P2S - Guide til optimering af det første lag
Det første lags indvirkning på printkvaliteten
I 3D-print påvirker det første lags kvalitet i høj grad printets succesrate. Mens mindre fejl i det første lag normalt ikke mærkbart påvirker den færdige model, kan alvorlige første-lags-problemer direkte kompromittere den overordnede printkvalitet eller endda føre til printfejl. Almindelige første-lags-problemer falder hovedsageligt i to kategorier, som hver præsenterer forskellige risikoniveauer.
-
Dysen kan skrabe på varmepladen og potentielt beskadige både dysen og byggepladen.
-
Overdreven hæftning mellem printet og varmepladen kan gøre det svært at fjerne eller endda rive modellen i stykker.
-
Utilstrækkeligt første-lags-flow kan føre til "tilstopning" (filament ophobes ved dysespidsen og blokerer ekstrusionen).
-
Spredte mellemrum mellem bundlagslinjerne svækker udseendet og den strukturelle integritet.
-
Dårlig hæftning på grund af utilstrækkelig kontakt med varmepladen kan føre til warping, forflytning, spaghetti eller tilstopningslignende fejl midt under print.
Eksempler på acceptable første lag
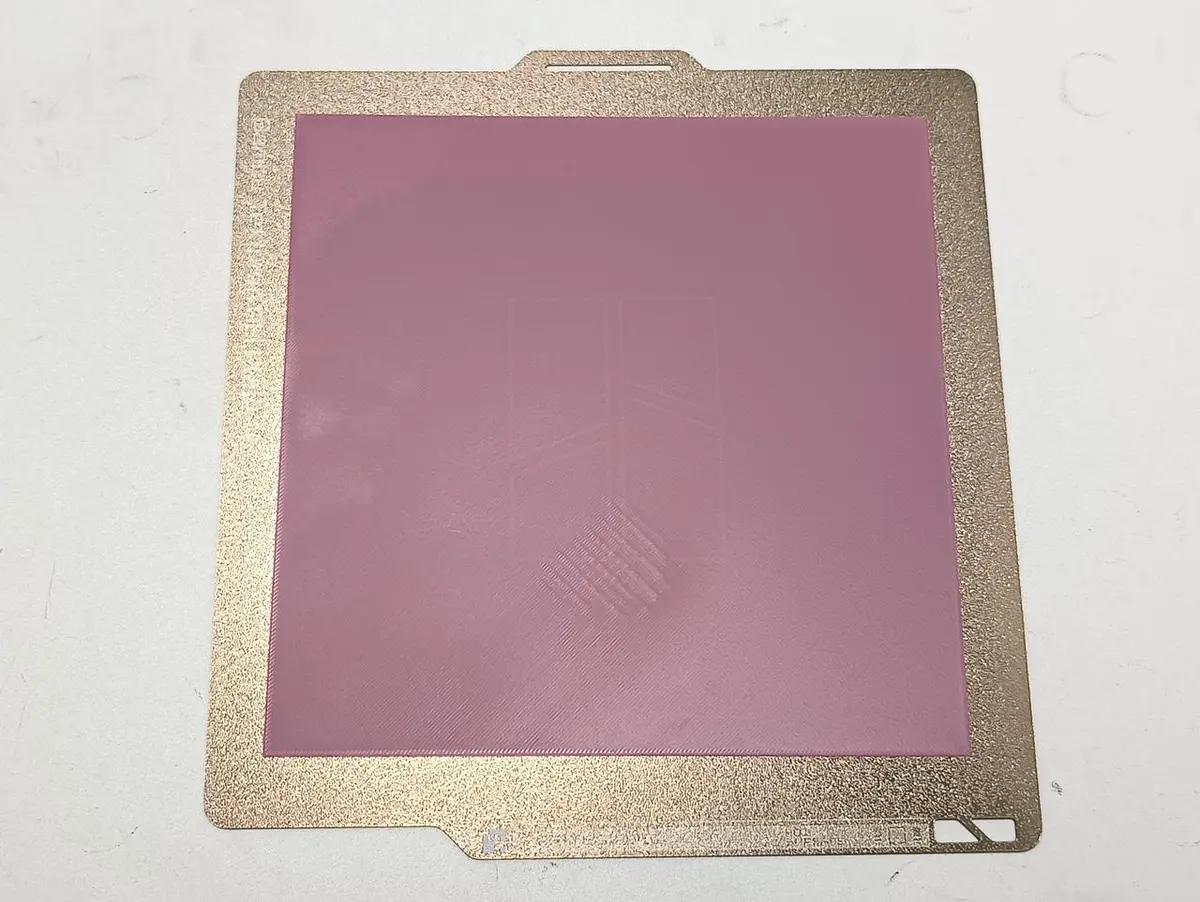
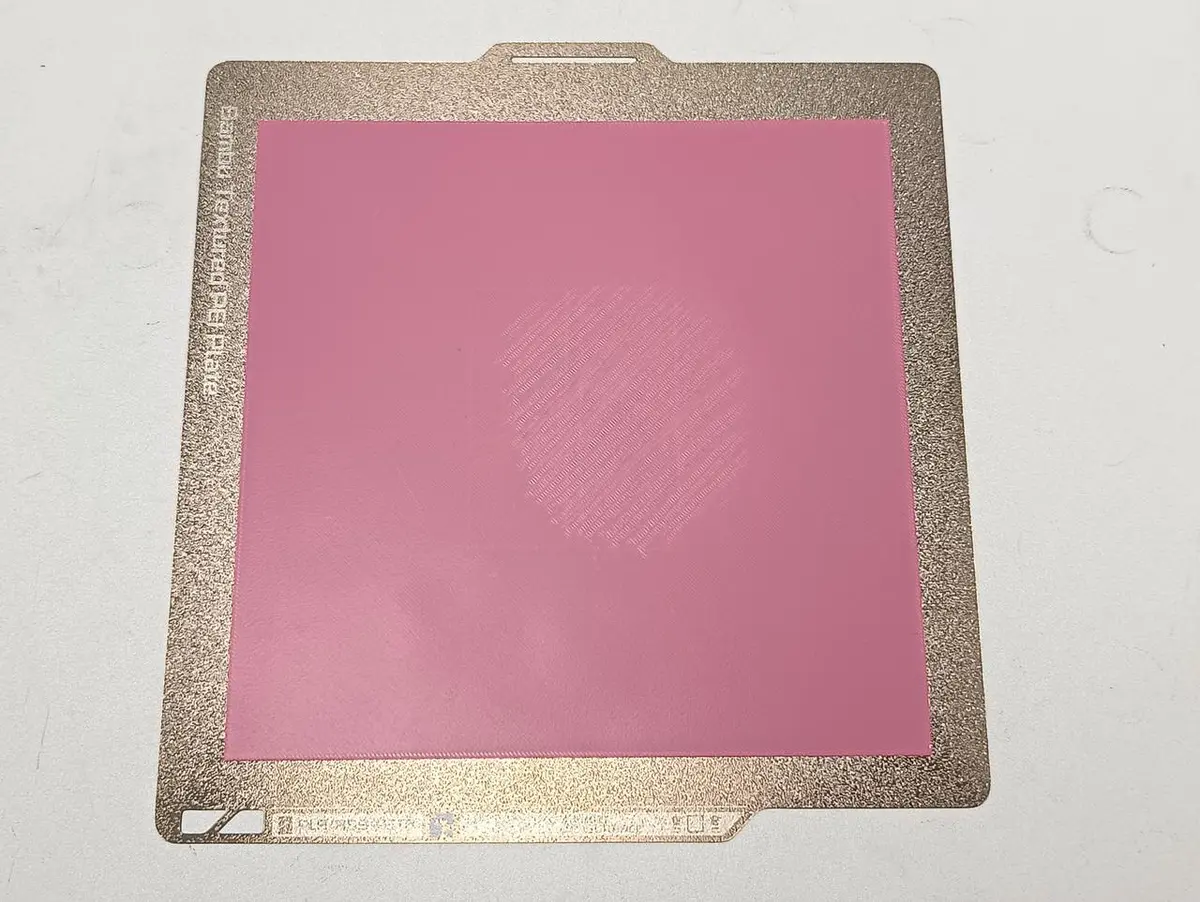
