TPU High Flow Kit til Bambu Lab H2D: montering og brug
Oversigt
🔎 Find H2D TPU High Flow Kit i Bambu Lab-butikken.
TPU High Flow Kit er specifikt designet til at forbedre printpræstationen med fleksible filamenter og øger volumetrisk flow og pålidelighed betydeligt under print. Kittet indeholder et dedikeret hotend-cover og TPU-specifikke hotends (0,4 mm og 0,6 mm).
ℹ️ Bemærk: Det TPU-dedikerede hotend adskiller sig strukturelt fra standard-hotenden i H2-serien og skal bruges sammen med det TPU-dedikerede hotend-cover.
🛒 Link til TPU High Flow Kit i Bambu Lab-butikken
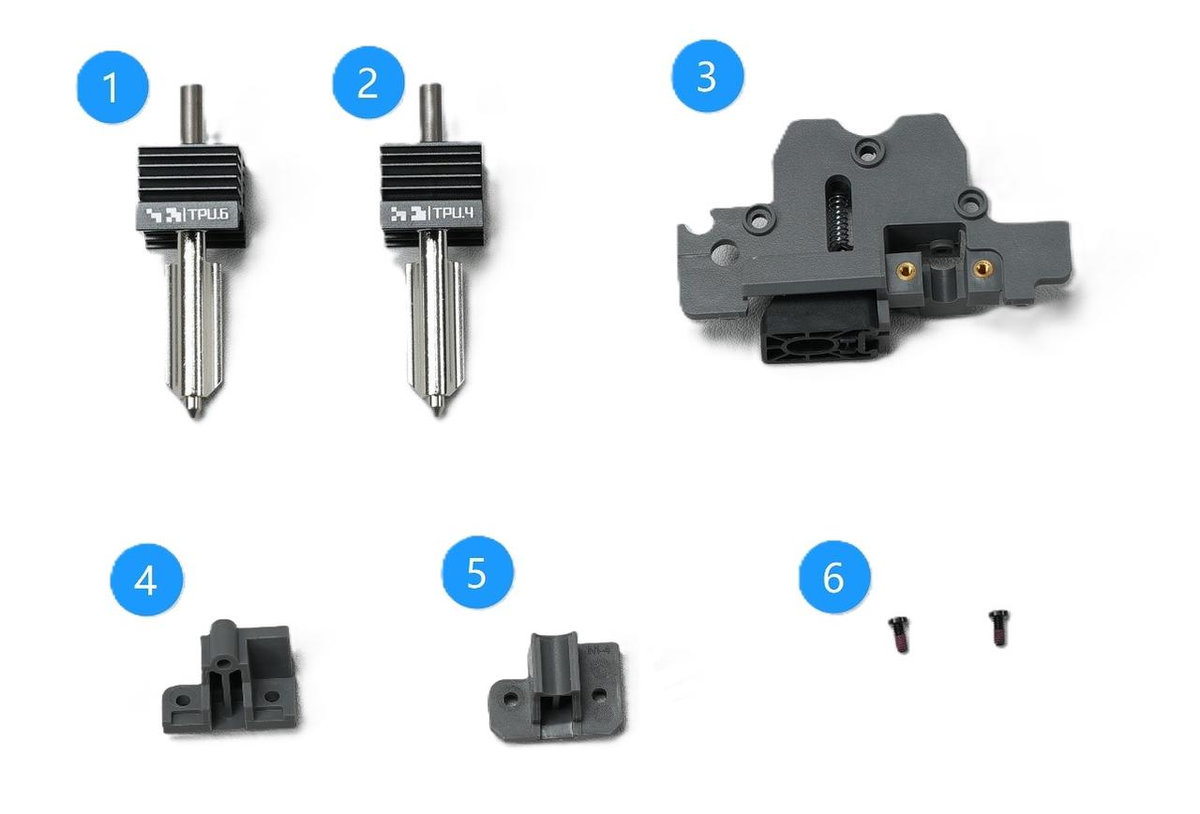
Kittet indeholder:
1. 0,6 mm TPU-hotend
2. 0,4 mm TPU-hotend
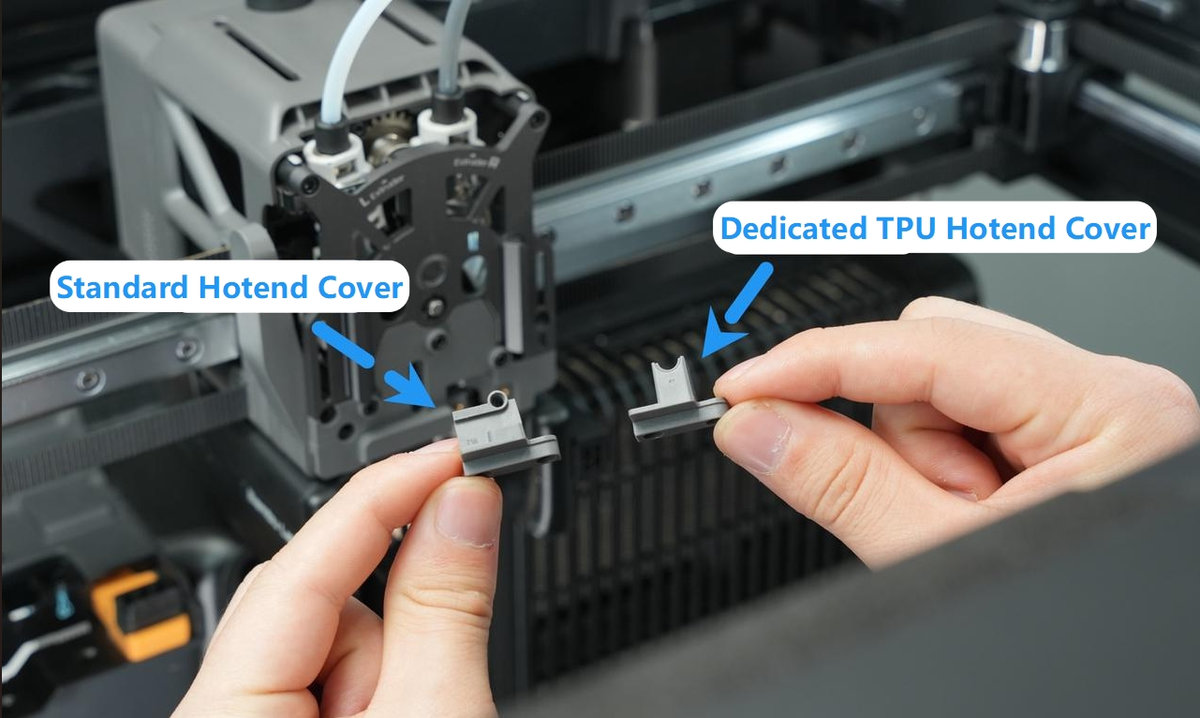
3. Front-styrecover
4. Standard hotend-cover
5. TPU hotend-cover
6. M2x5 fastgørelsesskrue til hotend-cover
Forholdsregler
-
Begrænsninger: Når TPU-hotenden er monteret, understøttes montering af cutteren ikke, så cutter-funktionen kan ikke bruges, og højre dyse understøtter ikke automatisk filamentskift og automatisk ind- og udmadning af filament.
-
Kun fleksible filamenter er tilladt: TPU-hotenden har en speciel indvendig coating, og det er forbudt at printe hårde filamenter (såsom PLA, PETG, TPU til AMS), da det ellers vil slide coatingen ned og ødelægge den.
-
Positionsbegrænsning: TPU-hotenden kan kun monteres på højre dyse. Hvis den monteres på venstre dyse, vil det få dysens løftemekanisme til at fejle.
Kompatible modeller
Bambu Lab H2D
Nødvendigt værktøj og materialer
- TPU High Flow Kit
- H1.5 / H2.0 unbrakoskruetrækker
Monteringsvideo
Montering af TPU High Flow Kit
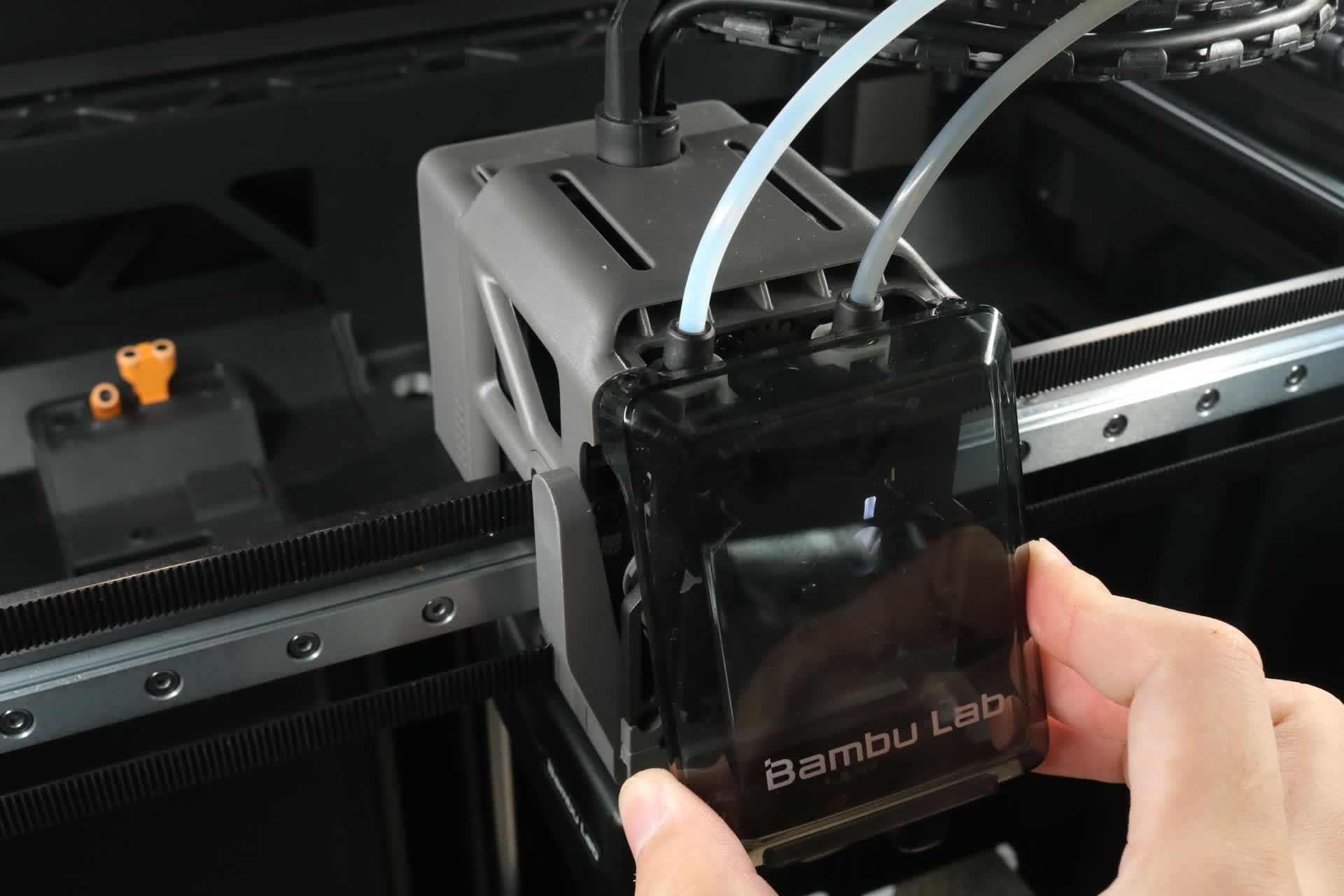
Trin 1. Fjern toolheadens frontcover.
