TPU-printguide til X2D
Introduktion
TPU (termoplastisk polyurethan) er et fleksibelt filament. Det er elastisk, kan strækkes og springer tilbage til sin oprindelige form. Ud fra hårdheden inddeles det i TPU For AMS, TPU 95A HF, TPU 90A og TPU 85A. Disse materialer yder fremragende og har bred anvendelse; de forskellige hårdhedsgrader dækker mange forskellige brugsscenarier.
Blandt dem har TPU for AMS højere hårdhed og lavere krav til fremføring, så det kan placeres direkte i AMS og bruges derfra. TPU-filamenter med en hårdhed på 95A eller lavere stiller højere krav til fremføringen, og for høj fremføringsmodstand skal undgås for ikke at påvirke printkvaliteten.
Opbevaring af filament
TPU optager let fugt, og fugt forringer printkvaliteten. Sådan forebygger du det:
- Opbevar spoler i et miljø under 20 % RH
- Hold spolerne i en lufttæt opbevaringsboks
- Læg tørremiddel i boksen

Forberedelse før print
Tørring af filament
TPU er stærkt hygroskopisk og optager let fugt i naturlige omgivelser. Hvis fugtigt TPU bruges direkte til 3D-print, fordamper fugten hurtigt ved opvarmning under printet, hvilket giver defekter som bobler og hulrum i emnet, der i alvorlig grad forringer printkvaliteten og endda kan føre til printfejl. Derfor anbefaler vi at tørre med følgende udstyr og parametre. Se denne wiki for detaljer: Forberedelse af filament - tørring.
| Varmluftovn (tvungen luft) | Varmeplade |
|---|---|
| 70 ℃, 8 t | 75 - 85 ℃, 8 t |
Før tørring er spolens ydre bredde cirka 65,4 mm. Under tørring udvider TPU sig ved opvarmning, hvilket får spolen til at deformere. Derfor kan spolens ydre bredde øges til cirka 69,4 mm efter tørring.
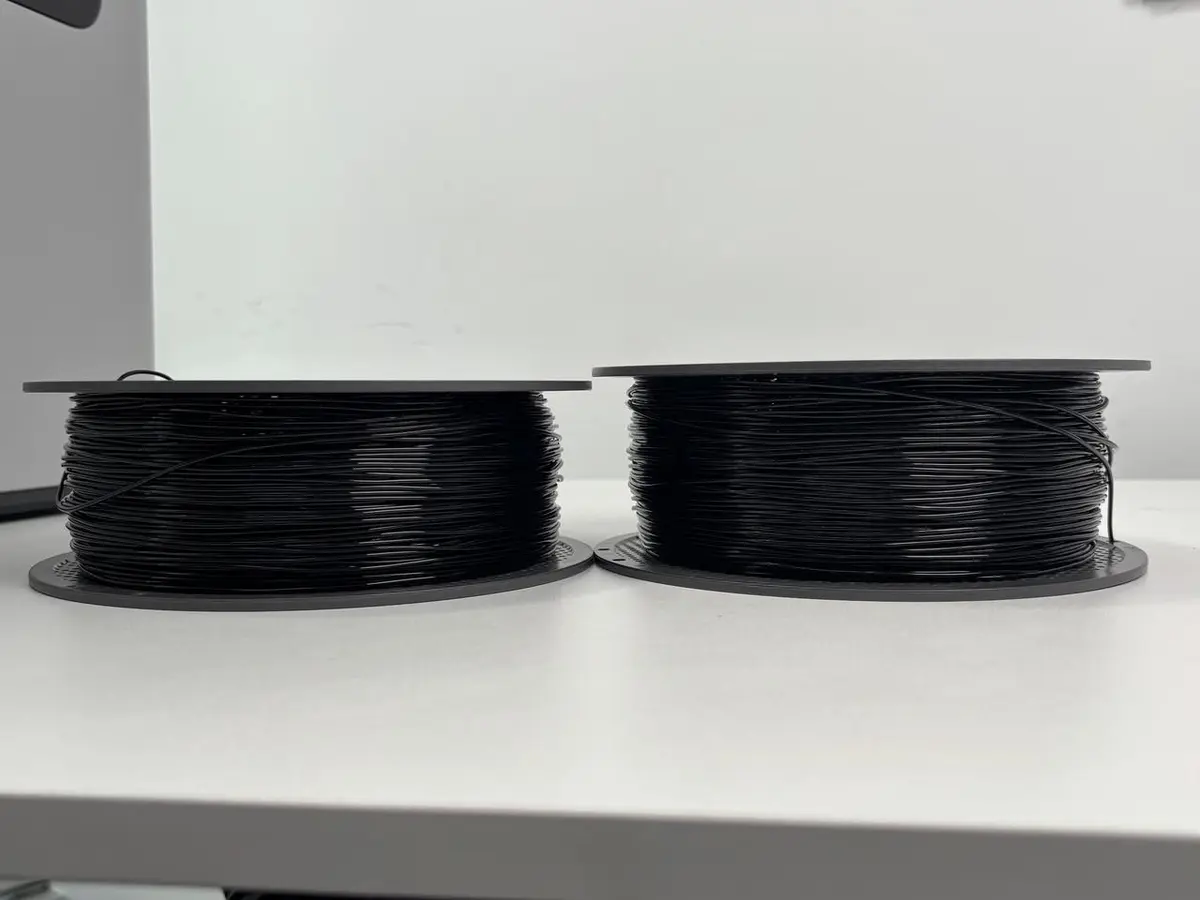 Sammenligning af spolens udvidelse før og efter tørring |
Specifikationer for hovedhotend
På grund af den højere fremføringsmodstand i X2D'ens højre hjælpeekstruder kan TPU kun printes med hoveddysen; print med hjælpedysen understøttes ikke.