Højkvalitets første lag:
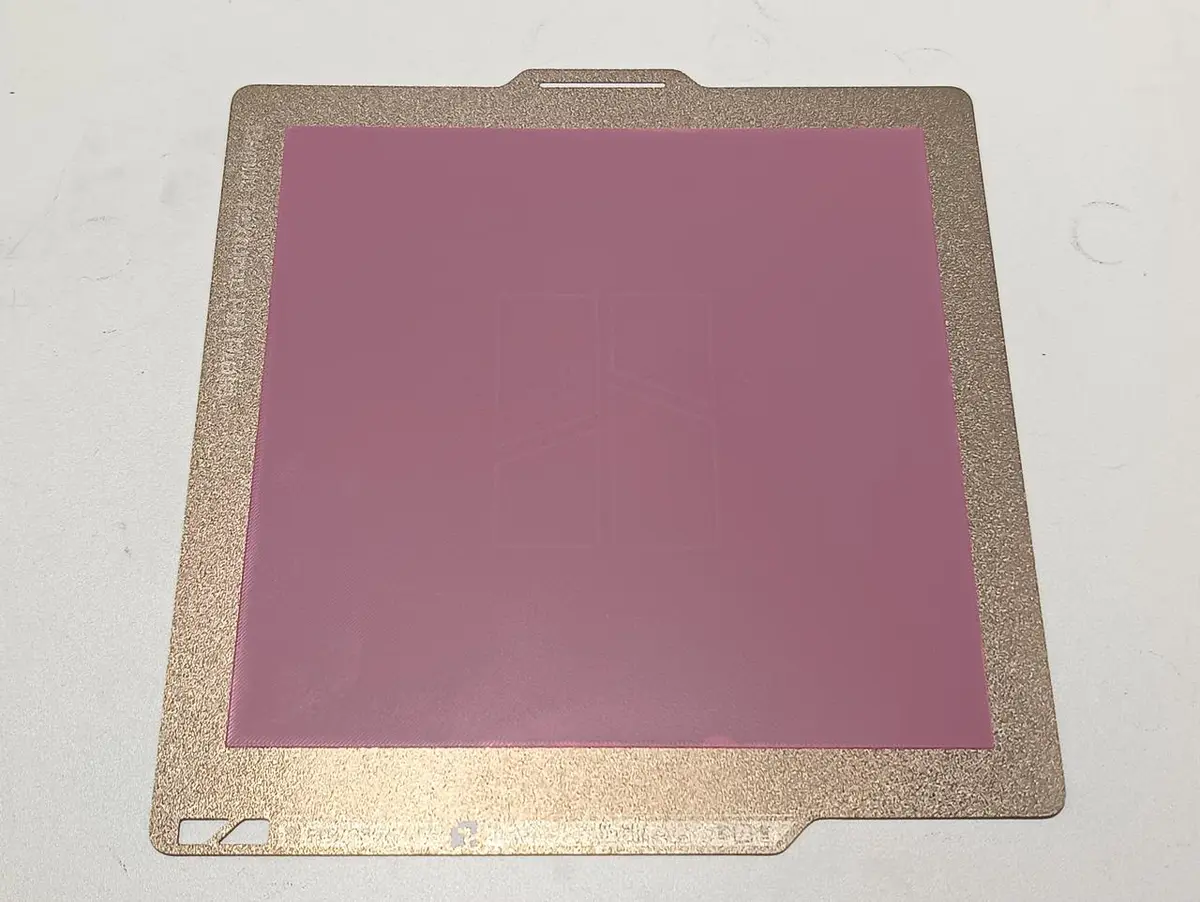
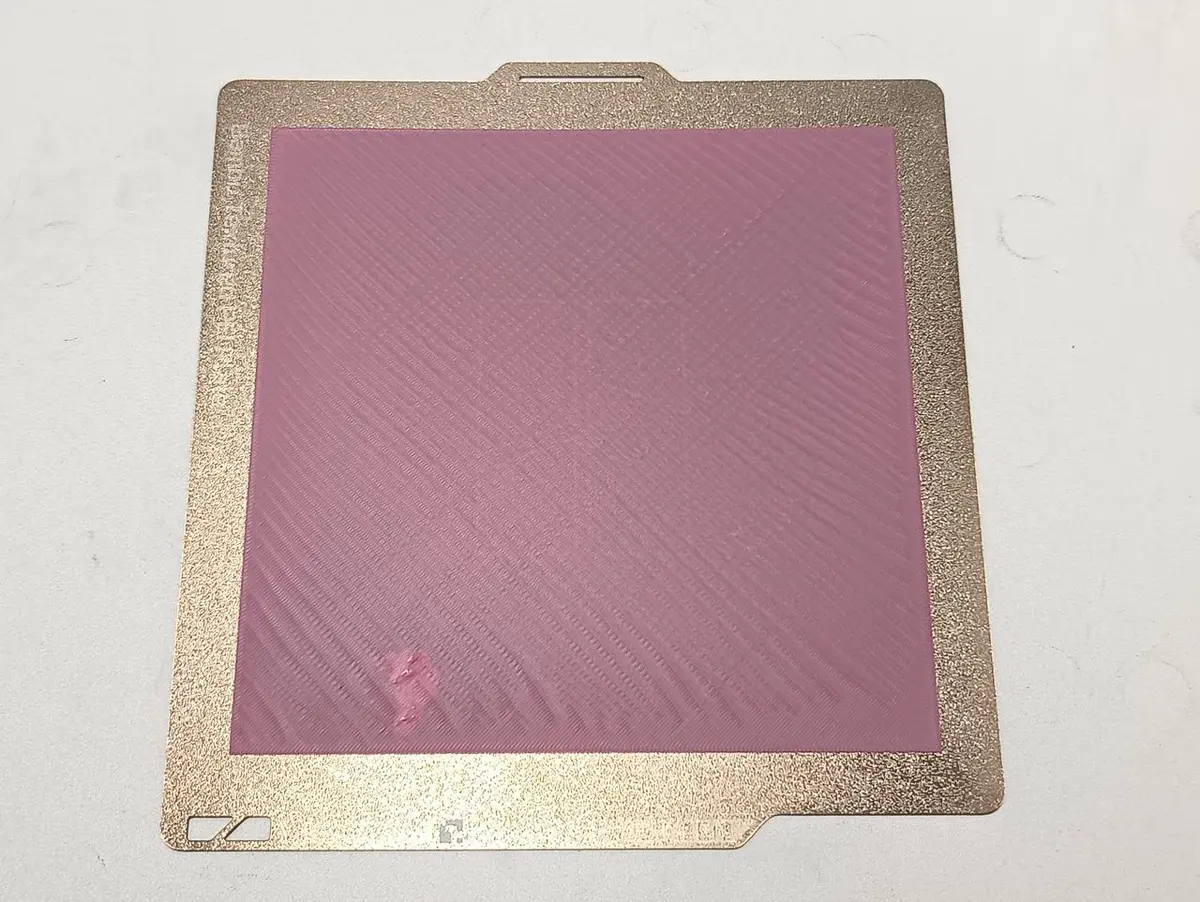
Bemærk: Mindre fejl som linjebreddesvariationer eller rynker (f.eks. fejl på kun 10% af det første lag, mens de resterende 90% er jævne) påvirker generelt ikke printets succesrate. Så længe de ikke påvirker den overordnede hæftning og mellemlagsforbindelsen, vil de ikke påvirke den endelige printkvalitet mærkbart (se billedet nedenfor).
Eksempel på godkendt første lag:
Sådan opnår du et højkvalitets første lag
Kalibrering og nivellering
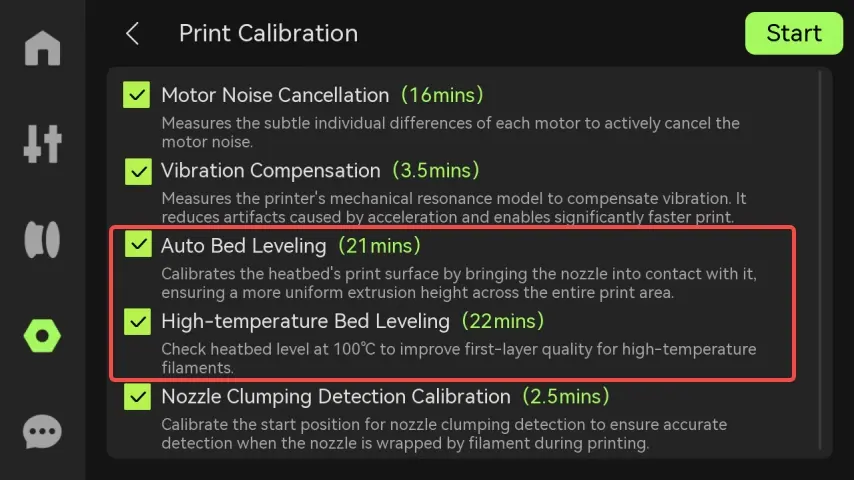
- Uanset kvalitetsproblemerne på det første lag anbefaler vi at starte med en kalibrering. Kør Automatisk sengejustering og Højtemperatur-sengejustering under Indstillinger > Kalibrering > Printkalibrering. Hvis printeren er blevet flyttet, gemt længe eller varmepladen er blevet demonteret eller udskiftet, skal du køre justeringen igen under kalibrering.
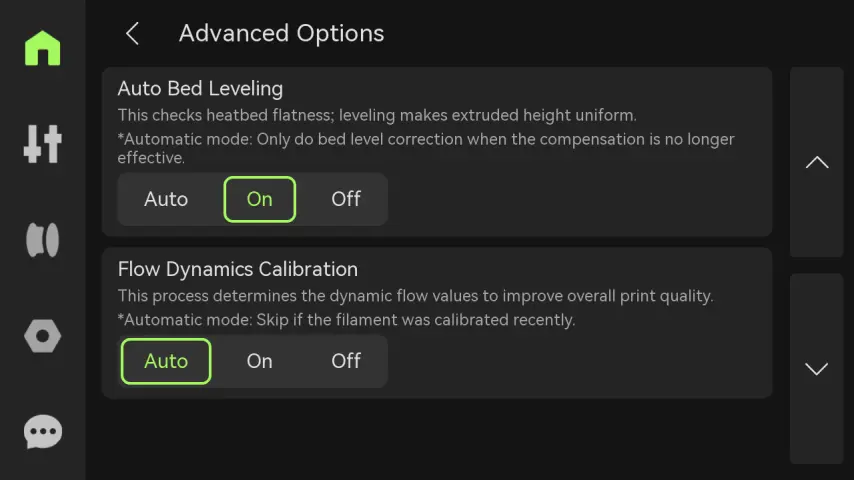
- Inden print skal du vælge "Til" under "Automatisk sengejustering" i vinduet til afsendelse af printopgave - så udføres en hurtigere justering før hver printopgave startes.
