X2D guide til optimering af foerste lag
Det foerste lags betydning for printkvaliteten
I 3D-print spiller kvaliteten af det foerste lag en afgoerende rolle for, om printet samlet set lykkes. Mindre skoenhedsfejl i det foerste lag paavirker normalt ikke den faerdige model naevnevaerdigt, men alvorlige problemer med det foerste lag kan paavirke den samlede printkvalitet direkte og endda foraarsage, at printet mislykkes. Almindelige problemer med det foerste lag falder typisk i to kategorier, der hver isaer udgoer forskellige risici for printet.
-
Dysen er for taet paa varmepladen (foerste lag for lavt)
-
Dysen kan skrabe mod varmepladen og kan beskadige baade dysen og byggepladen.
-
For kraftig vedhaeftning mellem printet og varmepladen, saa det bliver svaert at fjerne, eller modellen rives i stykker.
-
Underekstrudering af det foerste lag, der giver "clogging" (filament hober sig op ved dysespidsen og blokerer ekstruderingen).
-
-
Dysen er for langt fra varmepladen (foerste lag for hoejt)
-
Spredte mellemrum mellem linjerne i bundlaget, der paavirker modellens udseende og strukturelle styrke.
-
Det foerste lag haefter ikke ordentligt til varmepladen paa grund af utilstraekkelig kontakt med varmepladen. Det kan foraarsage warping, forskydning, spaghetti eller clogging-lignende fejl midt i printet.
-
Eksempler paa korrekt printede foerste lag
Et foerste lag af hoej kvalitet:
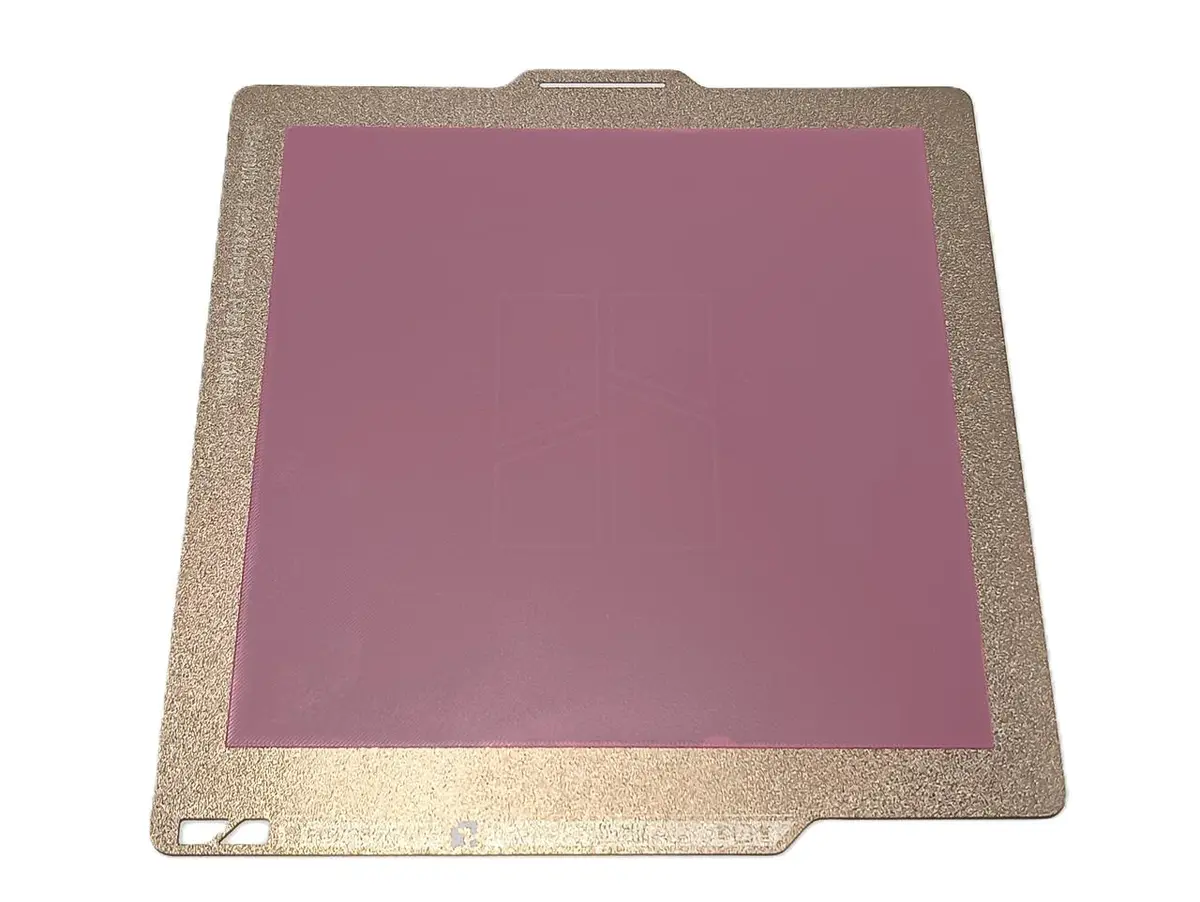
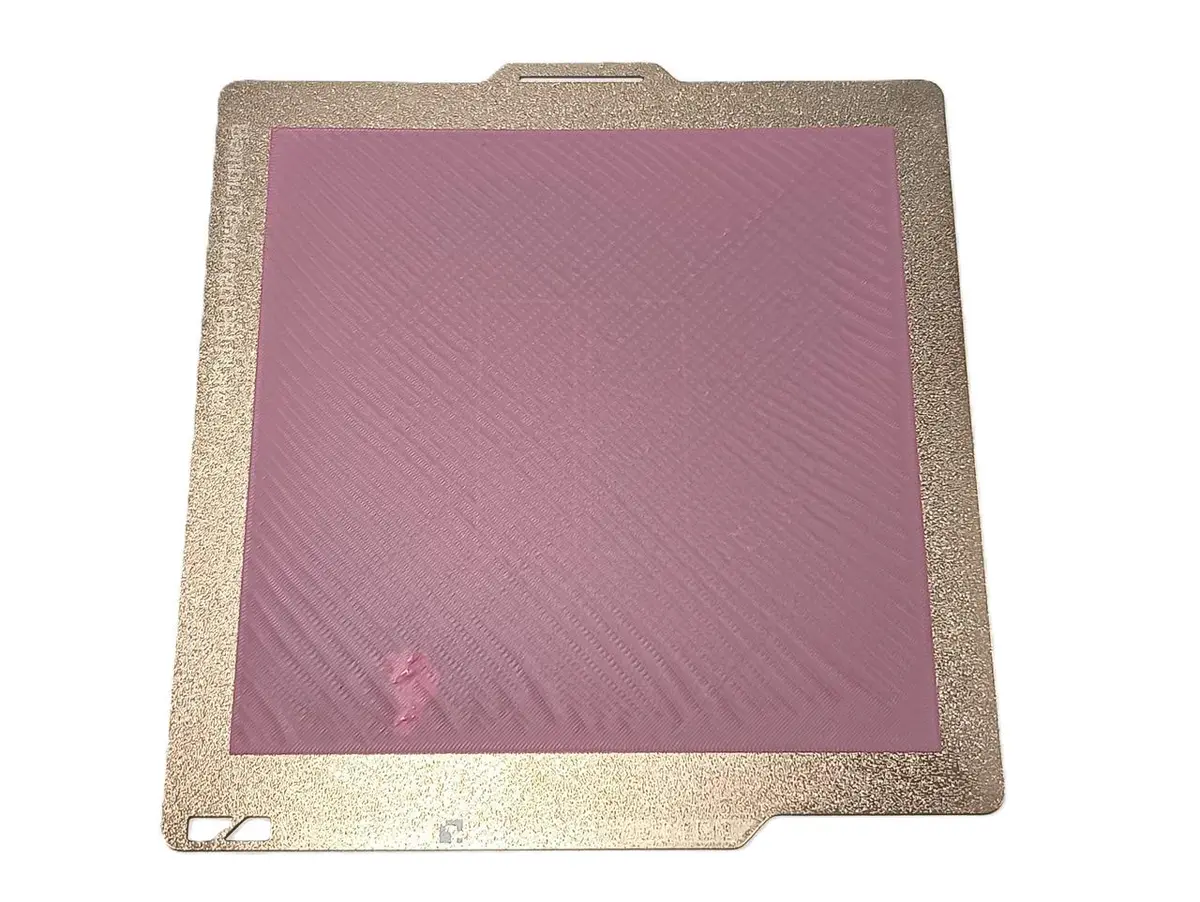
Bemaerk: Mindre fejl som variationer i linjebredde eller rynker (f.eks. fejl i kun 10 % af det foerste lag, mens de resterende 90 % er glatte) paavirker normalt ikke printets succesrate. Saa laenge de ikke paavirker den samlede vedhaeftning og bindingen mellem lagene, paavirker de ikke den endelige printkvalitet naevnevaerdigt (se billedet nedenfor).
