Introduktion til H2C
Hvordan fungerer H2C?
H2C-printeren er en maskine, der bruger plastfilament til at skabe 3D-objekter.
I de fleste tilfælde kan H2C printe 3D-modeller i STL-format, og filmodellen skal forbehandles med slicing-software, før den kan printes.
Med Bambu Studio som eksempel opdeler slicing-softwaren STL-filen i flere lag. Informationen for hvert lag konverteres automatisk til et sprog, som printeren kan forstå, og som styrer bevægelsesbaner og hastigheder for hver akse under printet.
Derudover kan slicing-softwaren også indlejre en række parameterindstillinger i den genererede kode, f.eks. filamentets printtemperatur og printerens ekstruderingshastighed, samt generere support til bestemte dele af den printede model.
Core-XY-bevægelsessystem
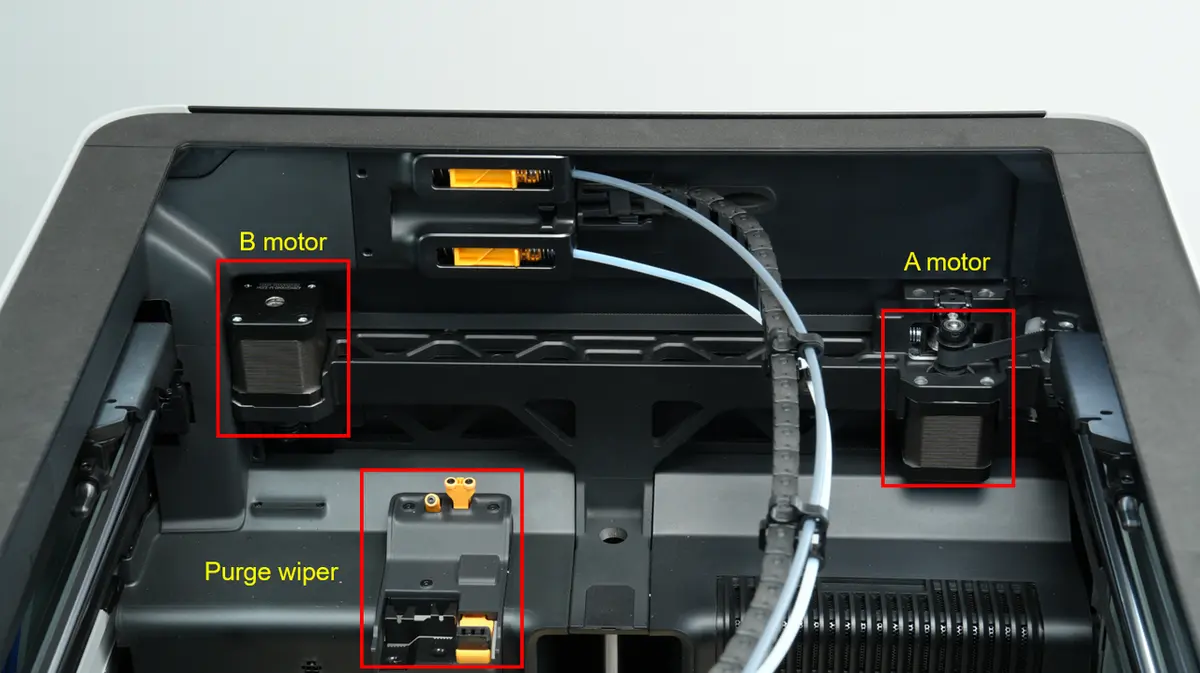
Bambu Lab H2C er bygget på Core-XY-arkitekturen, der indeholder to stepmotorer og flere sæt tomgangsruller i XY-planet. Hver stepmotor er forbundet til toolheaden via en selvstændig tandrem, og toolheadens bevægelse og position styres af det koordinerede samspil mellem motor og tandrem.
Virkemåde
I et Core-XY-system styrer motor A og motor B uafhængigt to remløkker. Som vist nedenfor, når den venstre motor B kører alene, driver den kun den venstre Y-akse-rem, hvilket får toolheaden til at bevæge sig diagonalt i en vinkel på 45°.
På samme måde, når den højre motor A kører alene, driver den den højre Y-akse-rem og bevæger toolheaden diagonalt i den modsatte 45°-retning.

Denne konstruktion reducerer vægten af de bevægelige dele og giver hurtigere, jævnere bevægelse samt bedre printkvalitet og effektivitet.
Du finder flere detaljer om Core-XY-bevægelsessystemet via dette link.
X-akse
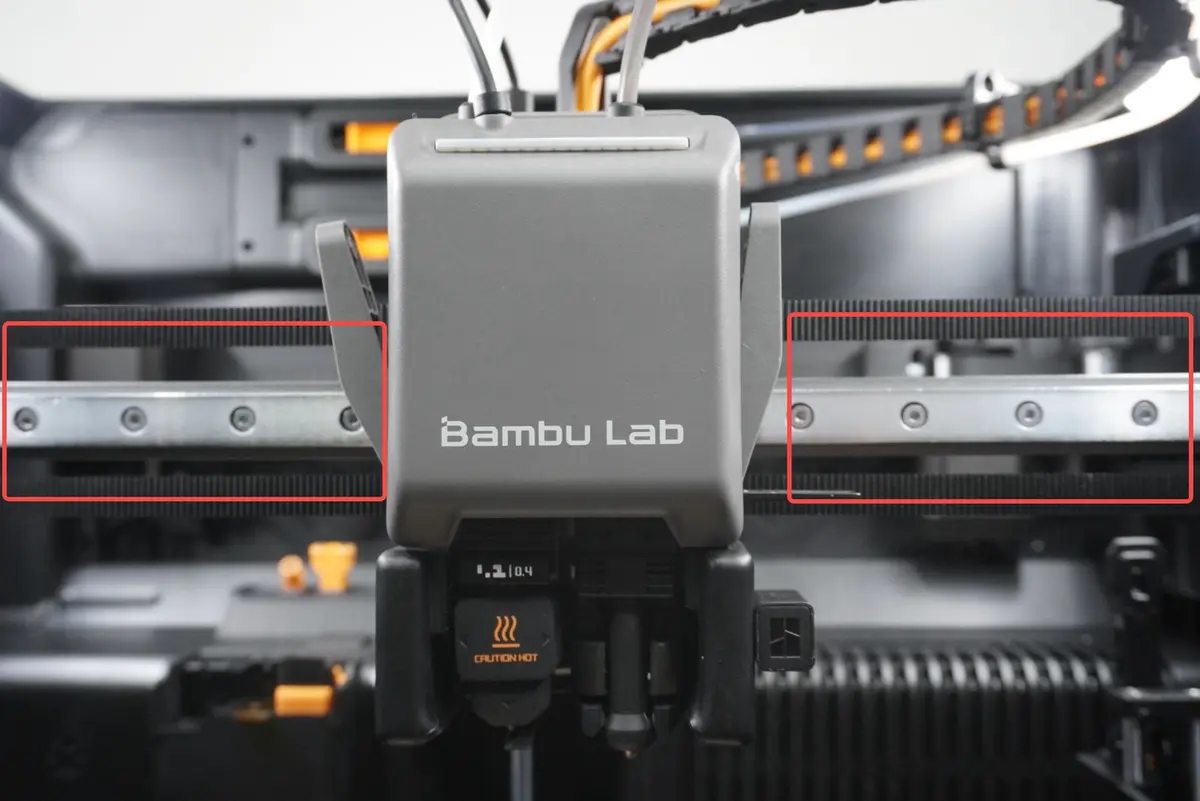
X-aksen bruger lineære føringer og remtræk til at styre toolheadens bevægelse til venstre og højre, så toolheaden forbliver fastholdt i et vandret plan, mens den bevæger sig langs X-aksen. Bevægelsen i X-retningen drives samtidigt af stepmotor A og B.
Y-akse
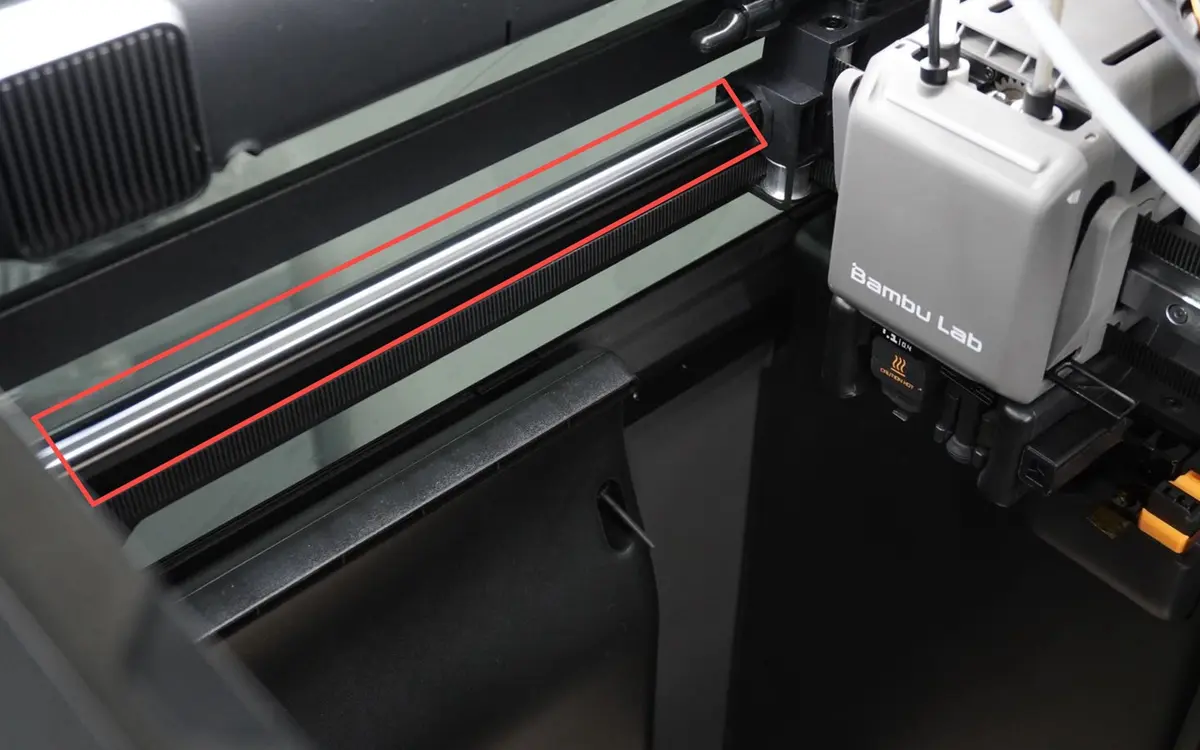
Y-aksen styrer toolheadens bevægelse frem og tilbage. Toolheaden og X-aksen bevæger sig som én samlet enhed langs Y-akse-stængerne på begge sider af printerens ramme. Denne bevægelse drives også af motor A og B.
Z-akse
Z-aksen består af spindler og lineære stænger, placeret forrest til venstre, forrest til højre og i midten bagest på varmepladen.
Tre spindler er forbundet til en enkelt Z-stepmotor via en rem, hvilket sikrer synkron rotation og løft af varmepladen. Føringsstænger giver præcis positionering, dæmper slingren fra spindlernes rotation og holder varmepladen stabil.
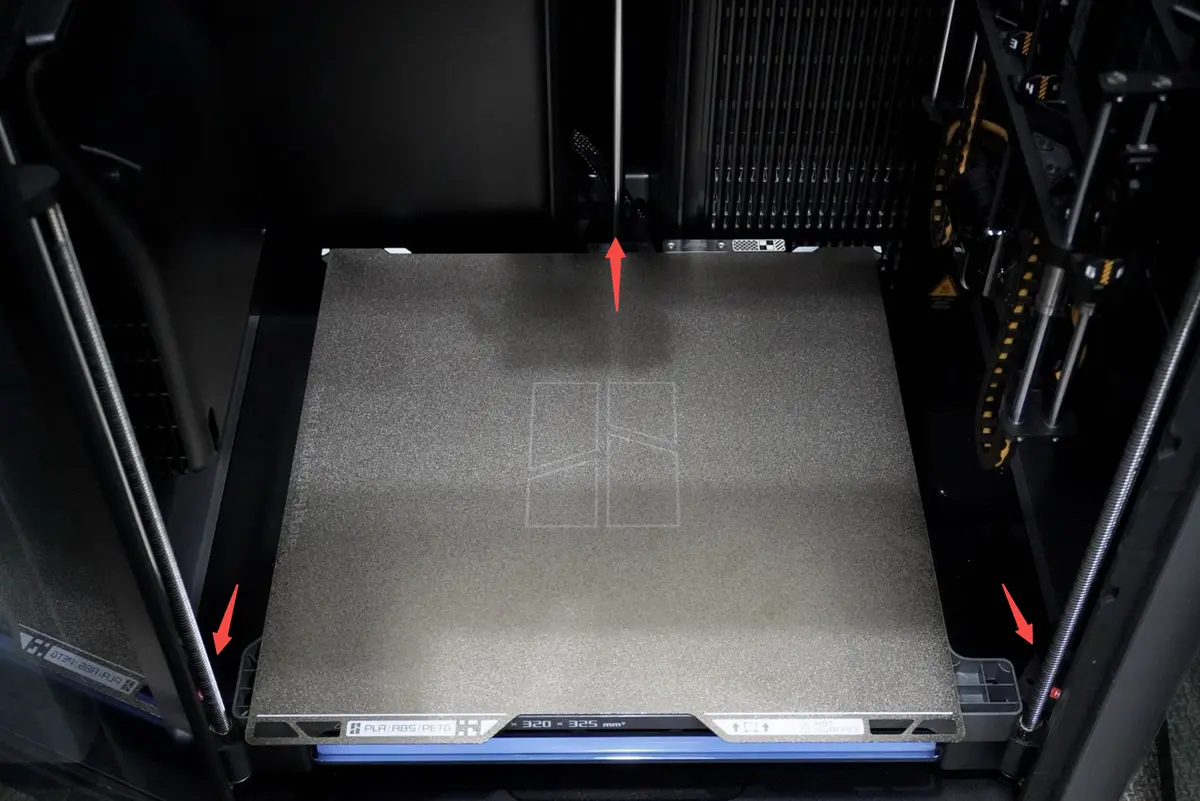
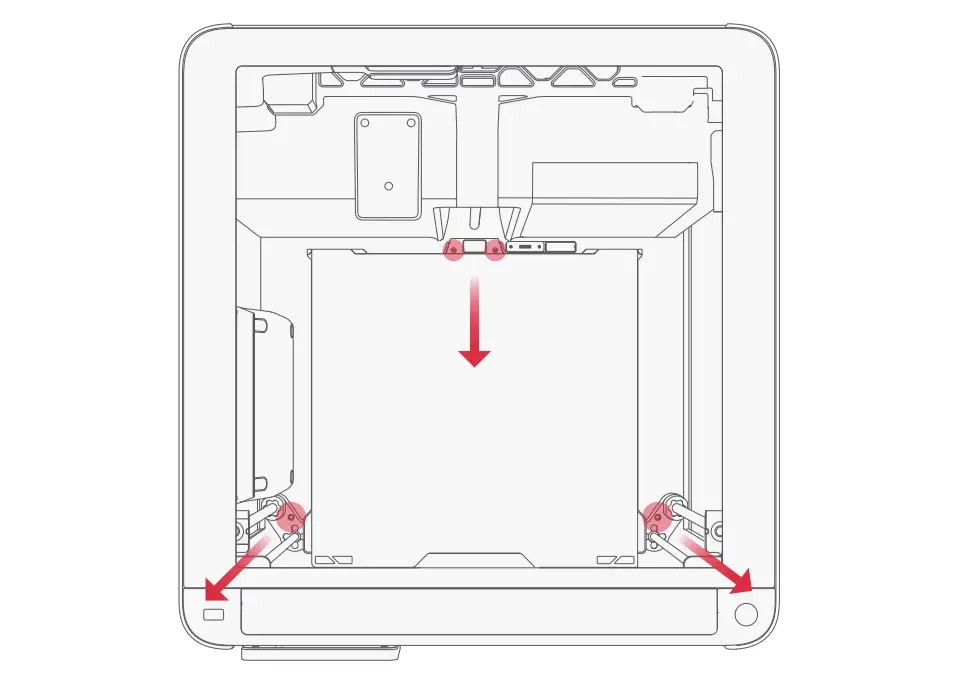
Bemærk: Varmepladen på H2C er kalibreret fra fabrikken. Før brug skal du fjerne de 4 skruer, der fastgør Z-aksens slæde, ifølge vejledningen og opbevare dem et sikkert sted. Hvis du senere skiller Z-aksens spindel ad, vedligeholder den eller transporterer printeren, skal du sørge for at spænde disse 4 skruer igen for at undgå skader på udstyret.
Printerkabinet
H2C-printere fås med to materialevalg til topdæksel, frontdør og sidepanelvinduer: en version i hærdet glas og en lasersikker version.
Laserprintere leveres som standard med et laserbeskyttet glasvindue. At opgradere en printer uden laser til en laserprinter kræver et separat opgraderingssæt (tilgængeligt senere end printeren). Opgraderingssættet indeholder en grøn PC-front, venstre og højre sikkerhedsvinduer og en sort laserbeskyttelsesplade til toppen. Hvis der skal bruges et lasermodul, skal den lasersikre version monteres, ellers deaktiveres laserfunktionen tvungent.
 Version uden lasersikkerhed |
 Version uden lasersikkerhed |
 Lasersikker version |
 Lasersikker version |
H2C-printeren har dørsensorer på glasdækslet, frontdørens glas, sidepanelerne og sidepanelvinduerne. Hvis der er monteret et lasermodul, viser printeren en rød fejlmeddelelse og sætter straks opgaven på pause, når den registrerer, at en "dør" er åben. Hvis laserfunktionen ikke bruges, viser enheden "Open door" på HMS-siden og en orange advarsel, men sætter ikke arbejdet på pause.