Hvis hotend'et ikke er nyt, så tjek for resterende filament indeni; hvis der er rester, så varm det op og udfør cold pulls med PLA/PETG 2-3 gange. Brug ikke fiberforstærkede filamenter til cold pull. Se: Fejlfinding ved tilstopning på X2D.
| Filamenttype | 0,2 mm hotend | 0,4 mm hotend | 0,6 mm hotend | 0,8 mm hotend | Ethvert high-flow hotend |
|---|---|---|---|---|---|
| TPU 85A | × | × | √ | √ | × |
| TPU 90A | × | √ | √ | √ | × |
| TPU 95A HF | × | √ | √ | √ | √ |
| TPU for AMS | × | √ | √ | √ | √ |
Ekstruder
- Efterse og vedligehold ekstruderen. Hvis der er snavs, så skil den ad og rengør den; hvis fremføringstandhjulet er slidt, skal det udskiftes, ellers kan filamentet slippe.
- Tjek om knivbladet er slidt. Slid påvirker afskæringen af TPU og øger risikoen for printfejl. Det anbefales jævnligt at tjekke knivbladets slidtilstand og udskifte det efter guiden: Udskiftningsguide til filamentafskærer på X2D.
Byggeplade
- Påføring af lim på den teksturerede PEI-byggeplade kan give for kraftig vedhæftning af TPU, så det anbefales ikke at påføre lim ved print på den teksturerede plade.
- For andre typer byggeplader skal der påføres lim for at undgå dårlig kvalitet i første lag, utilstrækkelig vedhæftning eller endda printfejl.
| TPU-type | Cool Plate | Engineering Plate | Smooth PEI Plate / High-Temperature Plate | Textured PEI Plate | Påfør lim? |
|---|---|---|---|---|---|
| TPU 85A/90A/95A HF/TPU for AMS | Ikke kompatibel | Anbefales | Anbefales | Anbefales | Ja (undtagen tekstureret PEI) |
TPU 95A HF (med ekstern spole)
Det anbefales at printe TPU 95A HF med en ekstern spole.
Sådan loader du
- X2D'ens base til ekstern spole er formonteret i venstre side; flyt den til højre side.
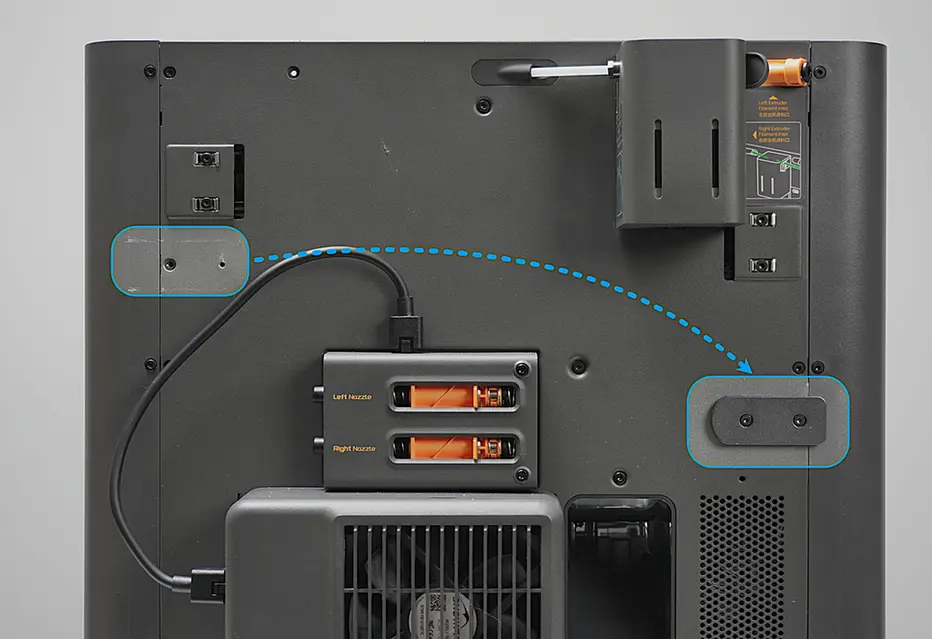
- Monter den eksterne spoleholder på den modsatte side.

- Sæt holderen ind i basen, til du hører et klik, som viser at den sidder helt fast.

Bemærk: Monter ikke holderen omvendt.

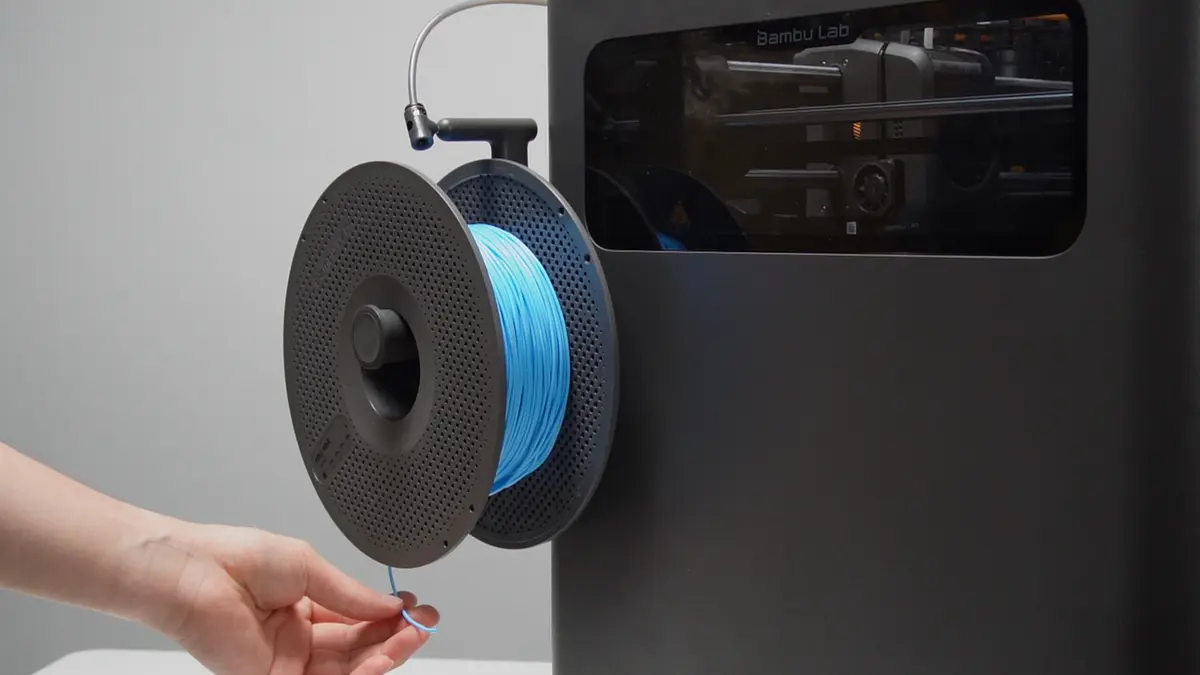
- Skær et stykke PTFE-slange på cirka 175 mm og forbind den eksterne spoleholder med indløbet på den venstre ekstruder.

