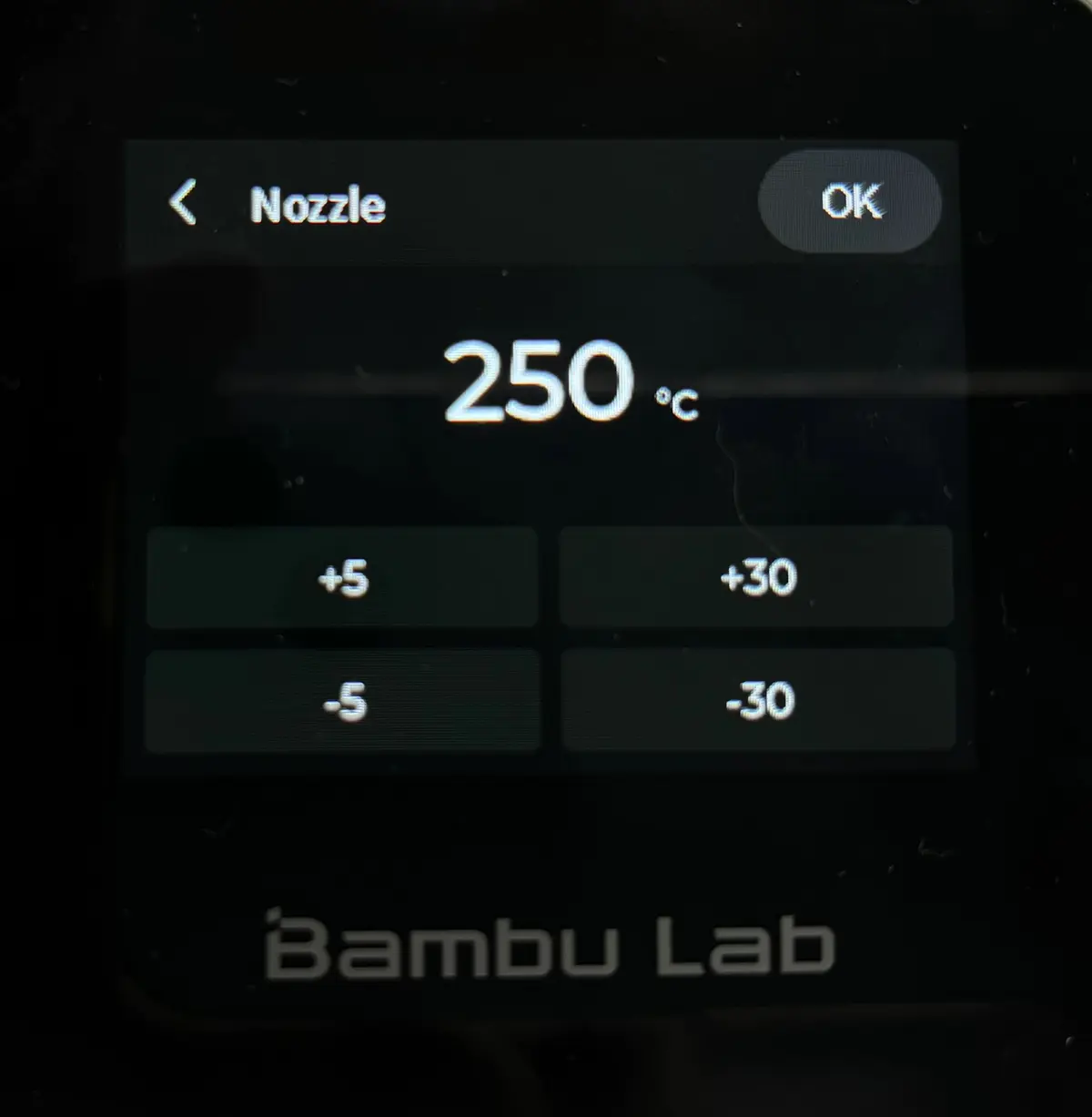
Trin 1. Opvarm hotend
Hoejn hotend-temperaturen til lidt over den temperatur, filamentet kraever (med PLA som eksempel saettes hotend-temperaturen til 250 °C);
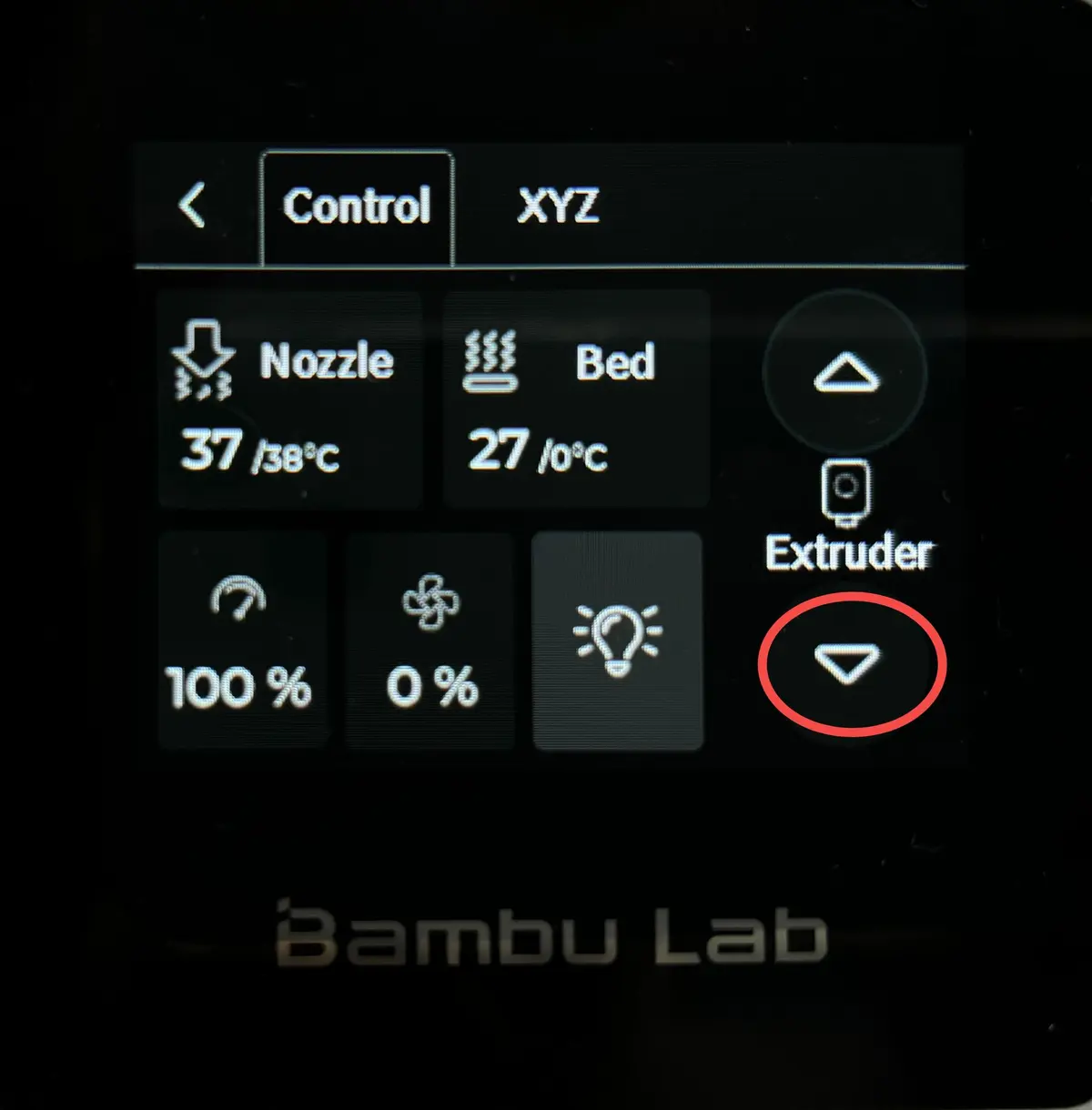
Trin 2. Ekstruder manuelt
Tryk pa indfoeringsknappen pa skaermen for at ekstrudere filamentet manuelt. Hvis du bruger TPU, ma indfoeringsknappen ikke trykkes mere end tre gange. Undga at trykke hurtigt pa udfoeringsknappen flere gange for at forhindre, at filamentet saetter sig fast eller filtrer sig sammen.
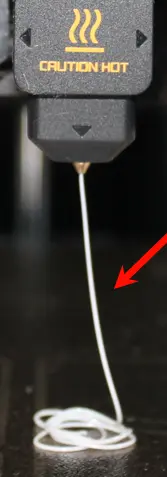
Hold oeje med, om dysen ekstruderer korrekt. Som vist pa billedet nedenfor skal filamentet komme lige og ensartet ud.