Tryk på begge sider af toppen af toolheadens frontcover, træk det mod maskinens forside, og fjern frontcoveret.
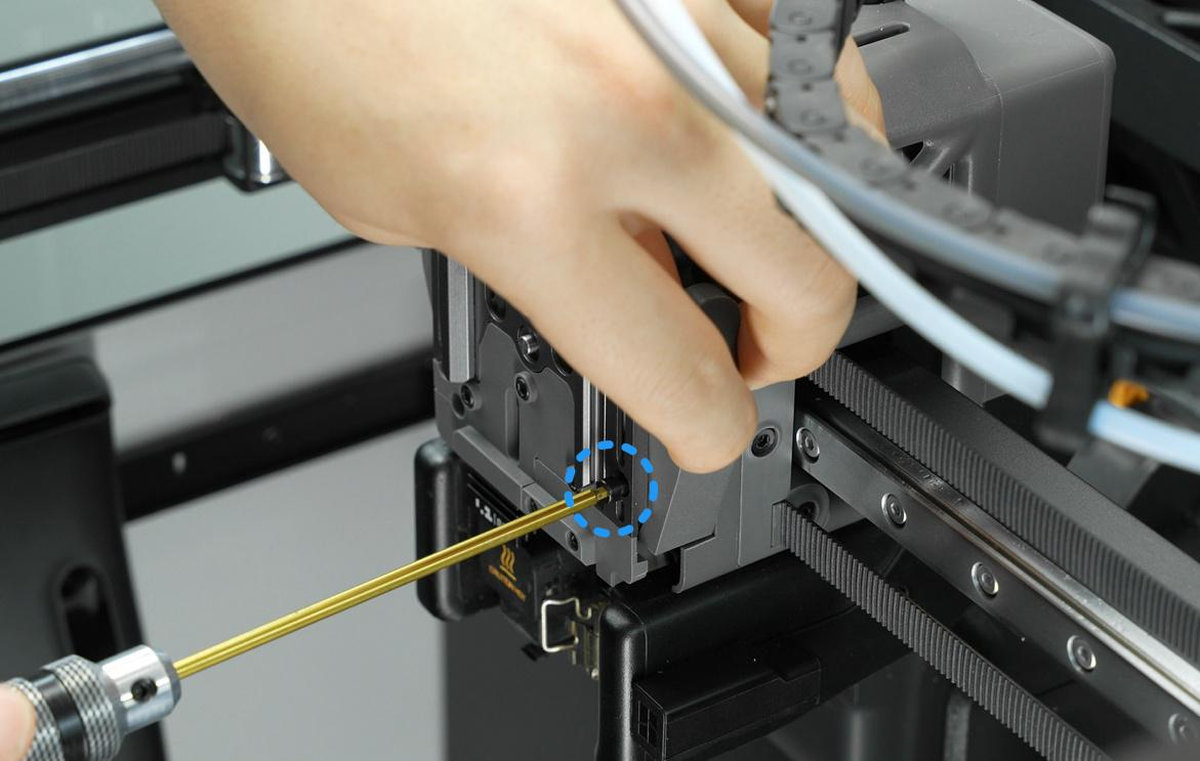
Trin 2. Fjern filamentskærearmen.
Brug en H2.0 unbrakoskruetrækker til at fjerne højre cutter-arm og blad.
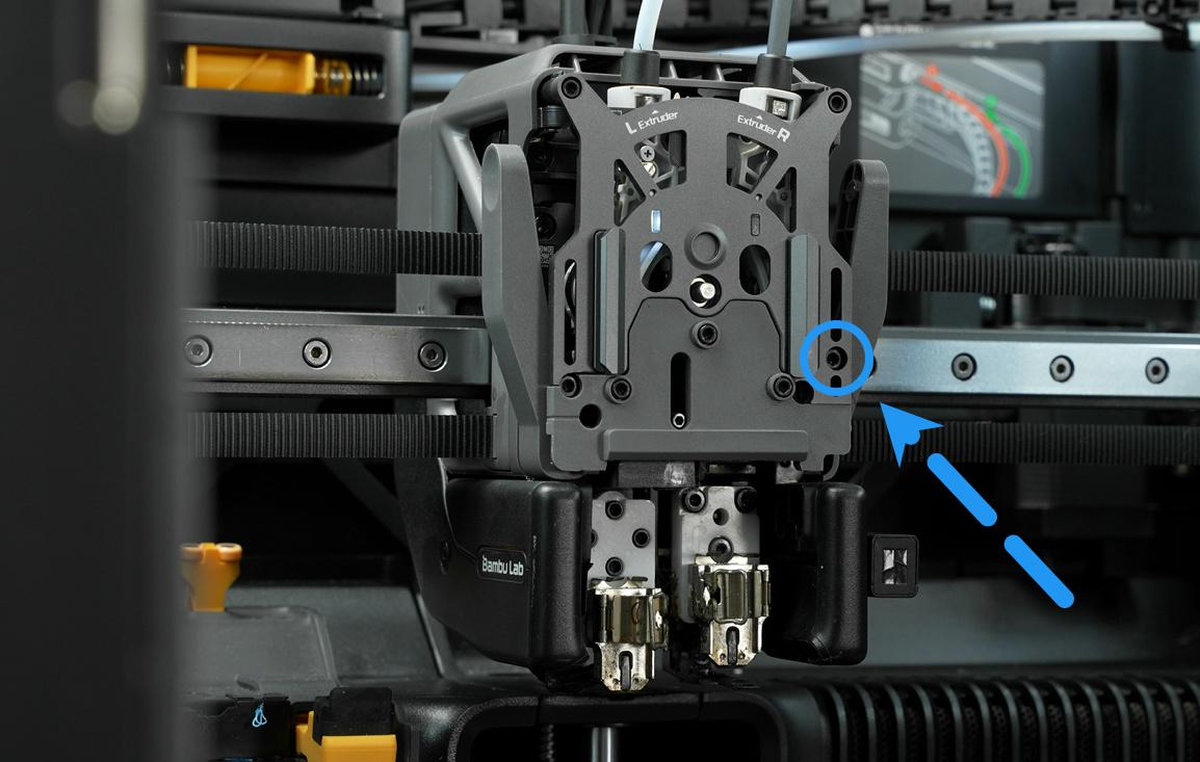 Fjern den markerede skrue |
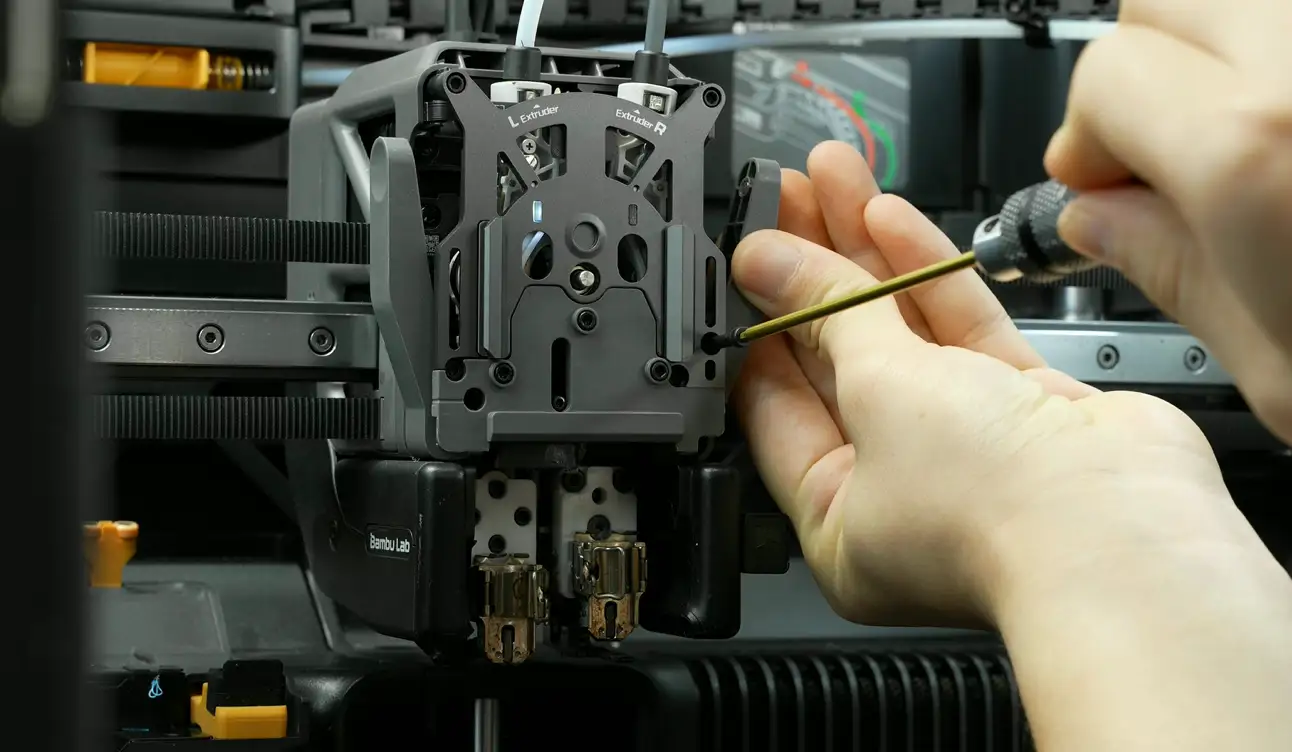 Fjern forsigtigt armen |
Trin 3. Fjern torsionsfjederen
Fjern cutterens torsionsfjeder, og opbevar den korrekt, så den ikke falder af under print.