- Placer spolen.
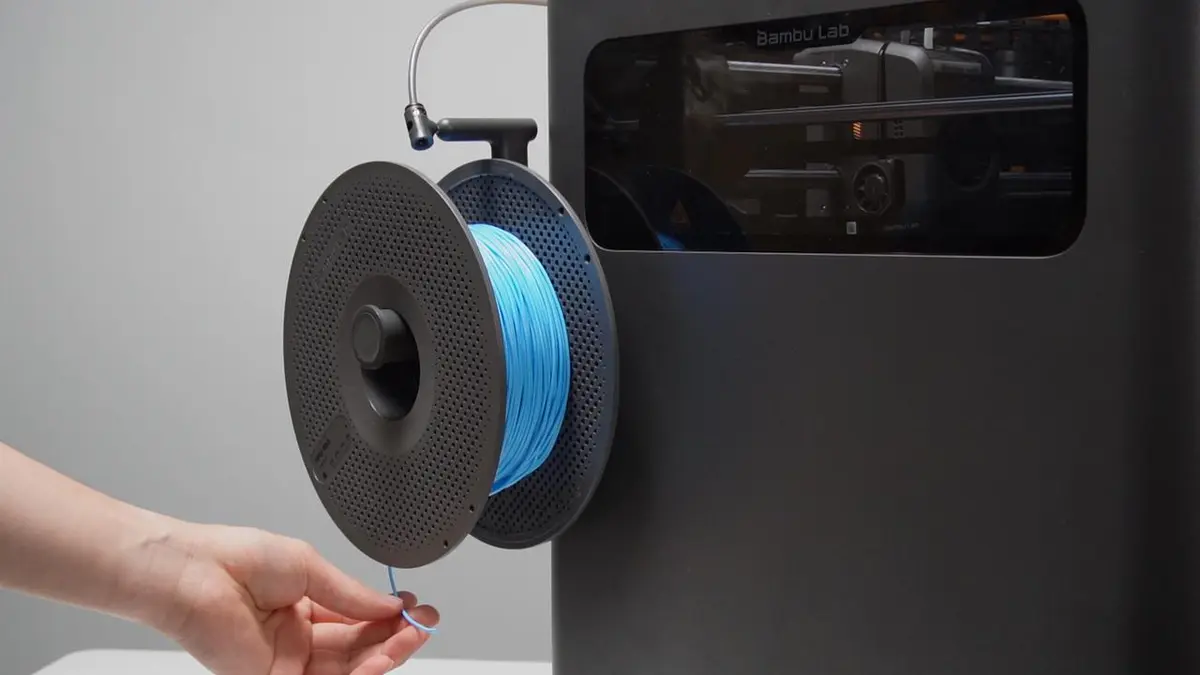
- Klem om filamentspidsen og før den manuelt ind i slangen.
 |
 |
- Tryk på \"Load\"-knappen på skærmen.