2. Rens med en rensepind
Vaer opmaerksom pa, at denne metode ikke virker med dyser mindre end 0,4 mm.
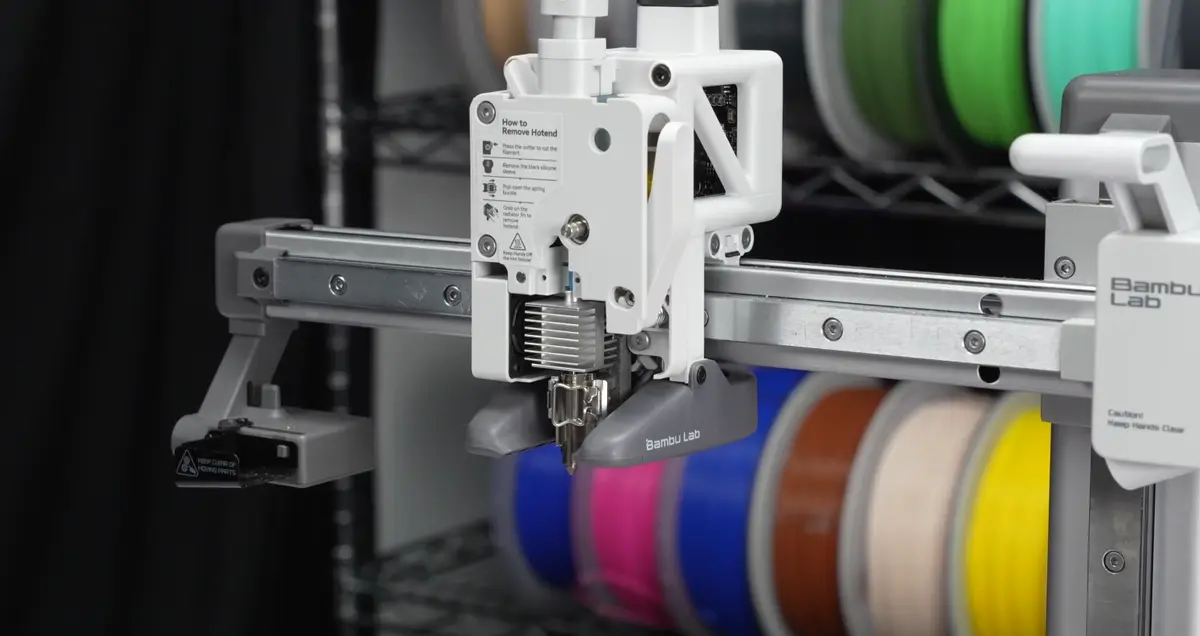
Hvis filamentet ikke kan ekstruderes fra dysen, eller hvis det filament, der kommer ud af dysen, ikke bliver til nyt indfoert filament, er det noedvendigt at bruge en gennemgaende nal til at rense hotend og manuelt ekstrudere filamentet igen (skift mellem rensning med pind og ekstrudering).