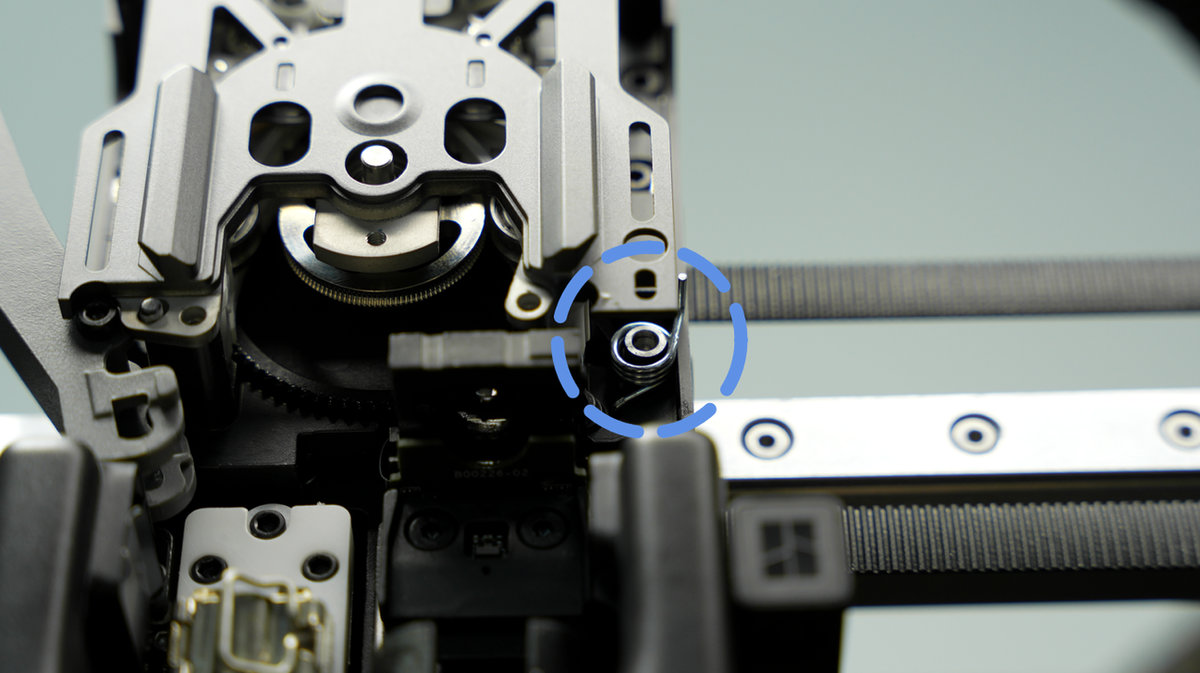
ℹ️ Bemærk: For at undgå at torsionsfjederen bliver væk, kan den efter fjernelse af højre cutter-blad genmonteres i sin oprindelige position, og dette påvirker ikke den efterfølgende brug. Den kan rasle, når maskinen printer.
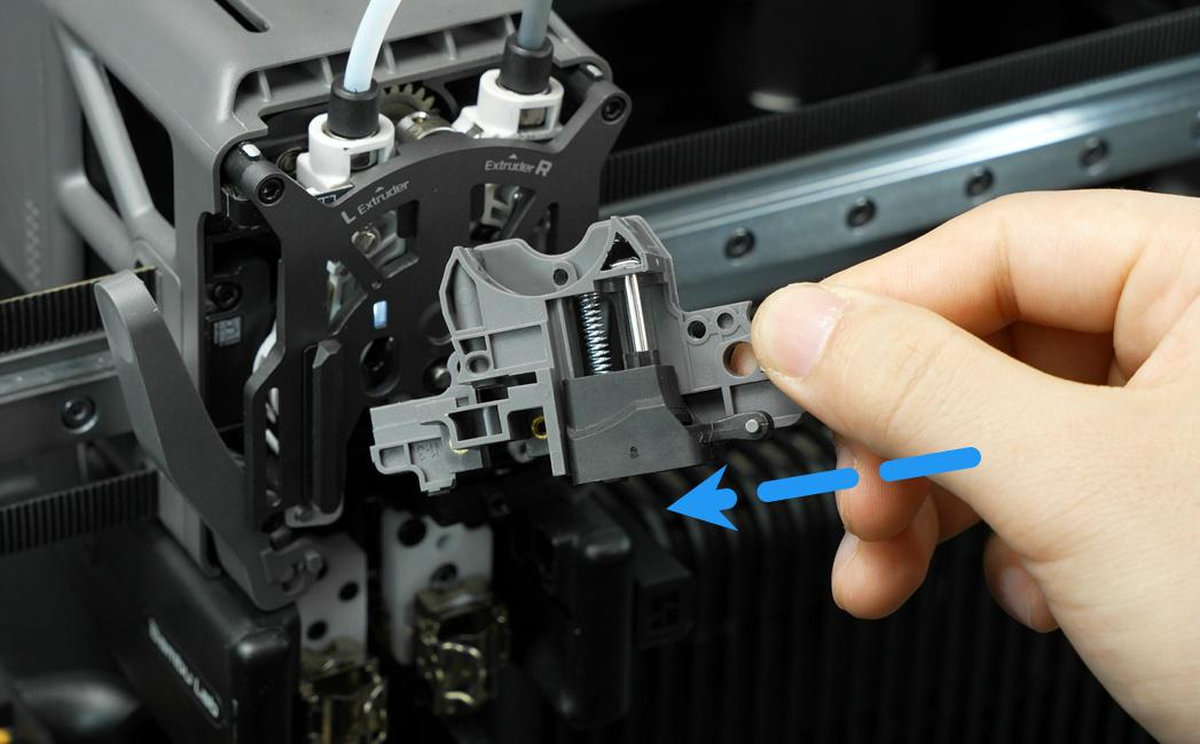
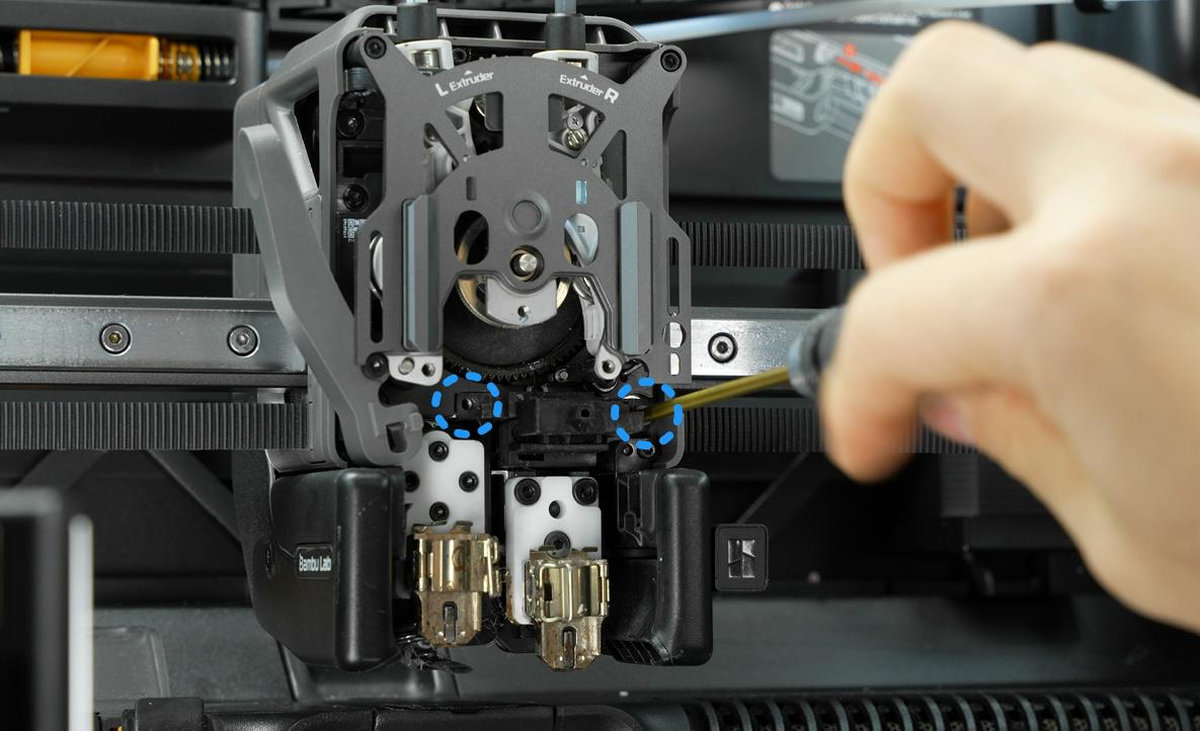
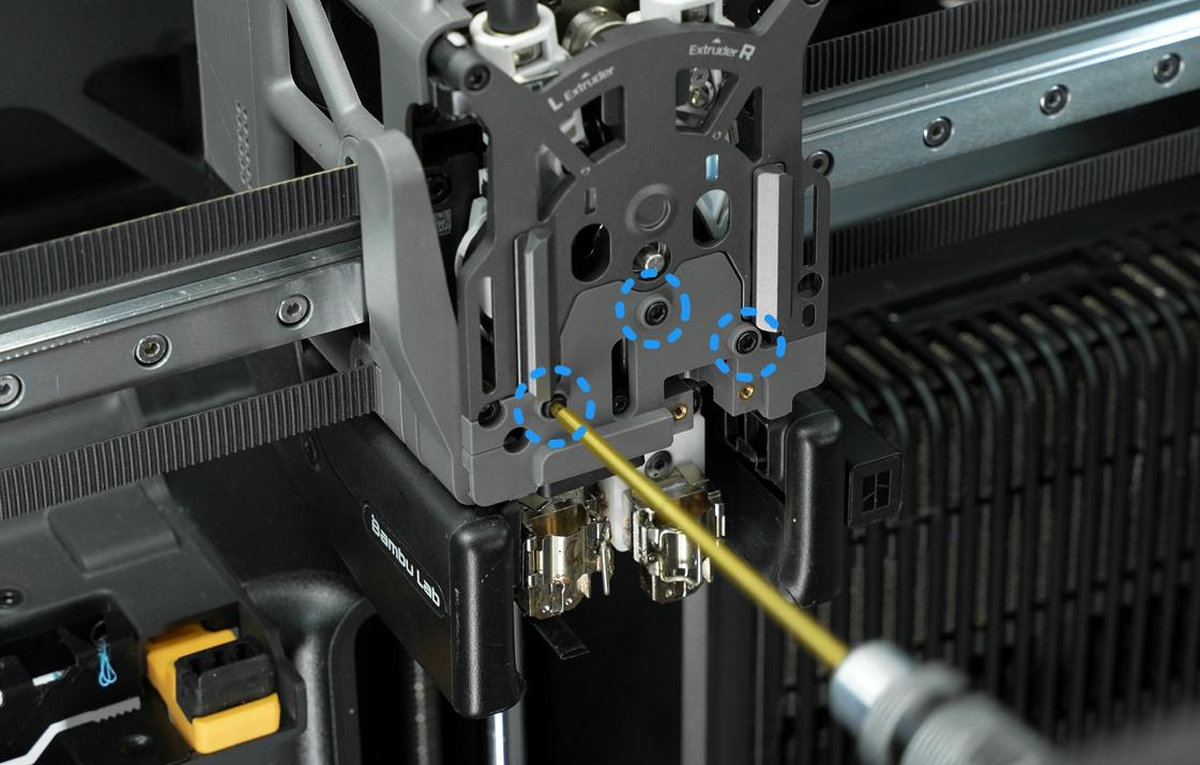
Trin 4. Fjern TPU-filamentføringen
Skru de 3 fastgørelsesskruer (4 i nogle versioner) til filamentføringen ud, og fjern den originale filamentføring.