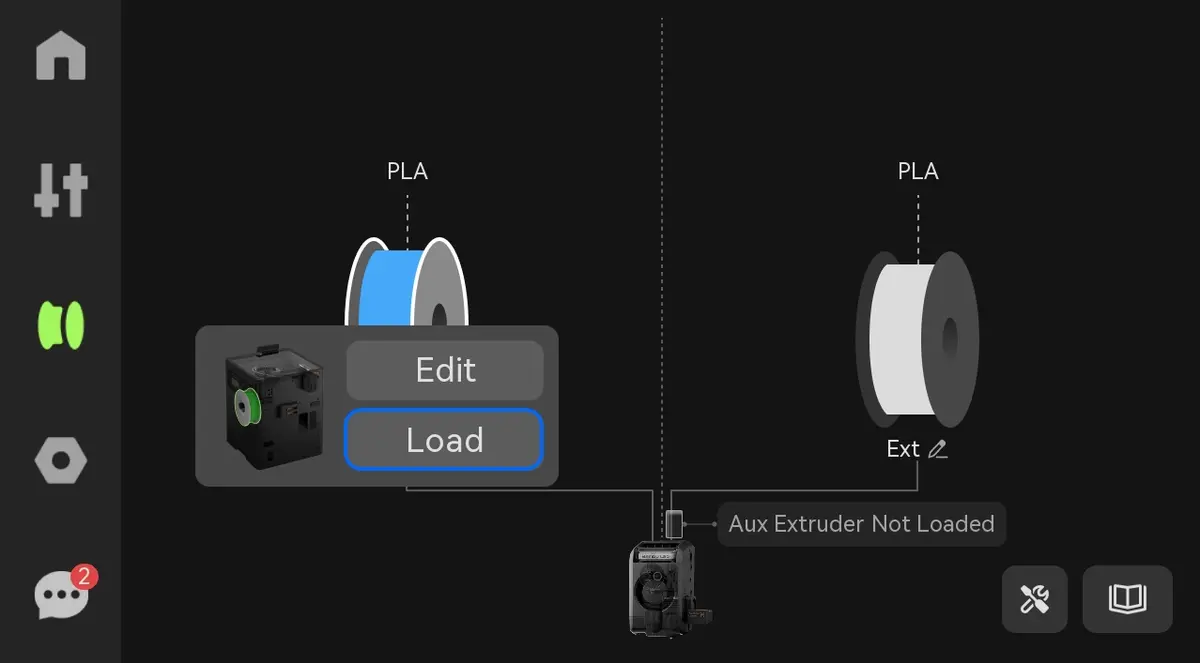
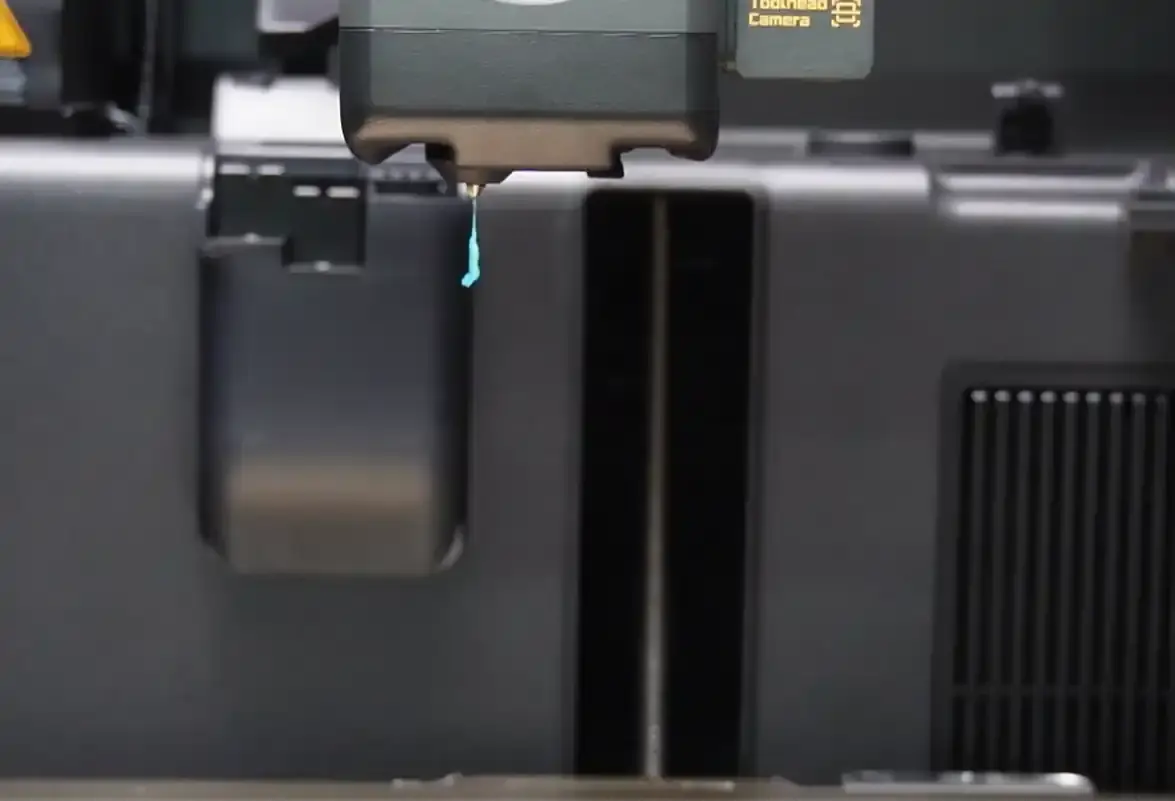
- Hold øje med dysen; en jævn og ensartet ekstrudering viser, at loadingen er færdig.
Sådan tager du filamentet ud
- Tryk på \"Unload\" på skærmen.
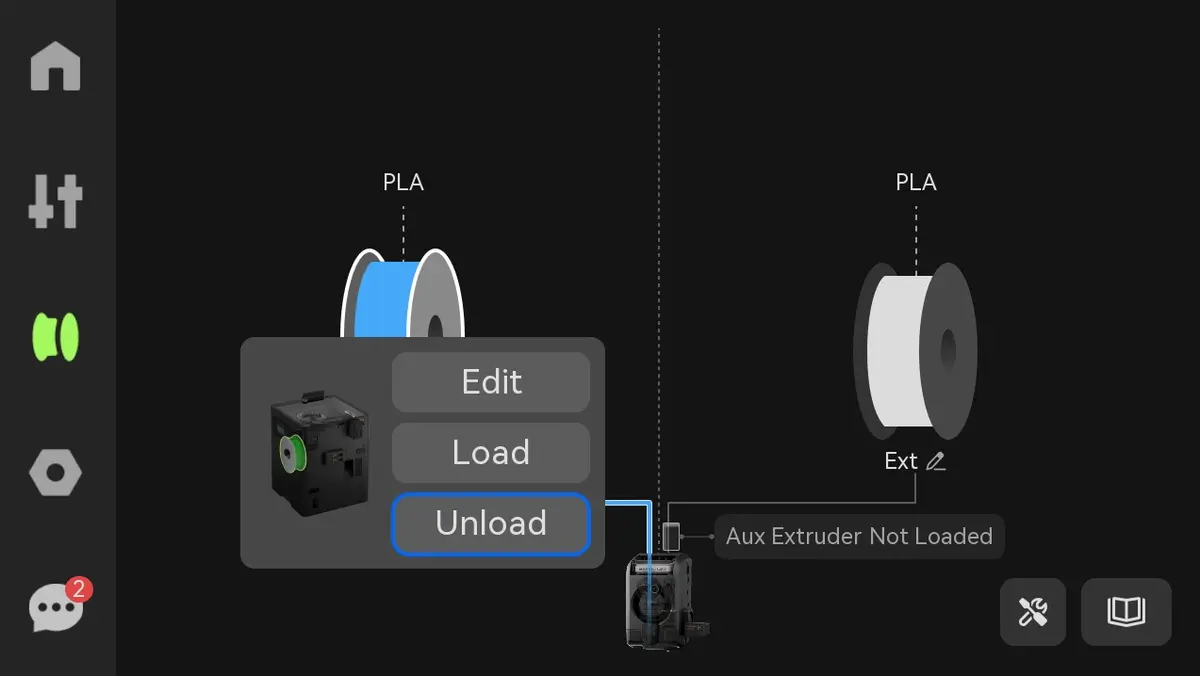
- Når beskeden \"Please pull the filament from the external spool on the left extruder\" vises, fjernes filamentet manuelt fra holderen.