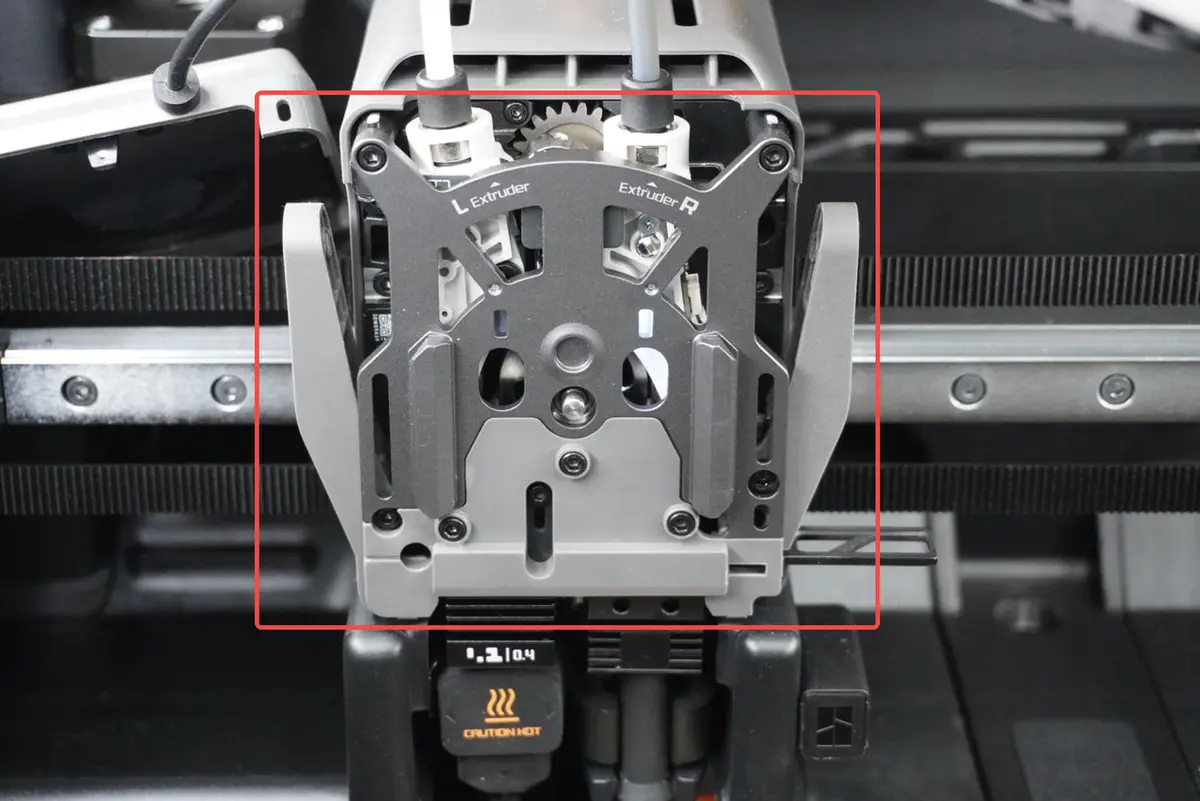
Toolhead
Toolheaden er en af 3D-printerens mest kritiske komponenter. Den opvarmer, smelter og ekstruderer filamentet med præcision og lægger det lag på lag for at danne modellen. Herunder beskrives toolheadens vigtigste komponenter og deres funktioner.

Ekstruder
Ekstruderen har til opgave at trække filamentet ud af spolen og føre det ind i hotenden. Efter opvarmning og smeltning ekstruderes det gennem dysen og danner den printede model.
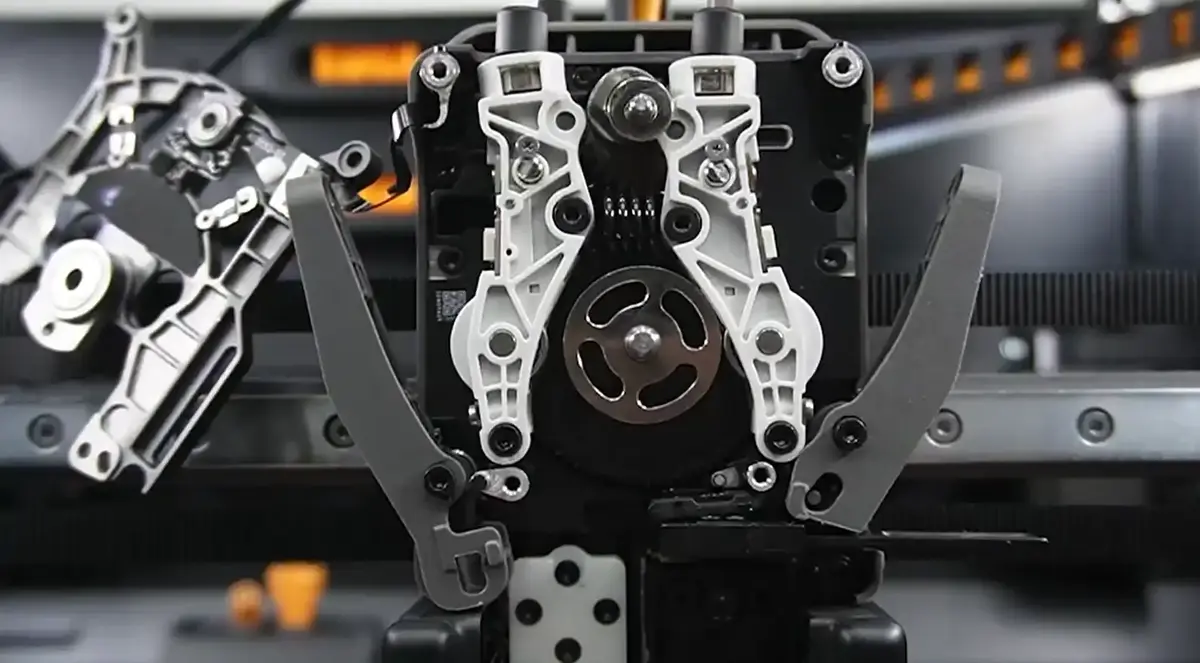
Ekstruderen skal præcist styre, hvor meget filament der ekstruderes og trækkes tilbage, for at sikre den printede models målnøjagtighed og udseende. Den er en af 3D-printerens kernekomponenter. H2C's ekstruder består hovedsageligt af et skiftesystem, et ekstruderingssystem og en skærer.
Skiftesystemet bruger en skiftemotor og et drivsystem til at drive kammen, der skaber den svingende bevægelse af de venstre og højre drevhjulsforbindelser (drevstænger). Sammen med trækfjederen, der forbinder drevstængerne, presser drevhjulet på den ene side mod ekstruderingens drivhjul for at klemme filamentet, så hjulet kan rotere og ekstrudere filamentet. Samtidig presser drevhjulet på den anden side ikke mod filamentet, så drivhjulets rotation ikke bevæger filamentet.
Ekstruderingsmotoren driver ekstruderingens drivhjul med eller mod uret, hvilket kan få drevhjulene på begge sider til at ekstrudere filamentet hver for sig, så ét ekstruderingsdrivhjul kan ekstrudere til både venstre og højre.
 Dette er kun til demonstration; det anbefales ikke at udføre denne handling. |
Skærer
Skærersystemet skærer filamentet mellem ekstruderen og hotenden, og filamentet kan trækkes tilbage på dette tidspunkt. Sammen med filamentskærerens stopper og AMS kan printeren automatisk skære og skifte filament for at opnå flerfarvet print eller print med flere materialer.
Hotend-enhed
Hotend-enheden er kernekomponenten i toolhead-enheden og består hovedsageligt af et varmemodul, en hotend og en silikonesok til hotenden, med understøttelse af en maksimal opvarmningstemperatur på 350 ℃. Hotend-enheden opvarmer filamentet til den angivne temperatur, og det smeltede filament lægges i et tyndt lag for at danne modellen.

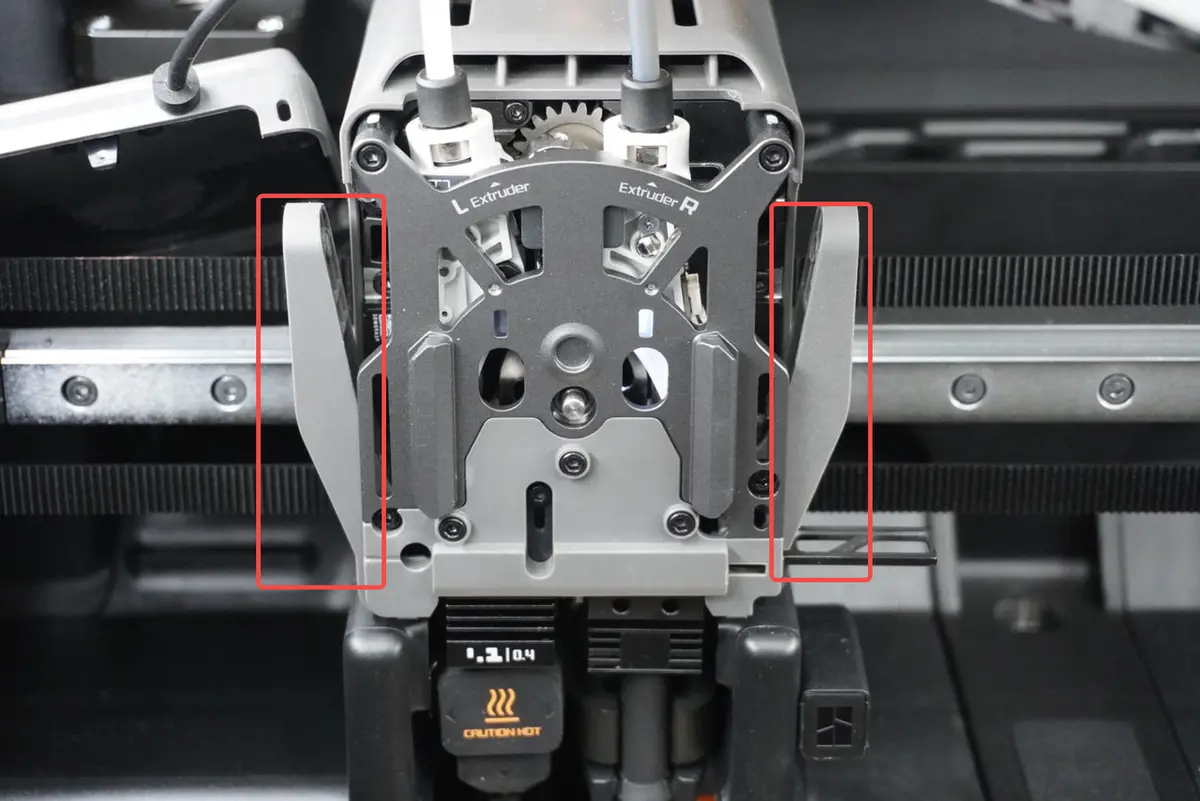
Venstre hotend
Den venstre hotend på H2C er af samme type som venstre og højre hotend på H2D/H2S-printeren og er kompatibel med standard flow-, high flow- og wolframkarbid-versioner. Standard flow-hotenden følger med printeren, mens de to sidstnævnte kan købes separat i den officielle onlinebutik.
-
Kold sektion: Indeholder køleribbe og termisk blokker. Holder en lav temperatur i toppen af hotenden for at forhindre, at varme stiger op (thermal creep), og reducere risikoen for tilstopning.
-
Varm sektion: Her smelter filamentet og lægges i et tyndt lag gennem en dyse for at danne modellen.
Hotendens varmemodul
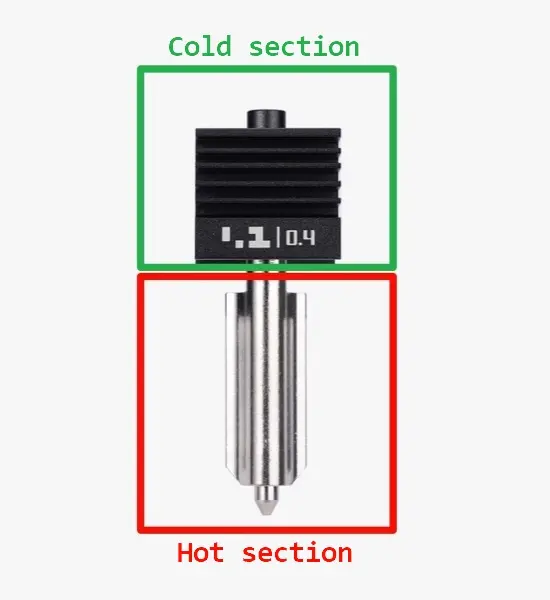
Den venstre hotend på H2C fastgøres med en hurtiglåsklips, så der ikke er brug for unbrakonøgle eller andet værktøj ved afmontering og vedligeholdelse. Den venstre hotends varmemodul har en varmeisolerende base i zirkonia-keramik og en varmeledende base i kobber, hvilket forbedrer dens varmeisolering yderligere. Hotendens varmelegeme og NTC-temperatursensor i den venstre hotends varmemodul er fastgjort til varmebasen.
Princippet og funktionen for den venstre hotends hævning og sænkning
Når løftemotoren roterer, driver transmissionsmekanismen den venstre hotend op og ned og får samtidig flow-blokkeren til at svinge til venstre og højre. Der er en sammenhæng mellem den venstre hotend og flow-blokkeren. Når den venstre hotend sænkes, flytter flow-blokkeren sig til den højre hotend for at blokere den højre dyse; når den venstre hotend hæves, flytter flow-blokkeren sig til den venstre hotend for at blokere den venstre dyse, hvilket forhindrer hotenden i at lække, når der ikke printes.
 |
Bemærk:
-
Flow-blokkerens funktion er at blokere den dyse, der ikke arbejder, for at forhindre lækage. Hvis der er en let venstre-højre-hældning, kan den bruges normalt, så længe det ikke påvirker blokeringsfunktionen. Hvis du opdager, at flow-blokkeren ikke presser mod dysen, kan du flytte flow-blokkerens forbindelsesstang til positionen mellem de to dyser, forsigtigt forsøge at bøje flow-blokkeren manuelt opad og derefter skifte manuelt mellem venstre og højre dyse på skærmen for at bekræfte, at flow-blokkeren kan blokere dysen normalt og bevæge sig normalt.
-
Flow-blokkeren sidder under dysen og er relativt skrøbelig. Ved unormal print kan flow-blokkeren blive deformeret af unormale udposninger. I så fald anbefales det at udskifte flow-blokkeren. Vindblokkeren er en tynd stålplade. Når du afmonterer hotendens silikonesok eller hotenden, kan vindblokkeren blive deformeret. Hvis deformationen ikke er alvorlig, kan du rette den ud manuelt. Hvis den er alvorligt deformeret, anbefales det at udskifte vindblokkeren.
Samtidig er der monteret en vindblokker ved siden af den venstre hotend, som hæves og sænkes sammen med den venstre hotend, så luften fra luftkanalen så vidt muligt koncentreres på hotendens køleribbe, hvilket forbedrer varmeafledningen og reducerer risikoen for tilstopning.
Højre hotend
H2C's højre hotend er en Vortek induktions-hotend, kompatibel med både standard- og high flow-versioner. Standard flow-versionen er printerens standardkonfiguration, mens high flow-versionen kan købes separat i den officielle onlinebutik. Denne Vortek induktions-hotend integrerer dysen, det varmeisolerende lag, NTC-termistoren og et lille printkort, opvarmer kontaktløst og bringer dysen op på måltemperaturen på cirka 8 sekunder. Sammenlignet med traditionelle kontaktbaserede opvarmningsmetoder reducerer dette design ventetiden til forvarmning betydeligt ved hver genopfyldning.
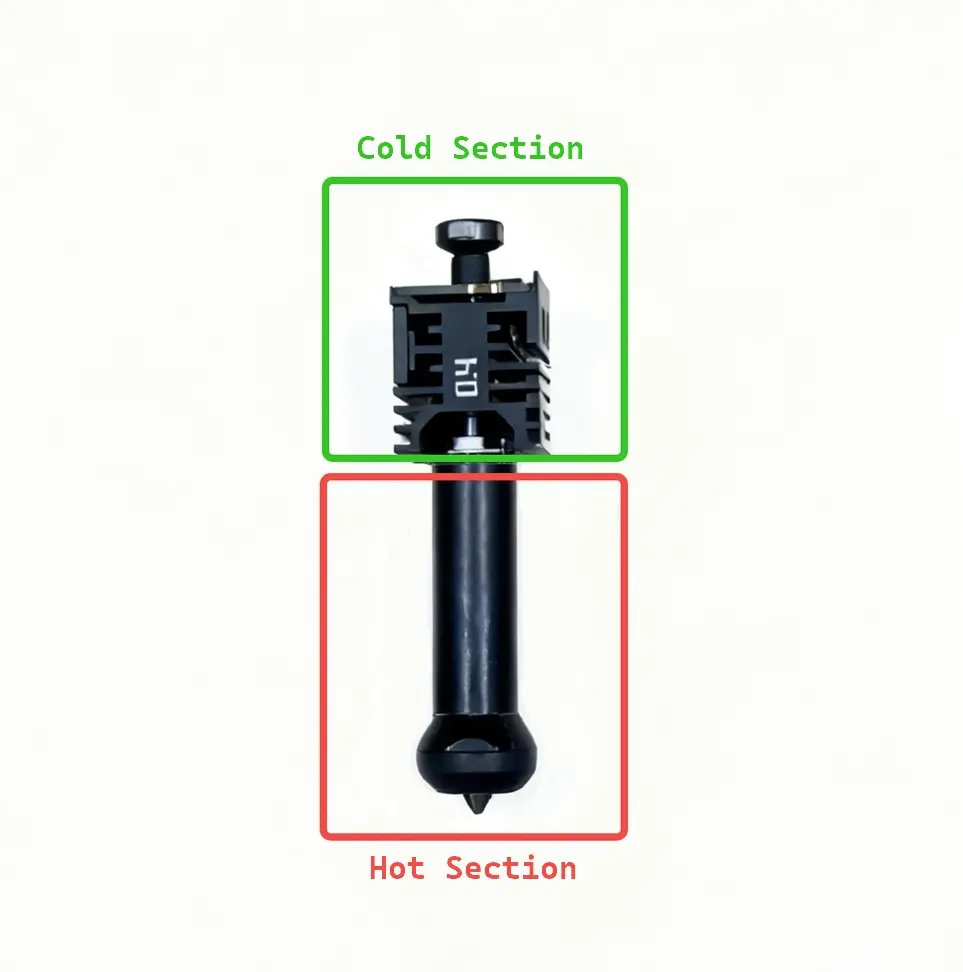
Kold sektion
-
Køleribbe: Bruges til at holde en lav temperatur i toppen af hotenden, så varme ikke stiger op (thermal creep), og risikoen for tilstopning reduceres.