Detaljerede trin finder du her: Udskift H2D dual-extruder filamentføring.
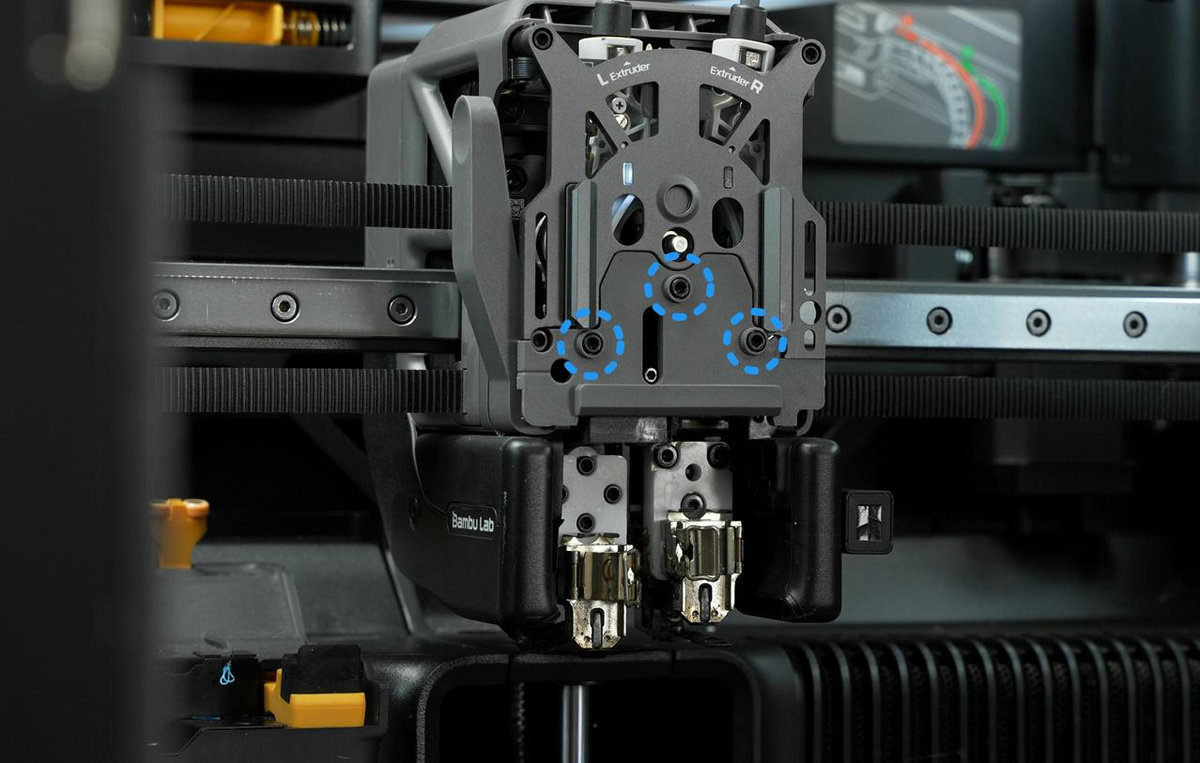 Fjern de markerede skruer |
 Fjern den forsigtigt |
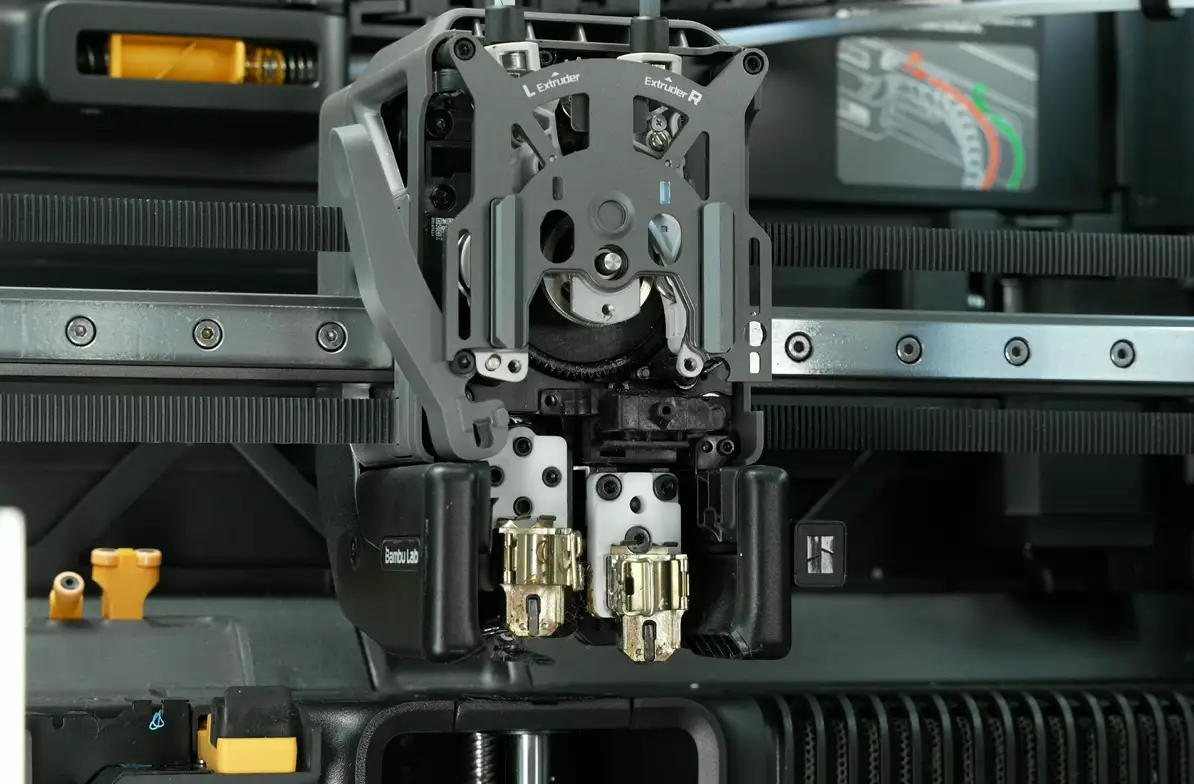
Trin 5. Flyt det venstre cutter-blad
Når den originale filamentføring er fjernet, fjern det venstre cutter-blad, og monter det i den nye TPU-filamentføring.
 Fjern det venstre filament-cutter-blad |
 Monter det på den nye TPU-frontcover |
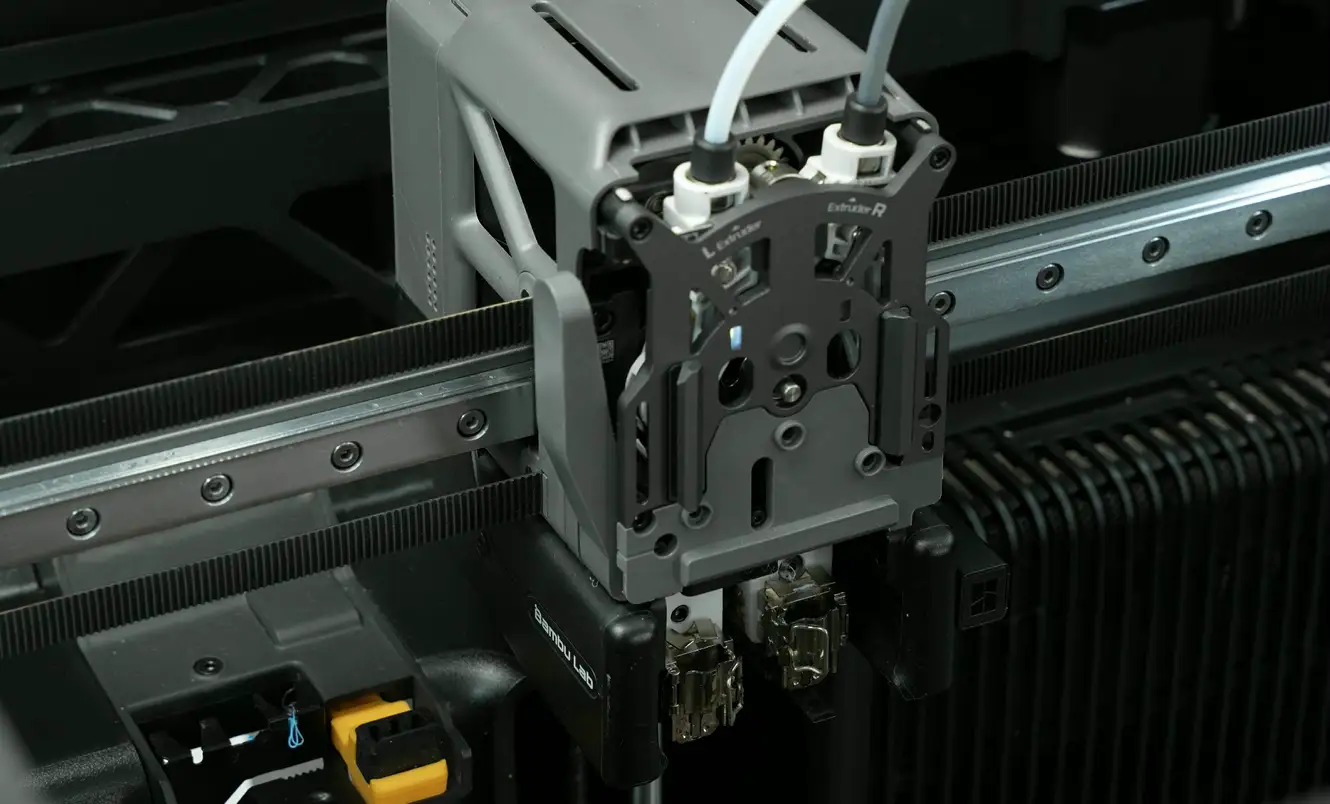
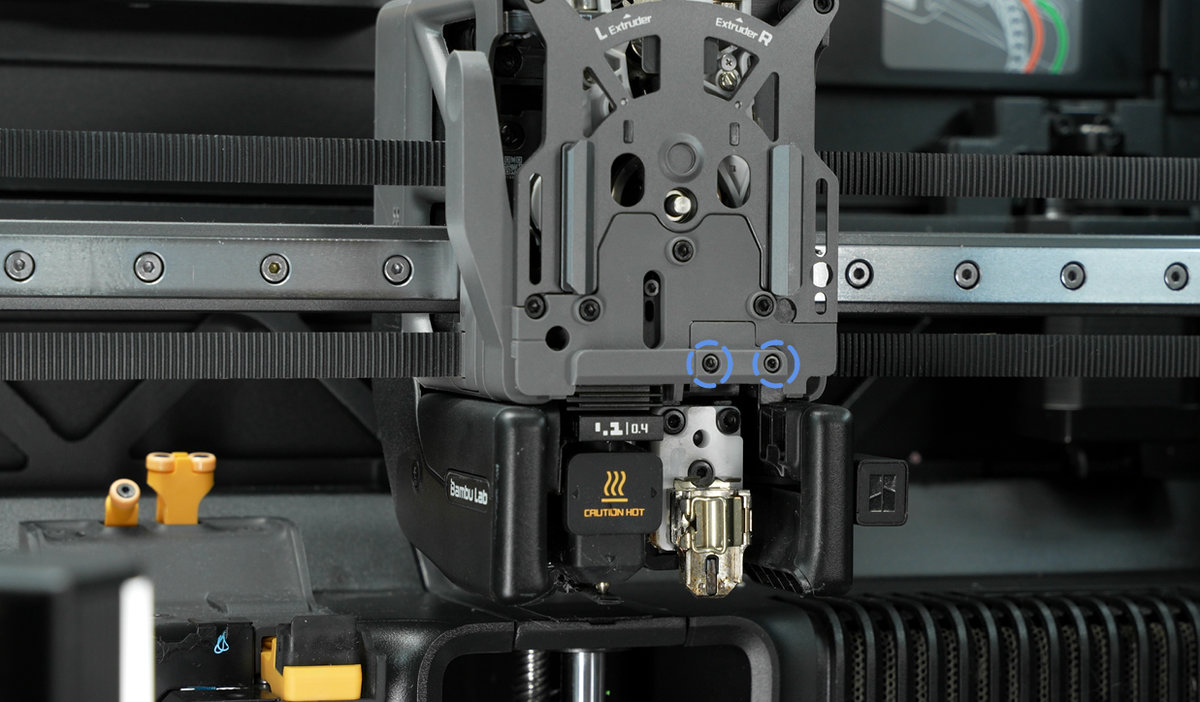