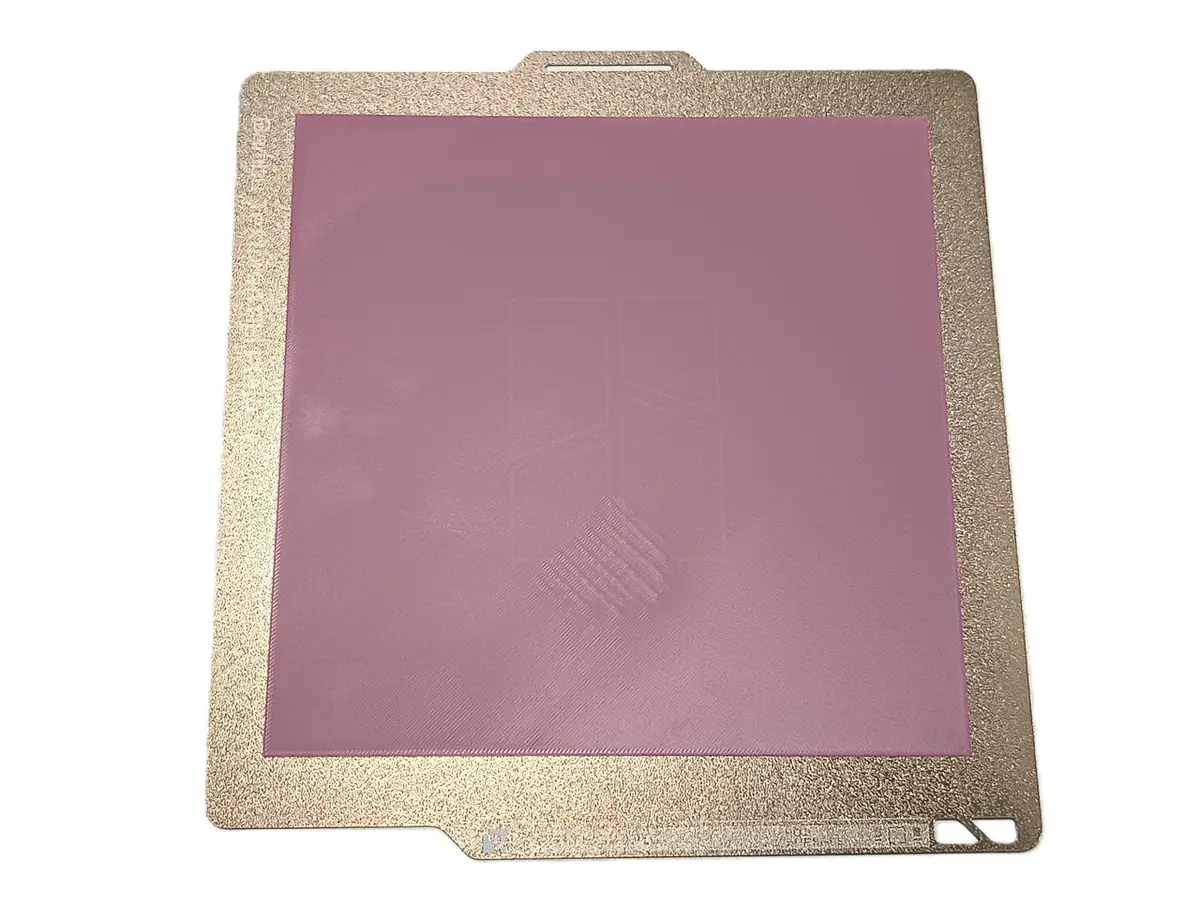
Et korrekt 3D-printet foerste lag:
Saadan opnaar du et foerste lag af hoej kvalitet
Kalibrering og niveauering
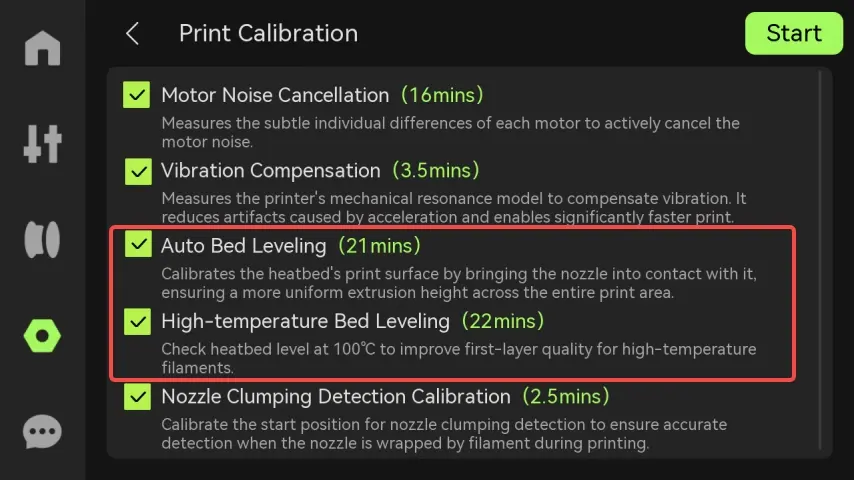
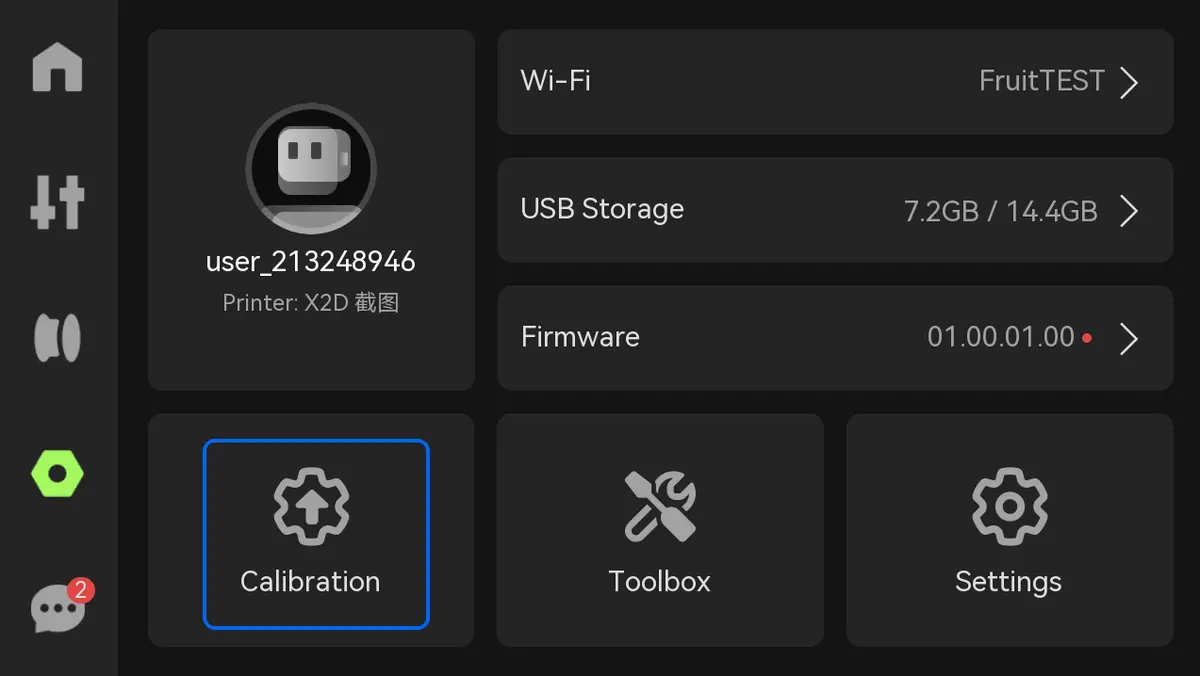
- Uanset hvilket problem med det foerste lag din printer oplever, anbefaler vi at koere Auto Bed Leveling og High-temperature Bed Leveling via Settings > Calibration > Print Calibration. Hvis maskinen er blevet flyttet, har staaet ubrugt laenge, eller hvis varmepladen er blevet afmonteret eller udskiftet, skal niveaueringen koeres igen i kalibreringen.
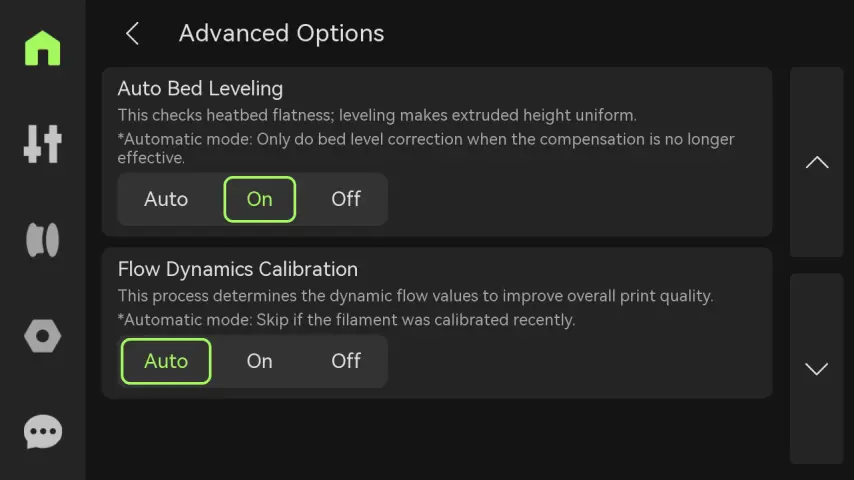
- Inden du 3D-printer, skal du saette Auto Bed Leveling til On i vinduet for afsendelse af opgaven, saa der udfoeres en hurtig niveauering foer hvert print.