-
Printkort: Det øverste printkorts hovedfunktion er at aflæse hotendens specifikationer, registrere dens temperaturdata og farven på det filament, der blev brugt ved sidste print. Disse oplysninger overføres derefter kontaktløst til et relæ-printkort på hotendens varmemodul, som igen sender data til printersystemet og viser dem synkront på skærmen.
-
NTC-termometer: NTC-temperatursensoren fungerer som en selvstændig temperaturmålingskomponent, der i realtid direkte måler dysetemperaturen og sender temperatursignalet til printerens styresystem. Styresystemet justerer derefter præcist induktionsopvarmningens effekt ud fra temperaturen i realtid for at sikre en stabil hotend-temperatur.

- Hul og lille magnet: De to huller på forsiden bruges til at fastgøre hotenden til induktions-hotenddoken, og magneten bruges til at bekræfte, at hotenden er korrekt monteret på induktions-hotenddoken.

- Stor magnet: Den store jernmagnet på bagsiden bruges til at bekræfte, at hotenden er korrekt monteret på induktions-varmemodulet.

Varm sektion
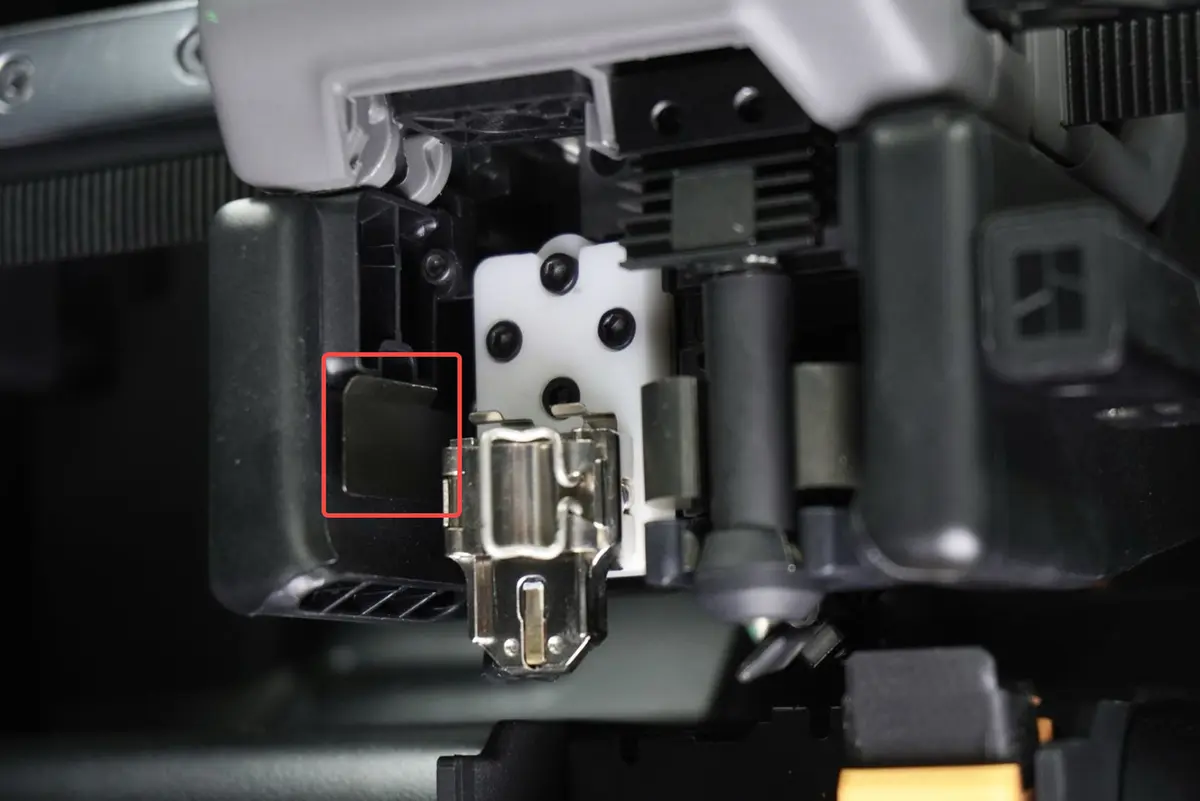
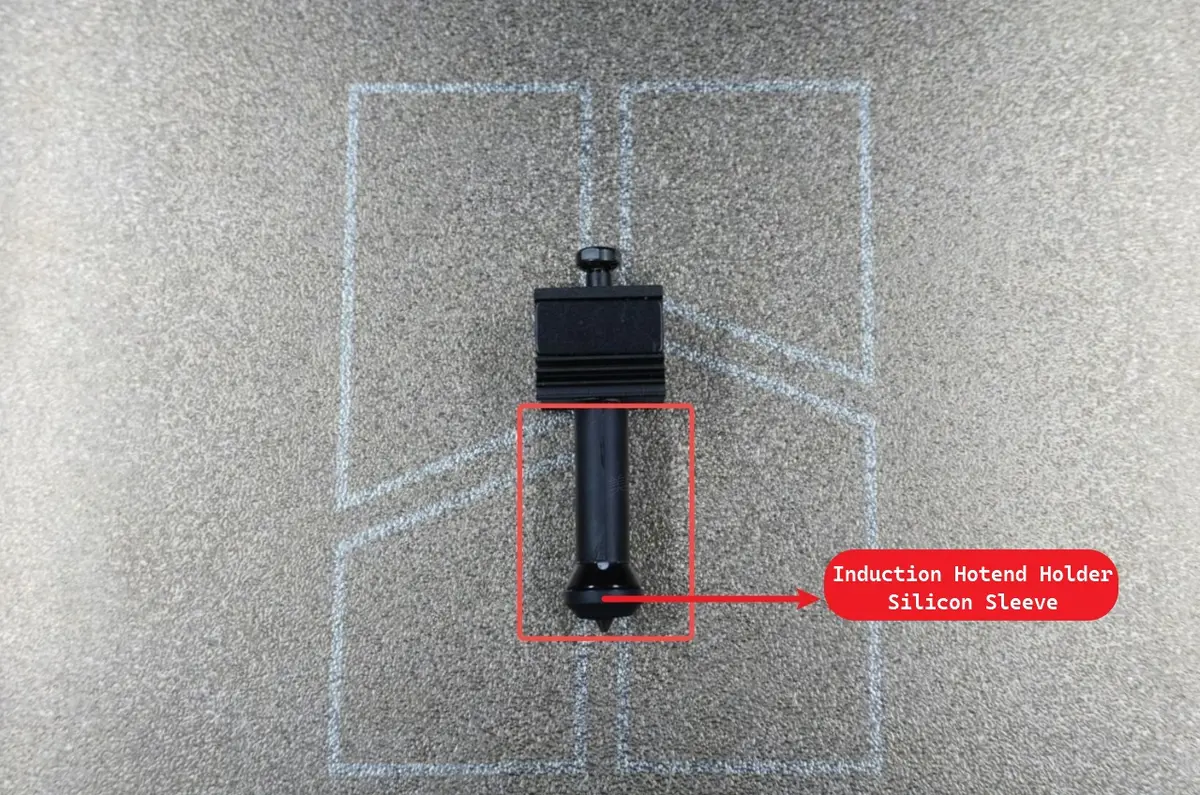
Vortek induktions-hotenden har et lag isoleringsmateriale i varmezonen mellem dysen og køleribben og en silikonesok med en holdenot i bunden af dysen, der dækker den. Dette design reducerer effektivt varmetab, holder en stabil hotend-temperatur og forhindrer ophobning af filament på dysens overflade. Uden silikonesokken kan hotenden blive overkølet af køleblæseren, hvilket giver temperatursvingninger og påvirker printets stabilitet.
Hvis silikonesokken viser sig at være beskadiget, kan den udskiftes med en reservesilikonesok fra tilbehørskassen, eller det samme tilbehør kan købes i den officielle onlinebutik eller på e-handelsplatforme.
Induktions-varmemodul
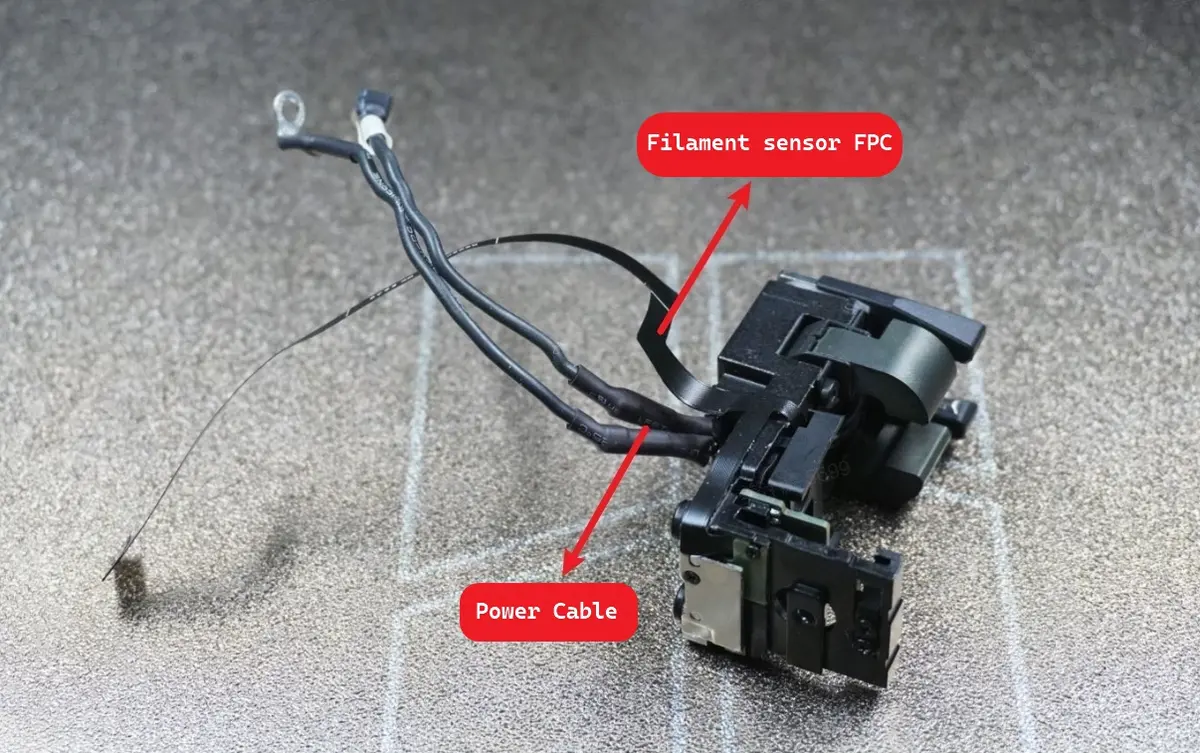
Induktions-varmemodulet bruges til præcis opvarmning og temperaturovervågning og understøtter en maksimal opvarmningstemperatur på 350 °C. Induktions-varmemodulet har to separate stik: et stik til Hall-sensoren og et stik til strømkablet.
- Hall-effekt-kabel: Hall-effekt-kablet har ansvaret for at overføre kommunikation og data vedrørende Vortek induktions-hotenden. Som nævnt tidligere er Vortek induktions-hotenden udstyret med et printkort og en NTC-sensor. NTC-sensoren indsamler og gemmer temperaturdata og overfører derefter temperaturinformationen kontaktløst til transit-printkortet til temperaturmåling (#2) på induktions-varmemodulet. Disse oplysninger kommunikerer med TH-printkortet i printerens hovedstyresystem via Hall-effekt-stikket, så printeren kan overvåge hotendens relevante data i realtid. Derudover har hotendens varmemodul også en Hall-sensor (#1), der registrerer, om hotenden er monteret korrekt, og en Hall-sensor (#3), der afgør, om induktions-hotendens låsemekanisme er låst eller løs.
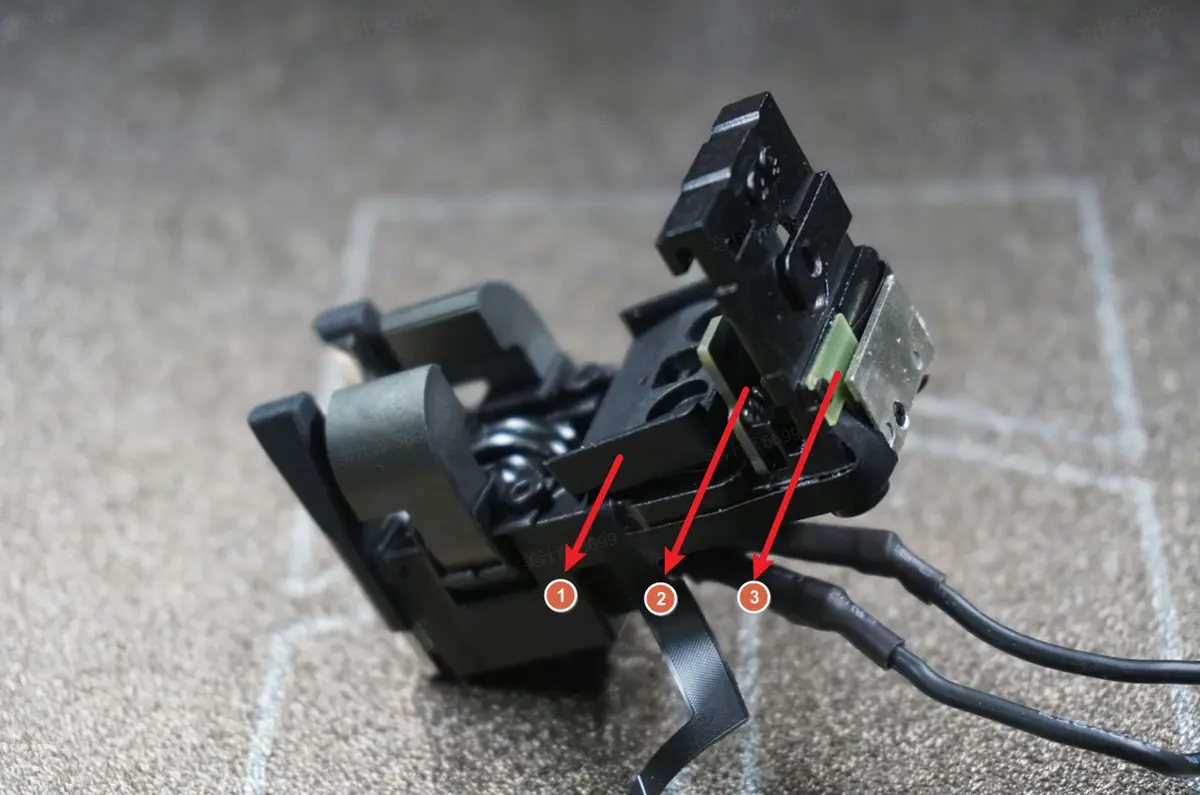
- Strømkabel til opvarmning: Forsynes med strøm fra varmemodulet. Strømmen driver varmemodulets induktionsspole, så den danner et vekslende magnetfelt. Induktionsstrukturen inde i hotenden danner varme via elektromagnetisk induktion og opnår dermed kontaktløs opvarmning af Vortek induktions-hotenden.
 |
 |
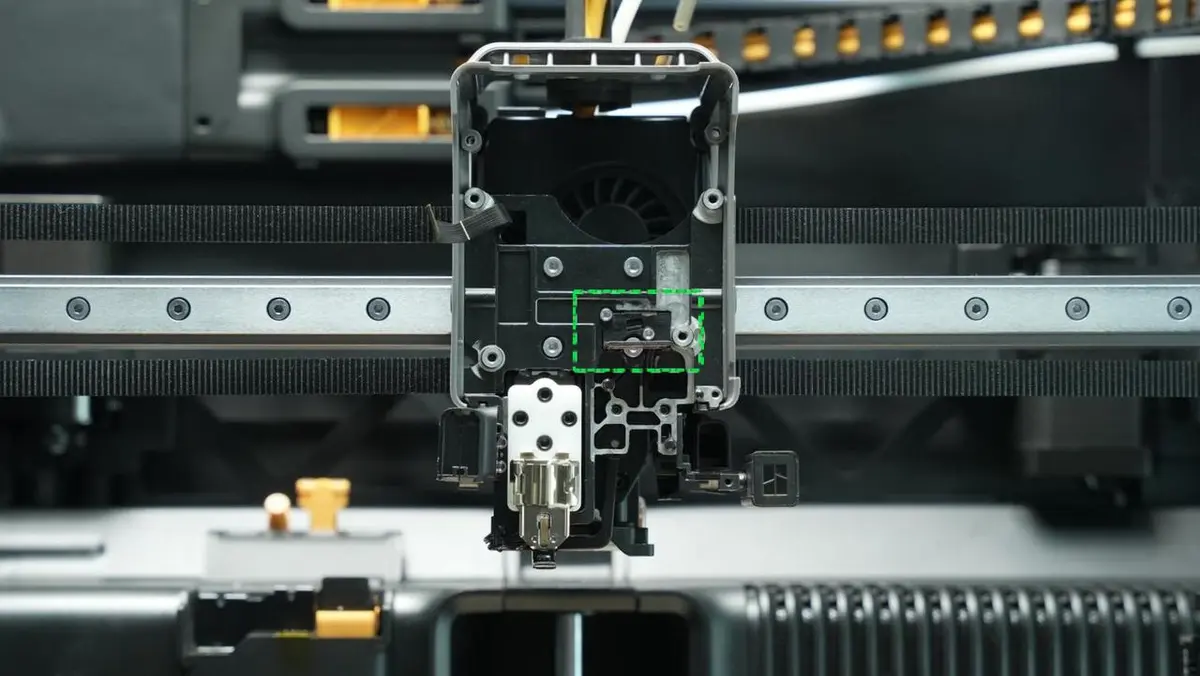
Højre eddy-sensor
Den højre eddy-sensor deltager i centrale processer som Z-akse-homing, nivellering af varmepladen og dynamisk flow-kalibrering. Dens integritet og monteringsnøjagtighed er direkte afgørende for printerens printnøjagtighed og generelle driftsstabilitet.
Induktions-hotendens låsemekanisme
Vortek induktions-hotenden fastgøres til induktions-varmemodulet via en låsemekanisme, der sikrer en stabil montering. Der er indbygget en lille magnet i begge ender af låsemekanismen, som arbejder sammen med en Hall-effekt-positionsdetektorplade inde i varmemodulet. Systemet identificerer automatisk hotendens aktuelle låste eller ulåste tilstand.