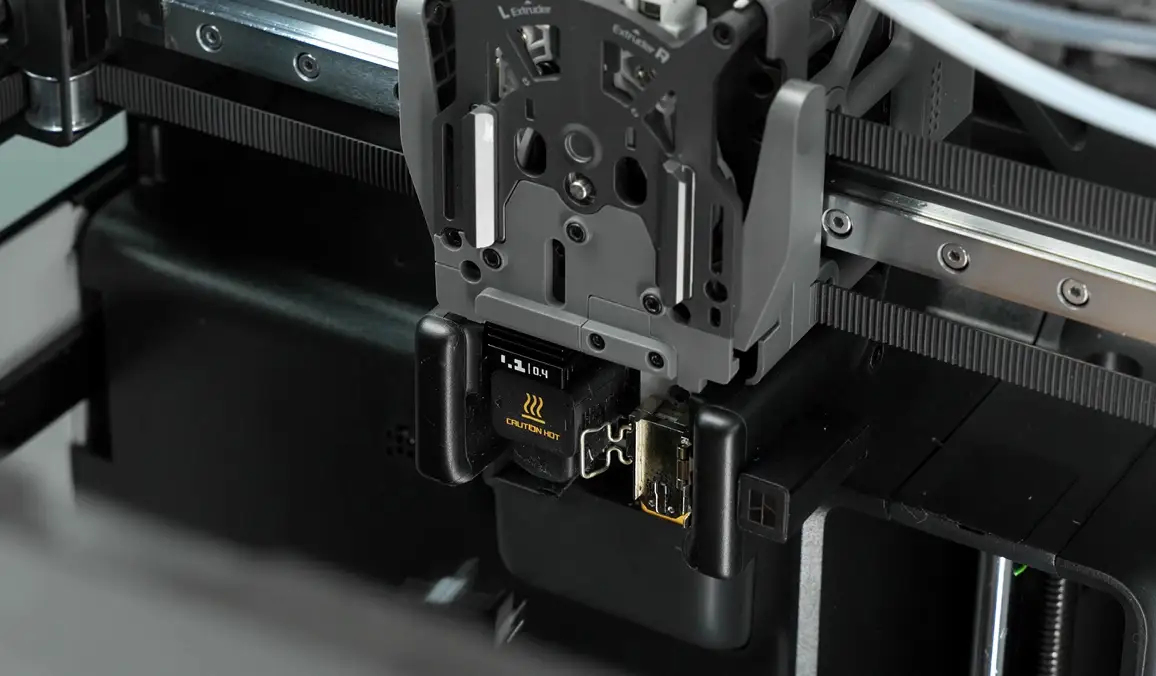
Trin 6. Fjern det originale hotend-cover
Brug en H2.0 unbrakoskruetrækker til at fjerne det originale hotend-cover mellem højre hotend og extruderen.
 Skru det originale hotend-cover løs |
 Fjern det |
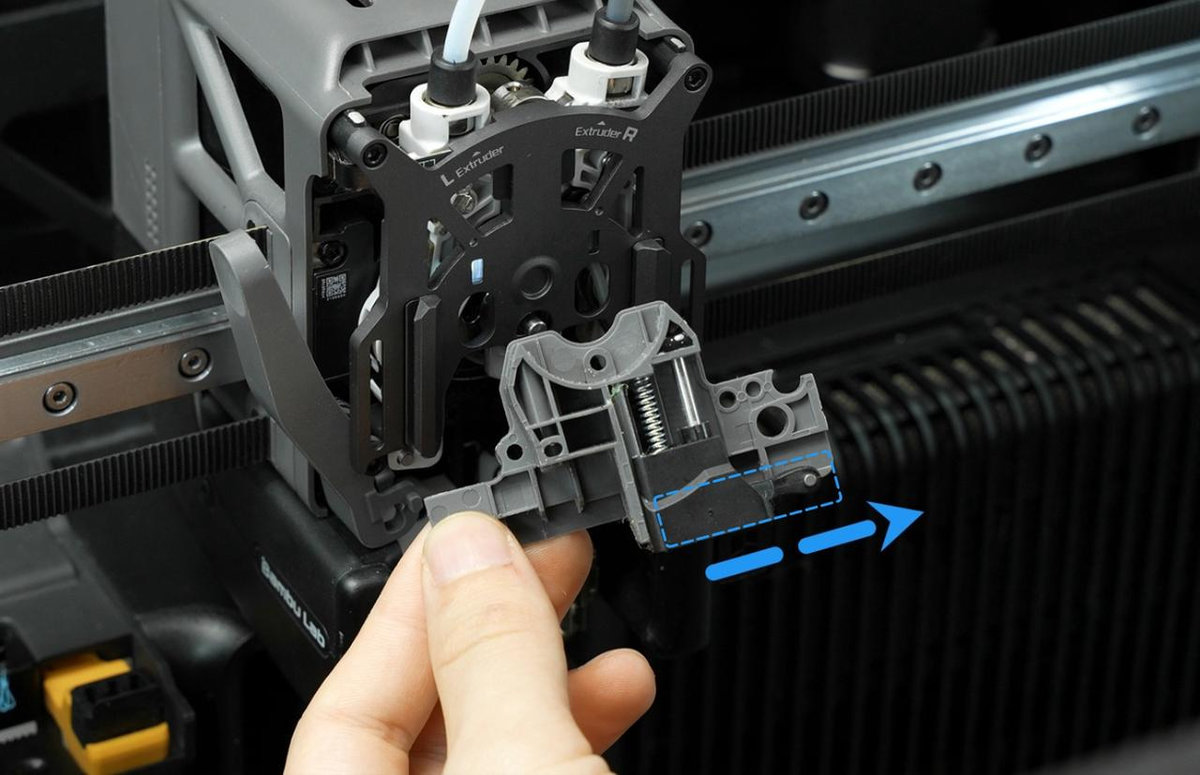
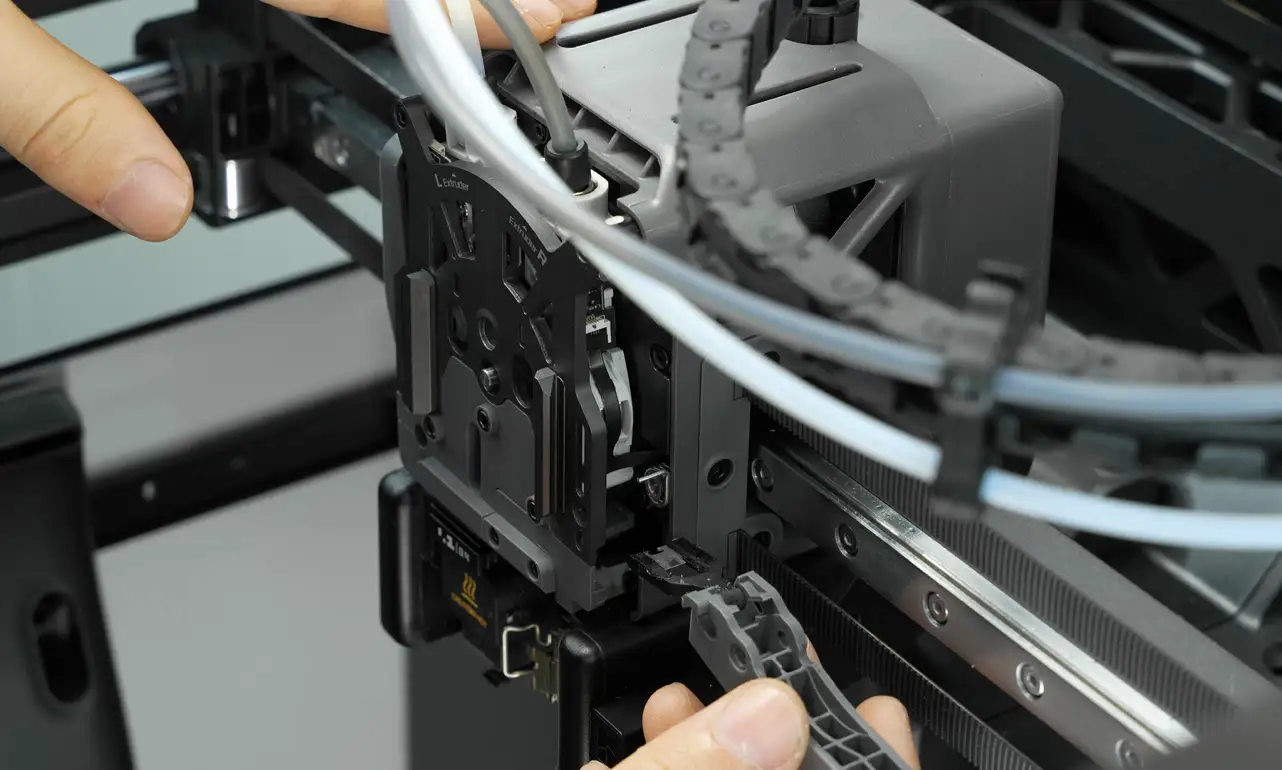
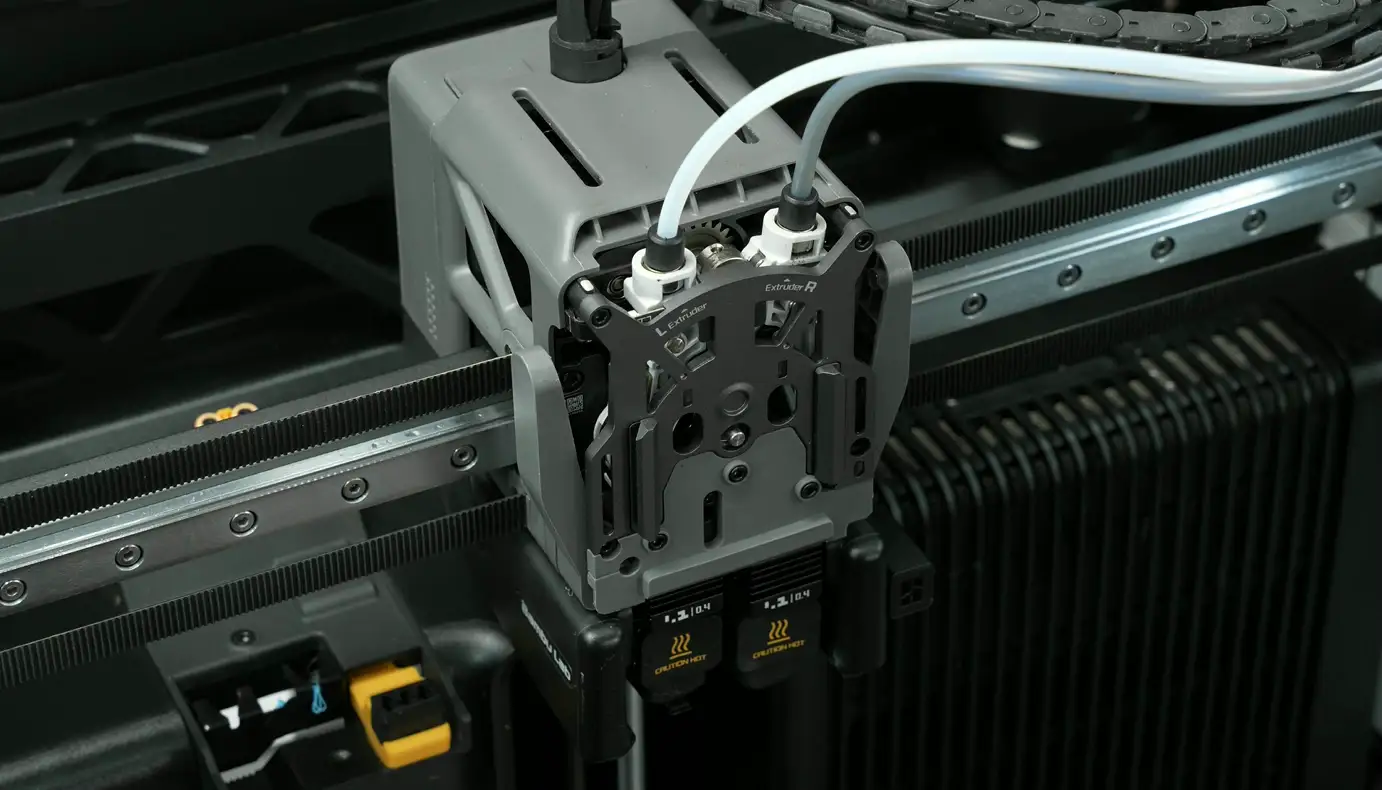
Trin 7. Monter den dedikerede TPU-filamentføring
Tryk forsigtigt på den venstre cutter, monter TPU-filamentføringen i toolheaden, og spænd de 3 fastgørelsesskruer med en H2.0 unbrakoskruetrækker.