TPU 90A/85A
Når du printer TPU 90A eller 85A, så brug enten den topmonterede spoleholder eller TPU-fremføringsmodulet.
Topmonteret spoleholder
Sådan loader du
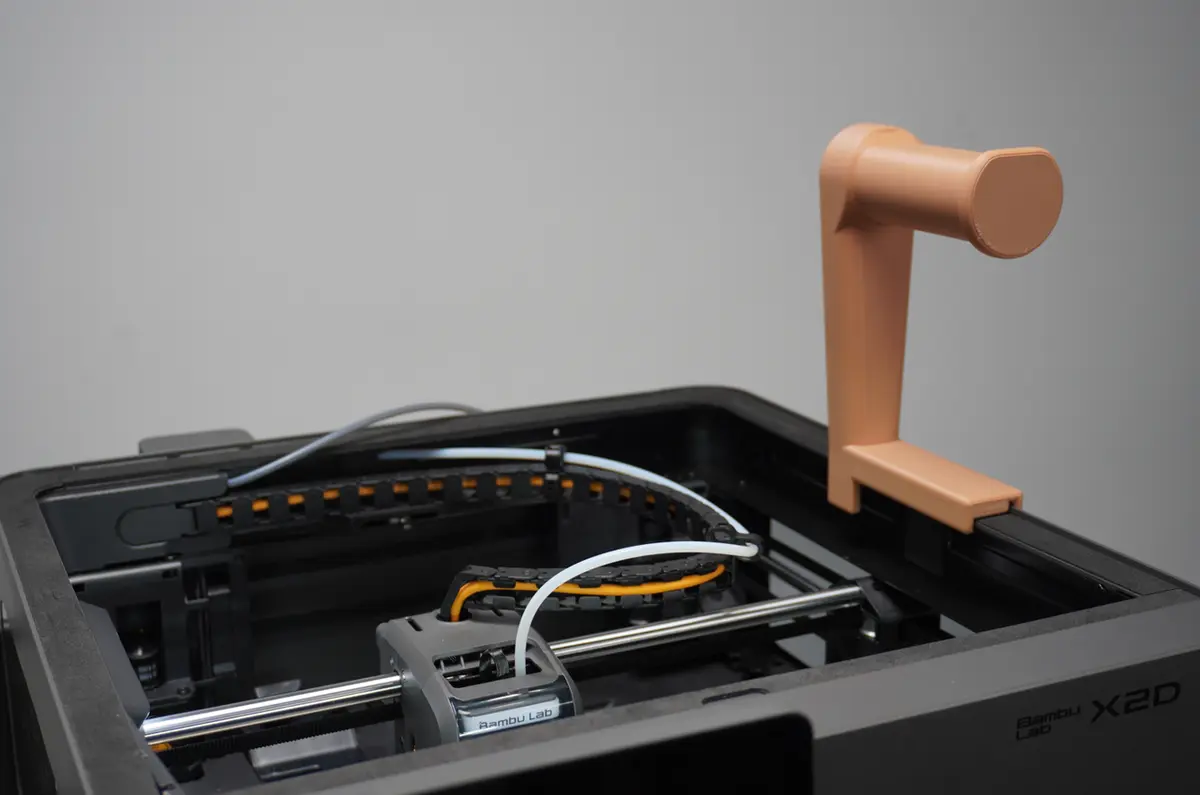
Print og monter den topmonterede spoleholder på forhånd; X2D og P2S har samme størrelse, så hent modellen fra MakerWorld. Anbefales: Topmonteret spoleholder til TPU til P2S/P1S.