For at sikre, at hotenden låses gnidningsfrit, bør låsemekanismens smøring kontrolleres regelmæssigt. Især når du udskifter en låsemekanisme, skal du sørge for at påføre det smøremiddel, der følger med i pakken; ellers kan for stor friktion få låsemekanismen til at sætte sig fast og blive svær at sætte i.

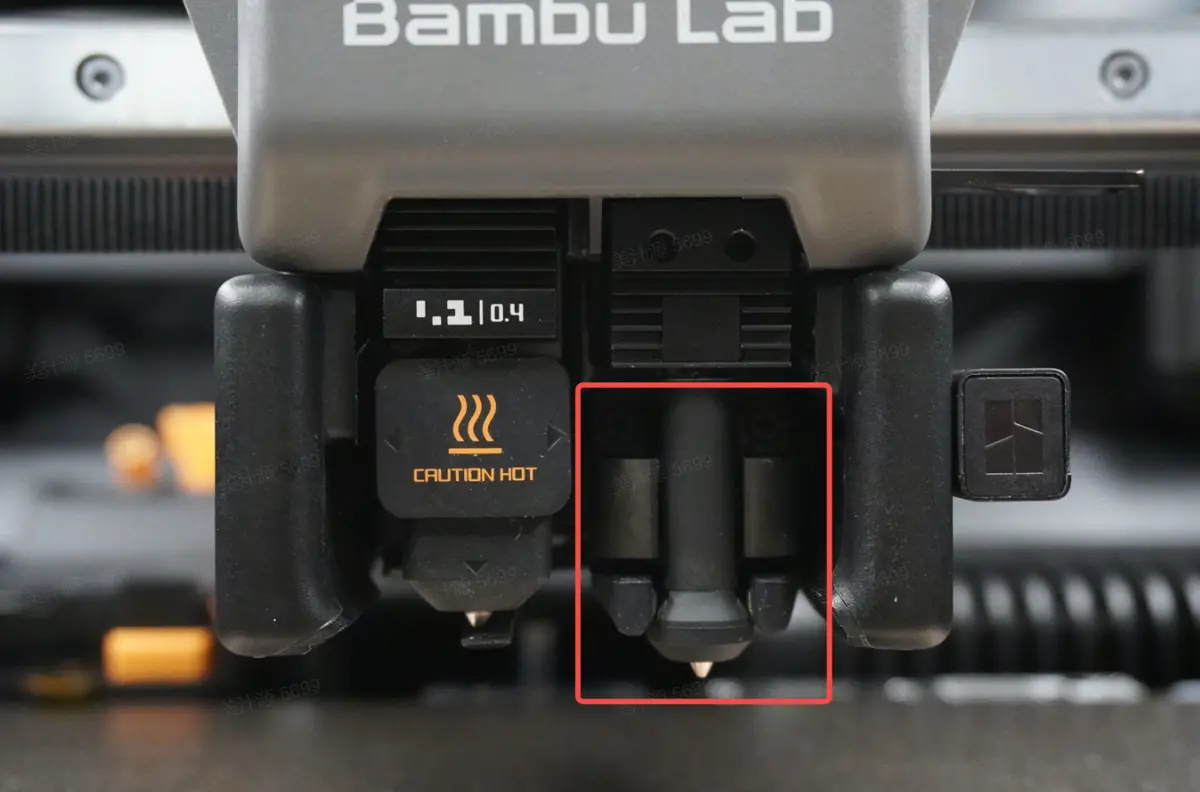
Samtidig er højre side af kammeret udstyret med en aktuator til induktions-hotendens låsemekanisme. Denne enhed bruger en mekanisk konstruktion til at skubbe eller trække låsemekanismen ud og ind automatisk og dermed udføre låsning eller oplåsning af Vortek induktions-hotenden.

Det er værd at bemærke, at H2C har en ekstra begrænsningslås på den dobbelte ekstruder-filamentføring sammenlignet med H2D. Denne lås begrænser bevægelsen af induktions-hotendens låsemekanisme, forhindrer overudtræk og sikrer en stabil drift af toolhead-mekanismen.
 |
 |
Induktions-hotend-rack
Induktions-hotend-racket er monteret på højre side af kammeret og fastgjort med 4 skruer. Det består hovedsageligt af aktuatoren til induktions-hotendens låsemekanisme, induktions-hotend-rackets rem-enhed, induktions-hotenddoken og induktions-hotend-rackets styreprintkort.
 |
 |
-
Induktions-hotenddok: Bruges til at holde hotenden fast. Den har en sensor, der registrerer dysens position, og en statuslampe. Statuslampen lyser, når hotenden er placeret korrekt på doken, og giver tydelig feedback om monteringsstatus.
-
Aktuator til induktions-hotendens låsemekanisme: Bruges til at låse låsemekanismen op. Sæt først låsemekanismen ind i det tilsvarende hul, træk derefter låsemekanismen ud ved at flytte toolheaden til venstre for at låse op, og flyt den til højre for at låse. Enhedens indre design, der består af en skubbestang og en fjeder, sikrer stabil oplåsning og låsning.
-
Induktions-hotend-rackets motor: Denne servomotor driver induktions-hotenden op og ned. Motoren har en intelligent justeringsfunktion; når hotenden støder på forhindringer eller unormale situationer under bevægelsen, kan den automatisk justere det afgivne moment. Hvis problemet ikke kan løses automatisk, udsender den straks en HMS-fejlmeddelelse for at undgå skader på udstyret og hjælpe brugeren med fejlsøgning.
-
Induktions-hotend-rackets styreprintkort: Som den centrale styreenhed spiller induktions-hotend-rackets styreprintkort en afgørende rolle i at forbinde de seks induktions-hotenddoke, aktuatoren til låsemekanismen og rackets motor. Via præcis signaloverførsel og kommandostyring opnår det en koordineret styring af disse komponenter og motorer og sikrer en stabil og effektiv drift af induktions-hotend-racket.
-
Induktions-hotend-rackets rem-enhed: Denne transmissionskomponent har ansvaret for at overføre effekten fra servomotoren og omsætte motorens rotation til rackets lineære bevægelse (op eller ned) og dermed opnå præcis løft og sænkning af racket.
-
Hall-sensor til homing: En magnet og en Hall-sensor er placeret på dok nr. 2, 4 og 6 på induktions-hotend-racket for at registrere, om racket er groft homet.
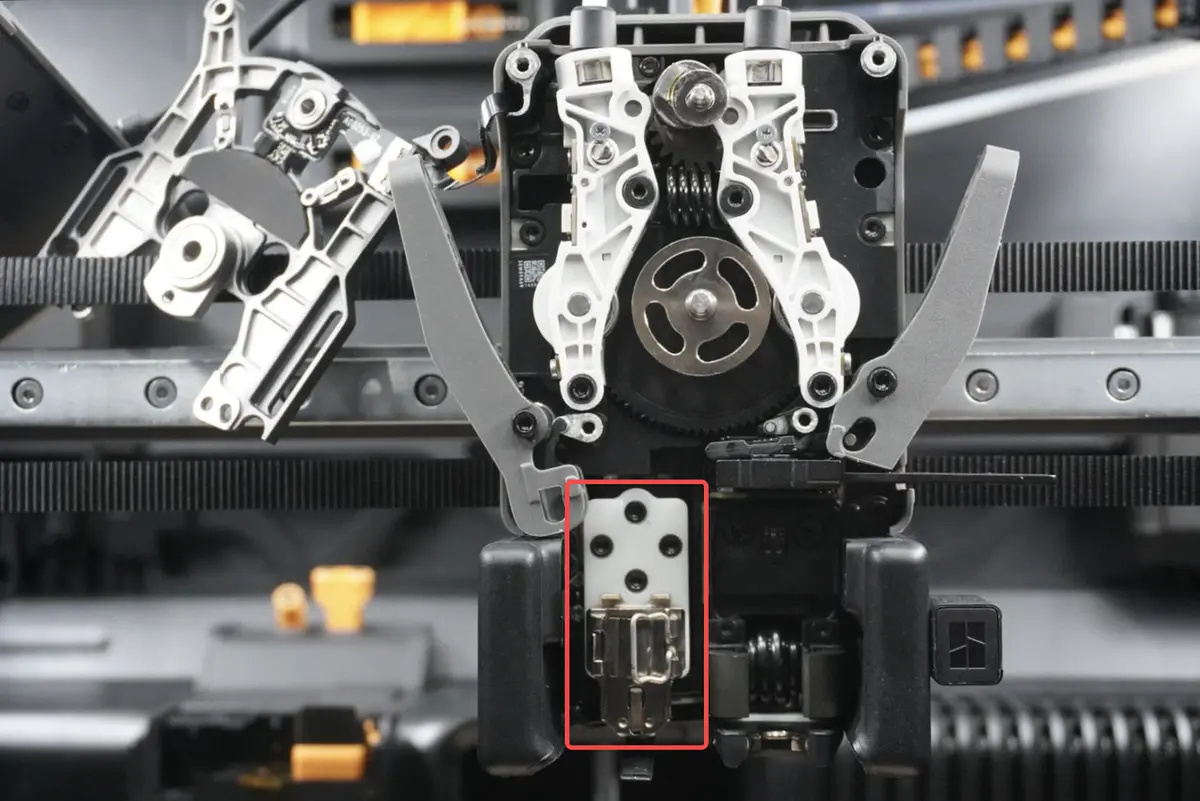
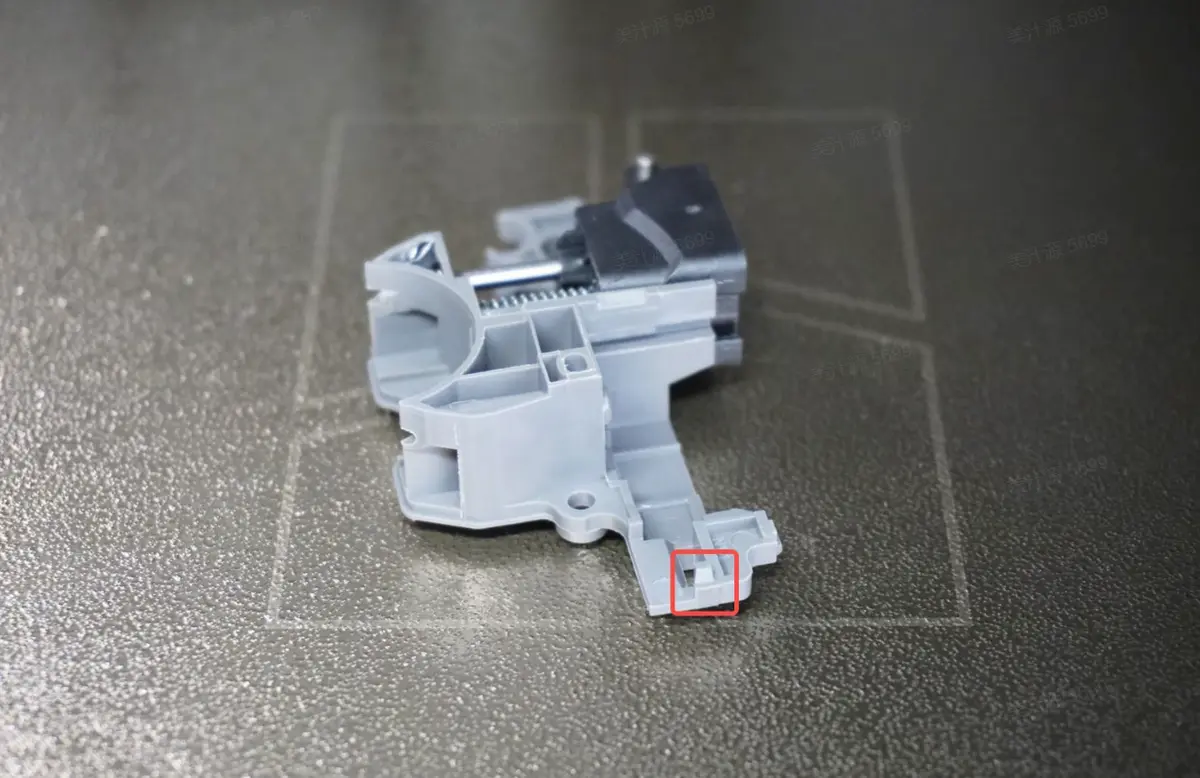
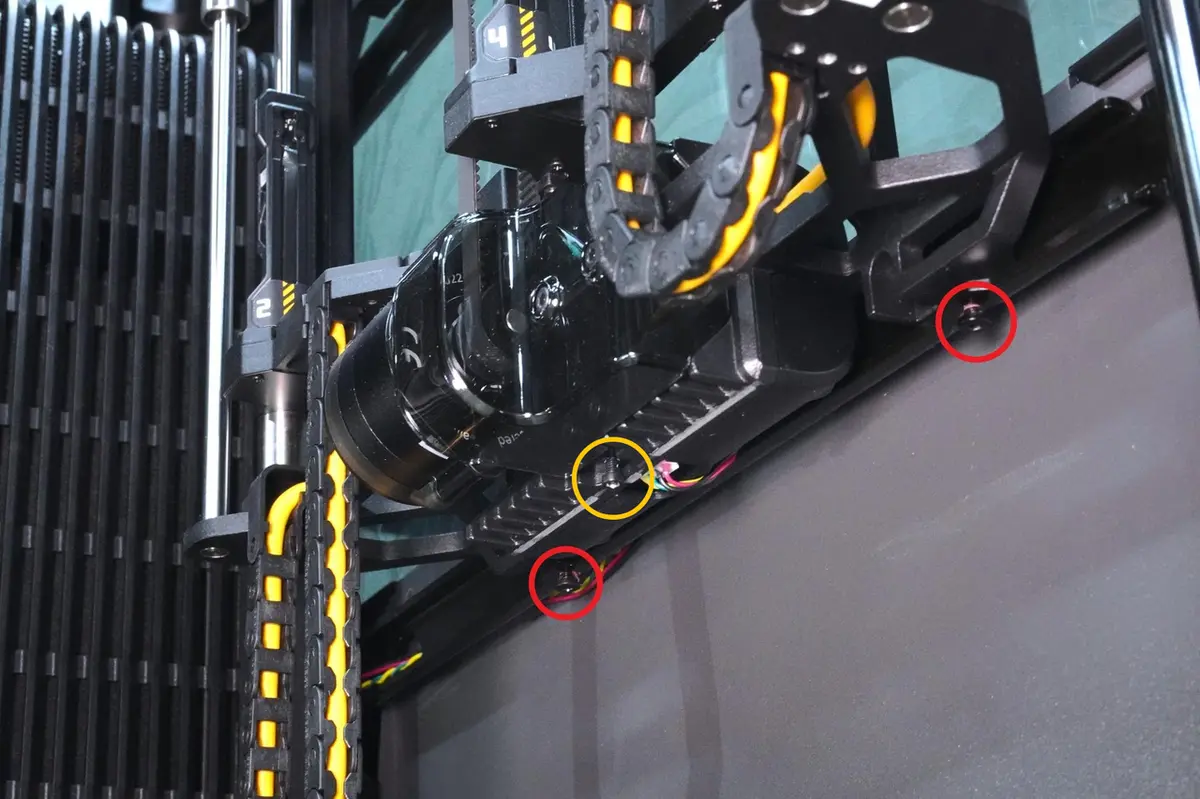
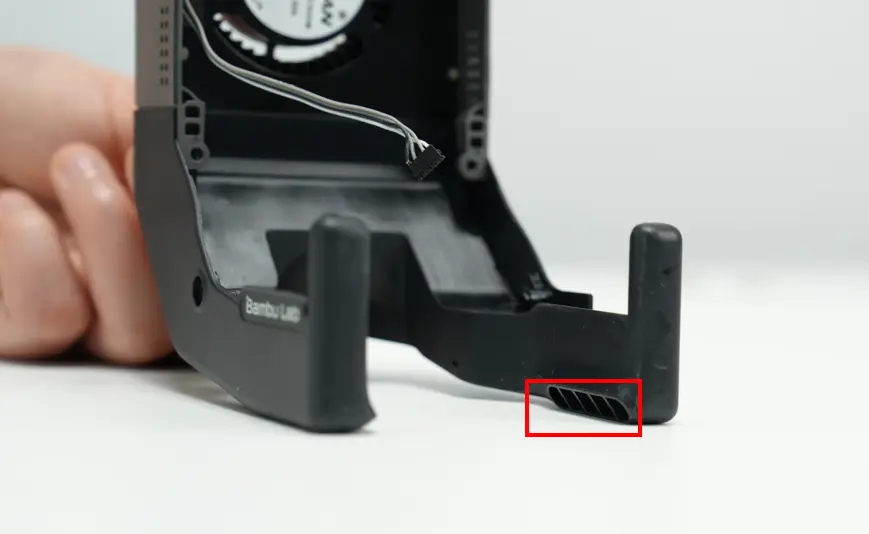
I bunden af induktions-hotend-racket sidder to skruer (markeret med rødt) til justering af monteringshøjden. Generelt bør disse to skruer forblive i deres fabriksindstilling uden yderligere justering. Derudover er der en justering af remspændingen (markeret med gult) i bunden af induktions-hotend-racket. Det anbefales ikke selv at justere denne ved daglig brug. Skruen er kalibreret til et standardmoment fra fabrikken; vilkårlig justering kan forstyrre kraftbalancen i låseskruen og give for stram eller for løs remspænding, hvilket påvirker printnøjagtigheden.