 Tryk på den venstre arm, og monter TPU-filamentføringen |
 Skru den fast på plads |
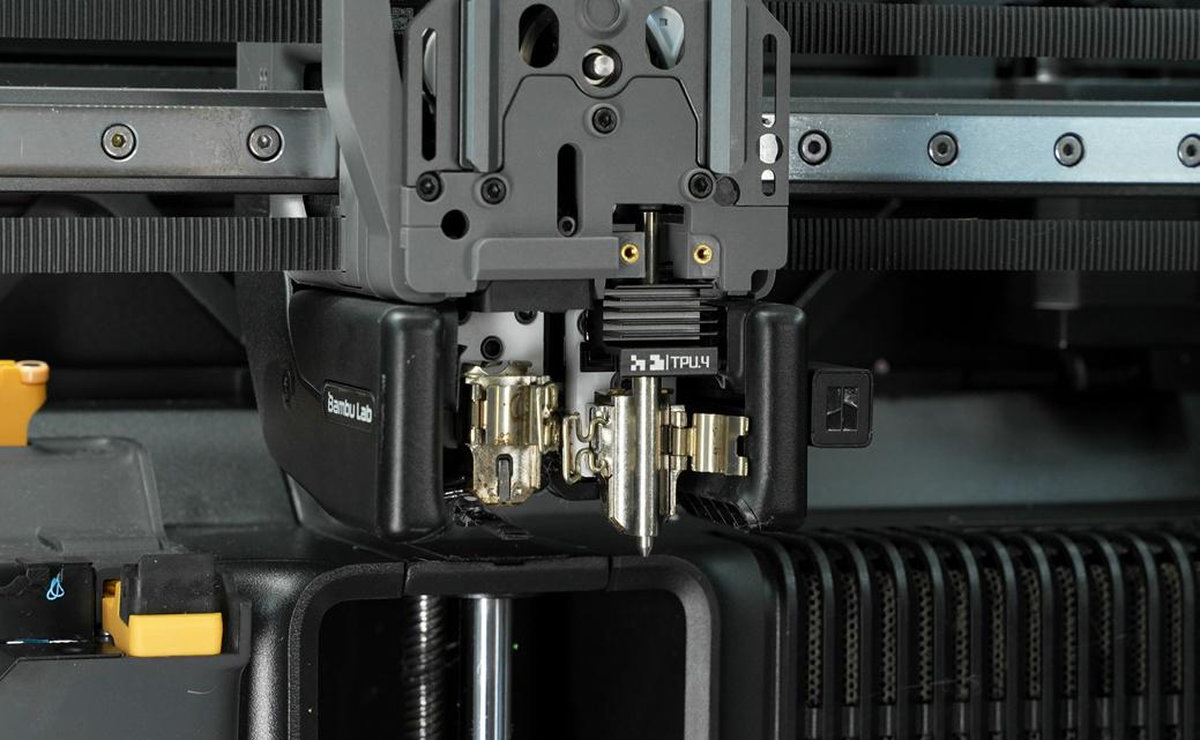
Trin 8. Monter TPU-hotenden
Monter herefter det TPU-specifikke hotend.
Trin 9. Monter det dedikerede TPU hotend-cover
Brug en H1.5 unbrakoskruetrækker til at spænde de to fastgørelsesskruer på filament-coveret.
 Monter det dedikerede TPU hotend-cover |
 Skru det fast på plads |
Trin 10. Monter toolheadens frontcover
Når TPU-hotenden er monteret, sæt toolheadens frontcover på igen.