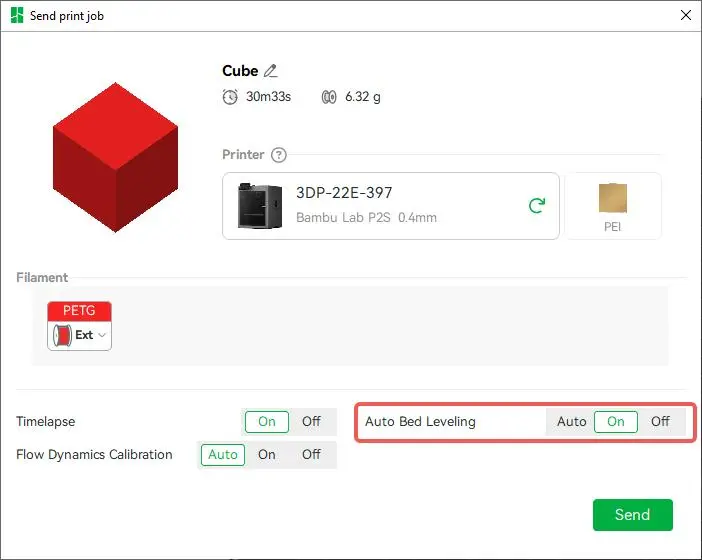
Du kan ogsaa aktivere Auto Bed Leveling paa printerens touchskaerm under: Advanced Options > Auto Bed Leveling.
Niveaueringsdata fra foer printet og niveaueringsdata fra kalibreringen (inklusive Auto Bed Leveling og High-Temperature Bed Leveling) gemmes i printeren.Under printet kombinerer systemet automatisk begge saet niveaueringsdata og anvender dem.
Fejlsoegningsguide til det foerste lag
A: Stort omraade / hele pladen, foerste lag for lavt
Loesning:
- Kontrollér, at dysen er monteret korrekt.
- Clipsene skal fastgoeres korrekt, saa de ikke sidder loest.

Ryst dysen manuelt efter monteringen for at kontrollere, om den sidder fast. Hvis den er loes, er dysen ikke helt fastgjort.