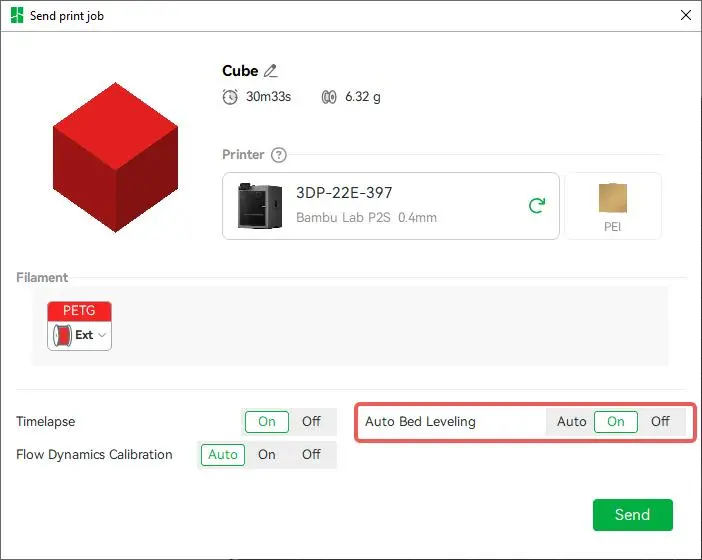
Automatisk sengejustering kan også aktiveres på printerskærmen: Avancerede indstillinger > Automatisk sengejustering.
Både forprints-justering og kalibreringsdata (inkl. automatisk og højtemperatur-sengejustering) er gemt i printeren. Systemet anvender automatisk disse data under print.
Fejlfindingsguide til problemer med det første lag
1. Stort område/fuld plade - første lag for lavt
Løsning:
- Kontroller dysemonteringen
- Klemmen skal være fastgjort korrekt for at sikre, at den ikke sidder løst.
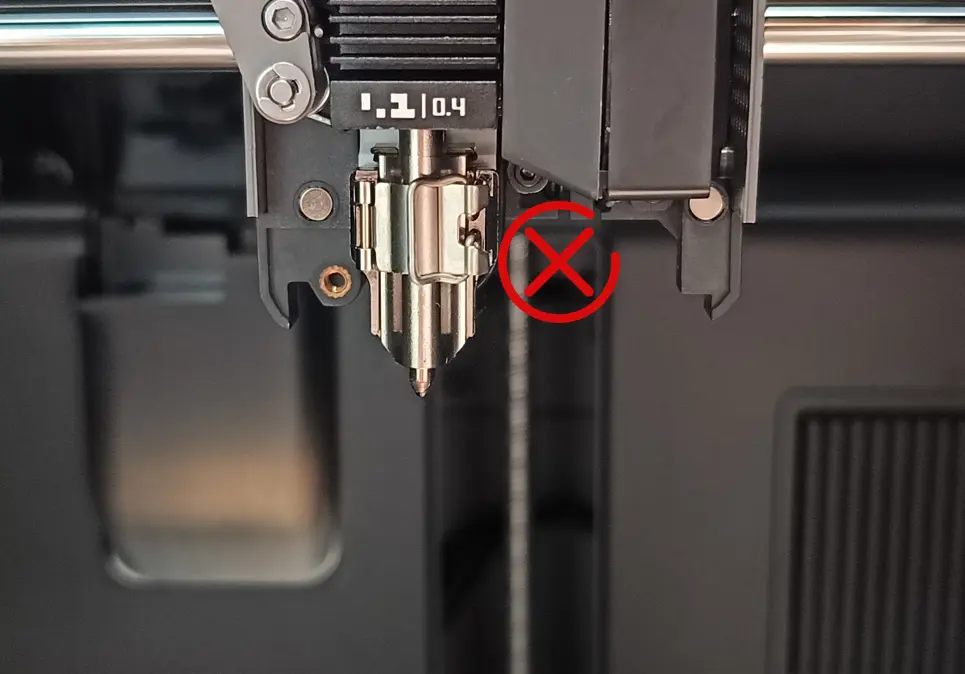
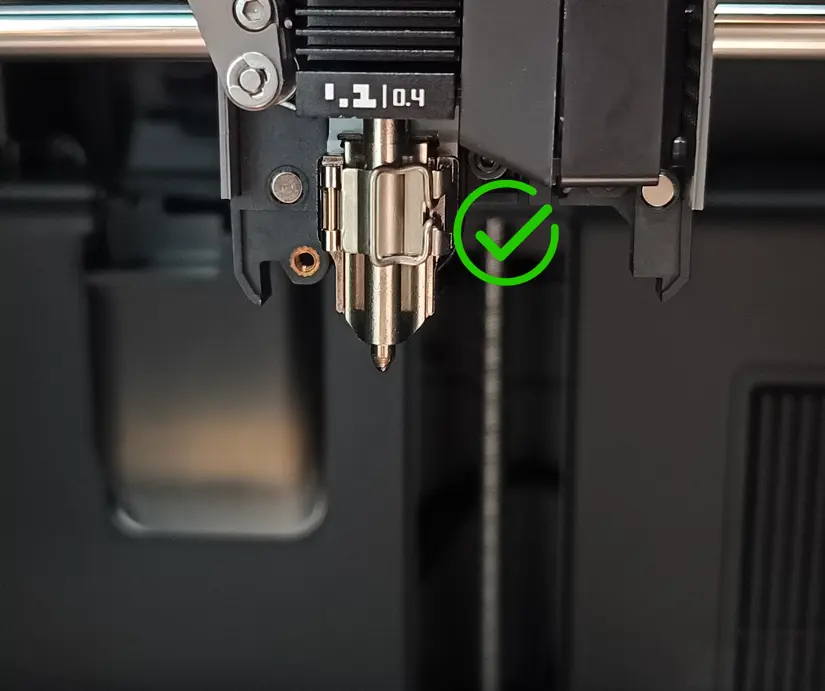
- Ryst dysen manuelt for at bekræfte stabiliteten. Hvis den sidder løst, er dysen ikke fuldt fastgjort.
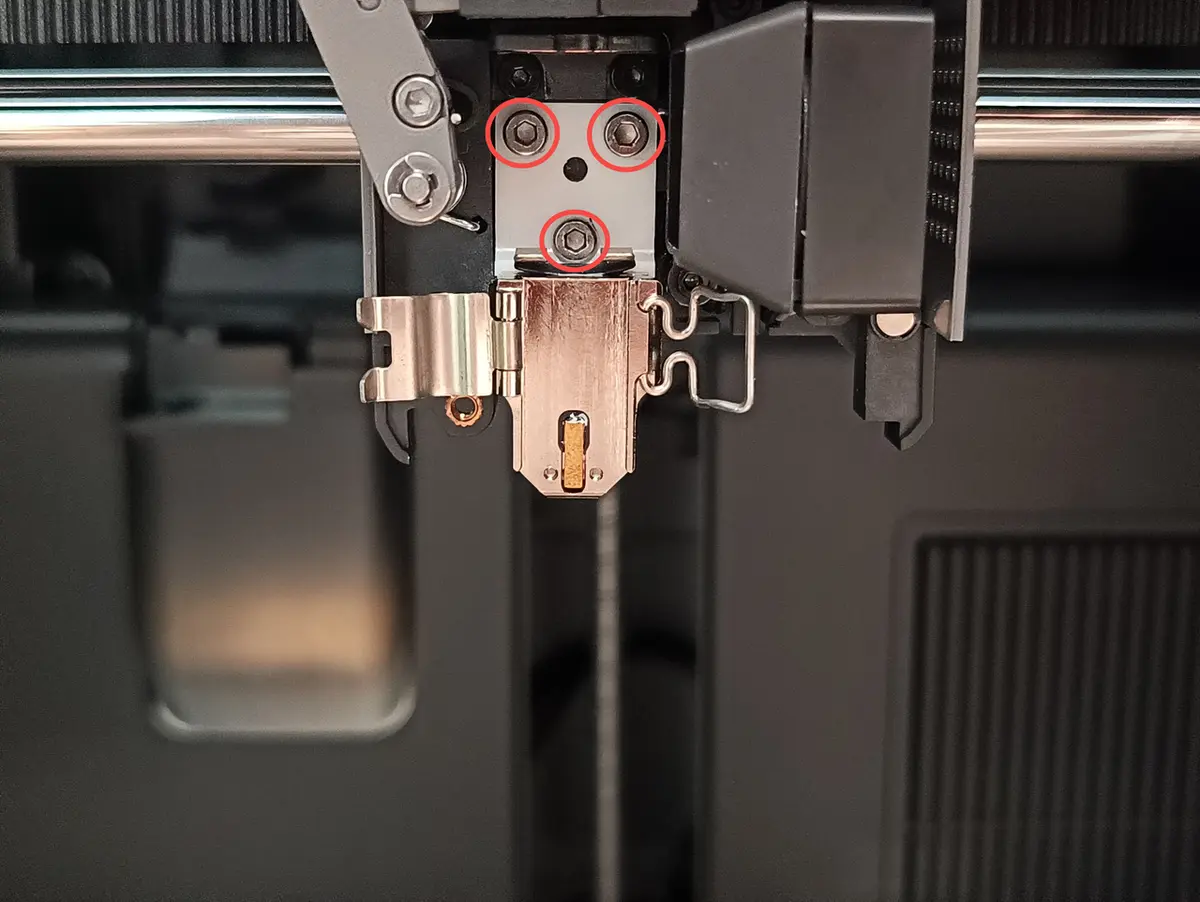
- Stram skruerne på keramikbasen
Løsn først de 3 fastgørelsesskruer på keramikbasen, stram derefter de 4 skruer på bagsiden af hotend-opvarmningsmodulet i moderat grad og geninstaller keramikbasen.