Skærerstopper
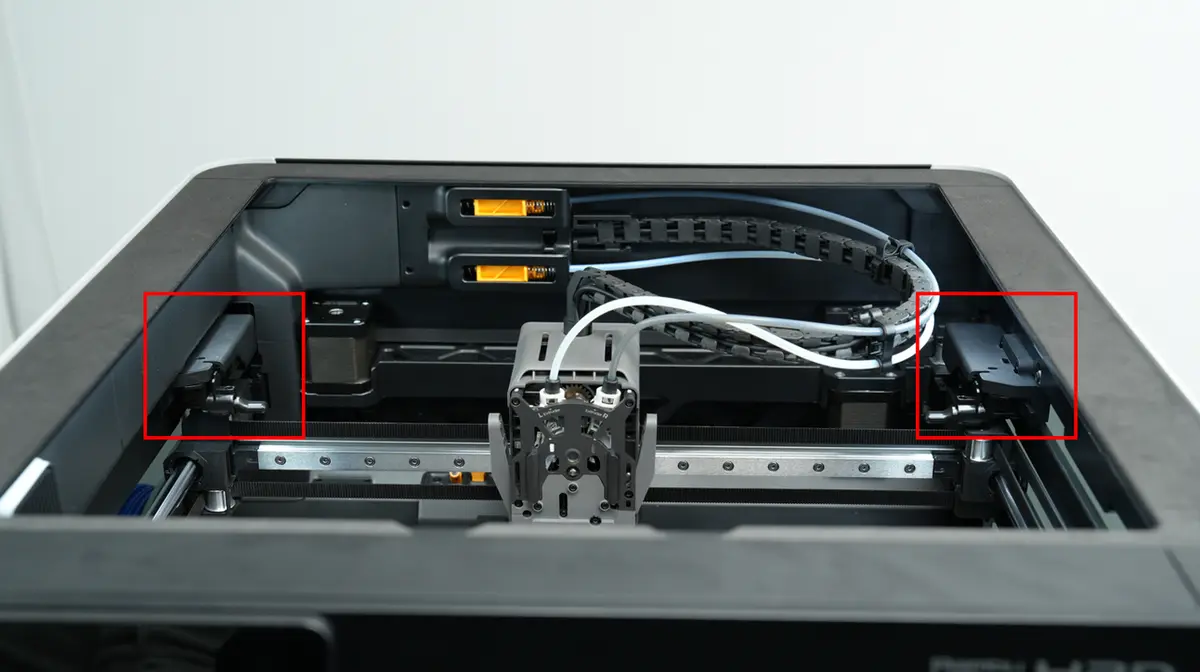
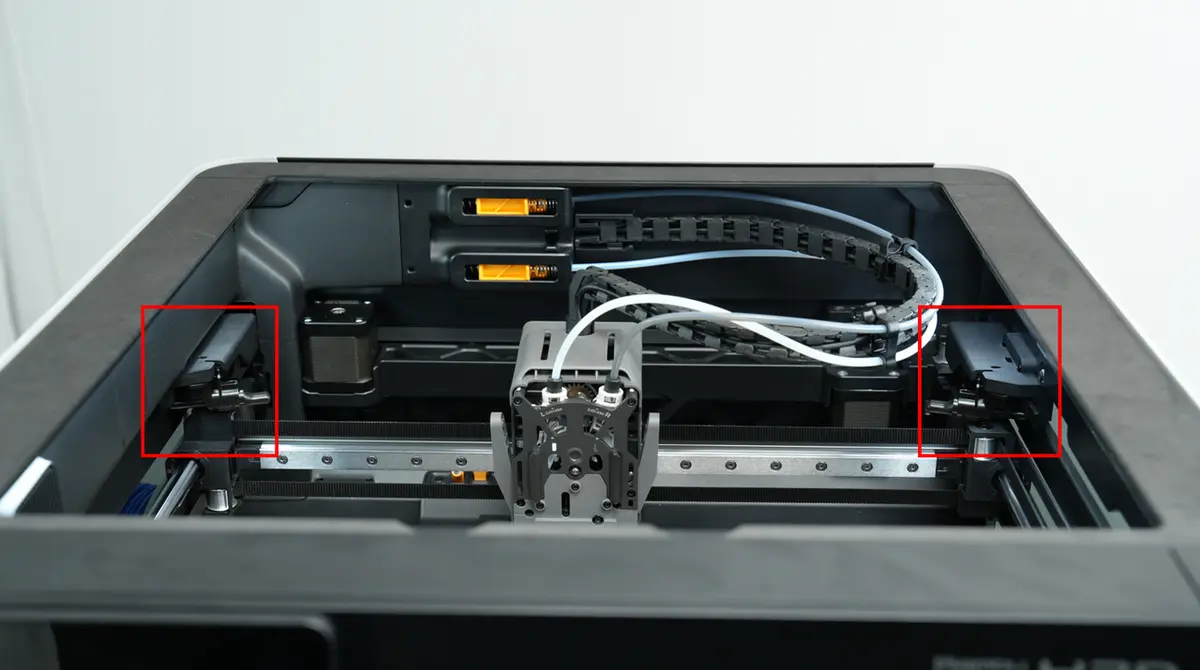
For at sikre, at de venstre og højre skærere fungerer normalt, er der en sammenklappelig skærerstopper på hver side af H2C.
Under printerens drift kan skærerstopperens stang være i 3 mulige tilstande: nulposition, arbejdsposition og undvigeposition ved toolhead-homing.
-
Nulposition: Det meste af tiden er skærerstopperens stang i nulposition, hvilket ikke påvirker noget printområde.
-
Arbejdsposition: Når skæreren skal skære filament, flytter stopperstangen sig til arbejdspositionen.
-
Undvigeposition ved toolhead-homing: For ikke at påvirke nøjagtigheden af Y-akse-motorens homing er skærerens skubbestang i undvigeposition, når toolheaden homer.
Bemærk, at i modsætning til X1- og P1-printerne begrænser H2C's skærerstopperstang ikke toolheadens bevægelsesområde, og de yderste printområder på X-aksen og Y-aksen kan nås uden særlige handlinger.
- Skærerstopperstangens nulposition (i tomgang):

- Skærerstopperstangens arbejdsposition (når materialet skæres):
- Skærerstopperstangens undvigeposition (når toolheaden homer):
Renseviskere
H2C's renseviskere består af en rensevisker-del og en dyseviskerdel (grov aftørring), hvor rensevisker-delen består af en skubbeplade og en opsamlingsplade, og dyseviskerdelen består af en skubbestang og en forbindelsesstang til dyseaftørring.
-
Rensevisker-del: Bruges til effektivt at håndtere det affaldsfilament, der presses ud af dysen. Dens funktioner omfatter at opsamle og transportere affaldsfilament, så affaldet bortskaffes korrekt og sikrer en jævn og uafbrudt printproces. Enheden spiller en vigtig rolle i flere processer, herunder klargøring af printeren, pause og genoptagelse af print, indlæsning og udtagning af filament samt udskiftning og udskylning af filament under flerfarvet print.
-
Dyseviskerdel: Bruges til at rengøre dysen, før en printopgave startes. Hver gang en printopgave startes, udføres rengøringen automatisk uden manuel indblanding. Bemærk, at udskiftning af silikone-dyseviskeren er en del af den regelmæssige vedligeholdelse. Hvis silikone-dyseviskeren er beskadiget, kan du købe en reservedel i den officielle butik.
Rengøring af dysen før print omfatter grov aftørring og fin aftørring. Den grove aftørring bruges hovedsageligt til at fjerne affaldsrester fra dysen, mens den fine aftørring sikrer en glat dyseoverflade. Den dyseviskerdel, der nævnes her, bruges til grov aftørring, mens fin aftørring betyder, at dysen gnides 1-2 mm ned mod dyseviskerens stålplade på varmepladen for at opnå en bedre rengøring.
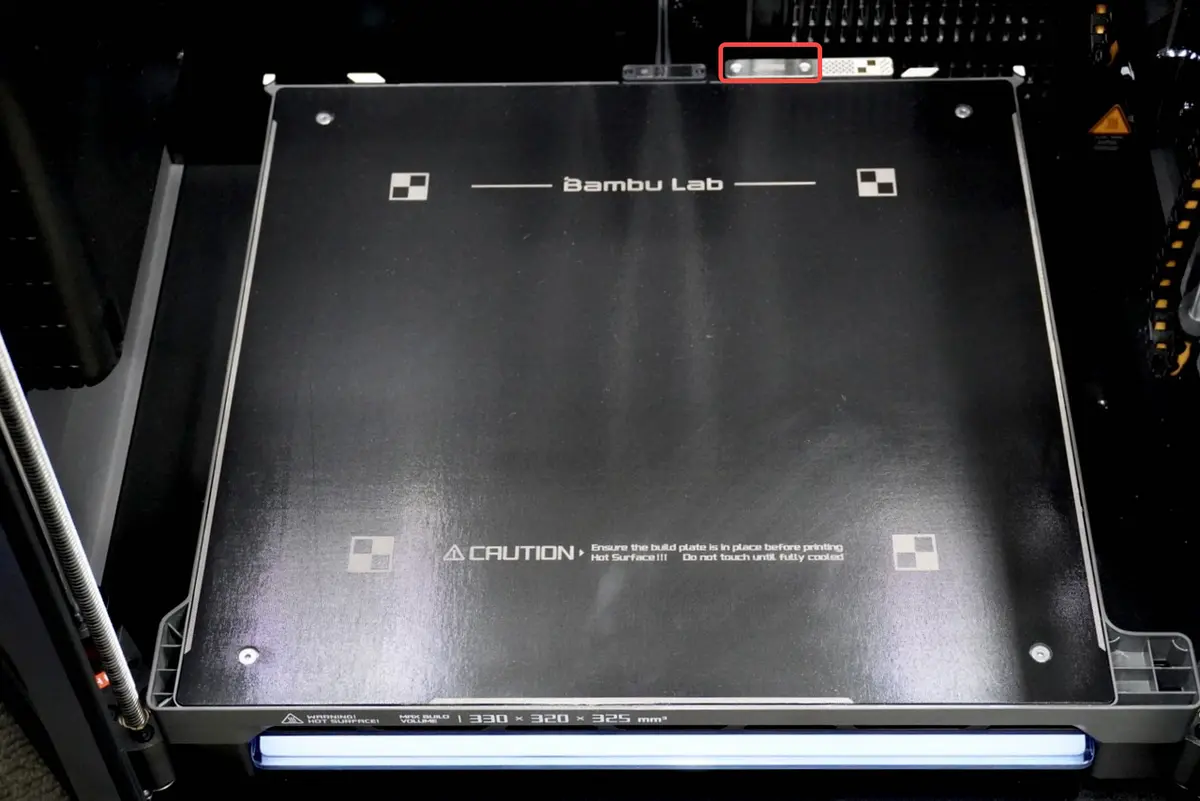 Dyseviskerens stålplade |
Varmeplade
Varmepladen bruges til at opvarme printoverfladen, så de printede lag hænger bedre fast på byggepladen. Hvis printoverfladen ikke opvarmes, køler det aflagte filament hurtigt af, og spændingen mellem lagene får det til at slå sig. Under printet justerer H2C-printeren varmepladens temperatur efter den anvendte materialetype, op til 120 °C. Når du f.eks. bruger PLA, kan en varmepladetemperatur på 35-45 °C ved print på en Bambu Cool Plate effektivt forhindre, at printet slår sig. For materialer som ABS og PC skal varmepladetemperaturen sættes til mellem 100-110 °C for at undgå, at printet slår sig.
Fordi induktions-hotend-racket optager noget plads, er H2C's varmepladeareal en smule mindre end på H2D- og H2S-printerne. Det maksimale printareal på varmepladens overflade er 330 x 320 mm. Det faktiske printareal afhænger af den anvendte dyse; se flere detaljer i Introduktion til printområdet for H2-seriens dobbeltdyser.
H2C-printerens varmeplade består af følgende dele:
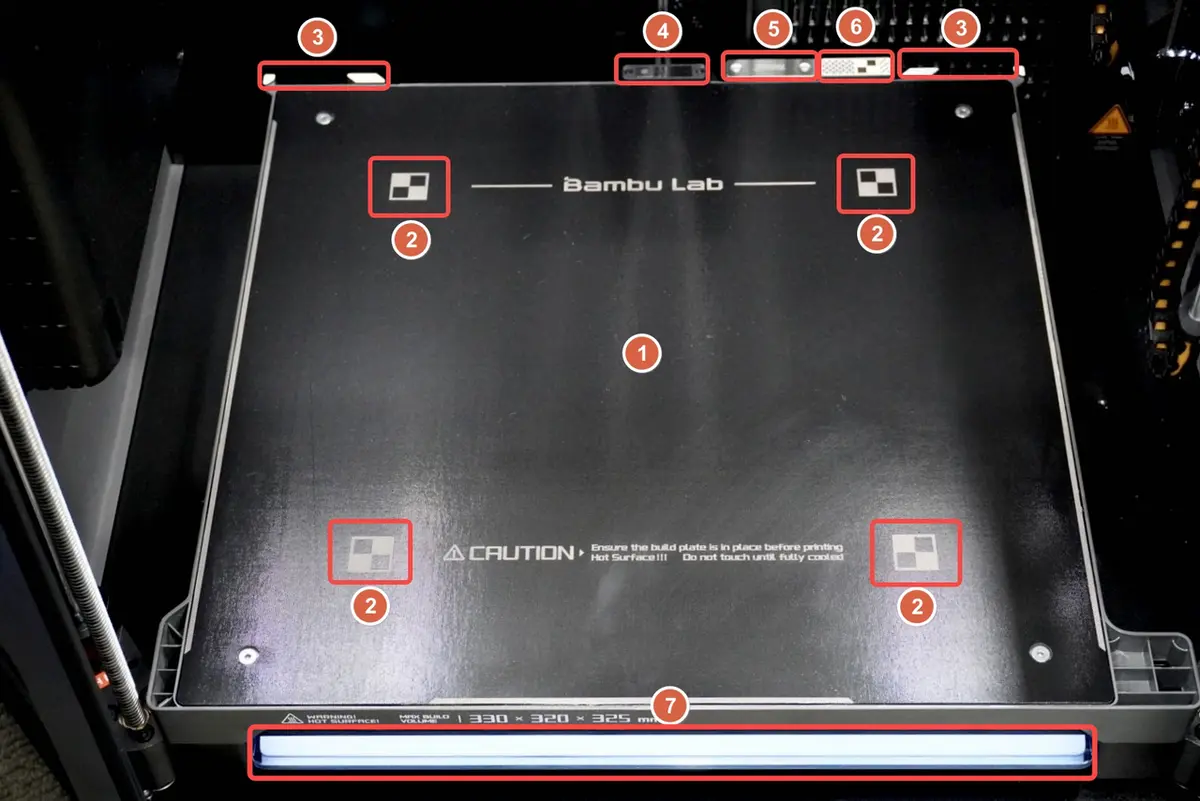
| Nr. | Navn | Funktion | Bemærkninger |
|---|---|---|---|
| 1 | Varmeområde | Opvarmer overfladen | Undgå at ridse det blødmagnetiske klistermærke med skarpe genstande. |
| 2 | Markør på magnetoverfladen | Kalibrerer BirdsEye-kameraet og live view-kameraet | Undgå at ridse klistermærket med skarpe genstande. |
| 3 | Parallelklods til positionering af byggepladen | Gør det nemt at placere byggepladen præcist | Når du placerer byggepladen, kan du vippe den let og skubbe den indad og lægge den ned, når den når yderstillingen. |
| 4 | Spole til kalibrering af dyse-offset | Kalibrerer offset for venstre og højre hotend samt Vortek induktions-hotenden, så de skiftede hotends positioneres helt ens. | Hvis du opdager et tydeligt lagskift på modellen efter dyseskift under print, anbefales det at udføre en kalibrering af dyse-offset. |
| 5 | Dyseviskerens stålplade | Renser dysen og holder dysefladen glat | Kan fjernes og udskiftes efter kraftig slitage. |
| 6 | Kalibreringsklistermærke | Kalibrerer toolhead-kameraet | Undgå at ridse klistermærket med skarpe genstande. |
| 7 | Statusindikator | Viser printerens tilstand og printopgavens status. |
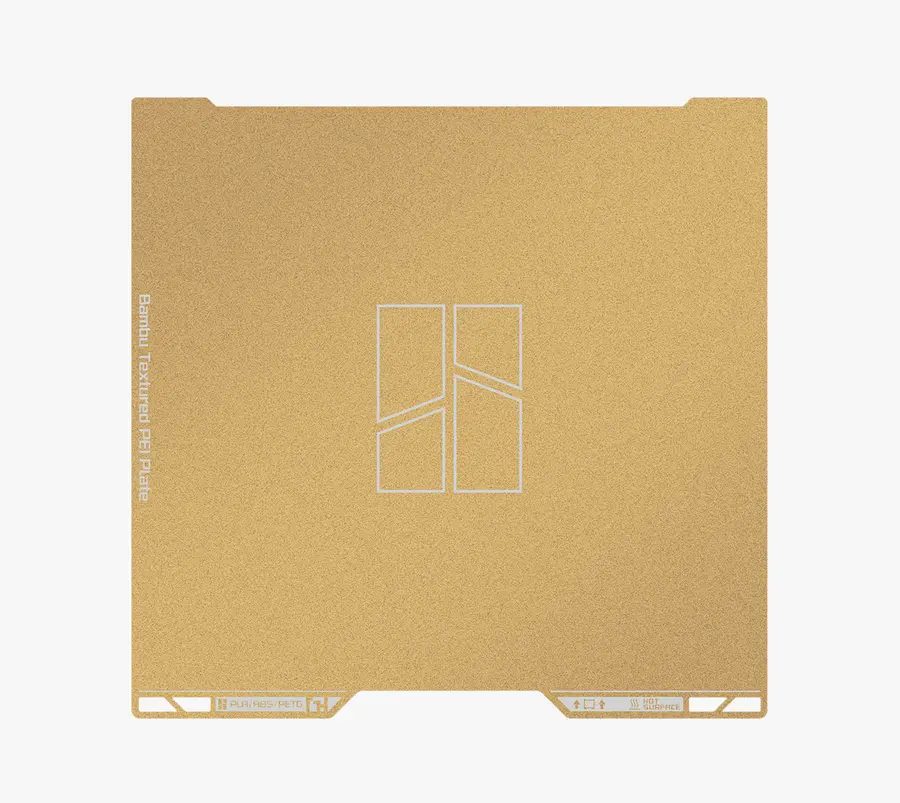
Byggeplade
H2C-printeren leveres med en tekstureret PEI-byggeplade. Bemærk, at H2C-byggepladen ikke er kompatibel med H2D-pladen.
Se kompatibiliteten af andre typer byggeplader med forskellige printermodeller i tabellen nedenfor. Du finder mere information om byggeplader i Introduktion til byggeplader.
| Byggepladetype / Model | H2D | H2D Pro | H2S | H2C |
|---|---|---|---|---|
| Byggeplade (f.eks. Textured PEI Plate) | Deles af H2D/H2D Pro/H2S, deles ikke med H2C | / | / | Kun til H2C |
| Vision-encoder | Deles af hele H2-serien | / | / | / |
| Laserplatform | Deles af hele H2-serien | / | / | / |
| Skæreplatform | Deles af hele H2-serien | / | / | / |
Kølesystem og varmesystem
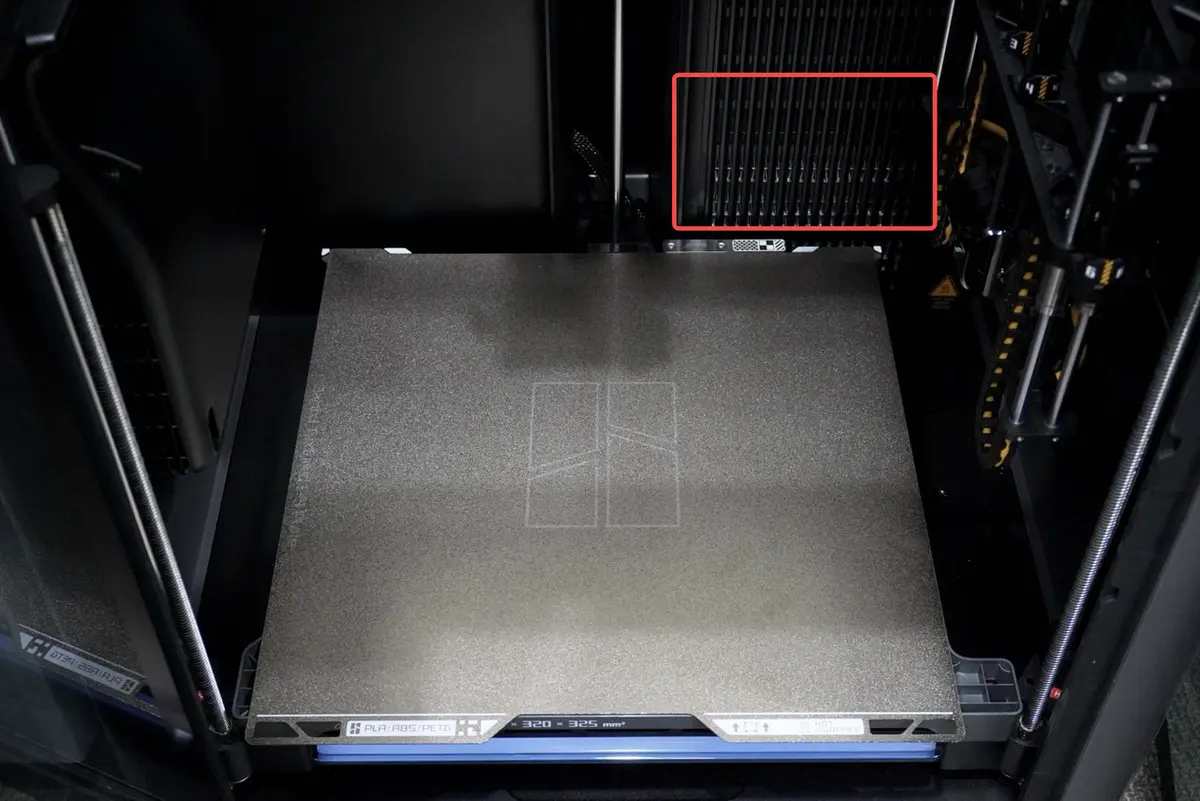
Ekstra køleblæser til toolheaden
Den ekstra køleblæser til toolheaden kan fjerne varmen fra ekstruderen og hotendens køleribbe. Via intelligent temperaturstyring kan den afhjælpe tilstopning og ekstruderingsblokering, der kan opstå under hårde driftsforhold, og hæve printerens anbefalede driftstemperatur.

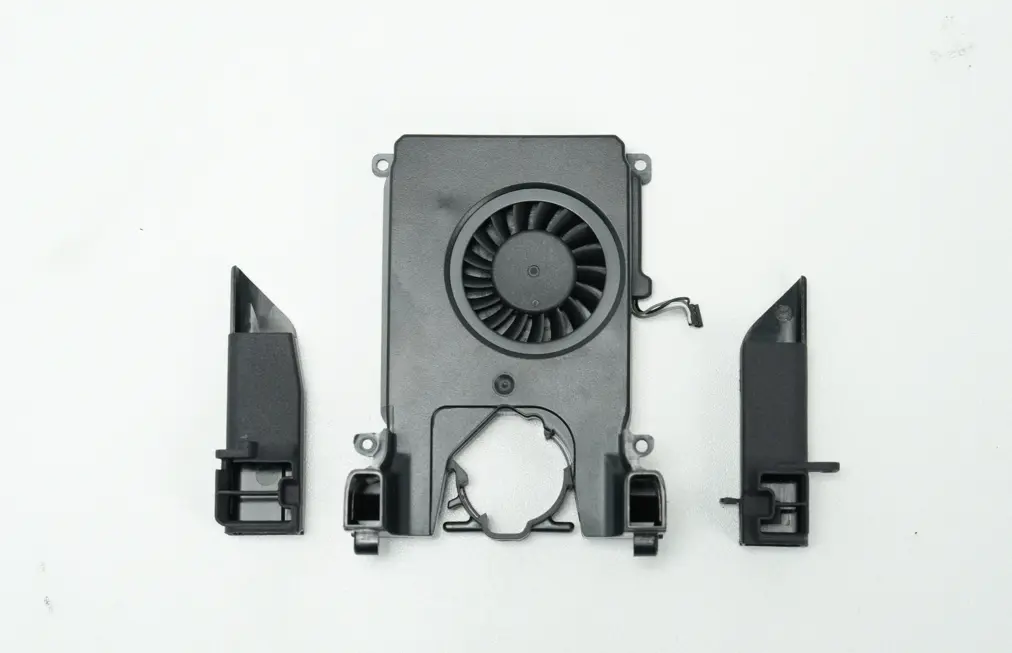
Køleblæser til print og luftkanal
Hurtig print kræver god køling af de printede dele. H2C er udstyret med en specialudviklet 5015 centrifugalblæser og luftkanal. Køleluften fra blæseren ledes hen i nærheden af venstre og højre hotend gennem luftkanalen, hvilket sikrer hurtig køling af de printede dele på venstre og højre hotend.
 |
 |
 |
Køleblæser til hotenden og luftkanal
H2C er udstyret med en køleblæser til hotenden og en luftkanal. Køleluften fra blæseren ledes til køleribberne på venstre og højre hotend gennem luftkanalen for at holde hotend-temperaturen stabil og forhindre overophedning, hvilket forbedrer printkvaliteten og reducerer tilstopningsproblemer. Derudover er den venstre hotend også udstyret med en vindblokker.
Se de specifikke detaljer om vindblokkeren i princippet og funktionen for den venstre hotends hævning og sænkning.
 |
 |
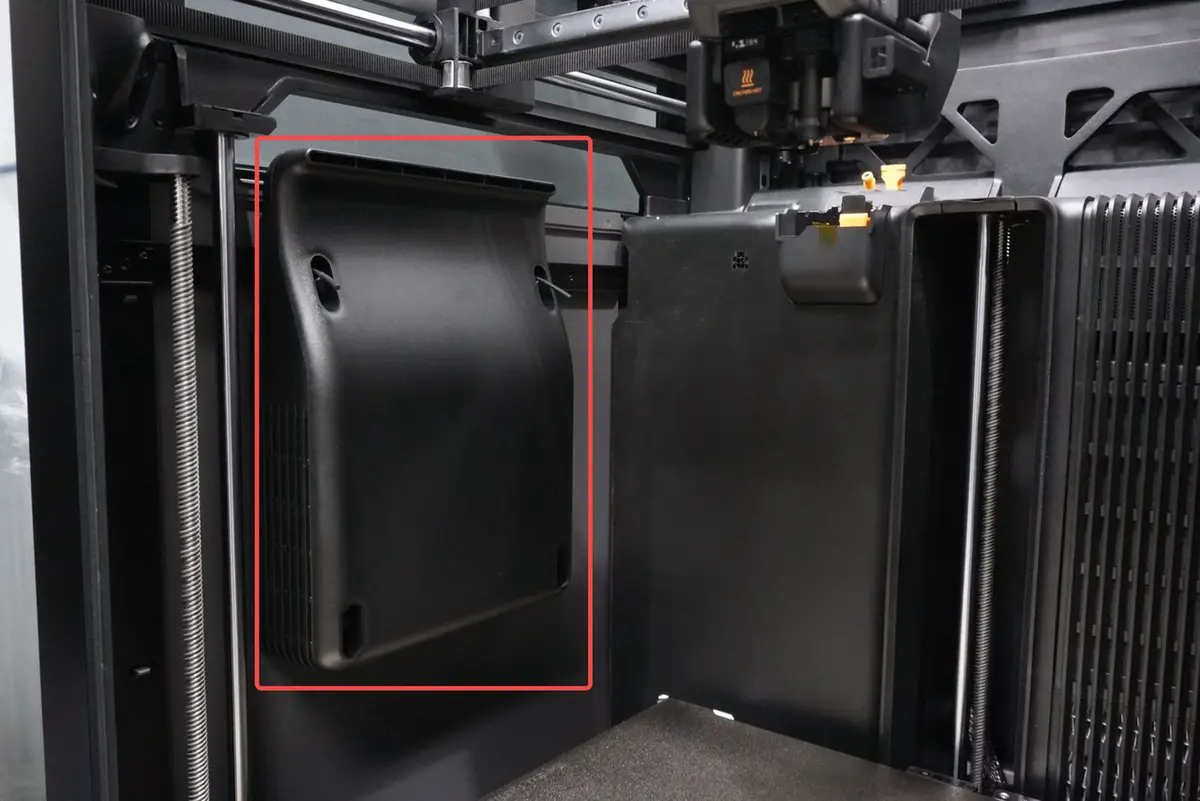
Ekstra køleblæser til print
H2C er udstyret med en ekstra køleblæser på venstre side af kammeret. For nogle filamenter (f.eks. PLA) giver god varmeafledning et bedre printresultat. Når blæseren tændes, danner den et "luftlag" over printet, som hjælper med at hærde printlaget så hurtigt som muligt.
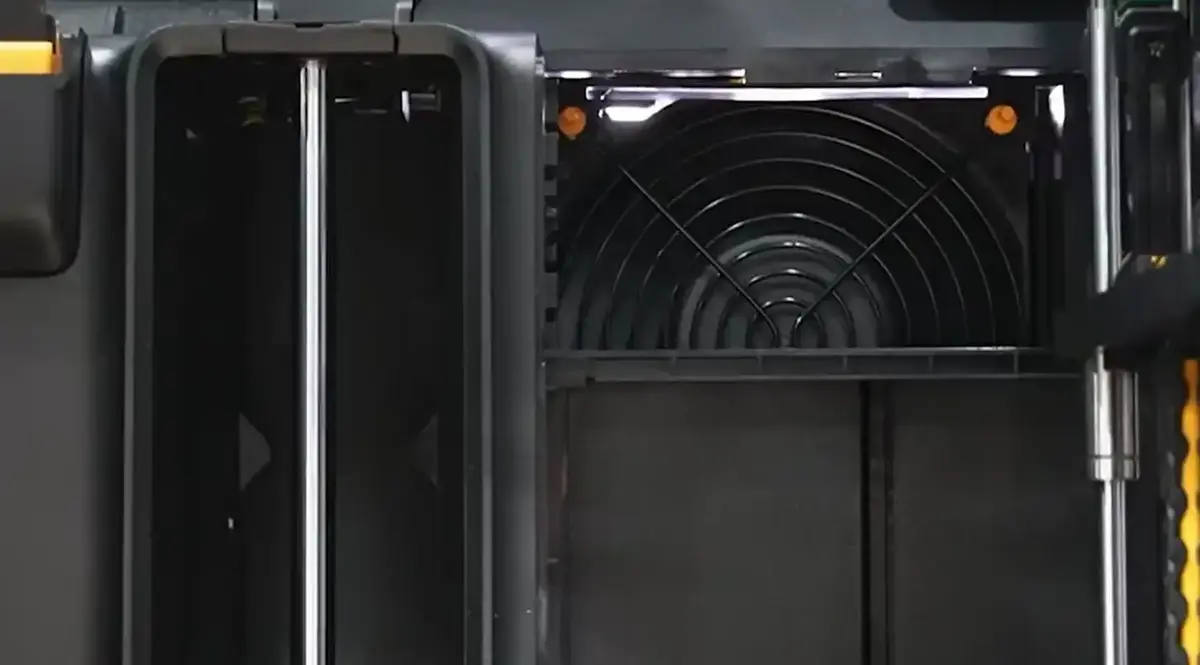
Kammerets kølesystem
Når printeren starter den eksterne udsugningsblæser, åbner det automatiske topspjæld og den aktive kammerudsugning bag på printeren automatisk for præcist at styre kammertemperaturen eller luftstrømmen i kammeret. Det automatiske topspjæld fungerer som luftindtag og samarbejder med den aktive kammerudsugning ved luftudgangen for at give systemet tilstrækkeligt luftindtag og samtidig sikre, at luftstrømmen i kammeret er som forventet og styrbar.
Når printeren er i tomgang eller printer, og kammeropvarmningen ikke er aktiveret, er printeren i køletilstand.
I køletilstand:
-
Filterskiftespjældet forbliver åbent;
-
Den aktive kammerudsugning og det automatiske topspjæld åbner sammen med kammerudsugningsblæseren for at sikre luftcirkulation mellem printerens kammer og omverdenen og sænke temperaturen i kammeret.
For at balancere støj og køleeffekt øges kammerudsugningsblæserens hastighed, efterhånden som kammertemperaturen stiger under printet. Når printerens kammertemperatur er lav og kølebehovet ikke er stort, sænker kammerudsugningsblæseren sin hastighed til 30 %.
 Automatisk topspjæld |
 Aktiv kammerudsugning og kammerudsugningsblæser |
 Filterskiftespjæld |
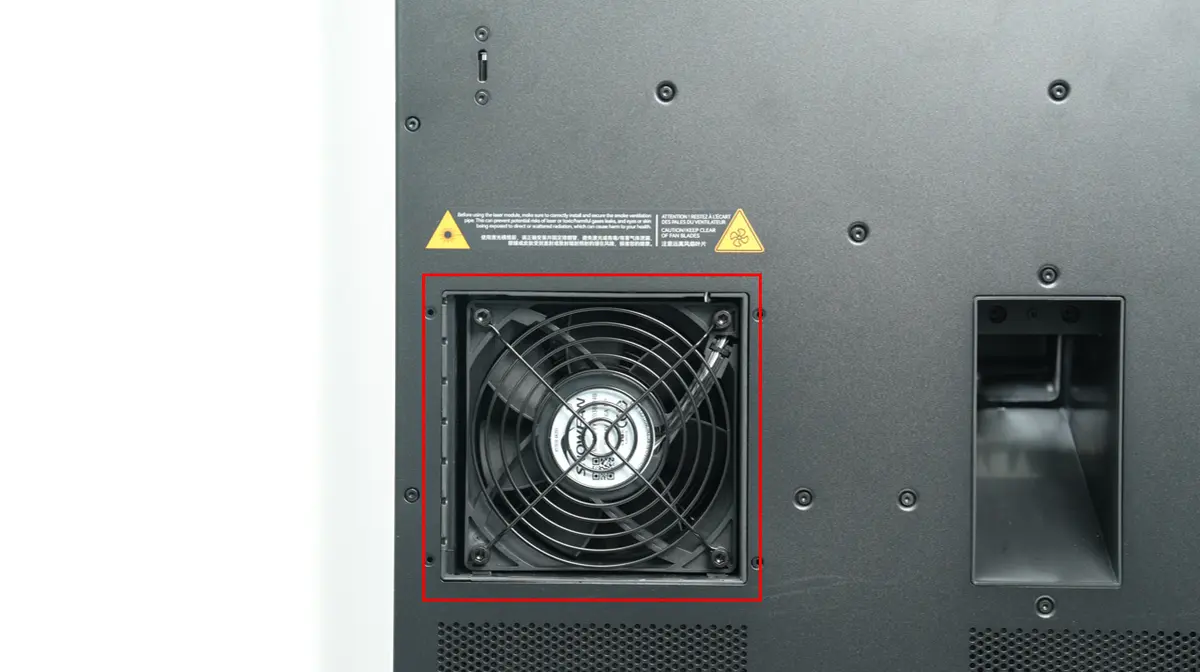 Kammerudsugningsblæser (set bagfra, efter den aktive kammerudsugning er fjernet) |
Sammenfattende har det automatiske topspjæld og den aktive kammerudsugning følgende to hovedfunktioner:
-
Under 3D-print styrer systemet automatisk åbning, lukning og ventilation ud fra typen af filament, der printes, og målingen af kammertemperaturen for at opnå præcis styring af kammertemperaturen;
-
Når lasermodulet arbejder, skal der gives tilstrækkeligt luftindtag, så røg og partikler fra laserarbejdet filtreres fuldt af filterelementet, før de ledes ud af maskinen, for at reducere forurening. Samtidig er spjældets åbningsvinkel omhyggeligt designet, så der sikres tilstrækkeligt luftindtag og undgås direkte lasereksponering uden for udstyret, hvilket reducerer den potentielle skade på mennesker.
Kammerets varmesystem
Når kammeret opvarmes, skifter printerens cirkulationssystem til varmetilstand, og den aktive kammerudsugning og det automatiske topspjæld lukkes. For at øge luftstrømmen og fremskynde temperaturstigningen i opvarmningsfasen åbnes filterskiftespjældet; i fasen, hvor kammertemperaturen vedligeholdes, lukkes filterskiftespjældet for at sikre filtreringseffekten.
 Filterskiftespjæld (kan kun ses efter luftfilteret er fjernet) |
 Kammervarmer: PTC-varmeplade og cirkulationsblæser til kammeret (blæseren sidder bag varmepladen) |
Når kammertemperaturen indstilles på skærmen, eller varmetilstand vælges, eller kammeropvarmning er konfigureret i slice-filen, går printeren i varmetilstand (men kammervarmeren er ikke nødvendigvis i opvarmningstilstand).
Når kammertemperaturen indstilles på skærmen, i Bambu Studio eller Bambu Handy, skifter printeren automatisk til varmetilstand, og kammervarmeren begynder at arbejde.
Kammervarmeren består af en PTC-varmeplade og en cirkulationsblæser til kammeret. Efter kammertemperaturen er indstillet, opvarmer PTC'en ved fuld effekt, og kammerets varmeblæser kører ved maksimal hastighed. Når kammertemperaturen når den indstillede værdi, forbliver varmeblæserens hastighed uændret, og PTC'ens effekt falder for at holde kammertemperaturen konstant.
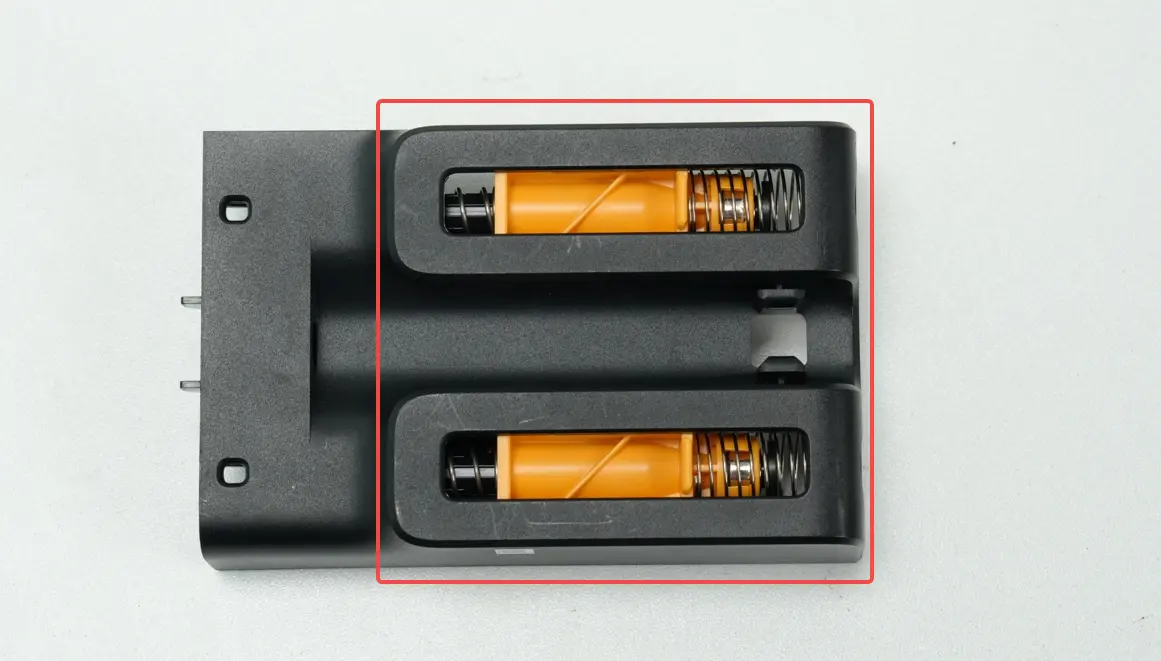
Filamentbuffer
 |
 |
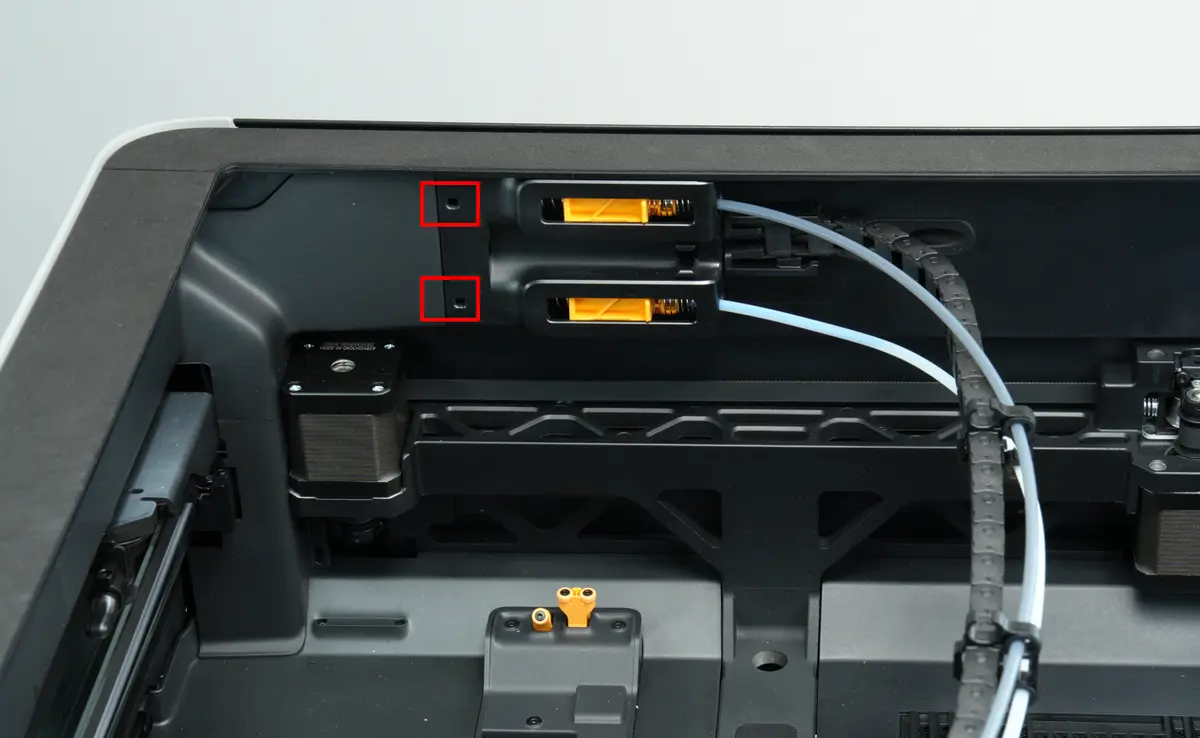
Den har to filamentkanaler, der svarer til hver af de to hotends. Bufferens øverste kanal er forbundet til den højre hotend, og den nederste kanal til den venstre hotend. Sammen med den standardlængde slange, der følger med fra fabrikken, kan modstanden under fremføringen reduceres så meget som muligt.
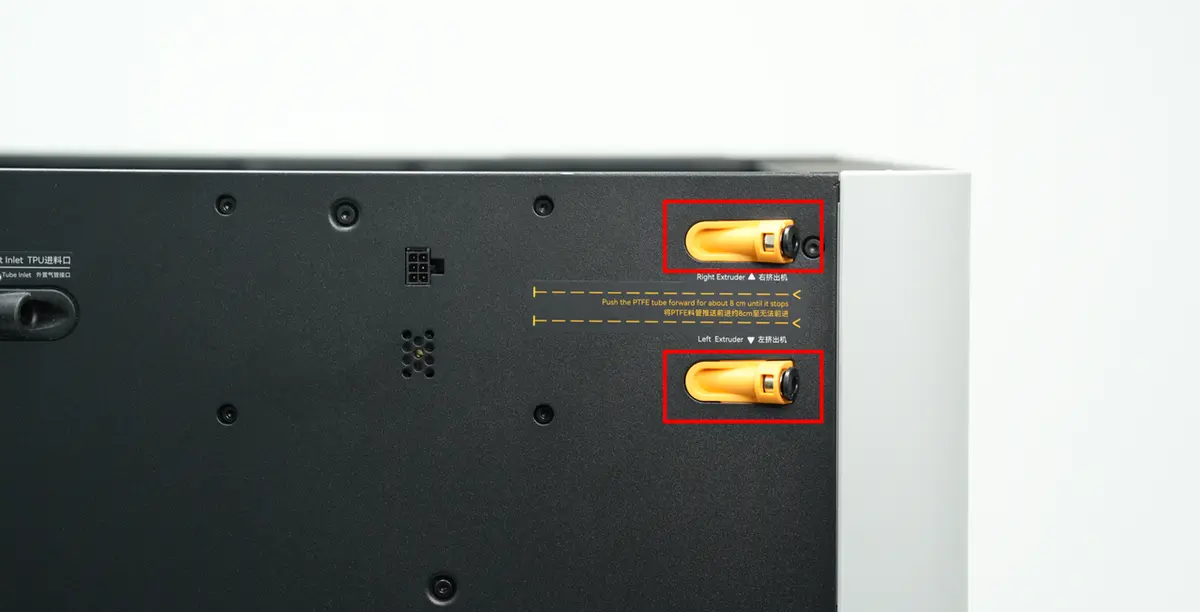
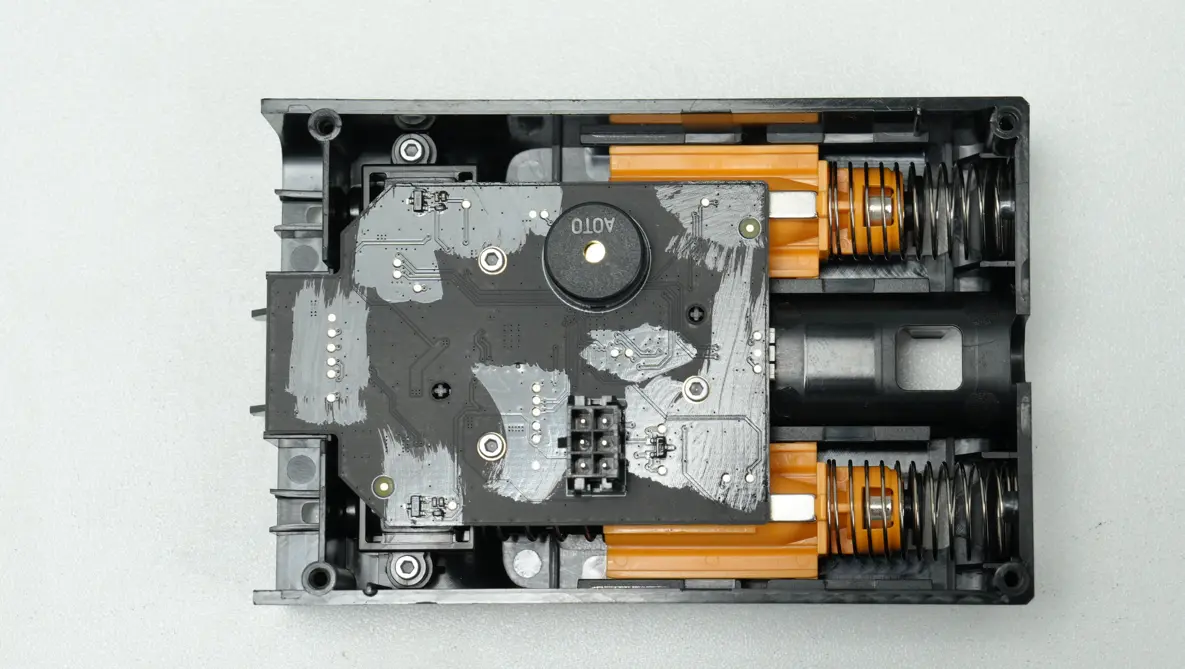
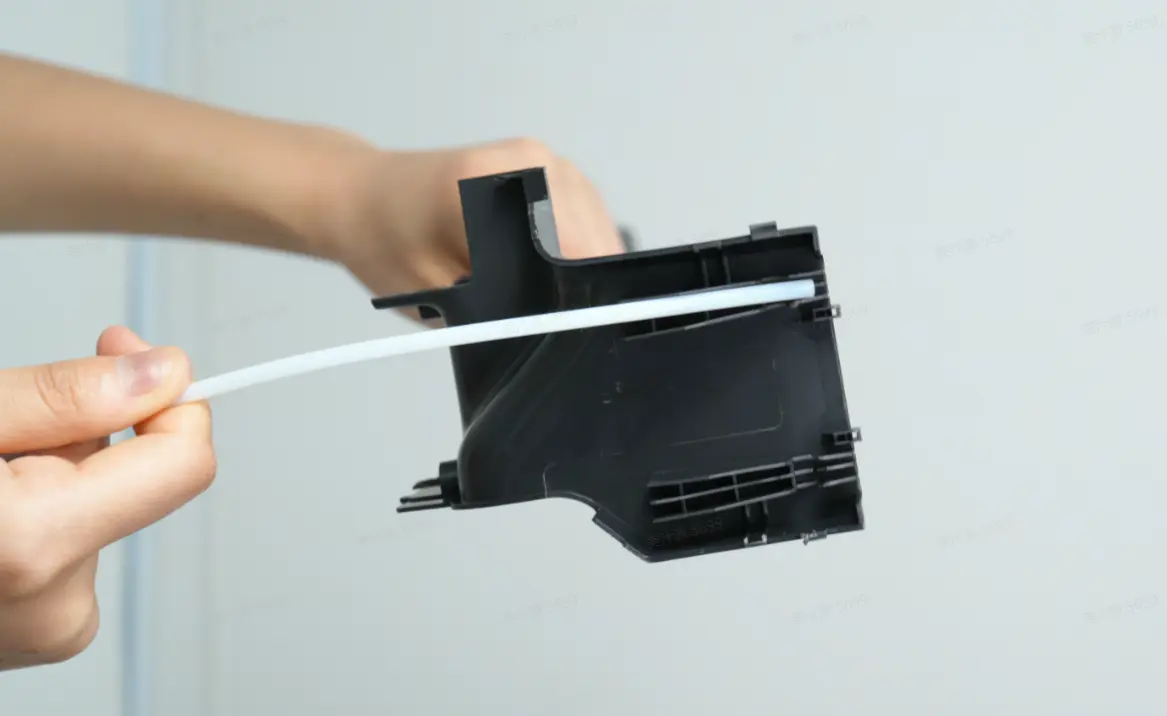
Når du bruger bufferen, skal du først føre PTFE-slangen ind fra slangeholderen bag på printeren. Bemærk, at den skal føres helt i bund og ikke kan føres dybere ind. Du kan se, at PTFE-slangen sidder på plads, gennem åbningen på forsiden af bufferen.
Under processen er der designet en føringsbane på AP-printkortets dæksel, så slangen kan føres jævnt på plads. Bemærk, at banen på AP-printkortets dæksel kun kan føre PTFE-slangen for at lede filamentet ind i bufferen. Hvis PTFE-slangen ikke er ført ind, og filamentet føres direkte ind, er det næsten umuligt at få filamentet ind i bufferen.
Hver kanal er opdelt i en bufferdel og en filamentdetektionsdel. Bufferdelen består hovedsageligt af en slæde, en magnet, to fjedre og en Hall-sensor; filamentdetektionsdelen består hovedsageligt af en magnet, en fjeder og en Hall-sensor.
Bufferdel
Det grundlæggende princip for bufferdelen er, at når AMS skubber filamentet ind i toolheadens ekstruder, presser filamentets tryk slæden til højre og gemmer en lille længde filament i bufferen. Når ekstruderen forbruger filamentet i bufferen, vender slæden tilbage til venstre. Slædens position registreres af sensoren og meldes tilbage til AMS og printeren for at justere fremføringshastigheden.
Derudover har bufferdelen ved print med en ekstern spole også en funktion til registrering af filamentsammenfiltring, der kan registrere, om den eksterne spole er filtret sammen. I modsætning til bufferen i X1/P1-serien har H2C en fjeder til filamentsammenfiltring på den anden side af bufferfjederen. Når filamentet føres ind i printeren, og modstanden stiger (f.eks. hvis filamentet er filtret sammen), og toolheaden stadig ekstruderer, bevæger slæden sig til venstre. Når den har bevæget sig et stykke, overstiger Hall-sensorens returværdi tærsklen, og det vurderes, at filamentet er filtret sammen. Printeren viser en HMS-besked for at informere brugeren om at gribe ind, hvilket realiserer funktionen til registrering af filamentsammenfiltring.
Filamentdetektionsdel
H2C har en filamentdetektionsfunktion ved bufferen. Når den bruges sammen med den officielle slangeudvidelsesport, gør den det muligt for en enkelt hotend at arbejde med op til fire AMS-enheder, hvilket fjerner behovet for den AMS Hub, der kræves til X1/P1.
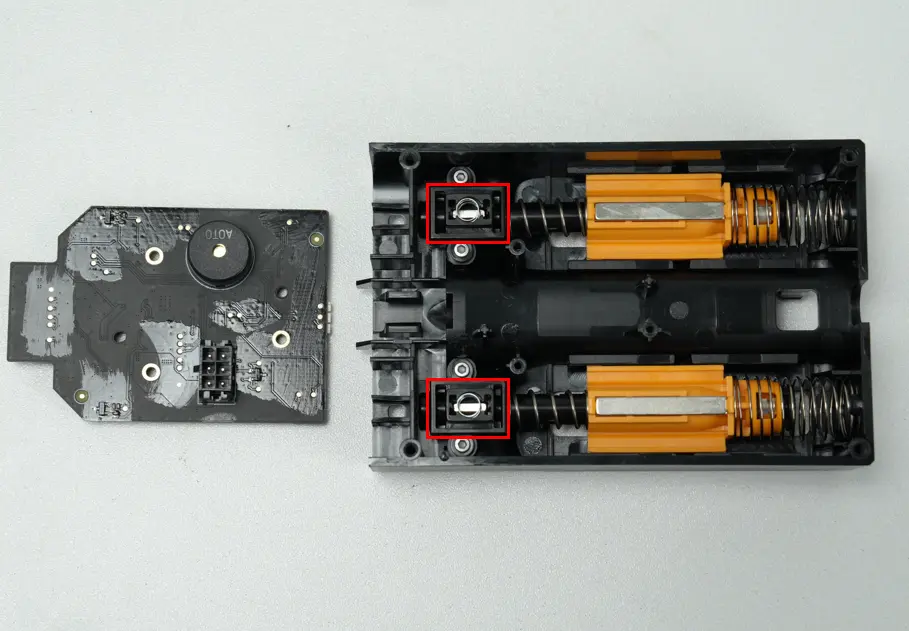
Der er en magnet i filamentdetektionsdelen. Når der ikke er filament, presses magneten af fjederen til en position væk fra Hall-sensoren. Når der er filament, løftes magneten af filamentet og tæt på Hall-sensoren, hvilket realiserer filamentdetektionen.
 H2C 4-i-1 PTFE-adapter II |
 AMS Hub til X1/P1 til udvidelse med flere AMS |
Remspænder
H2C har en justerbar remspænder på bagsiden. Belt Tension Monitor (BTM) overvåger remmens spænding og giver dig feedback, så du kan justere remspændingen for optimal ydelse.

Elektriske komponenter
Der er mange elektroniske komponenter inde i H2C. Her er en introduktion til nogle af de vigtigste:
Hovedstyreprintkort
H2C har to typer centrale hovedstyreprintkort, hvoraf det ene har ansvaret for den interaktive logikbehandling, og det andet for styringen af hele maskinens bevægelsesenhed.
AP logik-hovedprintkort
Logik-hovedprintkortet indeholder en quad-core-CPU og de forbindelser, der kræves til de forskellige medieelektronikenheder, der er forbundet til printeren.
CPU'en håndterer H2C's intelligente funktioner (herunder AI-registrering, flow-kalibrering og vibrationskompensation) samt forbindelsen mellem slicing-softwaren/mobil-appen og printeren.
MC bevægelsesstyreprintkort
Bevægelsesstyreprintkortet indeholder en dual M4-core-MCU, en enkelt M7-core-MCU samt stepdrivere og forbindelser til printerens forskellige bevægelseselektronik og leverer: xyz-bevægelsesstyring, styring af kammertemperatur, styring af varmepladetemperatur, registrering af kammerstatus (dør, topdæksel, sidepanel-kontakt og glastype-registrering) og styring af cirkulationssystemet (luftcirkulation og flowkanalstyring)
MCU'en styrer printerens faktiske bevægelse og overordnede status, efter den har hentet G-code-strømmen fra CPU'en.
USB-lagerinterface
H2C har et almindeligt USB-A-interface, der understøtter USB 2.0-protokollen, og som kan bruges til at starte offline-print og til at gemme time-lapse-videofiler fra et USB-stik.
Skærm
H2C er udstyret med en 5-tommers 1280*720 touchskærm, der sammen med et mere flydende brugerinterface giver en problemfri betjeningsoplevelse.
Kamera
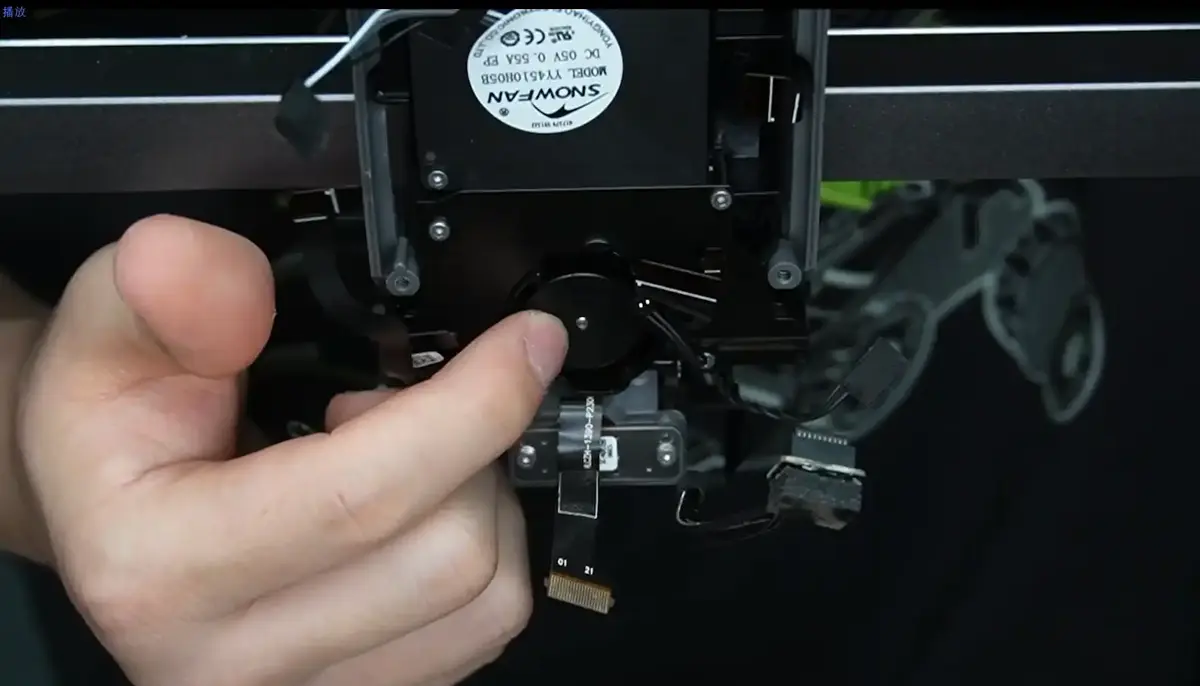
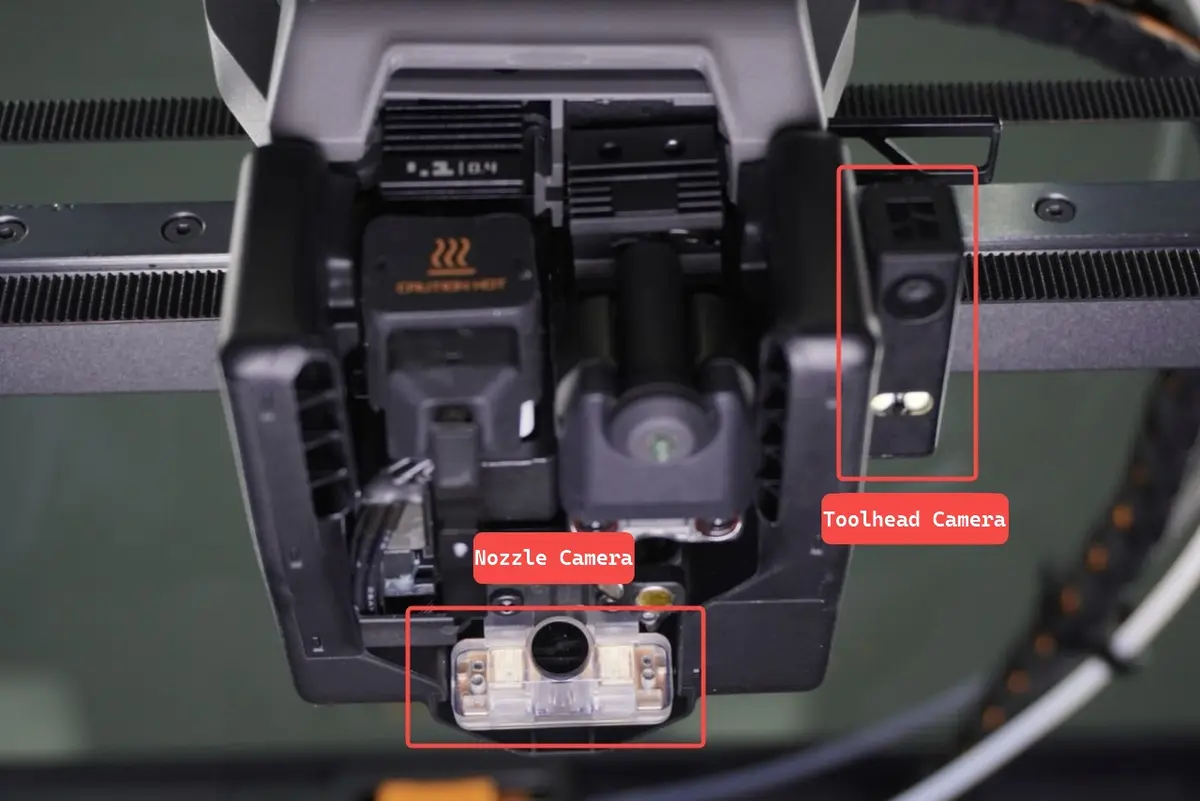
Dysekamera
H2C har et dysekamera, der understøtter 1080p 10fps (op til 30fps), og som kan registrere klumpdannelse på hotenden, luftprint, spaghetti-registrering og kalibrering af skraldespandens position.
Toolhead-kamera
H2C har et toolhead-kamera, der understøtter 1080p 30fps, og som kan bruges til kalibrering af bevægelsesnøjagtighed, højpræcis kalibrering af dyse-offset samt genkendelse af identifikationskoder på byggeplade og laserplatform.
Live view-kamera
H2C har et live-kamera, der understøtter 1080p 30fps, og som muliggør live-visning inde i printerkammeret, time-lapse og nødvendige AI-registreringsfunktioner.

BirdsEye-kamera (valgfrit i printmodulet og påkrævet til laser)
H2C kan tilvælges et 4K BirdsEye-kamera med maksimalt 15fps for at dække de intelligente registrerings- og genkendelsesfunktioner i de udvidede laser- og skærescenarier.

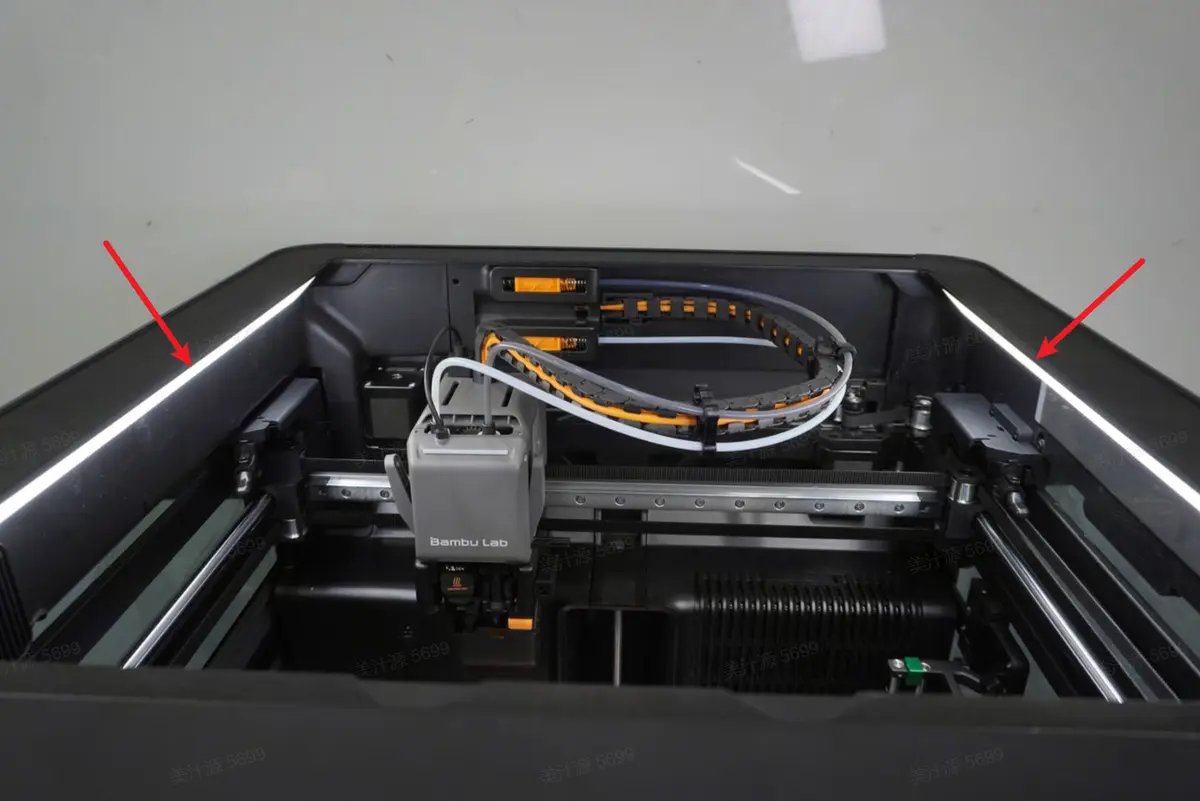
LED-lys
H2C's venstre og højre bjælker er hver udstyret med en LED-lysliste, der sikrer tilstrækkelig belysning i kammeret.
Start/pause-knap
Laseropgaver kræver opsyn. Derfor skal operatøren efter at have sendt en laseropgave eller en stanseopgave i forbehandlingssoftwaren trykke på startknappen øverst til højre på printeren for at starte opgaven.
Startknappen understøtter også pausefunktioner for lasermodulopgaver, skæremodulopgaver og 3D-print (kun på firmware 01.01.02.00 og nyere).

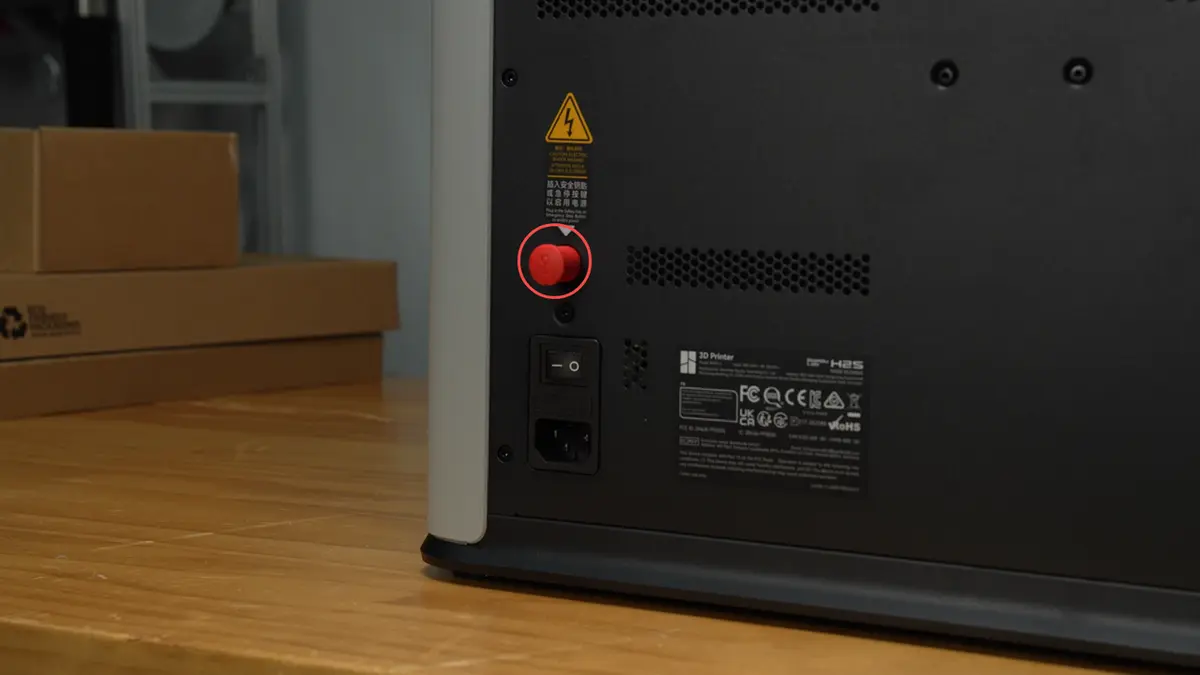
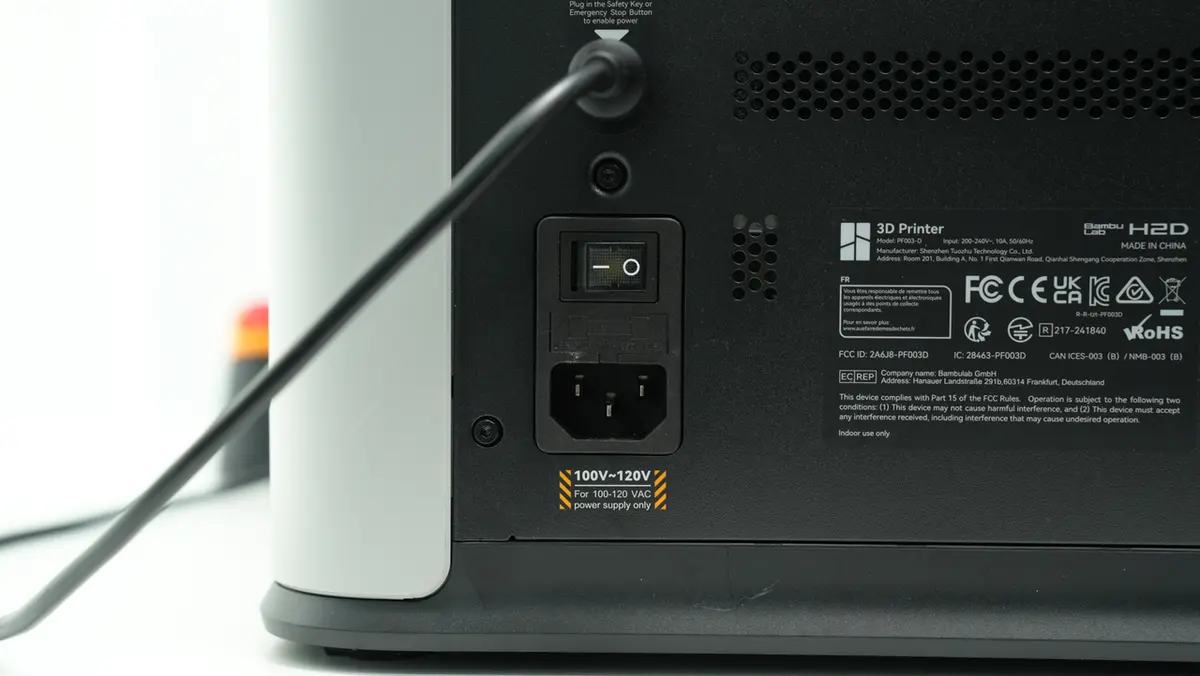
Sikkerhedsnøgle
For at overholde de relevante sikkerhedsregler er H2C-printeren udstyret med et stik til en sikkerhedsnøgle, hvori der skal sættes en sikkerhedsnøgle (print- og skæremodul) eller en nødstopknap med sikkerhedsnøgle (lasermodul) for at give strøm. Hvis printeren ikke tænder korrekt, efter du har tilsluttet strømforsyningen og tændt på afbryderen, skal du tjekke dette.
Nødstopknap (valgfri i print- og skæremodulet, påkrævet i lasermodulet)
Hvis du skal bruge laserfunktionen, skal du montere en nødstopknap med en sikkerhedsnøgle og sætte nødstopknappens stik i sikkerhedsnøglens stik på bagsiden af printeren.
En person skal holde opsyn med laseropgaven hele vejen igennem og trykke på nødstopknappen i tide for at afbryde strømmen i en nødsituation, så du er forberedt på mulige nødsituationer til enhver tid.
Tip: Der er en formonteret sikkerhedsnøgle på bagsiden af printeren og på nødstopknappen. Opbevar den et sikkert sted, efter du har fjernet sikkerhedsnøglen på bagsiden af printeren.
 |
 |
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2C-guides