- Justér nulpunktet for Z-aksen (Z-Axis Zero Offset)
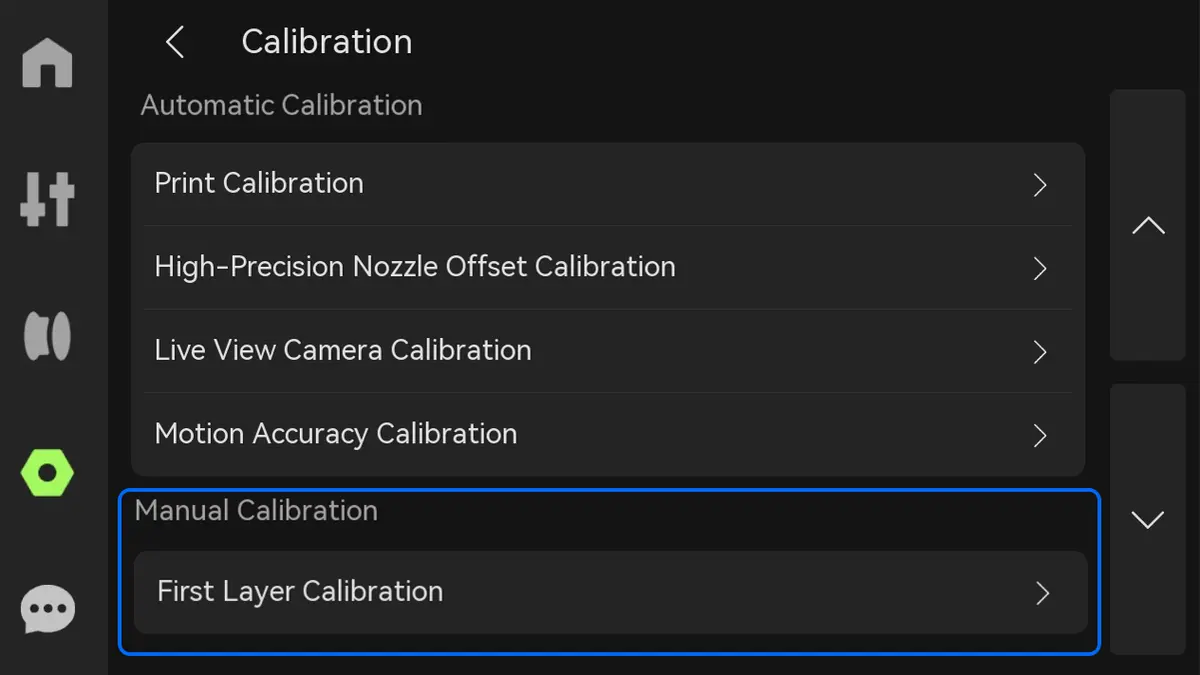
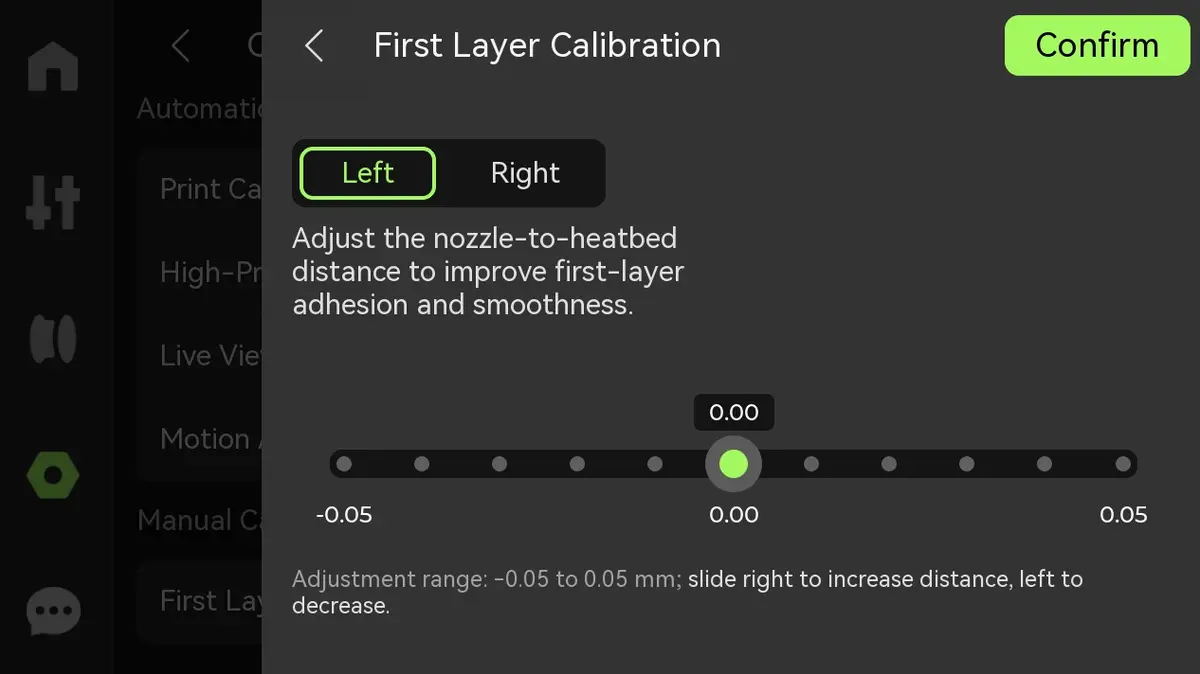
Klik for at gaa til siden Calibration, og vaelg derefter First Layer Quality Calibration.
 |
 |
Forslag til finjustering: Justér mellemrummet for det foerste lag til 0,02 mm, og print igen. Hvis det stadig er for lavt, oeg gradvist mellemrummet op til 0,05 mm, indtil det foerste lag ligger inden for et rimeligt interval.
B: Delvist foerste lag for lavt