 |
 |
2. Delvis første lag for lavt
Løsning:
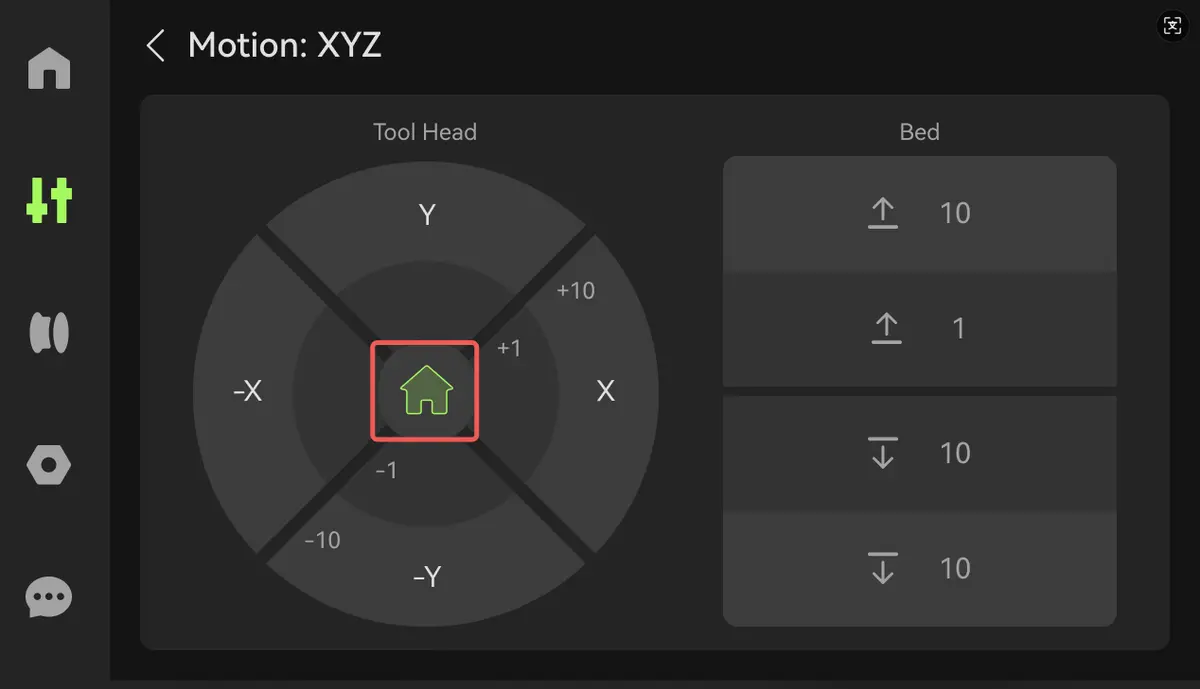
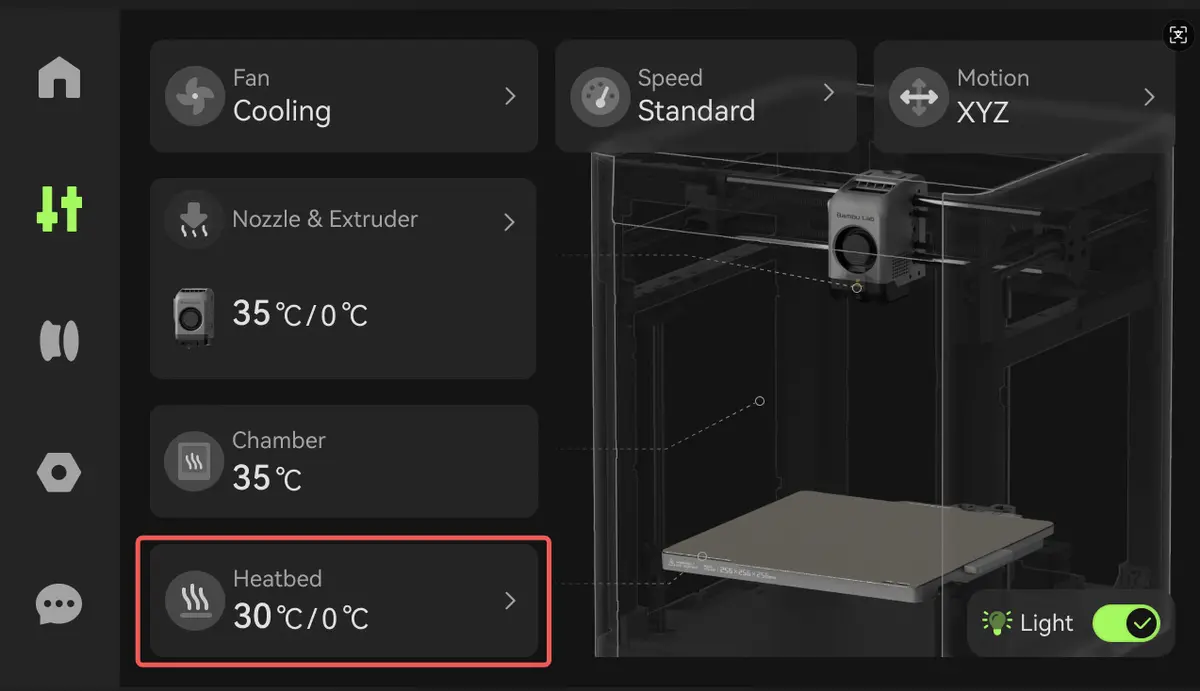
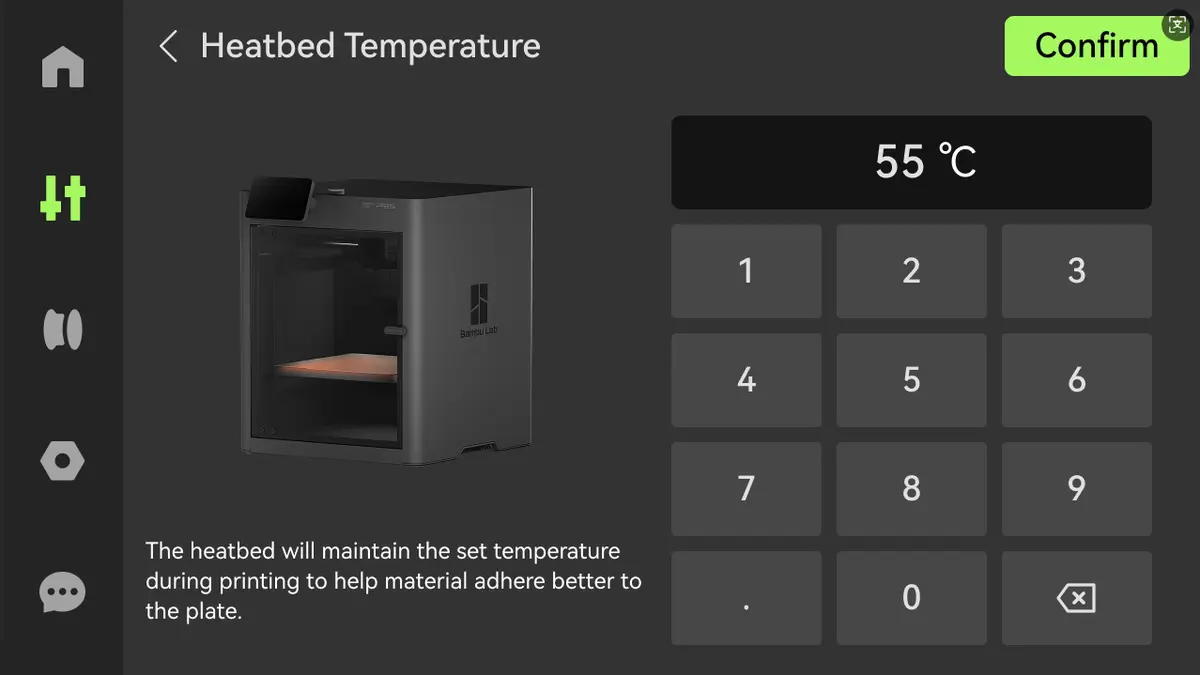
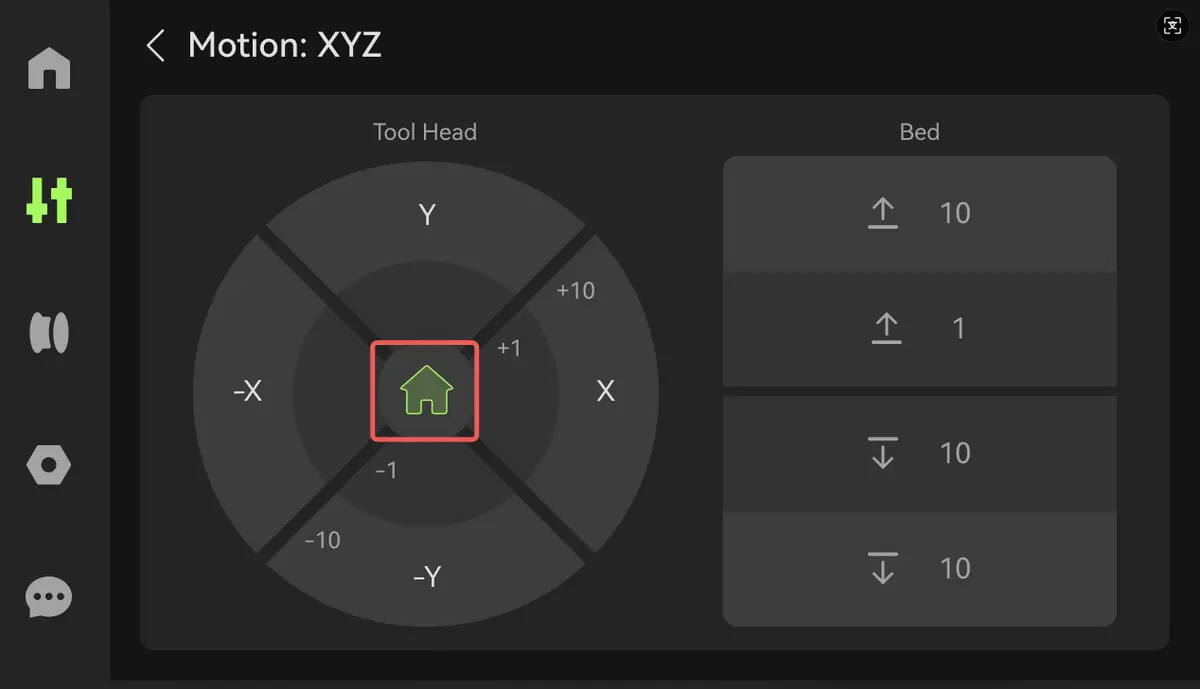
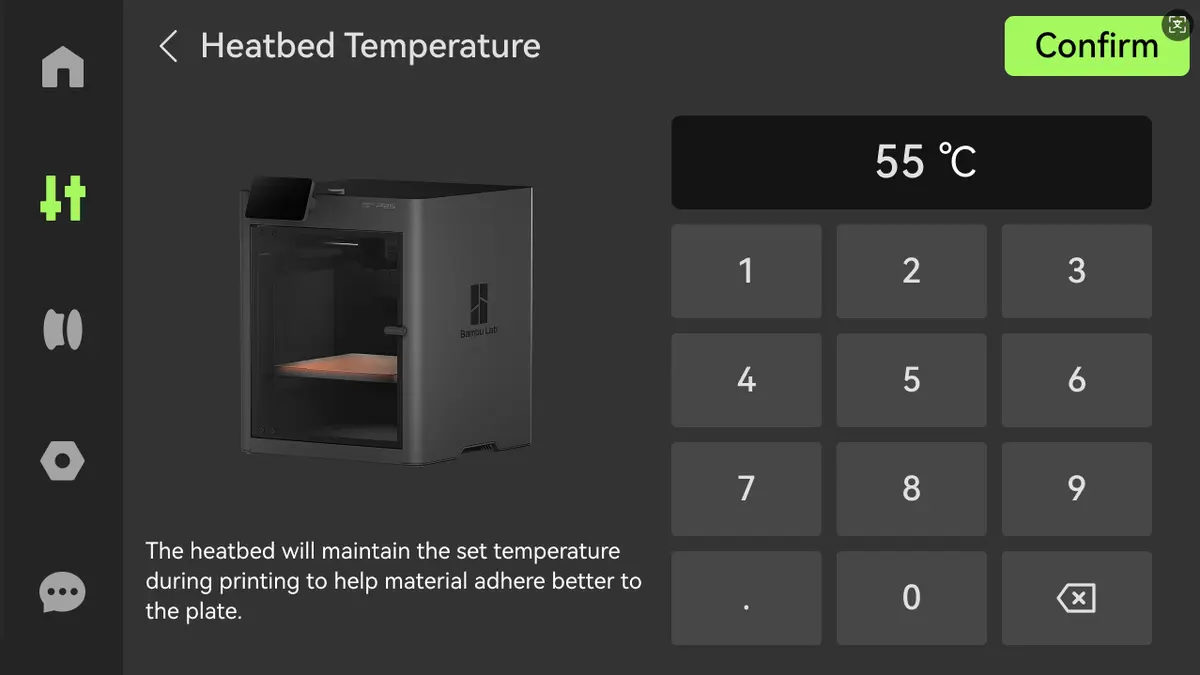
- Vælg "Hjem" på skærmen for at opvarme varmepladen til 55 grader C og hold temperaturen i 5 minutter for at forvarme den.
-
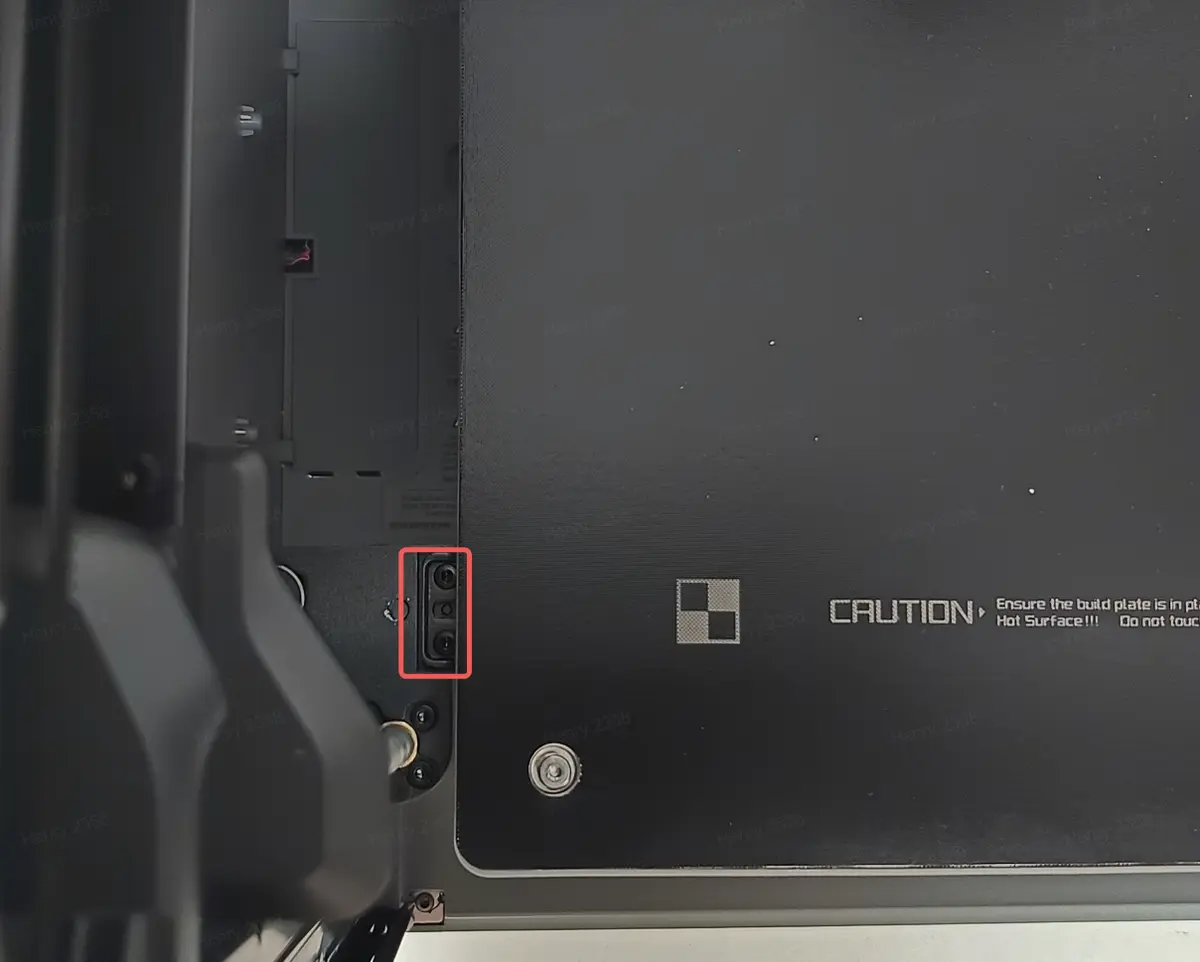
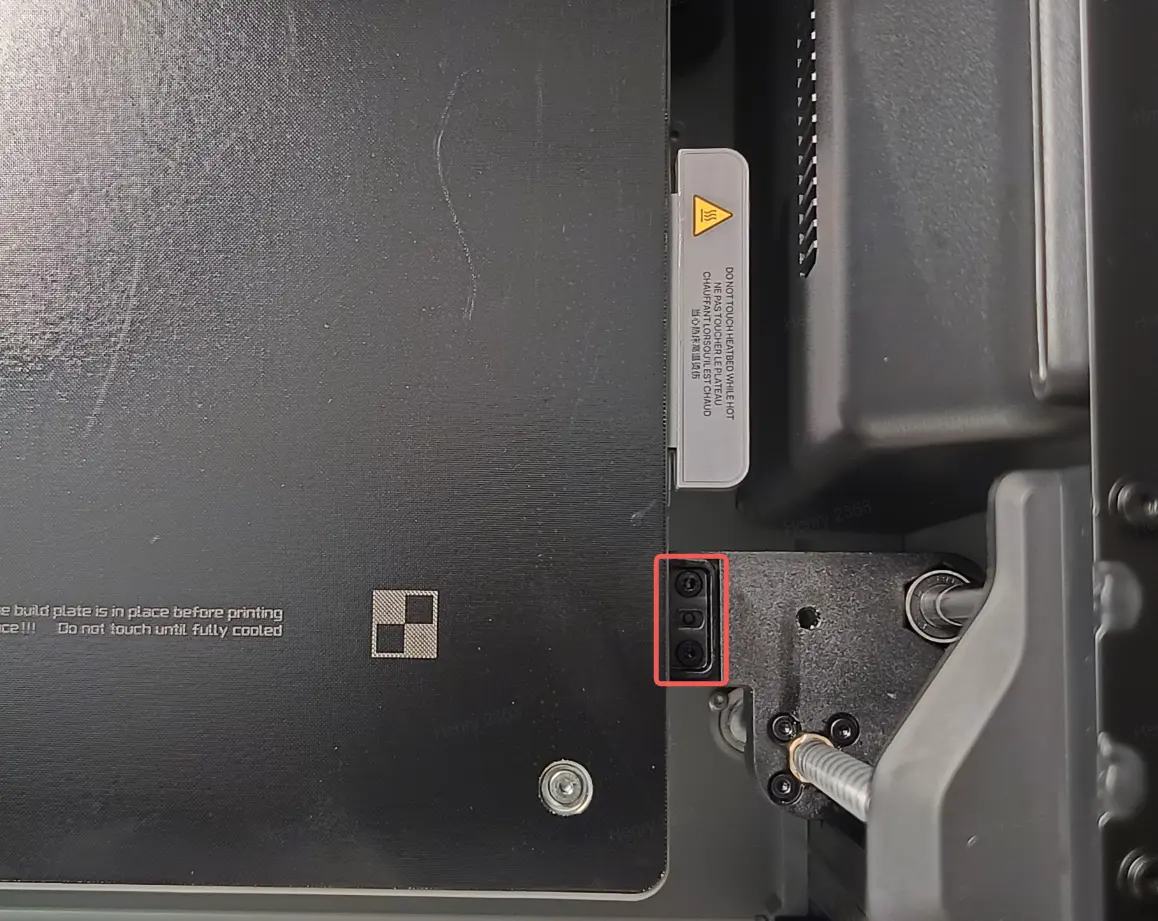
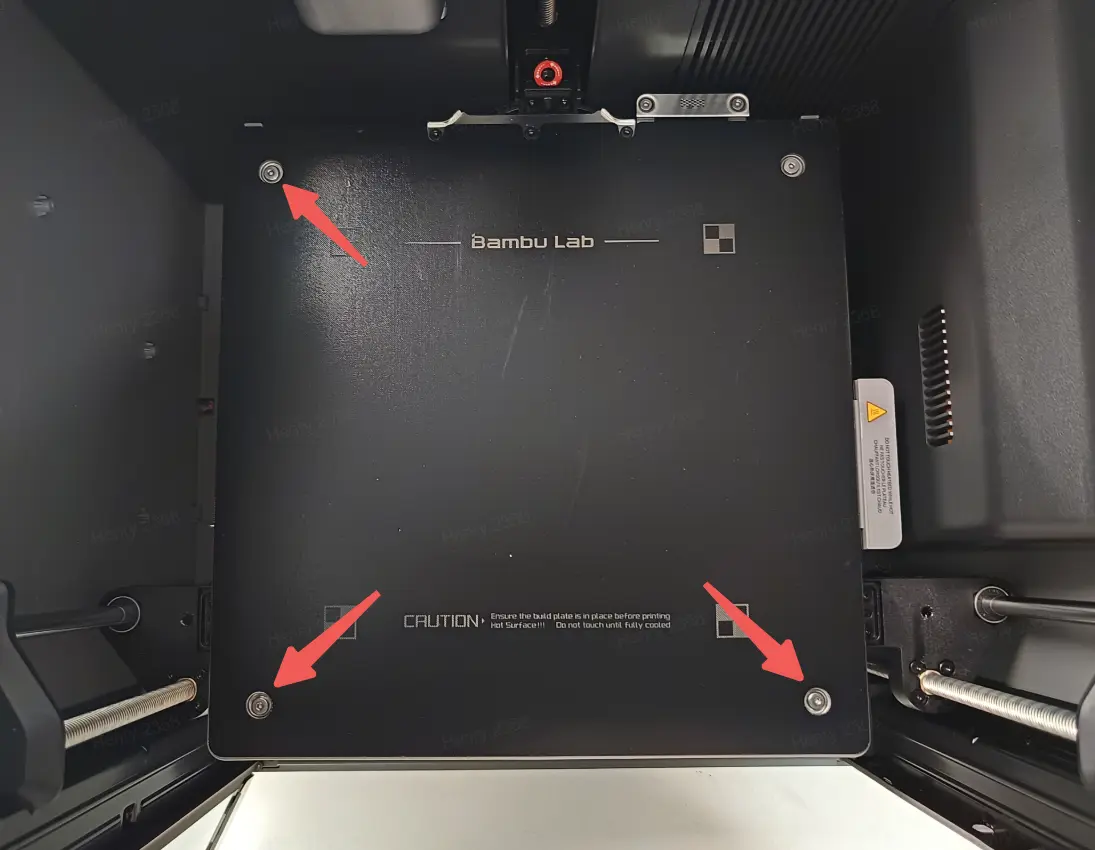
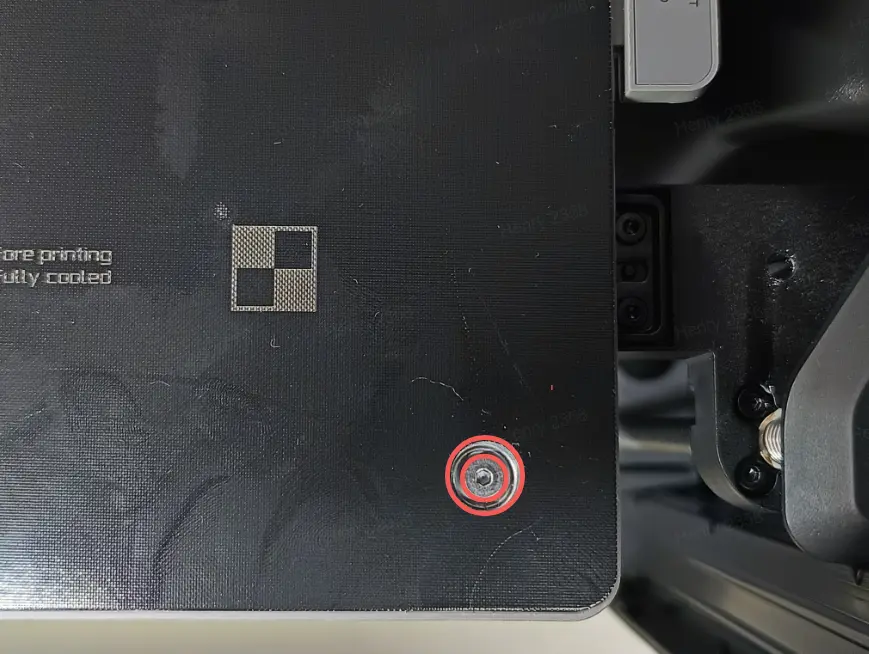
Mekanisk justering:
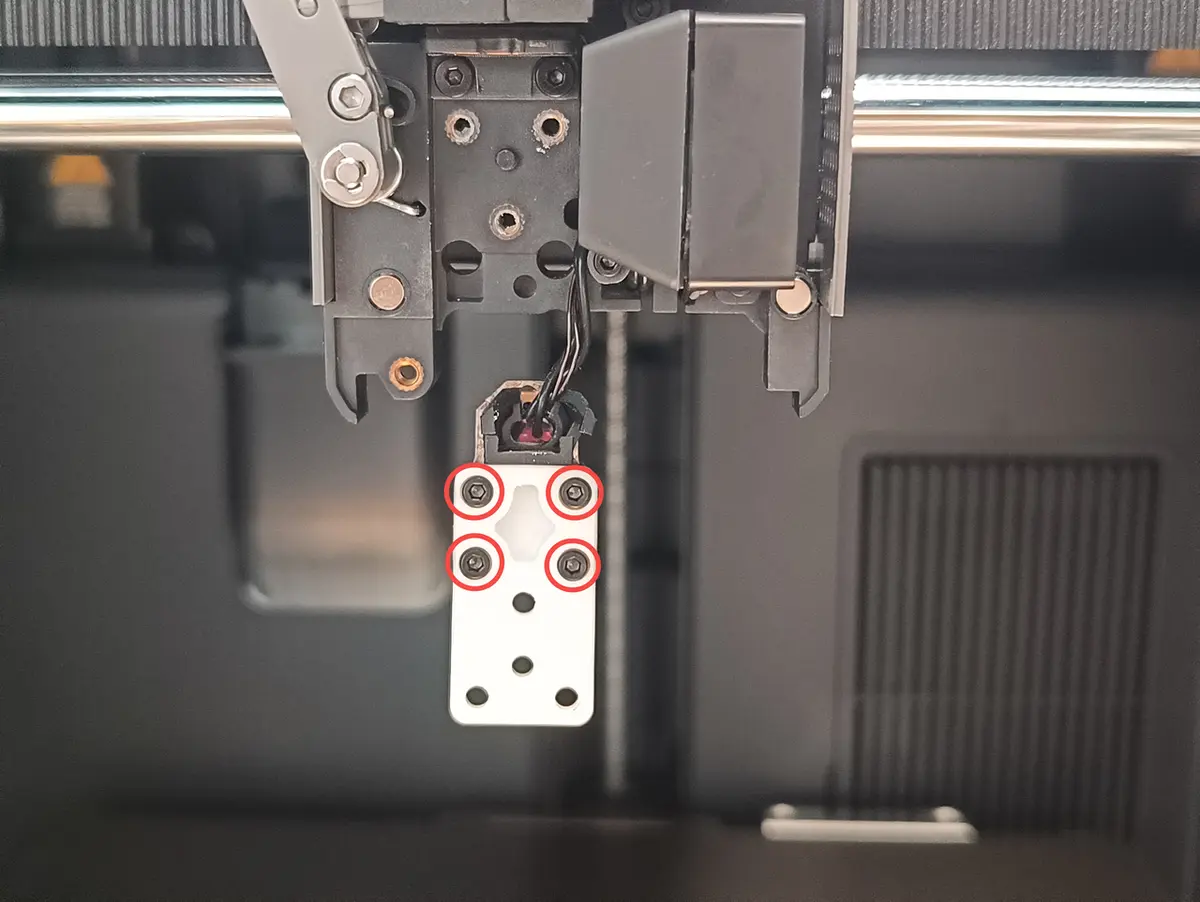
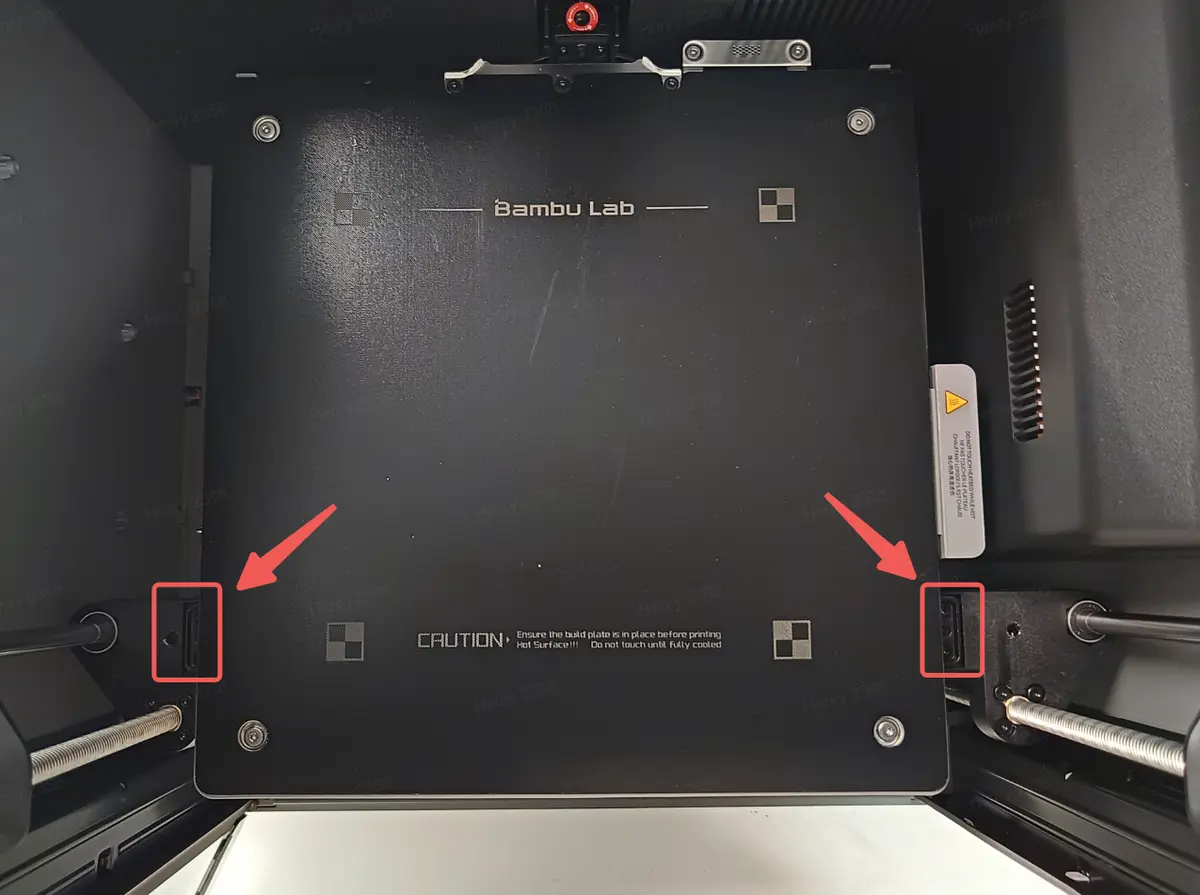
- Løsn de fire fastgørelsesskruer i den viste rækkefølge (se vedlagte billede).
- Når du strammer igen, skal du sikre, at der ikke er kontakt mellem metaldelene på varmepladen og plastikdelen på Z-akseglidebanestyringen i XY-retningen.