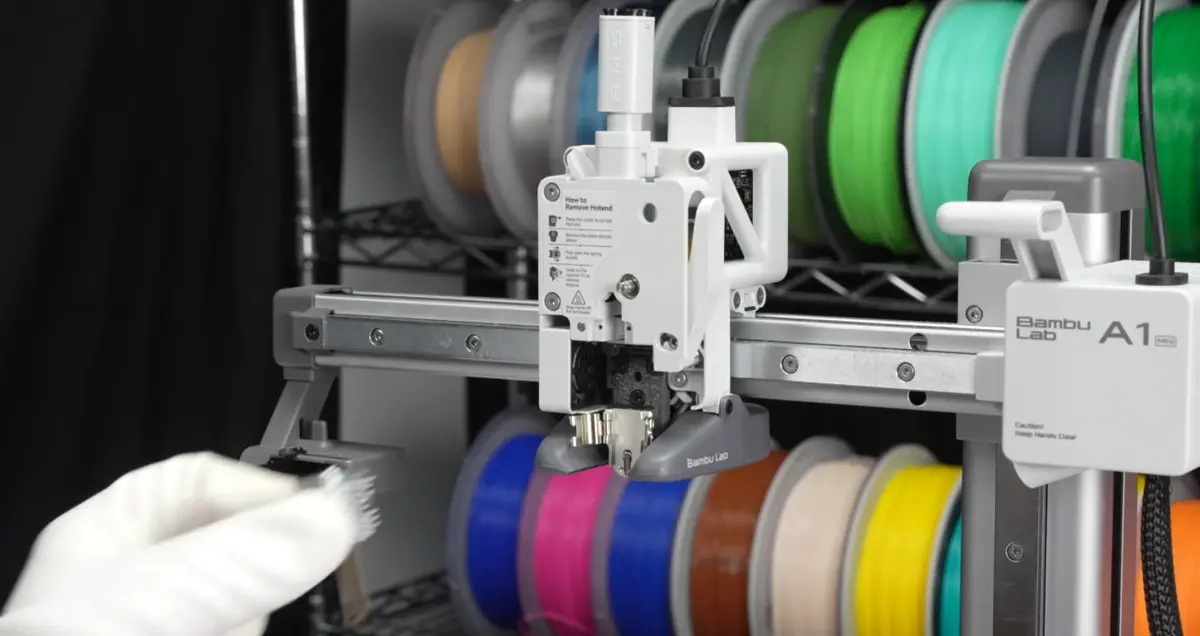
Opvarm hotend til lidt over den temperatur, filamentet inde i hotend kraever, ved at foelge anvisningerne i Trin 1 i afsnittet \u201d1. Ekstruder filamentet manuelt\u201d ovenfor. Nar temperaturen er nauet, foerer du nalen ind i dysen og renser op og ned flere gange.
Advarsel! Nar du bruger en rensenal, kan en pludselig udloesning af det indre dysetryk fa varmt filament til at sproejte uventet ud. Brug altid beskyttelseshandsker, og hold hovedet vaek fra printerkammeret under rensningen.

3. Rensning med rensepind og cold pull
Vi har lavet en komplet videovejledning sammen med skriftlige instruktioner og billeder. Her er hele videoen om rensning med rensepind og cold pull:
Trin 1: Forberedelse foer du gar i gang
Flyt Z-aksen til en passende hoejde, og flyt ogsa printhovedet til en passende hoejde; og fjern frontdaekslet pa printhovedet til naeste trin

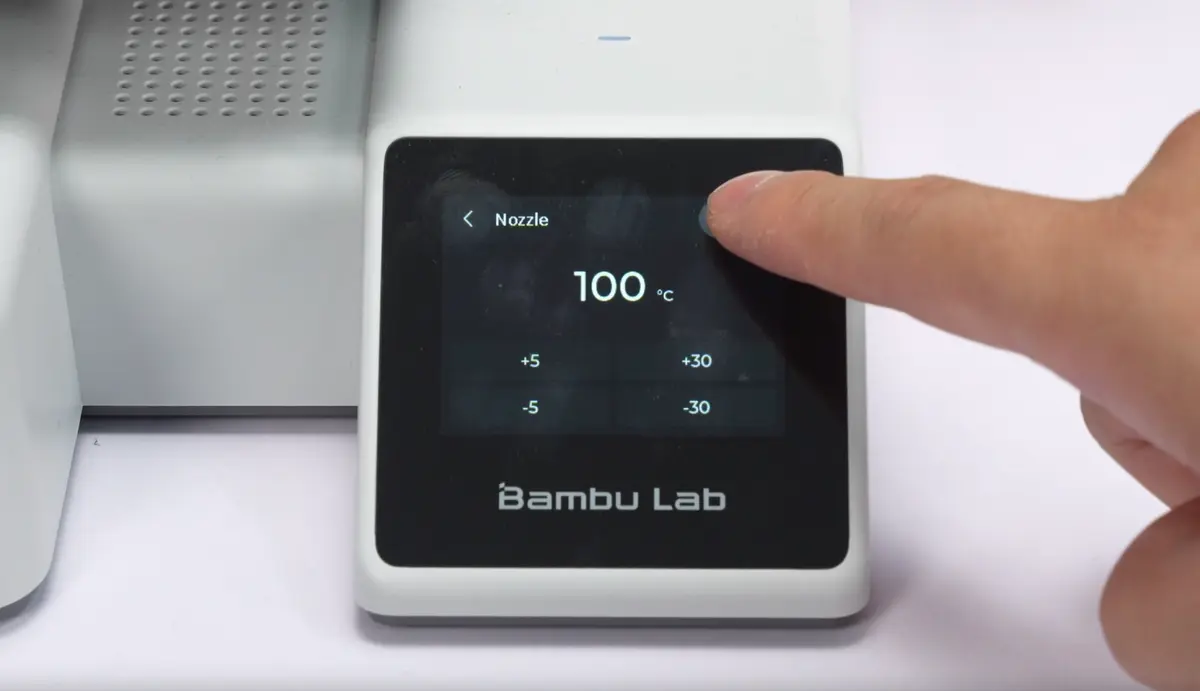
Trin 2: Opvarm hotend og fjern filamentet
Opvarm hotend til 100 °C (med PLA som eksempel), og fjern hotend, mens det er opvarmet (brug ovnhandske!).