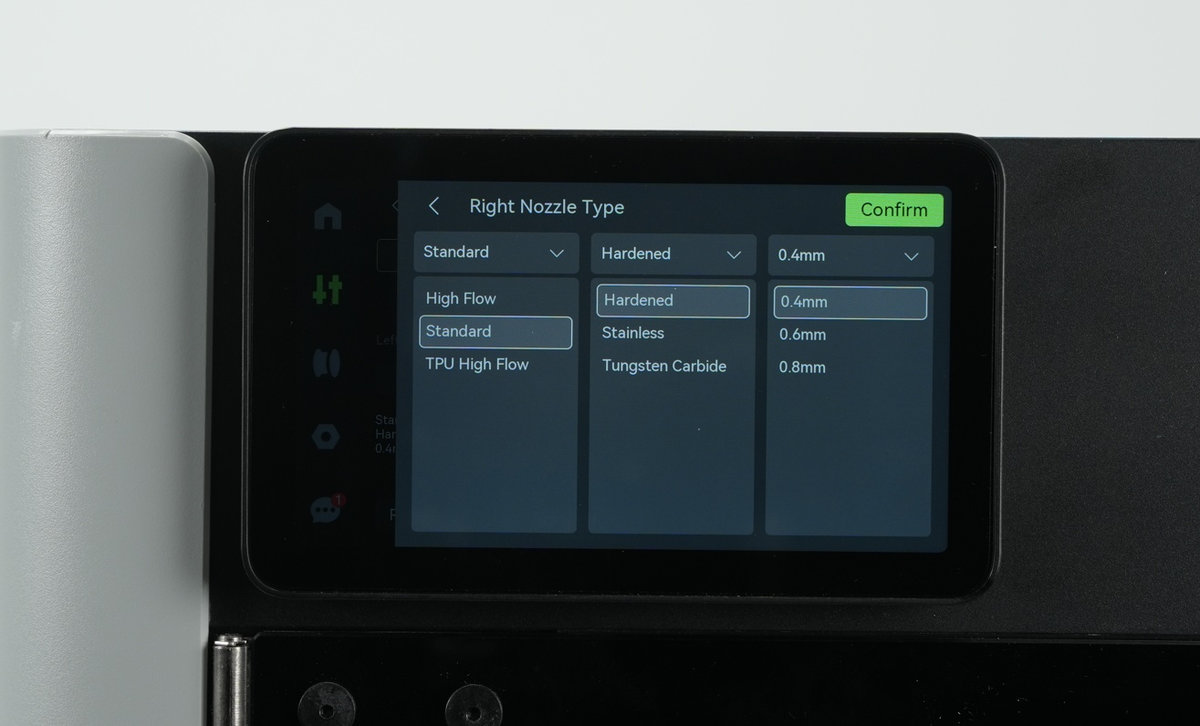
Trin 11. Synkroniser hotend-typen på skærmen
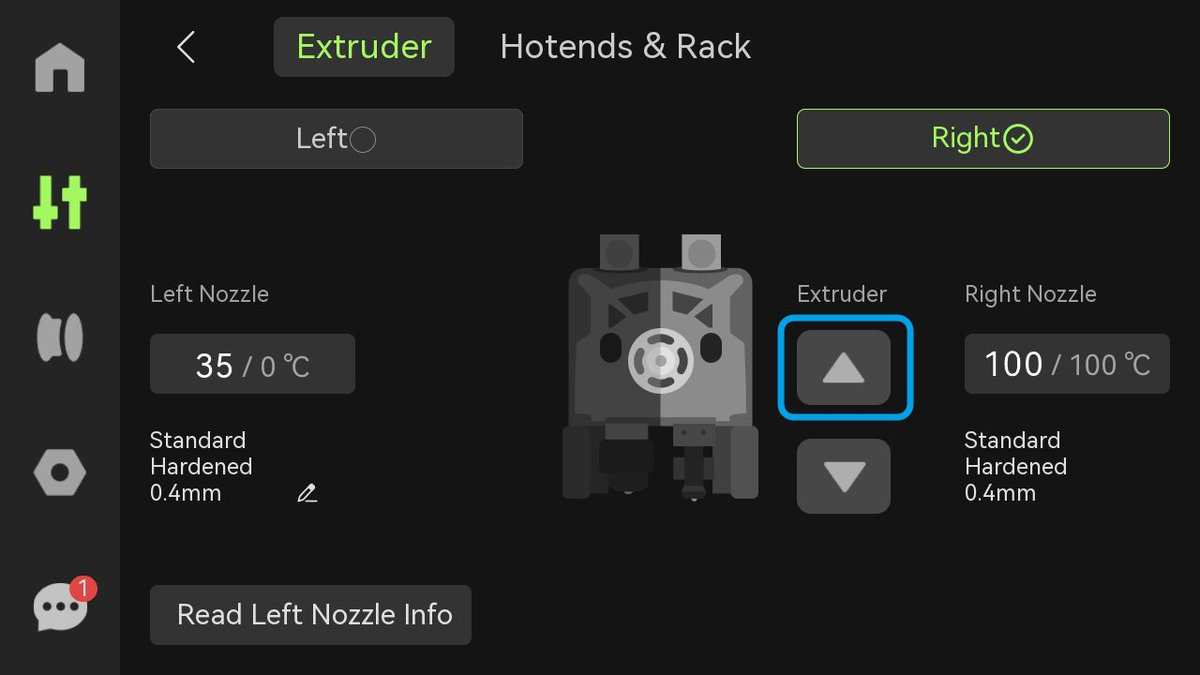
Når monteringen af TPU-hotenden er færdig, kan du klikke på "Read nozzle info" i grænsefladen mellem dysen og extruderen, og enheden vil automatisk identificere og indstille dysetypen. Du kan også vælge den manuelt under Right Nozzle Type.
 Aflæs dyseoplysninger |
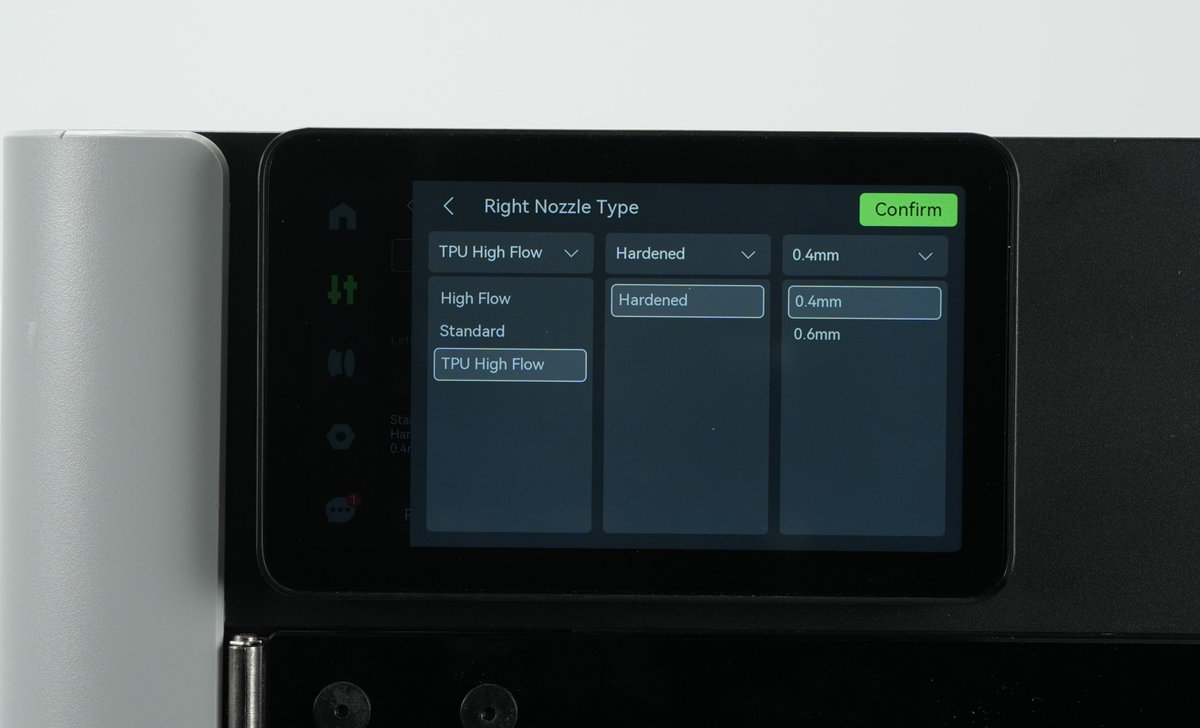 Vælg TPU-hotenden |
Sådan bruger du TPU-hotenden
Indmadning af filament
Varm hotenden op til 250°C i extruder-grænsefladen, klik på den nedadgående ekstruderingspil, og før TPU'en ind manuelt som vist.
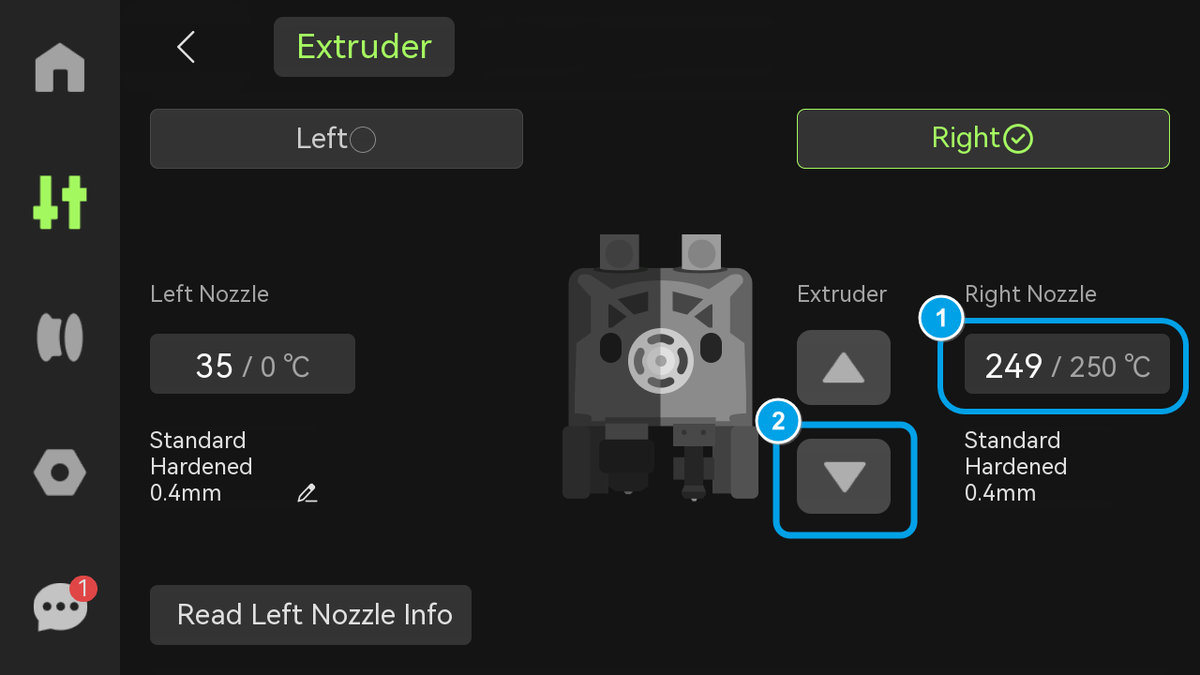 Indstil højre dysetemperatur til 250ºC |
 Før TPU'en manuelt ind i toolheaden |
✅ Kontrollér, om dysen ekstruderer filament på en ensartet måde uden pauser eller spring.
❌ Hvis du bemærker pauser, spring eller pludselige ujævne udstødninger af filament, er din dyse sandsynligvis delvist tilstoppet. Du skal udføre et cold pull for at rense den. Se H2D cold pull-vedligeholdelse og rengøring af dyse, og udfør et cold pull med PLA-filament. Processen giver ubetydelig slitage på de specielle coatings.

Udmadning af filament
Da TPU-hotenden ikke understøtter cutteren, er det nødvendigt at varme hotenden op til 100°C, blødgøre TPU-filamentet og derefter trække det ud manuelt.