Loesning:
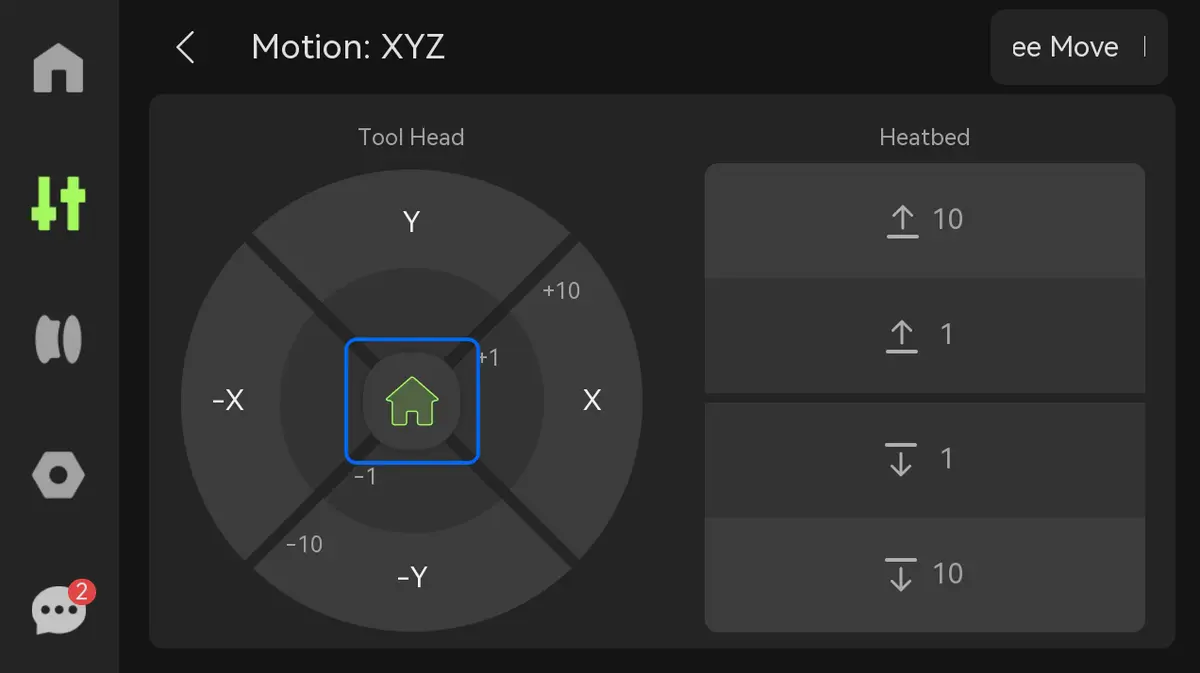
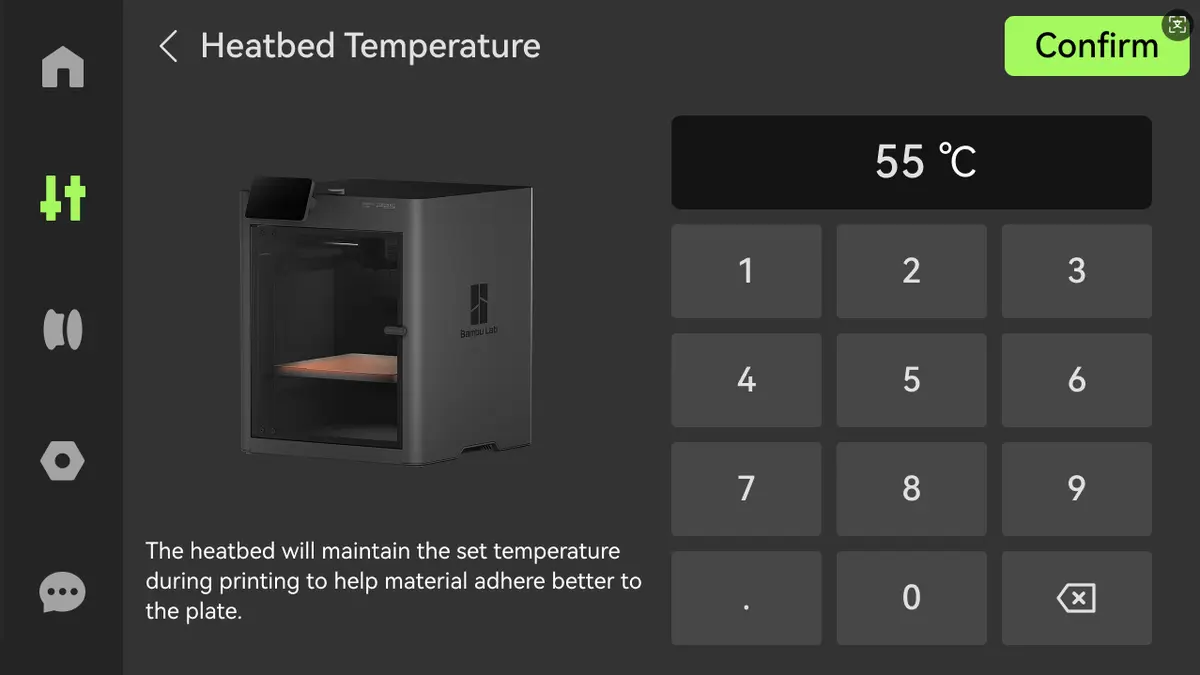
- Klik Homing, varm varmepladen op til 55 °C, og hold den der i 5 minutter for at frigoere termisk spaending.
 |
 |
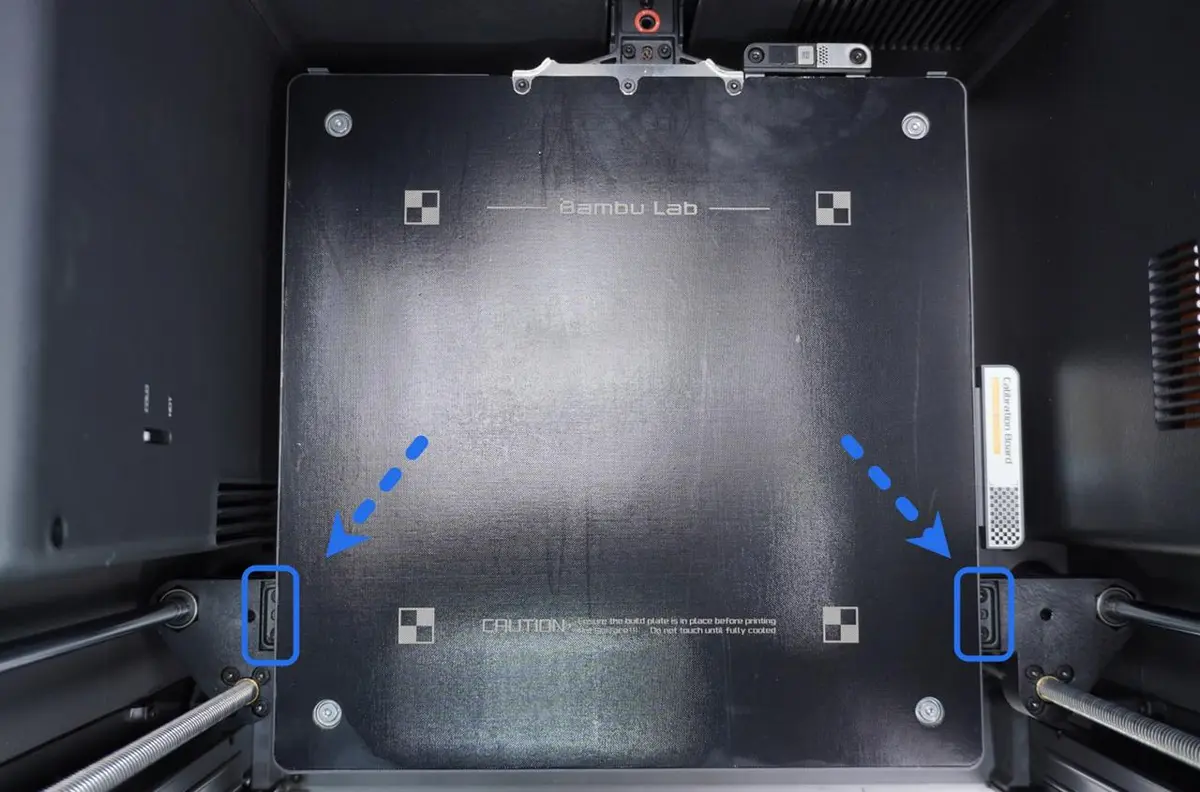
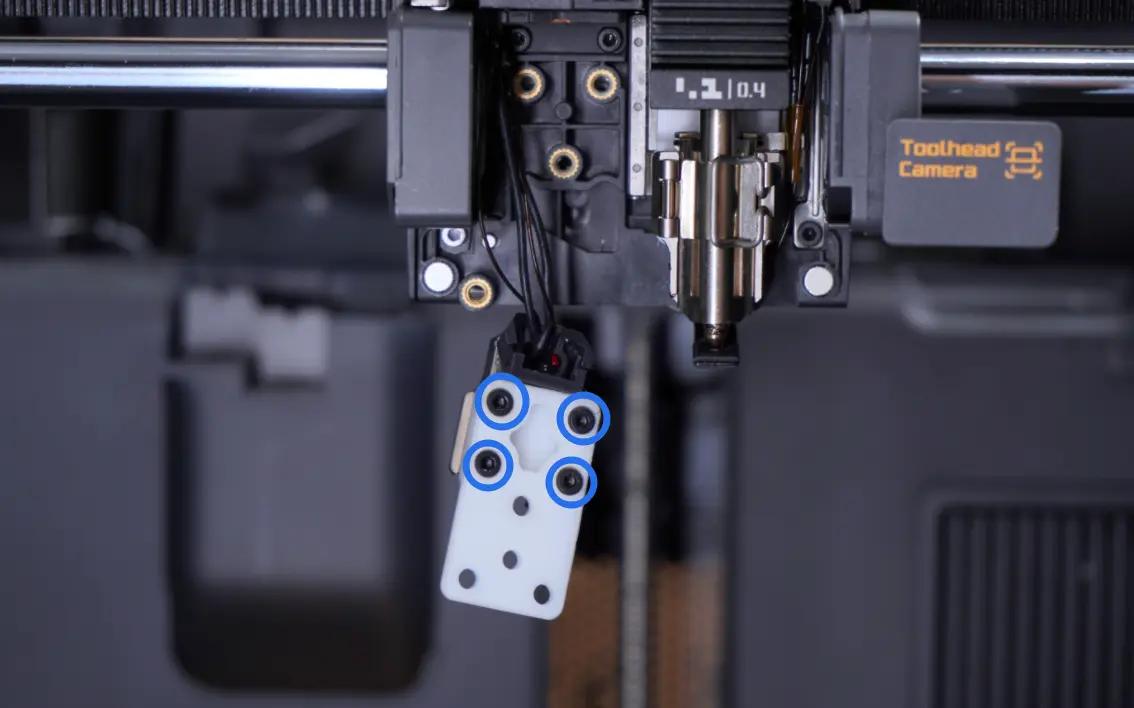
Som vist nedenfor loesner du de fire fastgoerelsesskruer og spaender dem derefter igen. Soerg for, at varmepladens metalbeslag og Z-aksens slide ikke beroerer hinanden i XY-retningerne.