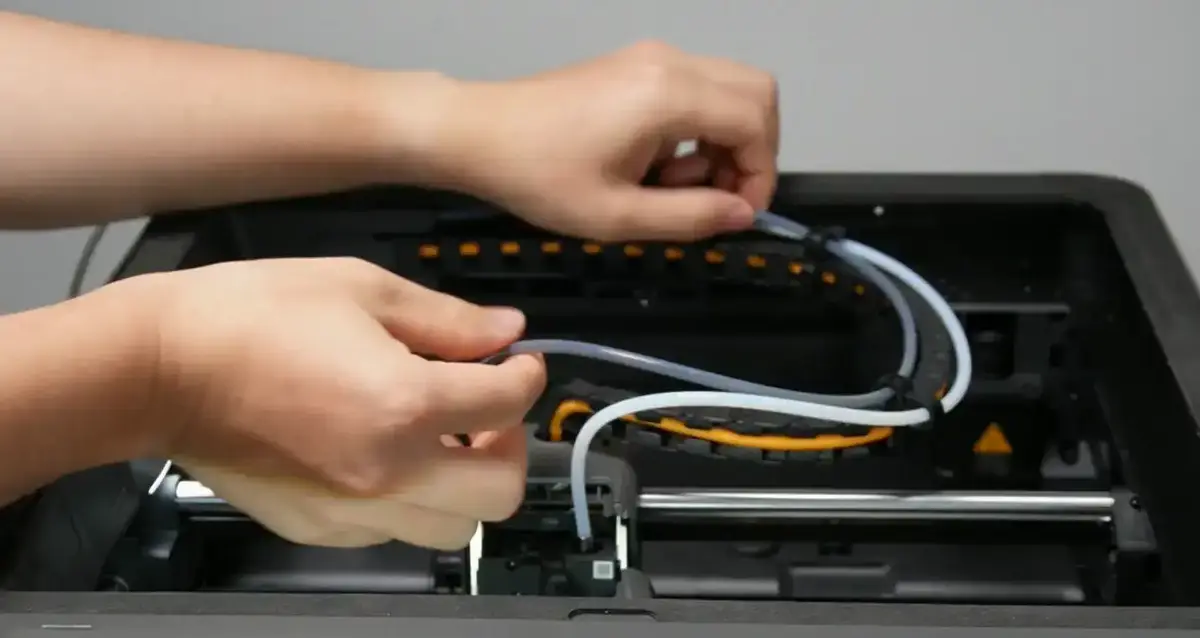
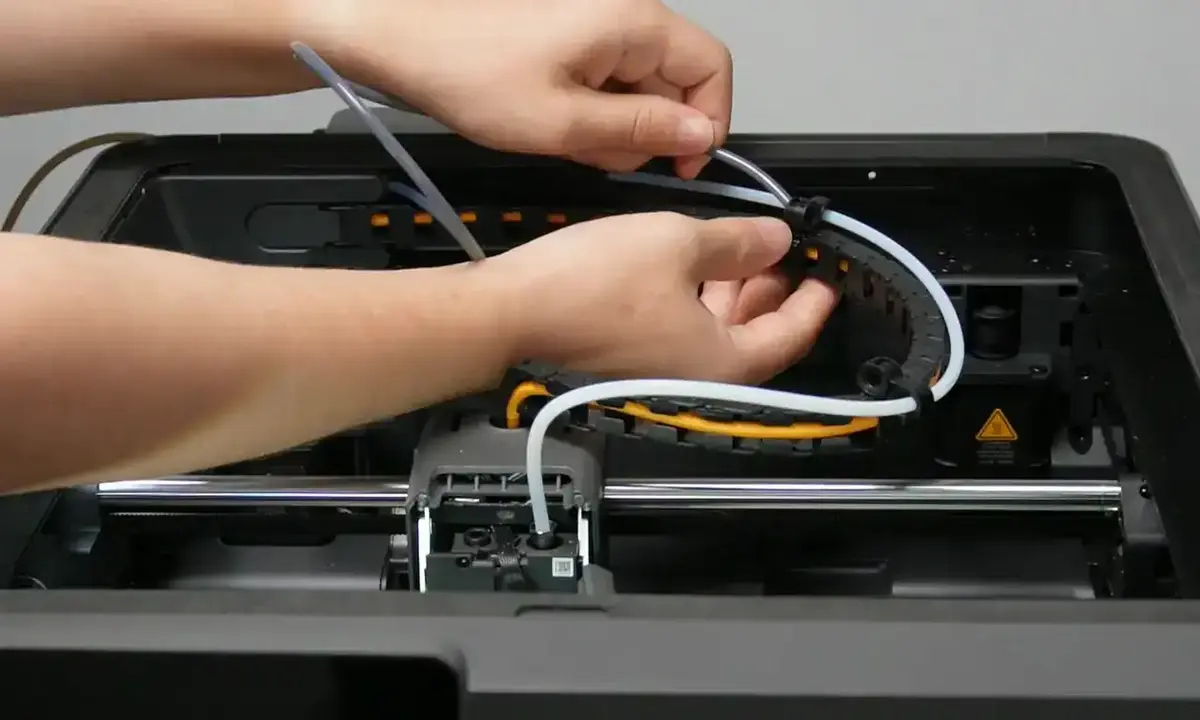
- Åbn toolhead'ens frontdæksel og afmonter PTFE-slangen ved hoveddysen;
 |
 |
- Træk slangen ud af clipsen og placer den bag printeren;
- Monter den topmonterede TPU-spoleholder og placer filamentet;
 |
 |
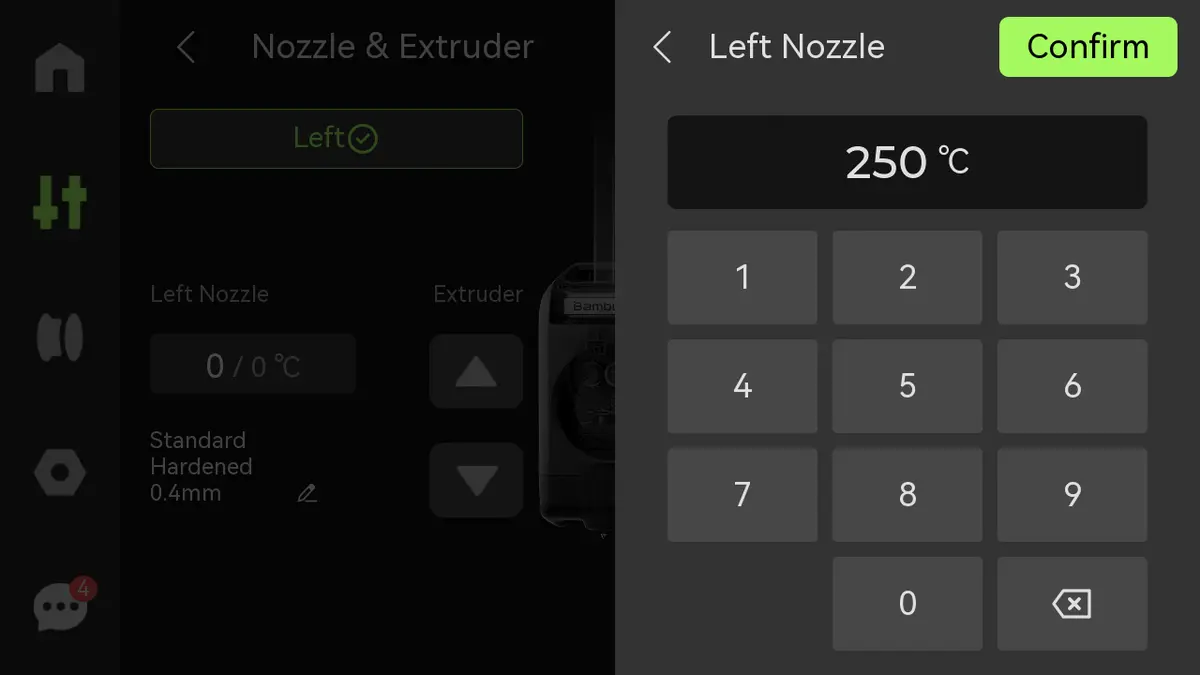