 |
 |
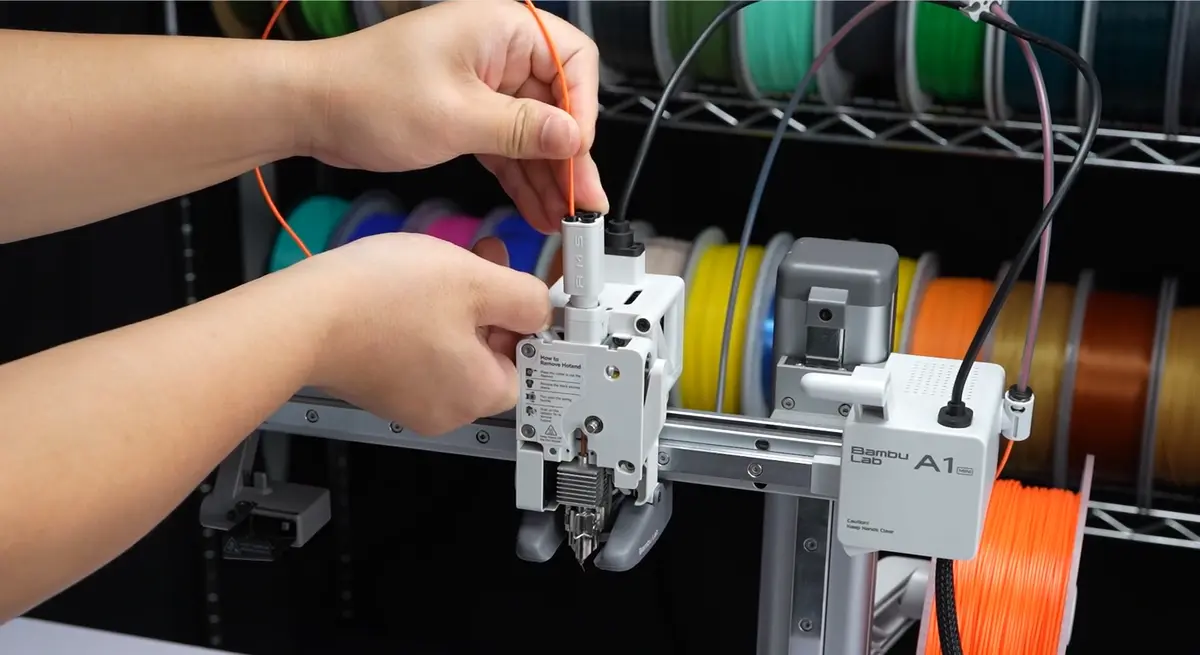
Fjern filamentet ved indgangen til hotend med en tang.

Trin 3: Saet hotend tilbage og opvarm det igen
Saet hotend tilbage pa plads, indstil hotend-temperaturen til 220 °C, og indfoer en anden farve af samme filament;
 |
 |
Trin 4: Ekstruder filamentet manuelt og cold pull
Hvis det ekstruderede filament fra dysen bliver helt til det nyligt indfoerte filament, kan hotend-temperaturen saenkes til 100 °C, og cold pull kan begynde.
 |
 |
Trin 5. Tilslut PTFE-roeret igen og test ekstruderingen
Tilslut PTFE-roeret igen, indfoer filamentet, og test ekstruderingen. Hvis der stadig ikke er nogen ekstrudering eller for lidt ekstrudering, skal du proeve flere gange at rense hotend.
4. Metode med varm unbrakonoegle
Billederne i dette afsnit viser H2-dysen. Da den ligner A1-dysen meget, er proceduren identisk.
En almindelig tilstopning pa A1-serien er, at filamentet saetter sig fast inde i hotend pa grund af heat creep. Dette faenomen er beskrevet i detaljer i denne artikel, og vi anbefaler, at du laeser den for at forsta, hvordan du undgar denne type tilstopning.
Til de naeste trin skal du fjerne dysen. Denne wiki-side beskriver den fulde afmontering og genmontering af A1-dysen, hvis du har brug for det.
Forsigtig! Vi anbefaler, at du bruger varmebeskyttende handsker til denne handling. Det smeltede filament kan dryppe pa dine fingre og give forbraendinger.
Trin 1. Opvarm unbrakonoeglen
Start med at opvarme en unbrakonoegle i cirka 10 sekunder. Brug en tang til at holde unbrakonoeglen fast, sa du ikke braender dig.

Trin 2. Foer unbrakonoeglen ind i dyseindgangen
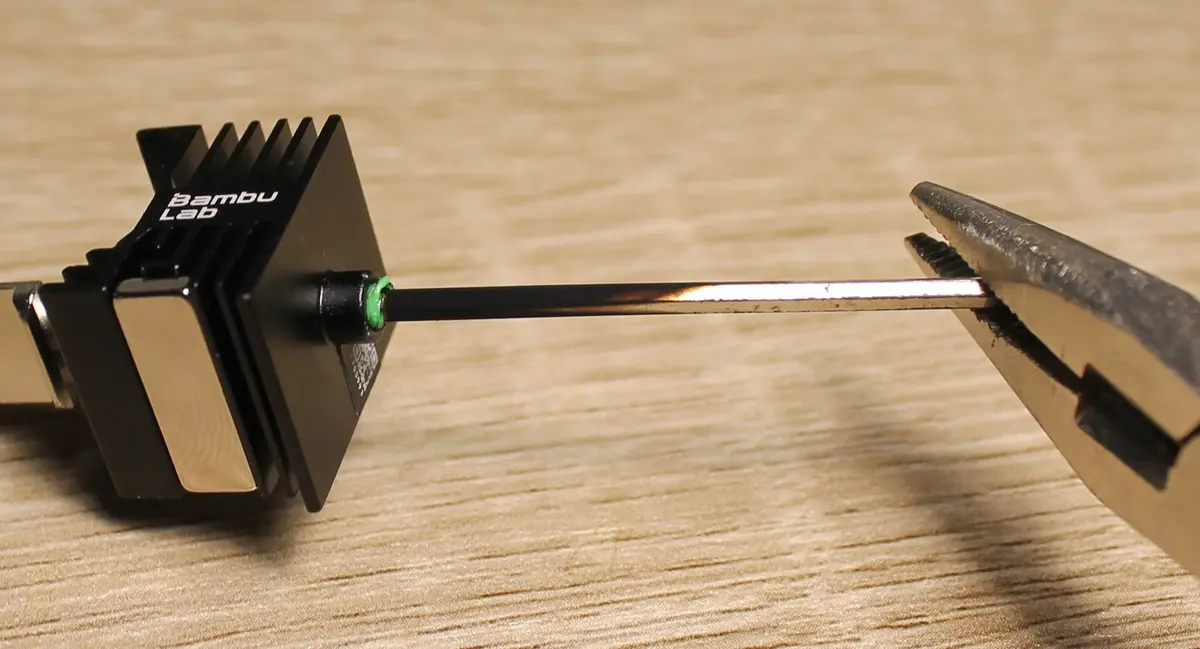
Mens spidsen af noeglen er varm, skubber du den hurtigt ind i hotend gennem den oeverste ende af koeleribben.
Den varme noegle gar ind i filamentet, som vist pa billedet nedenfor. Vent derefter cirka 30 sekunder, til unbrakonoeglen bliver kold.
Trin 3. Opvarm spidsen af hotend og traek filamenttilstopningen ud
Unbrakonoeglen sidder nu fast inde i hotend med filament omkring sig. For at fjerne noeglen sammen med det filament, der tilstopper hotend, skal du opvarme spidsen af hotend.
Fjern foerst silikonesokken pa hotend, og opvarm derefter spidsen af dysen med en lighter i cirka 20 sekunder (med en almindelig lighter).
Forsigtig!: Undga at opvarme dysen i laengere tid eller at bruge en kraftig gasbraender. En almindelig gaslighter anbefales.
Den varme side af dysen skal kun vaere varm nok til, at du kan fjerne unbrakovaerktoejet sammen med filamentet.
Overopvarmning af dysen kan fa filamentet til at dryppe eller springe ud fra spidsen. Foelg instruktionerne omhyggeligt, og peg ikke dysespidsen mod dig selv under denne procedure.

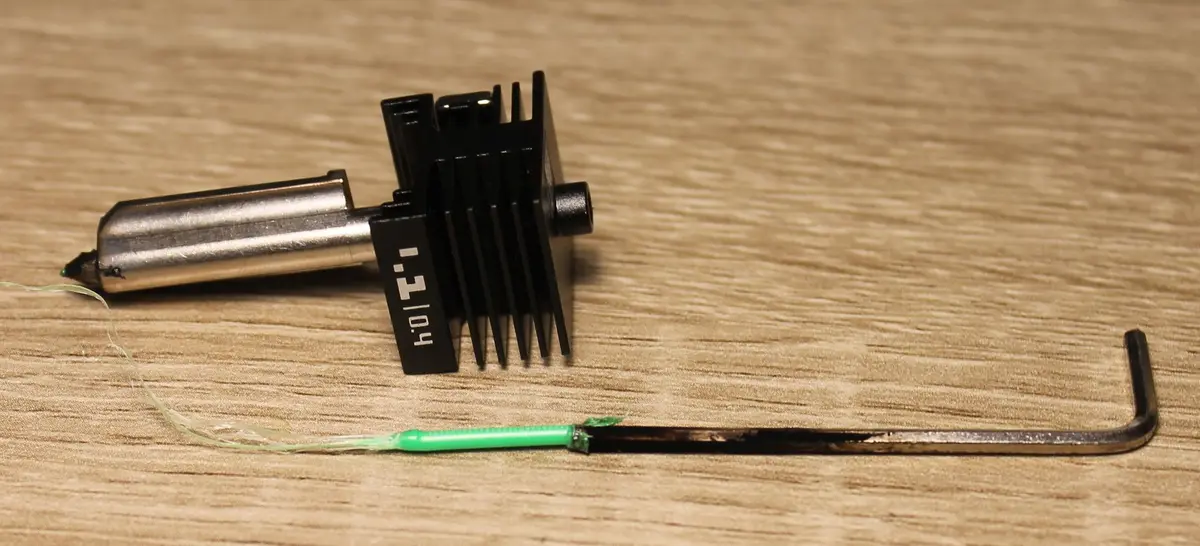
Efter at have opvarmet spidsen af dysen i 20 sekunder kan du langsomt traekke i noeglen. Du vil bemaerke, at filamentet kommer ud af hotend i et enkelt stykke og fjerner tilstopningen.
Trin 4. Genmonter dysen
Nu er du klar til at genmontere dysen. Denne wiki-side beskriver den fulde afmontering og genmontering af A1-dysen, hvis du har brug for det.
Sadan kontrollerer du, at det er lykkedes
Genmonter dysen, tilslut PTFE-roerene, og indfoer filamentet igen for at teste ekstruderingen. Hvis der stadig er tilstopning eller utilstraekkelig ekstrudering, er det noedvendigt at proeve at rense hotend flere gange.
Bekraeft, at dysen floider korrekt
Efter at have foert pinden gennem dysespidsen et par gange fjerner du pinden og ekstruderer noget filament med knapperne pa skaermen. Filamentet skal floide i en lige linje og ma ikke kroelle under ekstruderingen, som vist pa billedet nedenfor.
Selvom ovenstaende metoder normalt fjerner 99 % af alle tilstopninger, kan der vaere tilfaelde, hvor en dyse simpelthen skal udskiftes, fordi den kan vaere beskadiget. Hvis din maskine kan printe normalt efter alt dette, har du renset din dyse med succes.
Bemaerk
0,2 mm-dyser er meget svaerere at rense for tilstopninger og kan kraeve ovenstaende trin flere gange. Dyser stoerre end 0,4 mm har til gengaeld en tendens til at tilstoppe langt mindre end 0,4 mm-dyser, da den stoerre abning lader stoerre partikler passere.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A1-guides