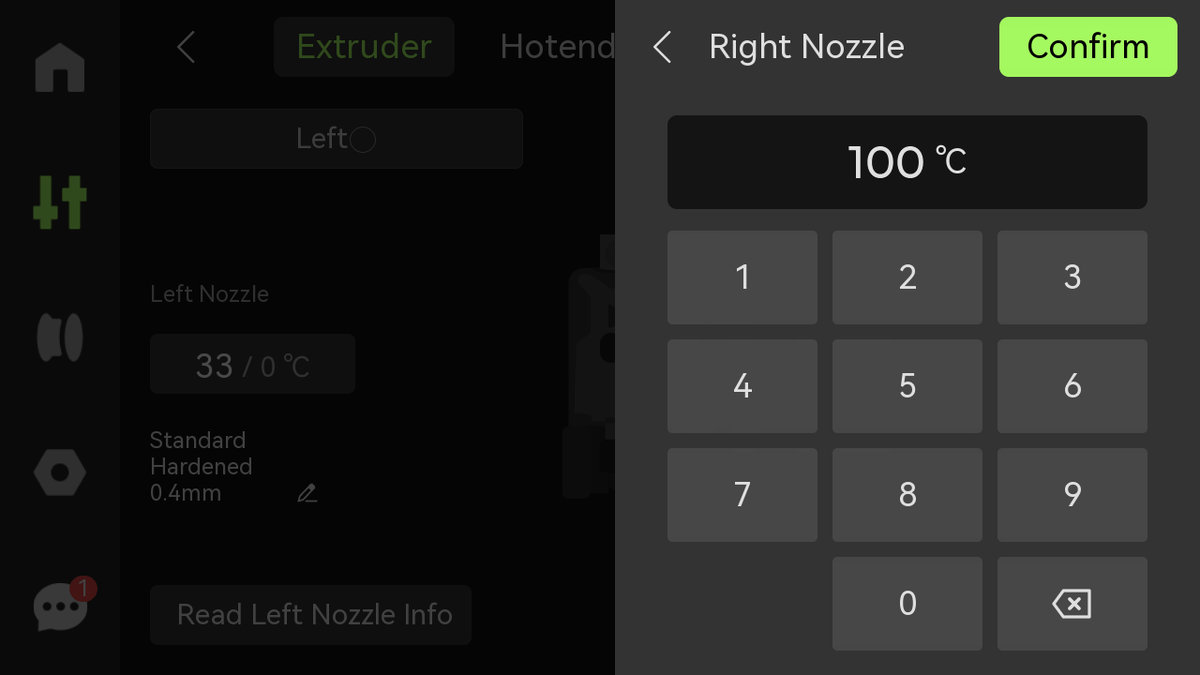
Når den angivne temperatur er nået, klik på knappen "Retract filament", og træk filamentet jævnt ud opad manuelt.
 Klik på knappen Unload |
 Fjern TPU'en manuelt fra toolheaden |
Printvejledning
Forberedelse inden print
⚠️ Tørring af filament:
TPU-fleksible filamenter er hygroskopiske materialer, og fugtoptagelse kan føre til problemer såsom bobler og stringing under print. Derfor er det nødvendigt at sikre, at TPU-filamenterne er helt tørre, inden du printer.
Klik her for mere information om, hvordan du forbereder og tørrer TPU-filament.
Anbefalinger til indføring for vellykket print:
✅ Kun ved print af TPU på højre head: TPU med en shore på 90A og derover anbefales indført fra den dedikerede TPU-indføringsport.
✅ Når både venstre og højre dual-head printer TPU, anbefales en shore på 90A og derover sammen med brug af H2D Flexible Filament Top-feed Rack.
✅ 85A TPU: Brug kun sammen med H2D Flexible Filament Top-feed Rack.
H2D Flexible Filament Top-feed Rack anbefales, da den lader TPU'en blive ekstruderet med den kortest mulige vej til toolheaden. Det fjerner unødvendigt træk og prioriterer pålideligt print.

Sammenlignet med almindelige extrudere anbefales det at bruge TPU-indføringshjælpen, som yderligere kan optimere indføringsstabiliteten og reducere træk og deformation af fleksible filamenter.

Printparametre
For at balancere kvalitet og pålidelighed anbefales det at vælge dysestørrelse og laghøjde ud fra følgende liste:
1) Prioriter brug af 0,6 mm TPU-dysen
- 0,6 mm-dysen har en større kanal, lavere modstand og er mere skånsom mod fleksible filamenter. Det er lettere at opnå stabil filamentekstrudering ved samme hastighed, og den er mere velegnet til high flow-print.
2) Anbefaling til laghøjde (for at undgå modstand og udsving forårsaget af for lav laghøjde)
- 0,4 mm-dyse: Anbefales ikke brugt med laghøjder under 0,2 mm.
- 0,6 mm-dyse: Anbefales ikke brugt med laghøjder under 0,3 mm.
Volumetrisk flow
Brug af TPU-kittet kan øge printflowet for TPU-filamenter betydeligt, og slicersoftwaren skal matche de tilsvarende parametre alt efter dysemodellen.
| TPU-hårdhed | 0,4 mm TPU-dyse | 0,4 mm standarddyse | 0,6 mm TPU-dyse | 0,6 mm standarddyse |
|---|---|---|---|---|
| 85A | 2,2 mm³/s | Anbefales ikke | 2,2 mm³/s | 2,2 mm³/s |
| 90A | 5,6 mm³/s | 2,8 mm³/s | 5,6 mm³/s | 2,8 mm³/s |
Valg af dyseflow i Bambu Studio
Når du har synkroniseret dyseoplysningerne i monteringsfasen og klikker på Sync info (1), bør TPU High Flow-dysen vælges automatisk.
Hvis det ikke sker, så klik på Flow (2), og vælg TPU High Flow (3).
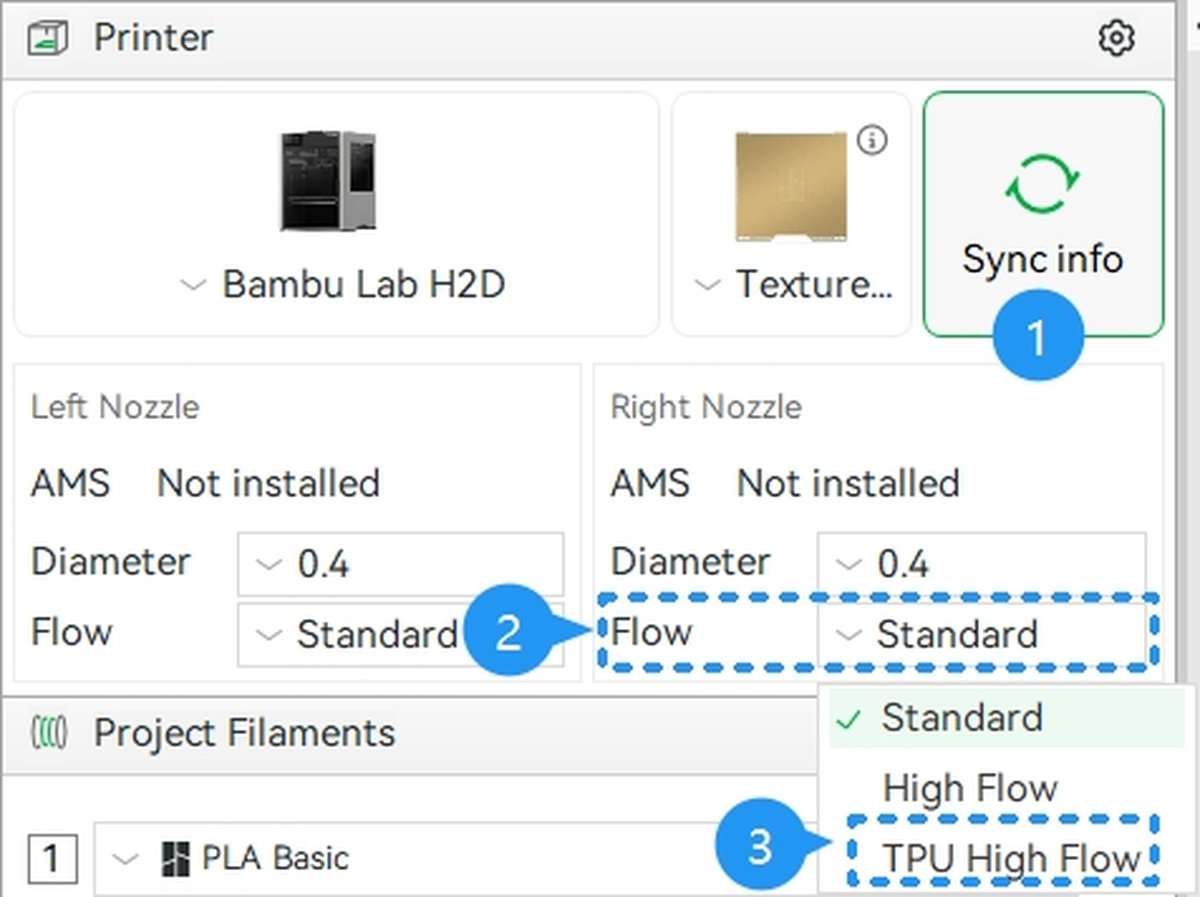
✅ Din H2D er nu klar til at printe TPU ved hastigheder, du aldrig har set!
Print af hårdt filament
Hvis du har brug for at printe hårde filamenter såsom PLA, PETG osv., følg trinene nedenfor for at montere standard-hotenden:
Trin 1. Fjern TPU hotend-coveret og hotenden
Når du har udmadet filamentet, brug en H1.5 unbrakoskruetrækker til at fjerne TPU hotend-coveret og derefter det TPU-specifikke hotend.
 Fjern de markerede skruer |
 Fjern TPU-hotenden |
Trin 2. Monter standard hotend-coveret
Monter standard hotend-coveret, og spænd de 2 fastgørelsesskruer.
Monter standard hotend-coveret |
 Skru det fast på plads |
ℹ️Bemærk: Når du monterer standard-hotenden, skal hotend-coveret monteres først, efterfulgt af højre cutter. Forkert monteringsrækkefølge vil forårsage interferens.
Trin 3. Monter torsionsfjederen og cutteren
Monter cutterens torsionsfjeder og højre cutter, og placer torsionsfjederen i det tilsvarende spor.
Sæt cutter-håndtaget og bladet i, og brug en H2.0 unbrakoskruetrækker til at spænde cutterens fastgørelsesskrue.
 Sæt cutteren i |
 Skru den fast på plads |
Trin 4. Monter standard-hotenden
Monter standard-hotenden og silikonemuffen, og sæt toolheadens frontcover på igen.
 Monter hotenden |
 Monter frontcoveret |
Når standard-hotenden er monteret, kan du klikke på Read nozzle info i grænsefladen mellem dysen og extruderen, og enheden vil automatisk identificere og indstille dysetypen. Du kan også vælge den manuelt under Right Nozzle Type.
Aflæs dyseoplysninger |
 Skru det fast på plads |
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2D-guides