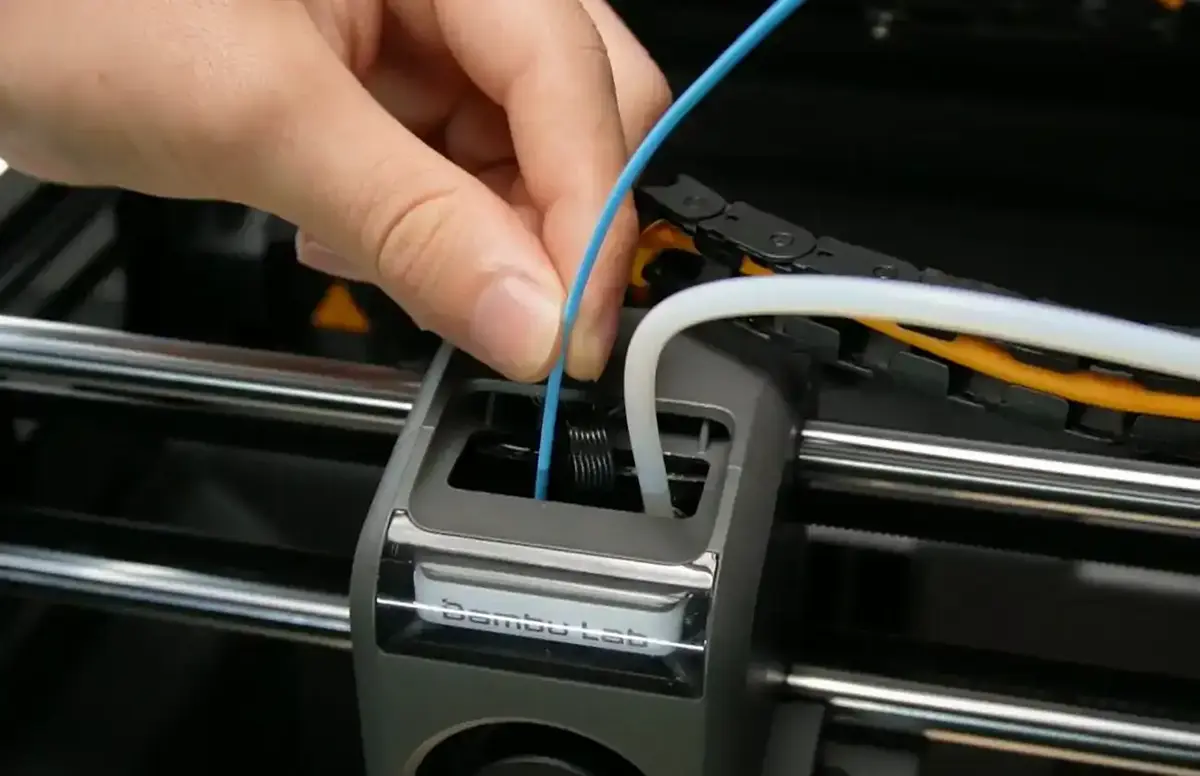
- Indstil hovedhotend'ets temperatur til 250 °C på skærmen;
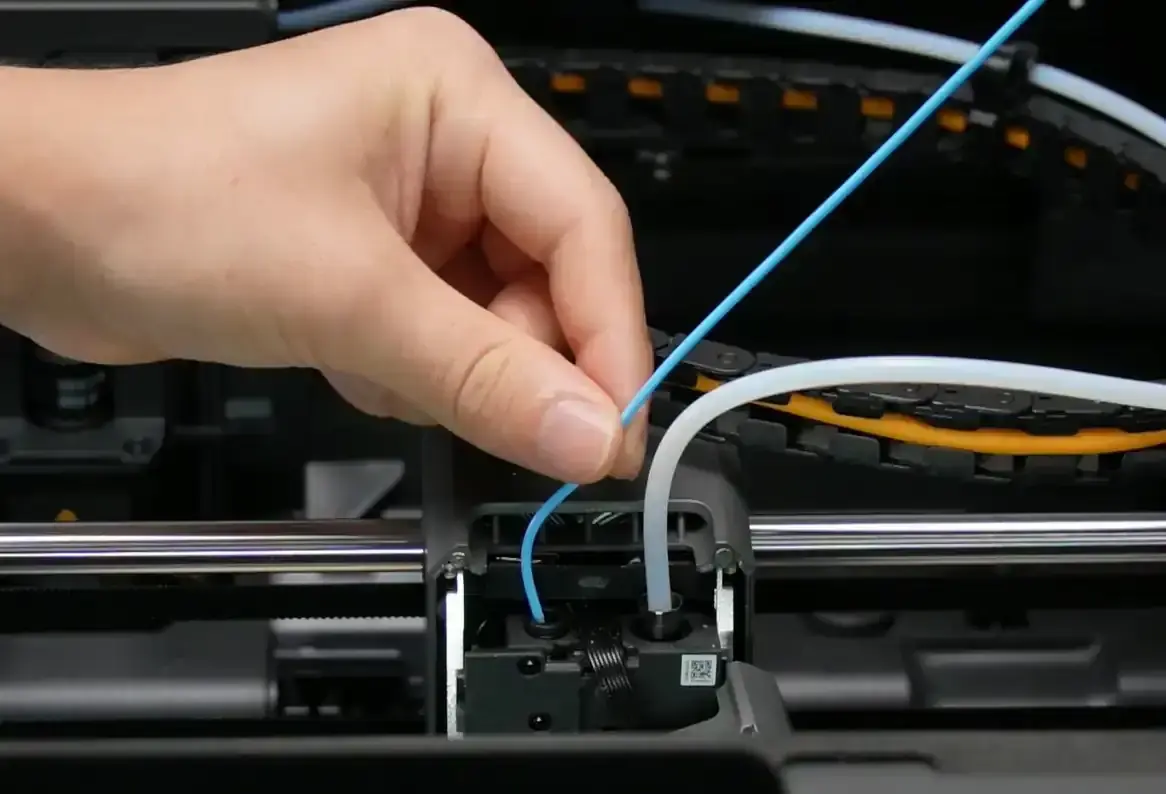
- Når hotend'et er varmt, sættes filamentet direkte ind i ekstruderen, og du trykker langsomt på load-knappen (pil ned), indtil filamentet ekstruderes jævnt og glat; så er loadingen færdig.