Start printtesten af det foerste lag igen.
- Manuel niveauering (i tilfaelde, der ikke loeses med standardmetoderne):
Klik Homing, varm varmepladen op til 55 °C, og hold den der i 5 minutter for at frigoere termisk spaending.
|
|
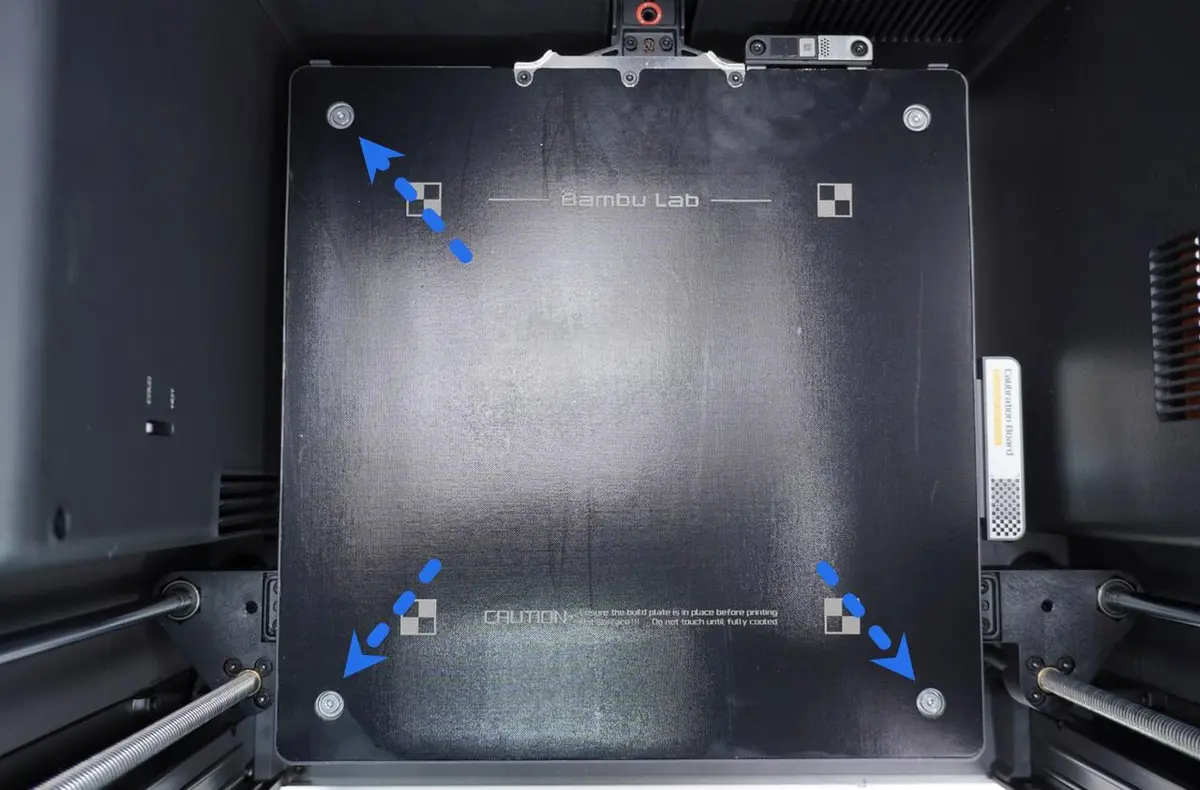
Spaend de tre niveaueringsskruer paa varmepladen (bemaerk, at skruen bagerst til hoejre er laast og ikke maa justeres). Forsoeg at saette skruerne naermere midterpositionen og undgaa at de sidder skaevt i forhold til skruehullerne paa varmepladen. Under fastspaendingen anbefales det at holde varmepladen manuelt for at sikre, at skruerne er spaendt helt i bund.
 |
 |
Hvorfor spaende i bund?
Da manuel niveauering indebaerer justering af skruerne i hvert hjoerne, skal alle tre niveaueringsskruer foerst spaendes helt i bund for at sikre et ensartet udgangspunkt. Paa det tidspunkt er afstanden mellem varmeplade og dyse stoerst, hvilket hjaelper med at ensrette udgangstilstanden.
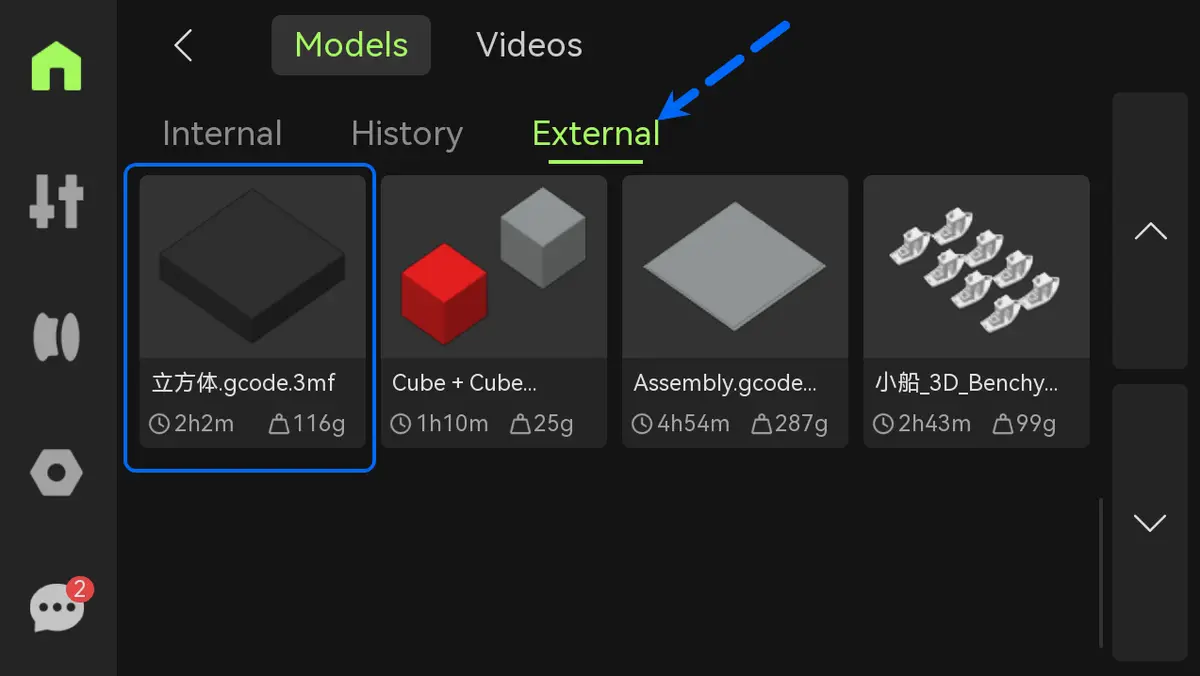
Kopiér G-code-filen til manuel niveauering over paa et USB-drev, og saet det i printerens USB-port. Naar det er genkendt, viser skaermen fillisten; vaelg G-code-filen til niveauering, og klik "Start Print". Klik her for at downloade
Naar G-coden koeres, udfoerer toolhead foerst homing og prober derefter de tre hjoerner af varmepladen i raekkefoelge (tre punkter definerer et plan). Toolhead holder pause i 30 sekunder ved hvert hjoerne og gentager processen tre gange for at sikre noejagtig niveauering.
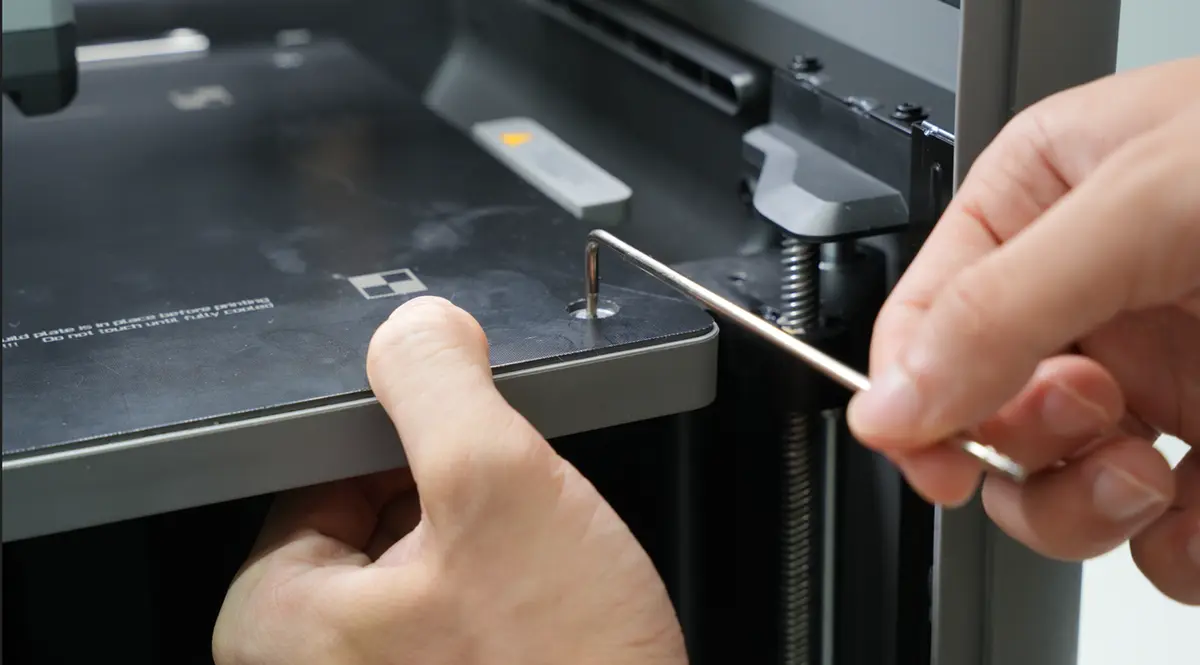
Toolhead flytter foerst automatisk til niveaueringspunktet forrest til venstre. Her saetter du et ark A4-papir ind mellem dysen og varmepladen. Justér varmepladens skruer for at finjustere hoejden, indtil dysen lige akkurat roerer papiret, og du maerker en let glidemodstand, hvilket viser, at mellemrummet er passende.
Tip: Naar du spaender niveaueringsskruen med uret, oeges mellemrummet mellem varmeplade og dyse; naar du loesner den mod uret, mindskes mellemrummet, saa varmepladen kommer taettere paa dysen.
Finjustér derefter niveaueringsskruerne i de tre hjoerner af varmepladen, saa glidemodstanden ved alle tre punkter er ens for at opnaa en samlet niveauering af pladen. Denne G-code udfoerer tre niveaueringscyklusser; hvert niveaueringspunkt gentages tre gange, hvilket giver flere muligheder for finjustering og bedre noejagtighed. Det anbefales at gennemfoere alle tre runder for at sikre et stabilt og paalideligt slutresultat.
Bemaerk: Naar varmepladen begynder aktivt at saenke sig, skal du straks stoppe med at justere og fjerne unbrakonoeglen, da toolhead begynder at bevaege sig.
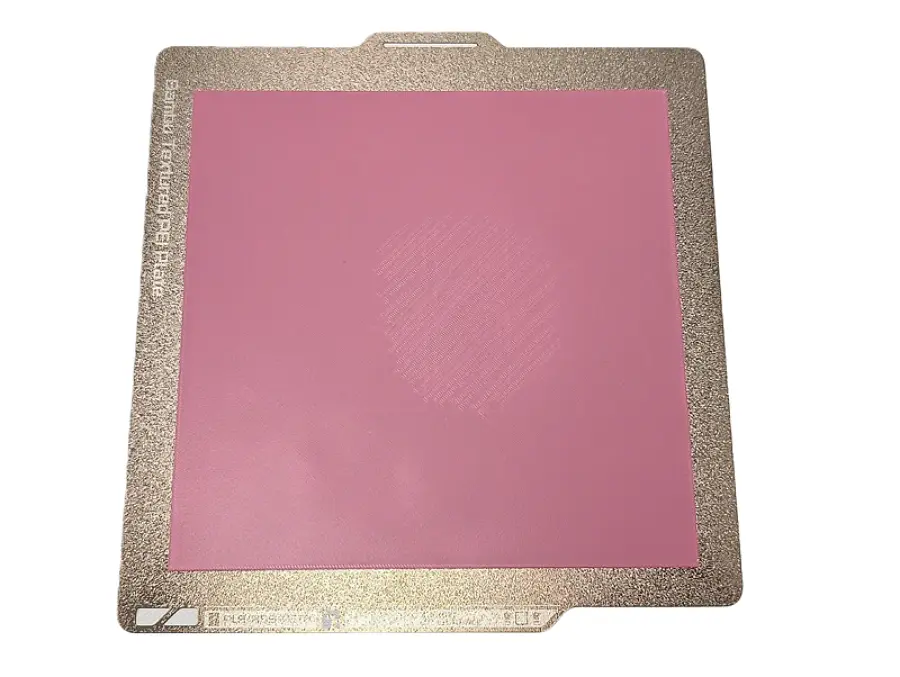
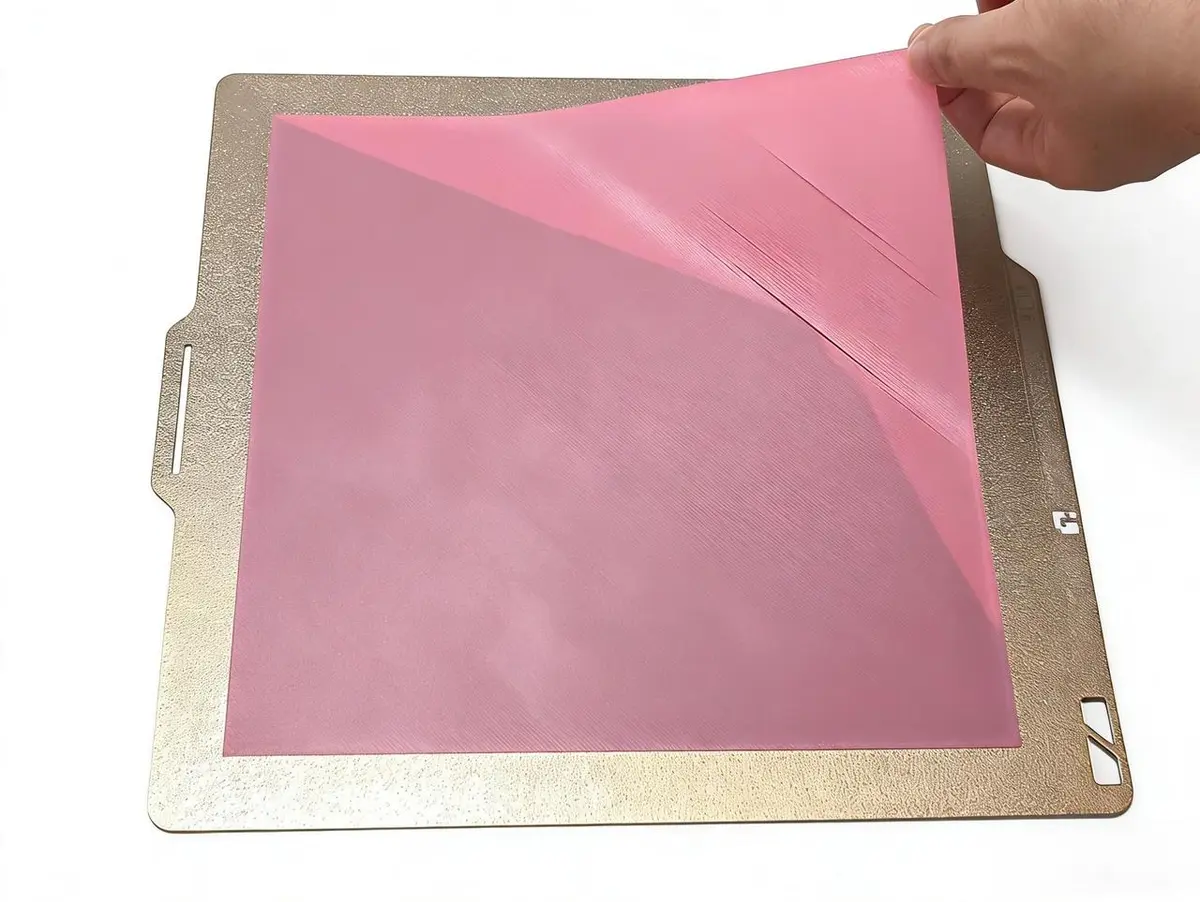
C: Stort omraade, foerste lag for hoejt / spredt
Et hoejt foerste lag viser sig typisk som spredte linjer med daarlig binding. Naar printet fjernes, kan linjerne skille sig fra hinanden som vist nedenfor.
- Loesning:
- Kontrollér, at dysen er monteret korrekt.
Soerg for, at alle clips er fastgjort korrekt og stramt. De maa ikke sidde loest.

- Kontrollér dyseviskeren (nozzle wiper)
Kontrollér, om dyseviskeren (haard staalklinge eller bloed silikoneboerste) er ren og korrekt vedligeholdt; bekraeft, at staalklingen ikke er boejet eller skaev (en nedadgaaende bule kan forhindre dysen i at faa ordentlig kontakt med klingen og kan kraeve rettidig udskiftning). Se billedet nedenfor for placeringen.
 |
 |
- Justér Z-akse-offset
Klik for at gaa til siden Calibration, og vaelg derefter First Layer Quality Calibration.
|
|
Forslag til finjustering: Justér mellemrummet for det foerste lag til -0,02, og print igen. Hvis det stadig er for lavt, oeg gradvist op til -0,05 mm, indtil det foerste lag ligger inden for et rimeligt interval.
D: Regelmaessigt moenster i foerste lag for hoejt / spredt
Gentagne print, der viser lignende spredte moenstre i faste omraader, skyldes typisk forurening paa byggepladens overflade (f.eks. oliepletter).
Loesning:
- Rengoer byggepladen grundigt med isopropylalkohol (IPA) eller et dedikeret rengoeringsmiddel. Se detaljer i Bambu Lab guide til rengoering af struktureret PEI-plade.

- Kalibrér og test igen: placér byggepladen paa ny, udfoer auto-kalibrering af varmepladen, og udfoer printverifikationstest.
Avanceret vedligeholdelse: Efterspaend varmeenheden
Hvis ovenstaaende kalibrering og almindelig niveauering ikke loeser ustabiliteten i det foerste lag, kan det skyldes loeshed i varmeenheden, der giver en let forskydning under niveaueringen.
Skru foerst de tre skruer ud, der holder keramikbasen. Spaend derefter de fire skruer bag paa varmeenheden moderat, og monter keramikbasen igen.
 |
 |
Stort omraade i foerste lag: Strategi for varmepladens isolering forklaret
Naar du printer store, flade omraader med et lavt foerste lag, justerer printeren automatisk forvarmningstiden ud fra varmepladens temperatur. Det sikrer tilstraekkelig forvarmning, saa termisk deformation reduceres og kvaliteten af det foerste lag forbedres.
Konkret strategi:
-
Normal temperatur (varmeplade < 90 ℃)
-
Forvarmningstid: 5 minutter
-
Effekt: Sikrer ensartet opvarmning af varmepladen, minimerer lokale forskelle i termisk udvidelse og garanterer et fladt foerste lag.
-
-
Hoejtemperaturprint (varmeplade ≥ 90 ℃)
-
Forvarmningstid: 30 minutter
-
Effekt: Da enheden ikke har aktiv kammeropvarmning, er den afhaengig af en gradvis stigning i varmepladens temperatur for langsomt at haeve kammertemperaturen over 50 °C, hvilket sikrer grundig forvarmning og forbedrer kvaliteten af det foerste lag.
-
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X2D-guides