-
Nulstil varmepladens temperatur til nul og kør første-lags-printtesten igen.
Avanceret manuel justering (til tilfælde, der ikke løses af rutinemetoder):
- Klik på "Hjem" på skærmen, forvarm sengen til 55 grader C og hold det i 5 minutter.

- Find de tre niveauskruer på toppen af varmepladen (bemærk: den bageste højre skrue er typisk fast og skal ikke justeres). Brug H2.0 unbrakonøglen til fuldt ud at stramme de tre justerbare skruer med uret, indtil de stopper. Juster dem derefter tilbage til en midterposition og undgå for stor forskydning i skruehullerne. Tryk forsigtigt på undersiden af sengen med hånden under stramningen for at sikre, at skruerne sidder godt fast uden løshed.

Hvorfor stramme?
Manuel nivellering kræver justering af skruepositionerne i hvert hjørne. For at sikre et konsistent nivelleringsudgangspunkt skal alle tre niveauskruer først strammes fuldt (skrues i bund). På det tidspunkt er afstanden mellem varmepladen og dysen maksimeret, hvilket hjælper med at ensrette udgangstilstanden.
-
Kopier den manuelle nivelleringsfil i G-code-format til et USB-drev og indsæt det i printerens USB-port. Når enheden genkender det, viser skærmen fillisten. Vælg nivellerings-G-code-filen og klik på "Start print".
-
Efter at have kørt G-code-filen vil værktøjshovedet først kalibrere home-positionen og derefter sondere de 3 hjørner af varmepladen en efter en (3 punkter definerer et plan). Værktøjshovedet stopper ved hvert hjørne i 30 sekunder med i alt tre runder (for at sikre nivelleringsnøjagtigheden).
-
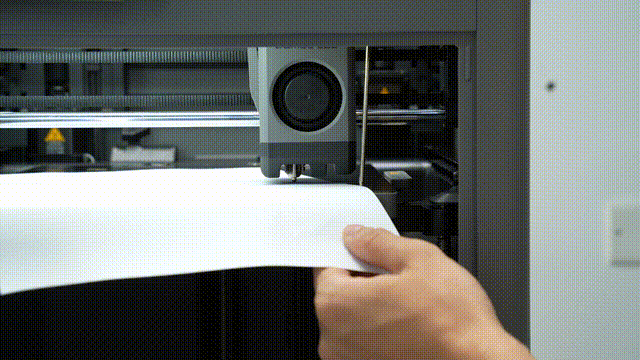
Værktøjshovedet flyttes automatisk til det forreste venstre nivelleringspunkt. Indsæt A4-papir mellem dysen og varmepladen og finjuster varmeplade-skruen, indtil dysen netop rører papiret med let glidemodstand, hvilket indikerer et korrekt mellemrum.

Tip: Stramning med uret af nivelleringsskruen øger afstanden mellem varmepladen og dysen. Løsning mod uret bringer varmepladen tættere på dysen.
- Finjuster nivelleringsskruerne i de 3 hjørner i rækkefølge og sørg for konsistent modstand når du glider papiret hen over alle tre punkter for at holde varmepladen i vater. G-code-filen kører 3 nivellerings-cyklusser og gentager hvert hjørne 3 gange, så du har flere chancer for at finjustere for større præcision. Det anbefales at gennemføre alle tre runder for at sikre stabile resultater.
Bemærk: Når du mærker, at varmepladen begynder at sænke sig, skal du stoppe nivelleringen og fjerne unbrakonøglen, da værktøjshovedet er ved at bevæge sig.
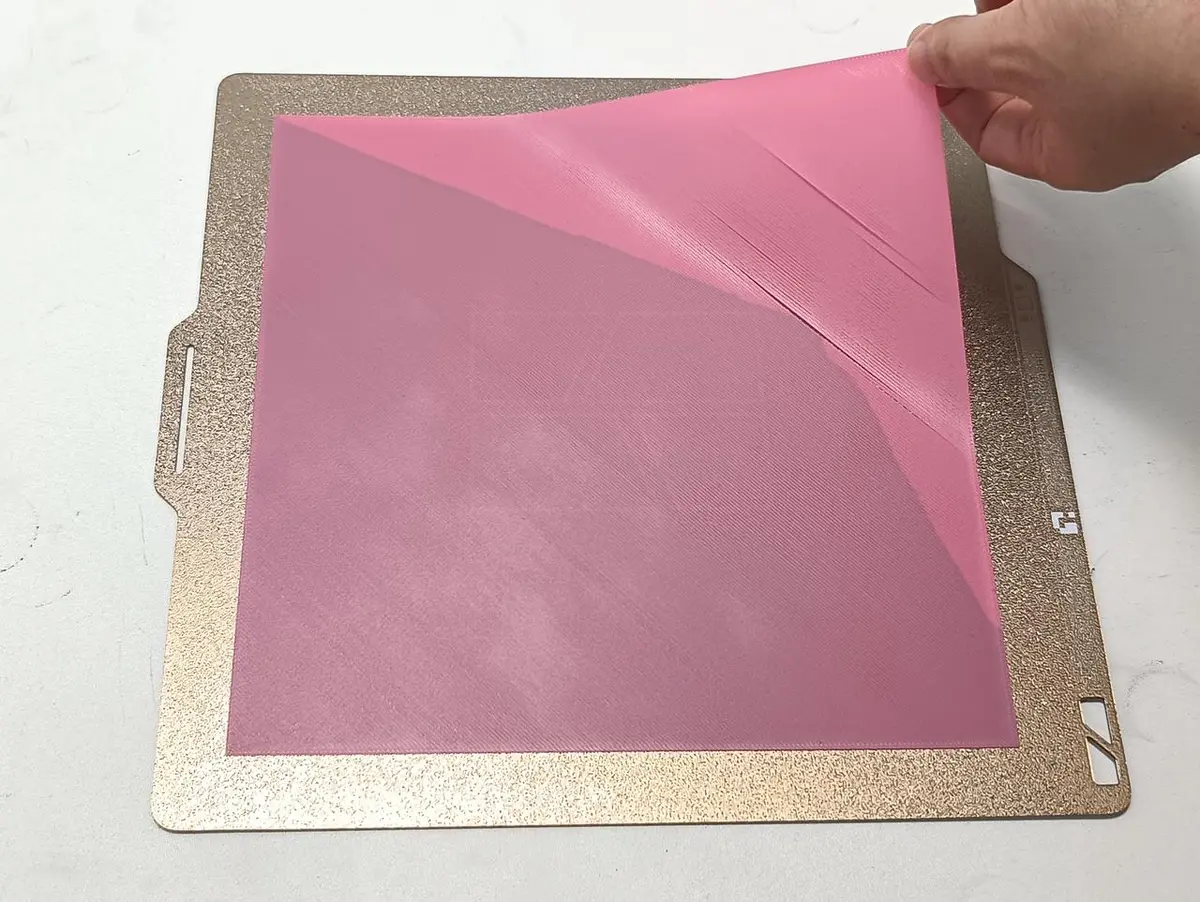
3. Stort område - første lag for højt/spredt
Det første lag er for højt, hvilket typisk viser sig som spredte linjer og svag hæftning. Når du fjerner printet, kan linjerne skilles ad, som vist på figuren nedenfor.
-
Løsning:
- Kontroller om dyseviskeren (hård stålplade eller blød silikonebørste) er ren og på plads, og bekræft om den hårde stålplade er bøjet eller deformeret (hvis den er hul i midten, kan dysen ikke komme i kontakt med stålpladen under aftørringen). Positionen er vist på figuren nedenfor:
Hård stålplade:
Blød silikonebørste:
- Resterende filament på dysen inden nivellering kan medføre fejl i nivelleringshøjden. Sørg for, at dysen er ren inden nivellering.



4. Gentagende første lag for højt
Konsekvent spredte printlinjer i faste områder ved gentagende print skyldes ofte forurening (f.eks. fedtpletter) på byggepladen.
Løsning:
-
Rengør byggepladen. Brug ufarvet sprit eller et dedikeret rengøringsmiddel til at rengøre pladen grundigt. Se (Bambu Lab tekstureret PEI-plade fejlfinding) for standardprocedurer.
-
Rekalibrering. Placér byggepladen på ny, udfør den automatiske varmeplade-kalibrering og kør derefter første-lags-testen.
5. Midlertidig løsning: Juster Z-offset
Bemærk: Denne metode er en midlertidig løsning, der egner sig til hurtig korrektion af problemer på det første lag, men den kan medføre nye lokale defekter (f.eks. kan et område, der var normalt, blive for højt, når et lokalt lavt område korrigeres).
Metoder:
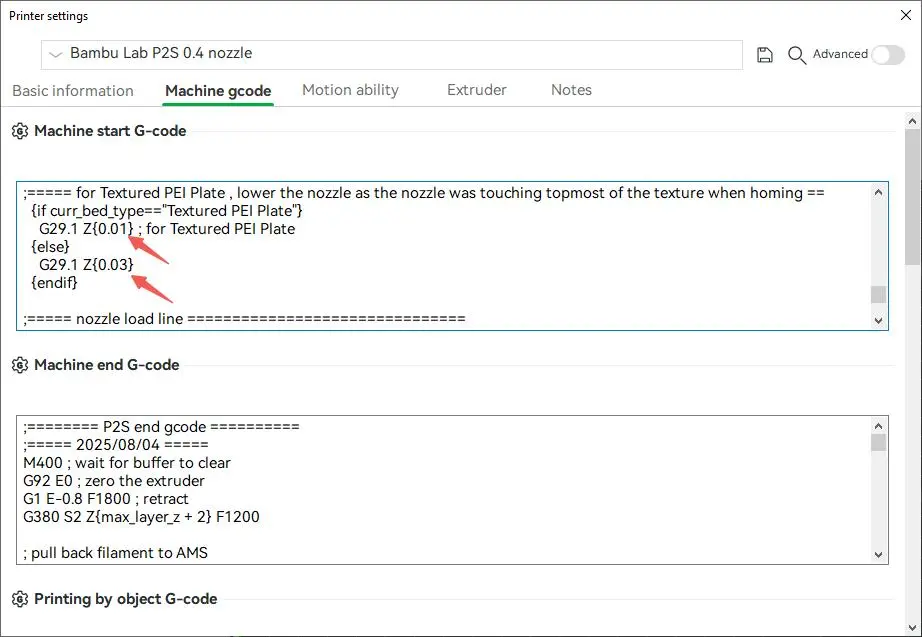
- Rediger G-code
Find G29.1 under Printerindstillinger > Maskin-start-G-code. G29.1 Z{0.01} repræsenterer standardløftehøjden for dysen til teksturerede plader, og G29.1 Z{0.03} for glatte plader. For at sikre et ensartet første lag løftes værktøjshovedet som standard 0,01 mm når der bruges teksturerede plader og 0,03 mm ved glatte plader.
-
Tekstureret plade: Ændre
G29.1 Z{0.01}tilG29.1 Z{xxx}(xxxer justeringsværdien). Hvis det første lag er for lavt, kan du ændre det tilZ{0.03}, hvilket betyder, at dysen løftes 0,02 mm sammenlignet med standardindstillingen. -
Glat plade: For andre typer byggeplader, f.eks. glatte plader, ændres
G29.1 Z{0.03}tilG29.1 Z{xxx}(xxxer justeringsværdien). Hvis det første lag er for lavt, kan du ændre det tilZ{0.05}, hvilket betyder, at dysen løftes 0,02 mm sammenlignet med standardindstillingen.
-
Justeringsmetoder
-
Første lag for højt - reducer offset (f.eks.
0.01til-0.01) -
Første lag for lavt - øget offset (f.eks.
0.01til0.03)
-
-
Anbefalede justeringsområder:
-
Tekstureret plade:
-0.01mm til 0.03mm -
Glat plade:
0.01mm til 0.05mm
-
Varmeplade-isolationsstrategi for store første-lags-områder
Når der printes et første lag med et stort areal og lav højde, vil printeren automatisk justere opvarmningstiden alt efter varmepladetemperaturen under print for at sikre optimal printkvalitet. Dette sikrer tilstrækkelig forvarmning for at reducere termisk deformation og dermed forbedre første-lags-printkvaliteten.
Specifikke strategier:
-
Normal temperatur (varmepladen under 90 grader C)
-
Forvarmningstid: 5 minutter
-
Formål: Opvarm varmepladen jævnt, reducer lokale termiske ekspansionsforskelle og sikr første-lagets planhed.
-
-
Højtemperaturprint (varmepladen 90 grader C eller derover)
-
Forvarmningstid: 30 minutter
-
Formål: Da enheden ikke har aktiv kammertemperaturstyring, benyttes varmepladen til gradvis at hæve kammertemperaturen over 50 grader C for at sikre fuld forvarmning og bedre første-lags-kvalitet.
-
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til P2S-guides