Bemærk: Tryk ikke gentagne gange, så TPU ikke vikler sig om ekstruderens tandhjul og forårsager en tilstopning.
 |
 |
Sådan tager du filamentet ud
- Tryk på skærmen og indstil hovedhotend'ets temperatur til 250 °C.
- Klem om filamentet, tryk langsomt på ekstruderens unload-knap (pil op), og træk forsigtigt filamentet ud, mens tandhjulet drejer tilbage.
- Før hoveddysens PTFE-slange tilbage langs kabelkædens clips og sæt den ind i toolhead'ens filamentindløb.
TPU-fremføringsmodul
TPU-fremføringsmodulet (TPU Feed Assist Module) er en udvidelse designet til print med fleksible filamenter. Det understøtter TPU-print i lukket kammer og fremfører direkte gennem det dedikerede TPU-indløb, hvilket forenkler loadingen. Ved at reducere fremføringsmodstanden i enhver spoleorientering eliminerer det tilstopninger og brud og øger markant stabiliteten og succesraten ved TPU-print. Du finder detaljerede instruktioner til print af TPU med TPU-fremføringsmodulet her: Monterings- og brugsguide til TPU-fremføringsmodul.

Printparametre
Ud over de forudindstillede parametre bør specifikke parameterindstillinger justeres efter modellens egenskaber.
-
Den anbefalede printtemperatur for TPU 85A og 90A er 225 ℃, varmepladens temperatur er 30 - 35 ℃, og kammeropvarmning er ikke nødvendig.
-
Behold den indstillede grænse for volumetrisk hastighed under printet; det anbefales ikke at øge printhastigheden.
-
Vælg \"Auto\" eller \"Off\" til dynamisk flowkalibrering.
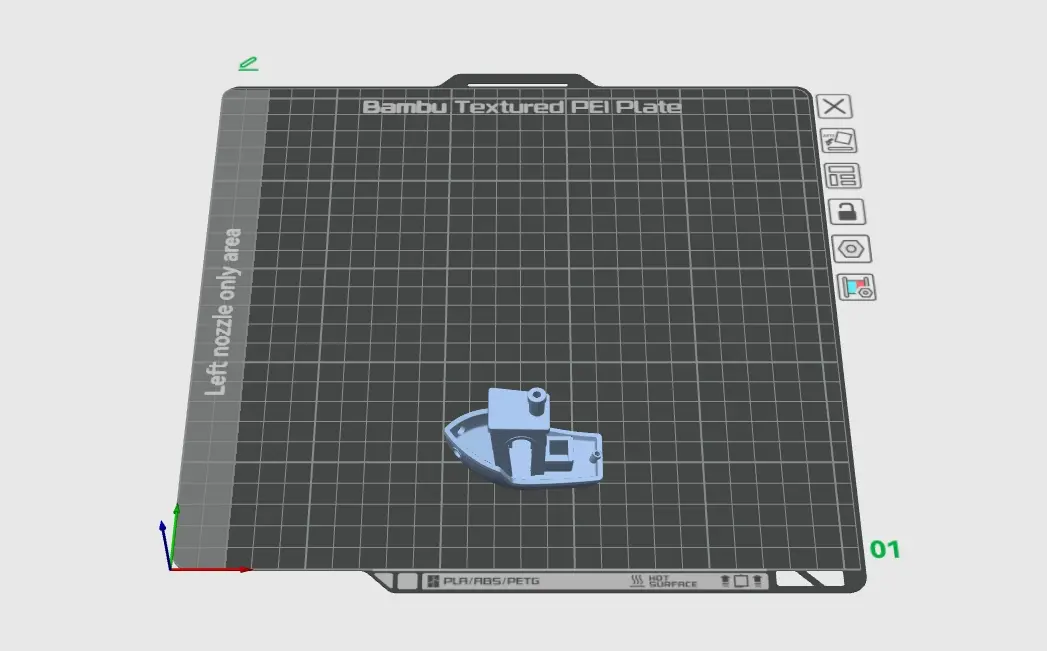
-
Ved print af modellen anbefales det at placere den midt og forrest på byggepladen for at reducere friktionen mellem filamentet og PTFE-slangen.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides