Guide til bedre printkvalitet i første lag på H2C
Betydningen af det første lag for printkvaliteten
I 3D-print spiller det første lag en afgørende rolle for, om et print lykkes eller mislykkes. Små skønhedsfejl påvirker som regel ikke slutresultatet, men store problemer i første lag kan give dårlig printkvalitet eller direkte fejl. For højpræcisionsprintere som H2C falder problemer i første lag typisk i to hovedkategorier:
- Dysen er for tæt på varmepladen (første lag for lavt):
- Når dysen hele tiden skraber mod varmepladen, kan det beskadige både dysen og byggepladen.
- Printet kan hænge for godt fast på varmepladen, så det er svært at få af og endda kan rive modellen i stykker.
- For lidt ekstrudering i første lag kan give "klumpdannelse" (materiale ophobes ved dysespidsen og blokerer ekstruderingen).
- Dysen er for langt fra varmepladen (første lag for højt).
- Tynde, spredte lagspor i bunden af modellen påvirker både udseendet og den strukturelle styrke.
- Hvis første lag ikke sidder solidt fast på varmepladen, bliver vedhæftningen i bunden svag. Under printet kan modellen flytte sig eller falde sammen, give stringing eller filamentnøgler og i sidste ende føre til et mislykket print.
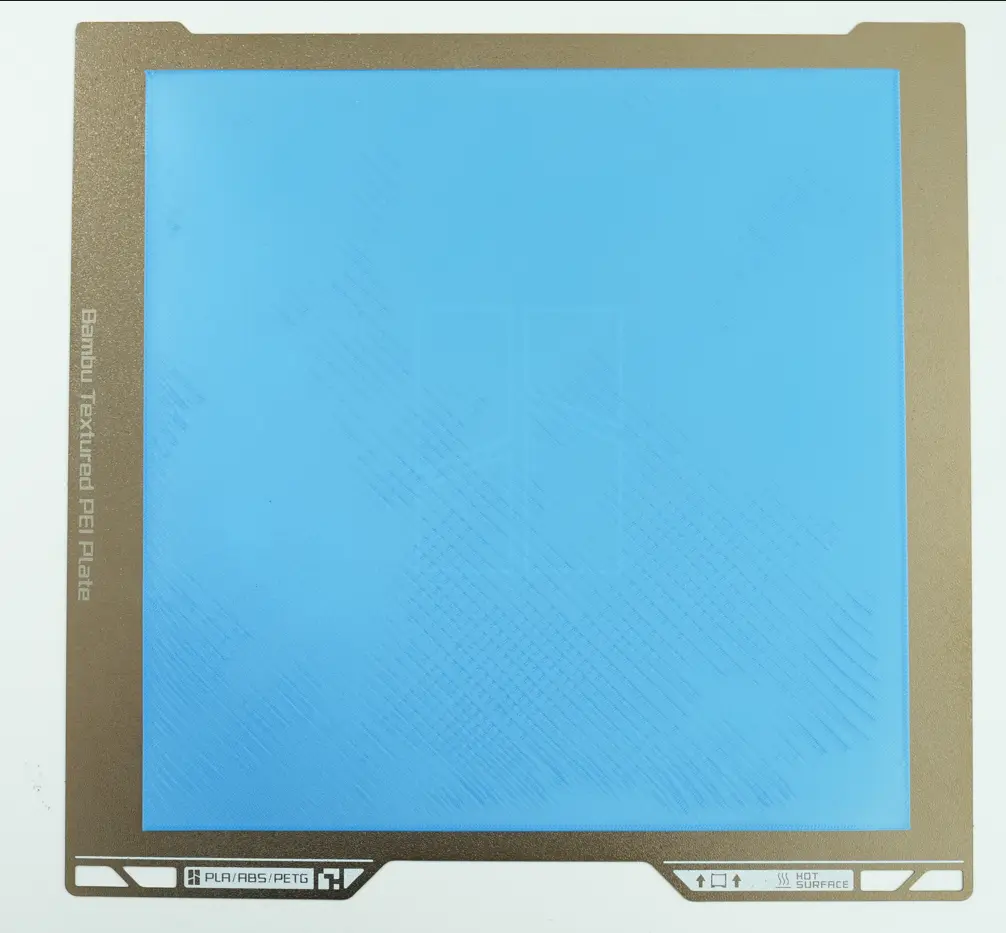
Eksempel på et korrekt printet første lag
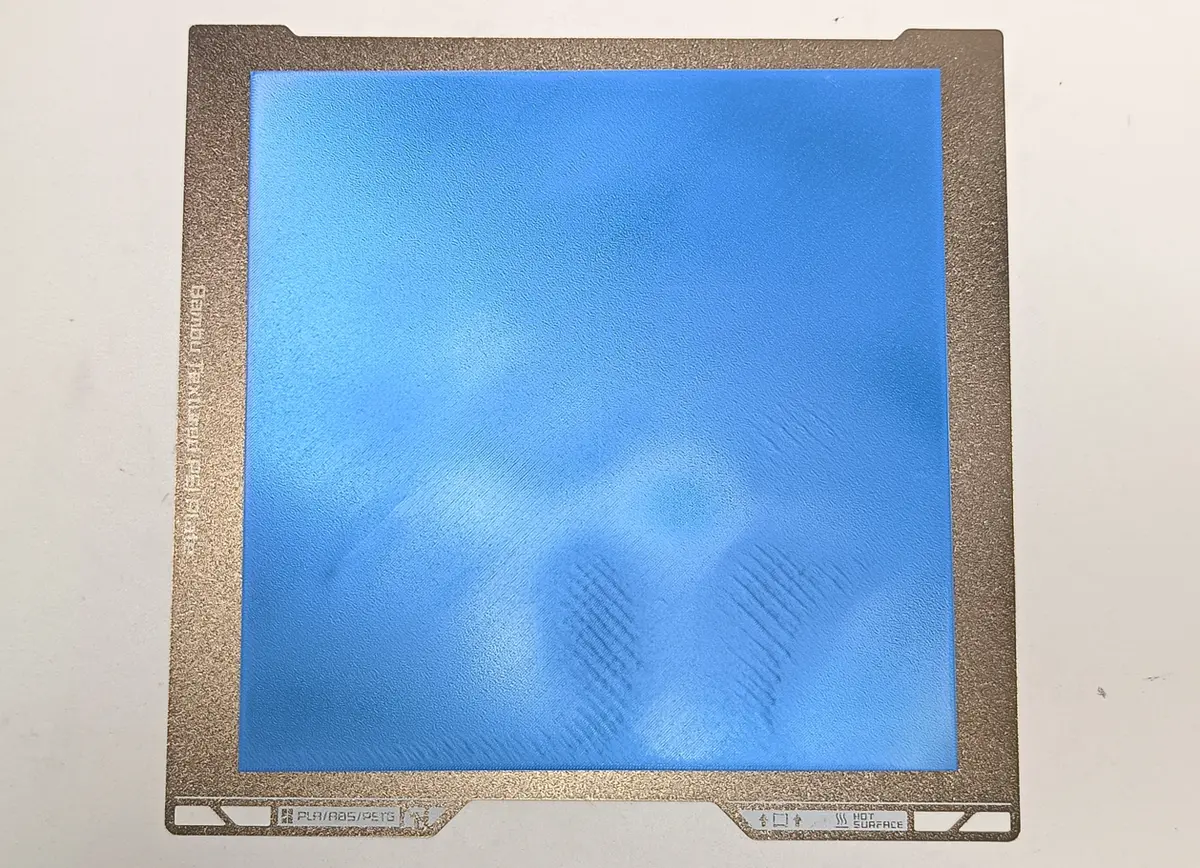
Første lag af høj kvalitet:
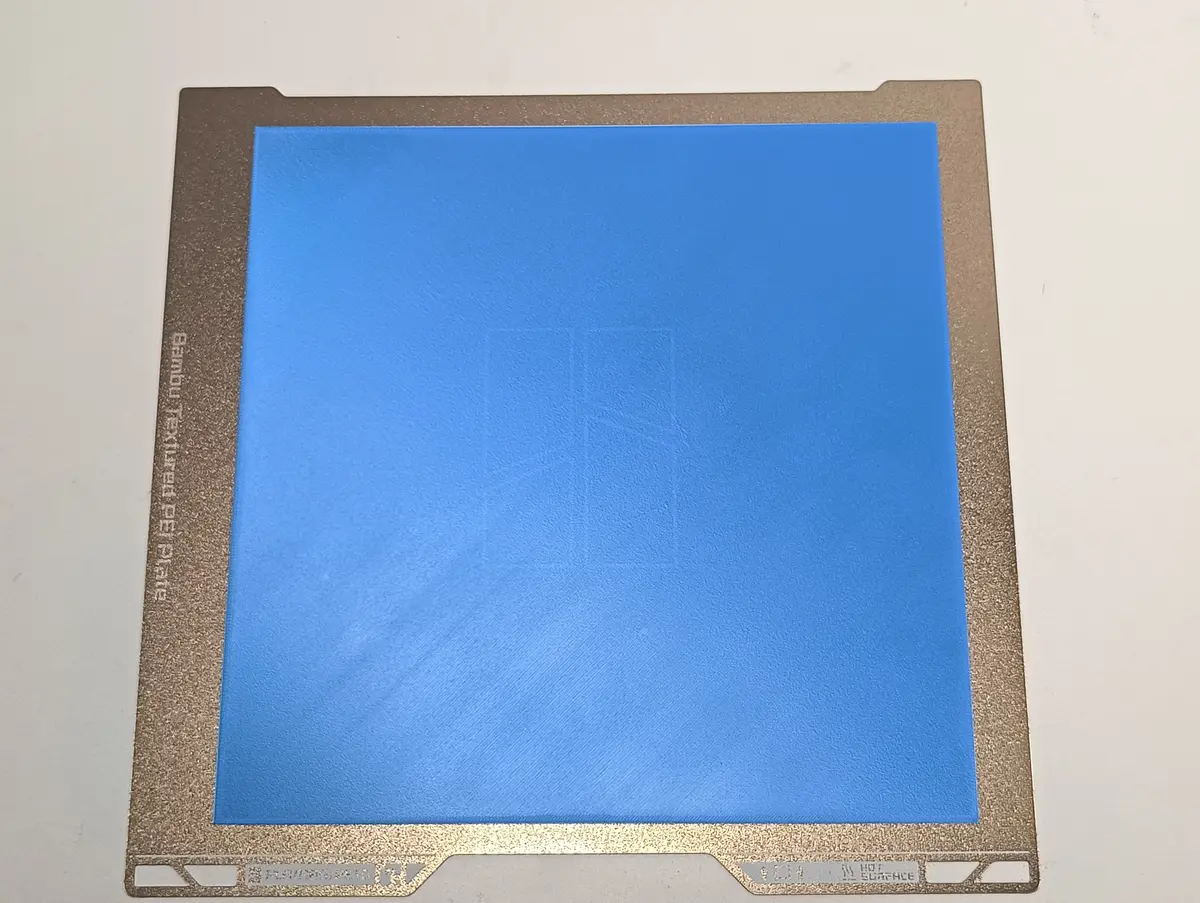
Bemærk: Mindre skønhedsfejl, som små variationer i linjebredden eller små rynker (for eksempel hvis kun 5 % af første lag har fejl, mens de resterende 95 % er jævne), påvirker normalt ikke, om printet lykkes. Så længe den samlede vedhæftning og lagbindingen er intakt, har disse mindre fejl kun lille betydning for den endelige printkvalitet. Billedet nedenfor viser et eksempel på et vellykket første lag.
Sådan printer du et første lag af høj kvalitet
Kalibrering og nivellering
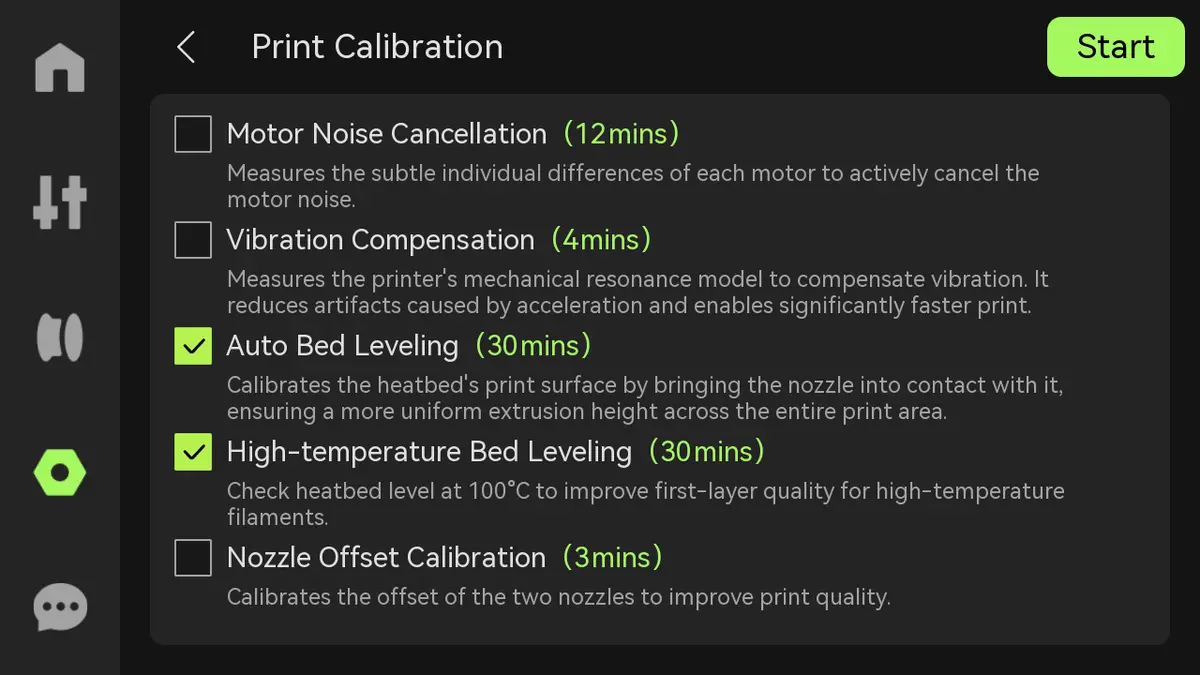
- Uanset hvilken type problem du har i første lag, anbefales det først at køre automatisk nivellering af varmepladen og nivellering ved høj temperatur én gang via Settings → Calibration → Print Calibration.
Hvis printeren flyttes, står ubrugt i længere tid, eller varmepladen afmonteres eller udskiftes, bør du gentage ovenstående nivellering.
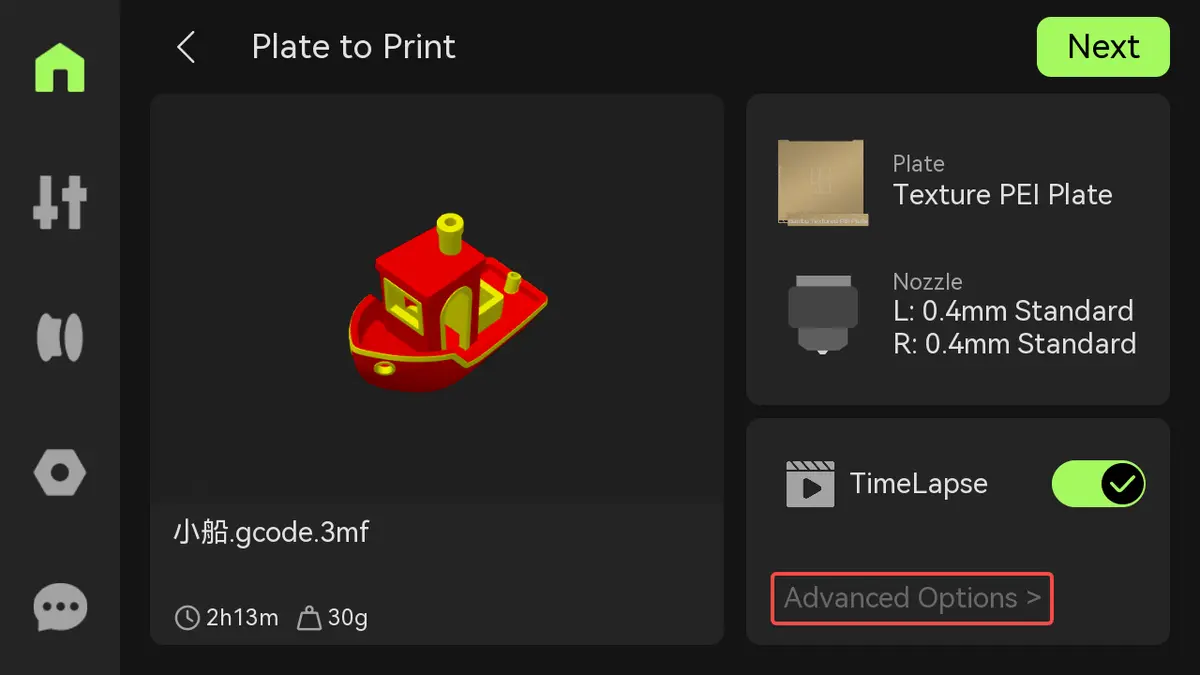
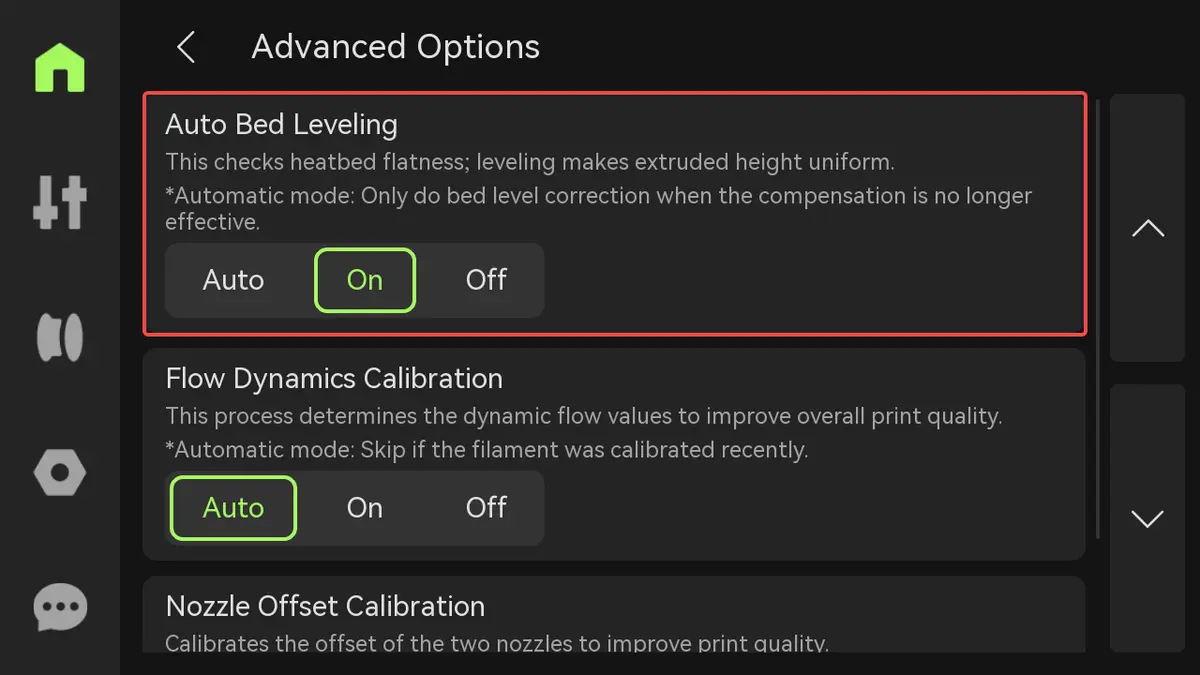
- Før printet vælger du "On" under "Auto Bed Leveling" i vinduet til afsendelse af printjob. Det sikrer en hurtig nivellering før hvert printjob.
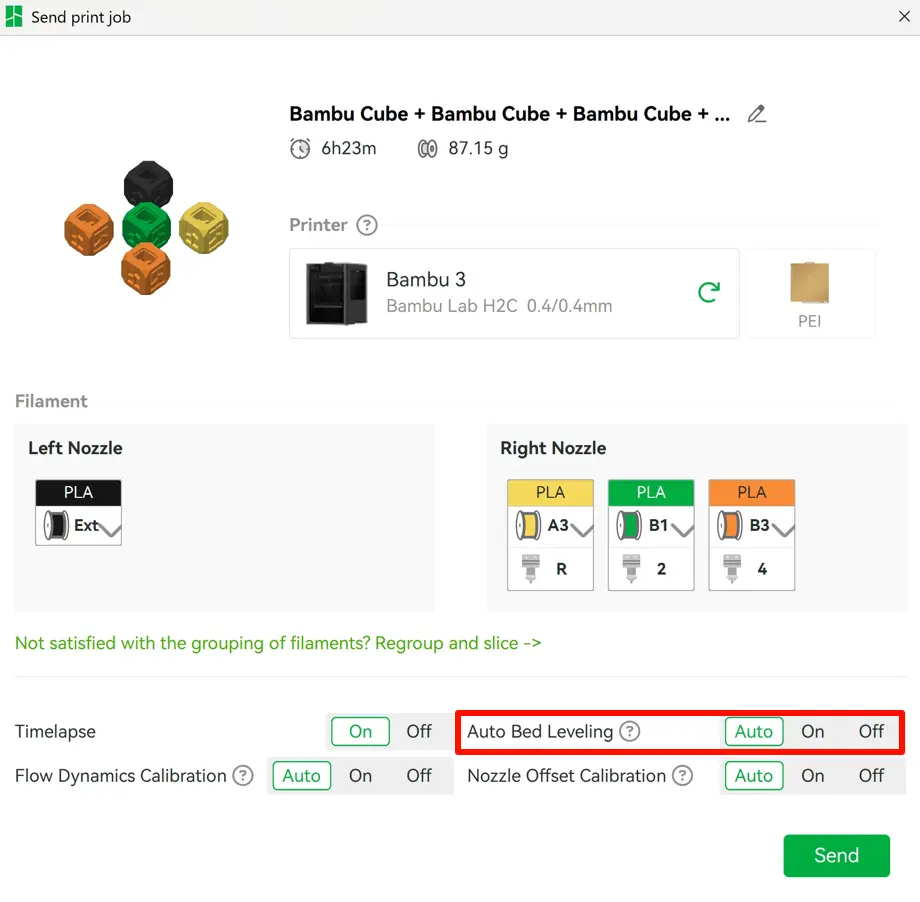
Du kan også slå automatisk nivellering af varmepladen til direkte på printerens skærm under: Advanced Options → Auto Bed Leveling.
 |
 |
Bemærk: Både nivellering før print og kalibreringsdata (inklusive automatisk nivellering og nivellering ved høj temperatur) gemmes i printeren. Systemet anvender automatisk disse data under printet.
Du kan læse om de forskellige metoder til nivellering af varmepladen i FAQ for H2C-printeren.
Fejlfinding af første lag
Stort område i første lag / generelt for lavt lag
Løsning :
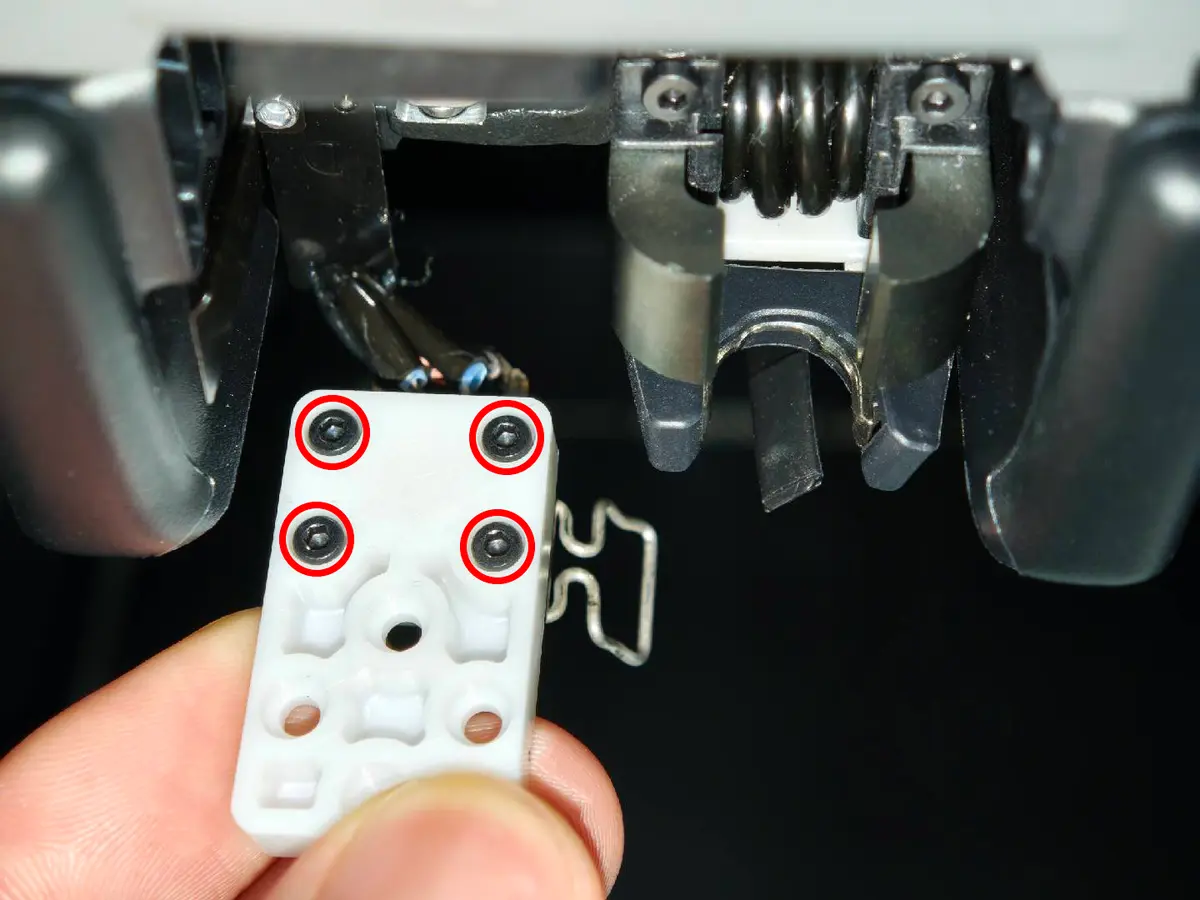
- Stram de forreste og bageste skruer på den venstre keramiske base:
- Løsn først de fire skruer (indrammet med cirkel), der holder den keramiske base på venstre side. Hvis du skal fjerne det venstre varmeelement, skal du også fjerne de to skruer (indrammet med firkant), der holder kabelføringspladen på venstre side, som vist på billedet nedenfor.
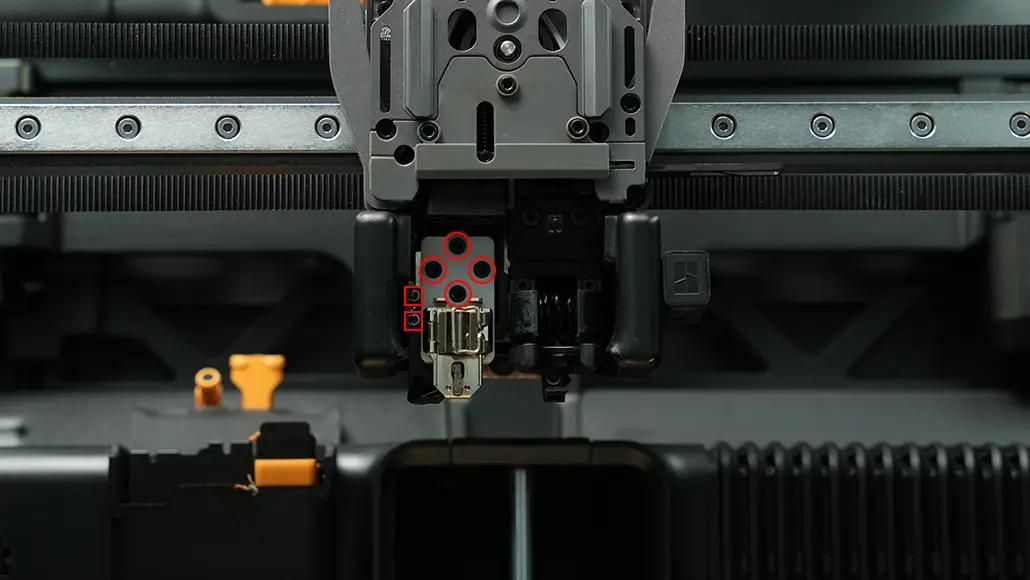
- Stram derefter de fire skruer bag på varmeelementet ca. 1/8 omgang.
Bemærk: Hvis skruerne allerede er stramme, må du ikke tvinge dem yderligere, da det kan beskadige den keramiske base.
- Når du er færdig, monterer du den venstre keramiske base igen og strammer monteringsskruerne.
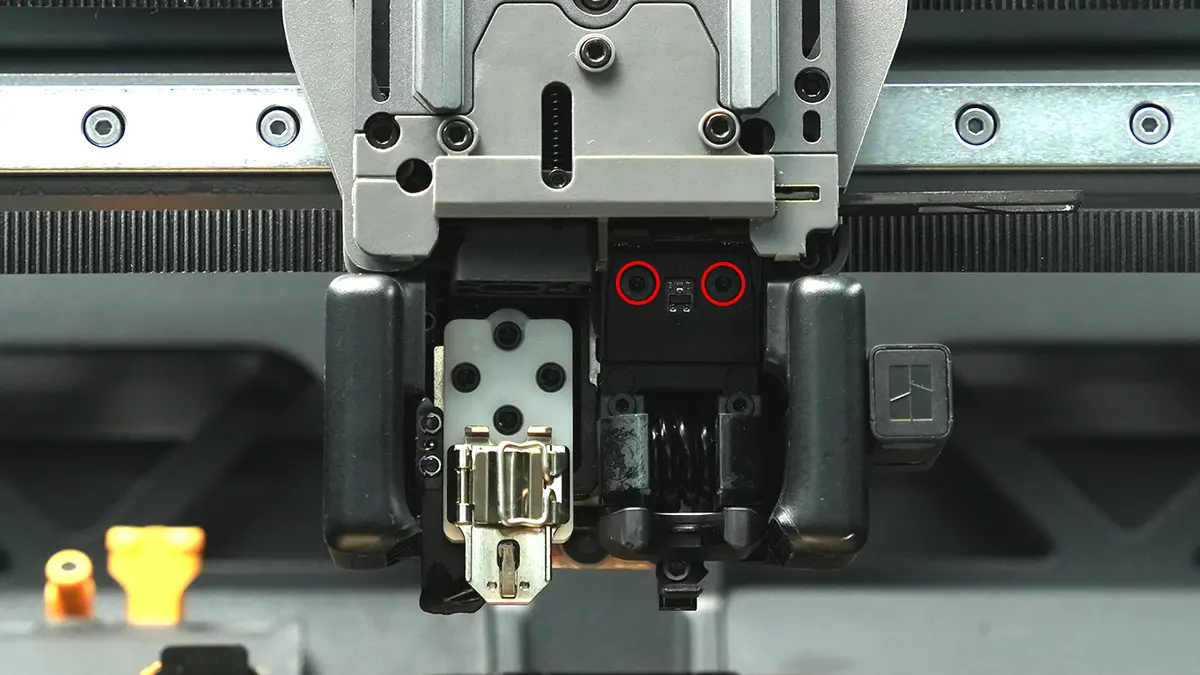
- Stram monteringsskruerne foran og bagpå den højre varmebase.
- Løsn de to forreste monteringsskruer på enheden, og stram derefter de to forreste skruer ved varmeelementet efter behov.
- Fjern silikonesokken fra den nederste monteringsbeslag.
 |
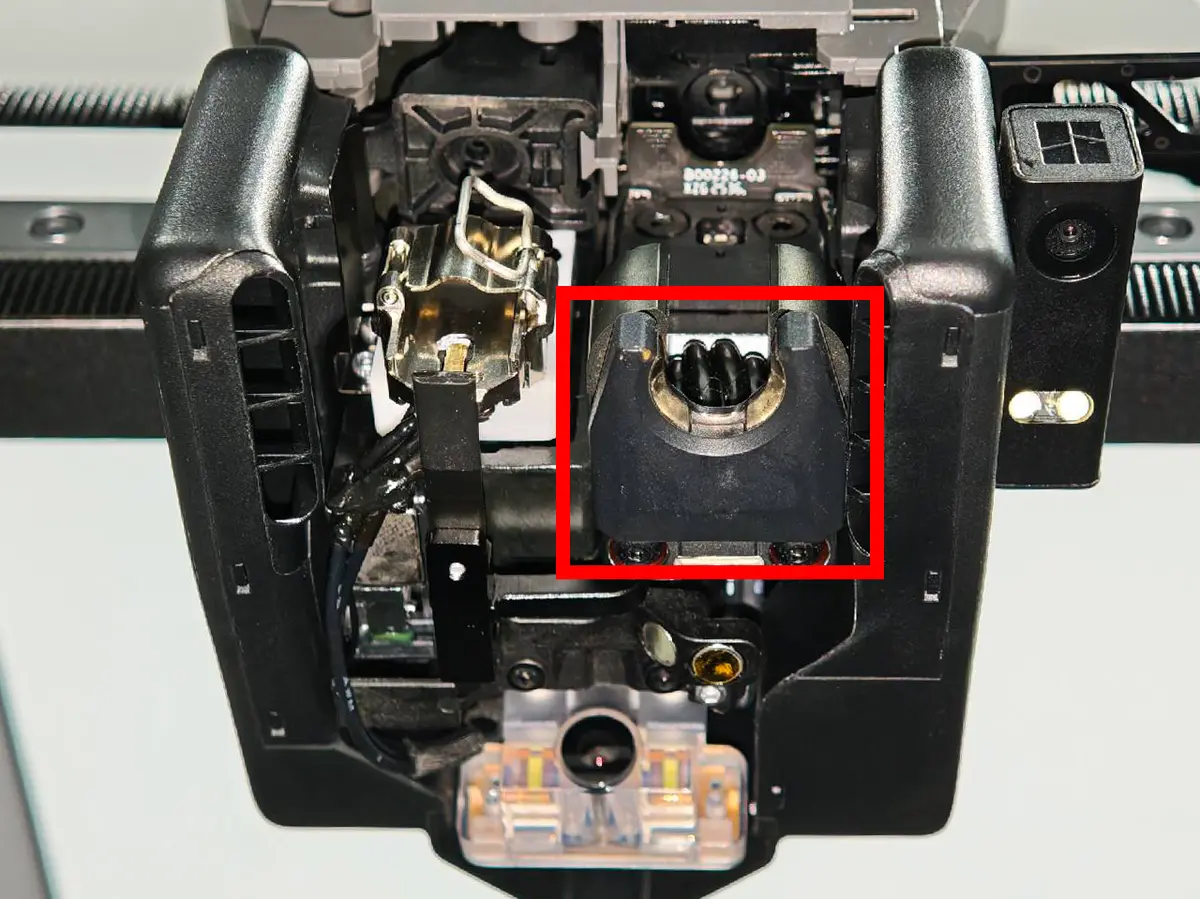 |
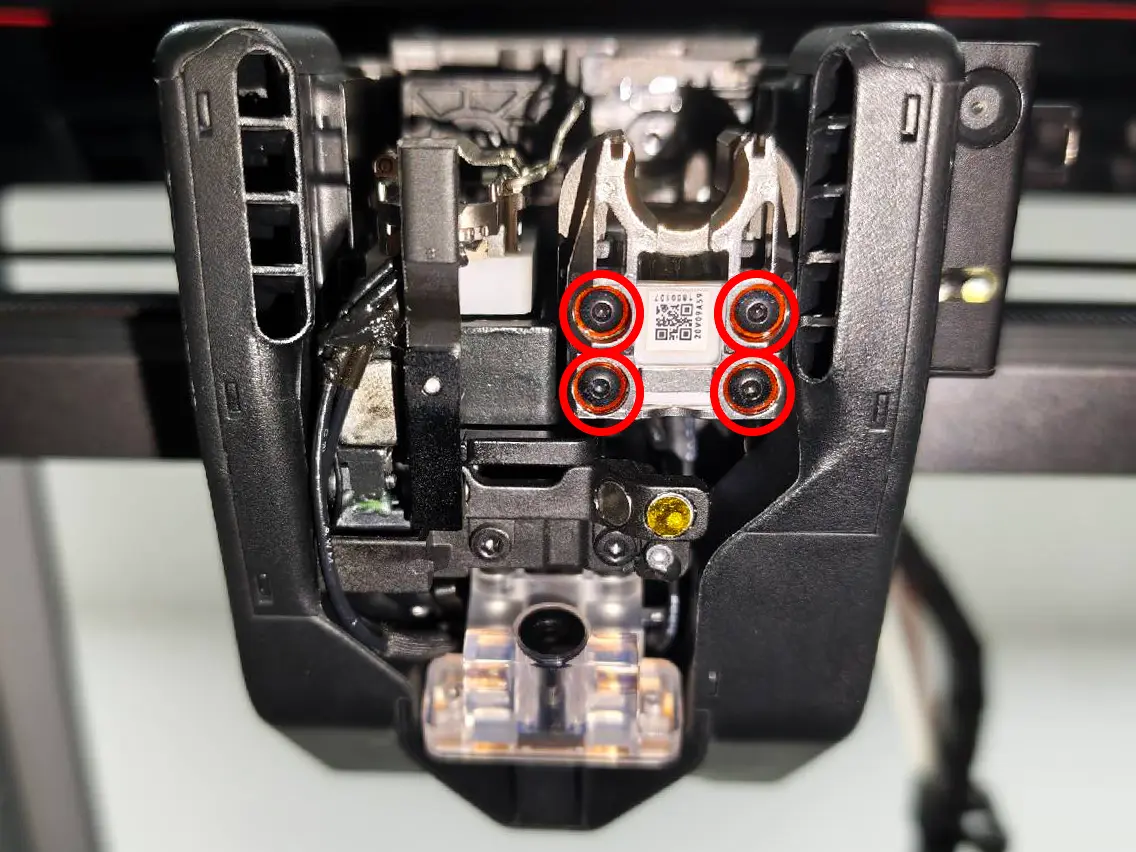
- Løsn de fire nederste skruer, stram dem derefter let, og monter til sidst silikonesokken igen.
Hvis du strammer for hårdt, kan skruegevindet blive ødelagt.
- Kontroller monteringen af dysen
- Montering af venstre dyse: Sæt den venstre dyseenhed i sin monteringsposition, fastgør låseklipsen, og kontroller, at dysen sidder solidt fast. Monter derefter silikonesokken igen.
- Montering af højre dyse: Ret enheden ind efter monteringspositionen, og skub den ind. Tryk derefter på låseaktuatoren for at låse den. Ryst forsigtigt dysen for at sikre, at den er låst og ikke sidder løst.
Lokalt for lavt
Første lag er lavere i bestemte områder (typisk nær forkanten), som vist på billedet nedenfor:
Løsning :
- Brug en skruetrækker eller nøgle til at løsne den sorte sidelåseskrue forrest i bunden af varmepladen ca. én omgang. Denne skrue bruges primært til at gøre varmepladen mere stiv under transport, men hvis den er strammet for hårdt, kan det give lokale spændinger.
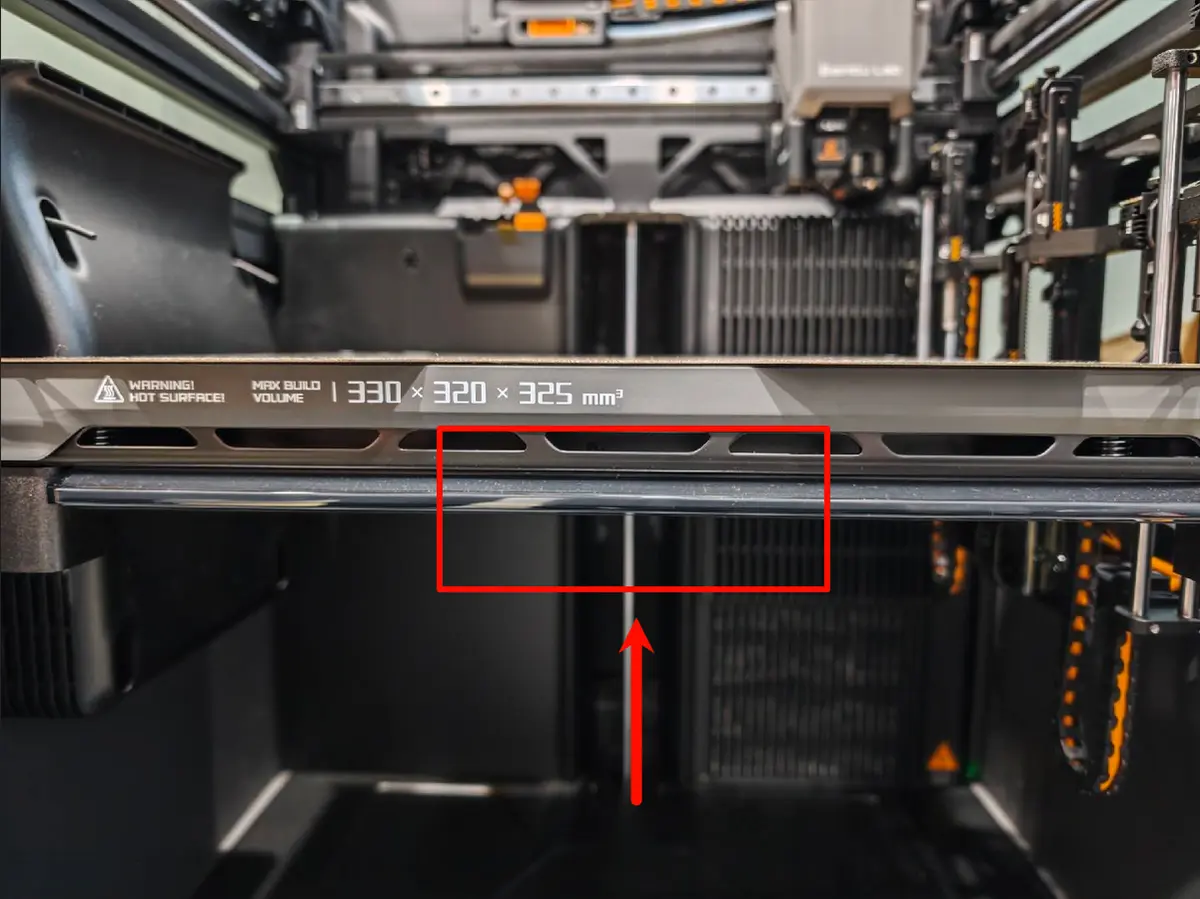 Skruen sidder under den forreste side af varmepladen. |
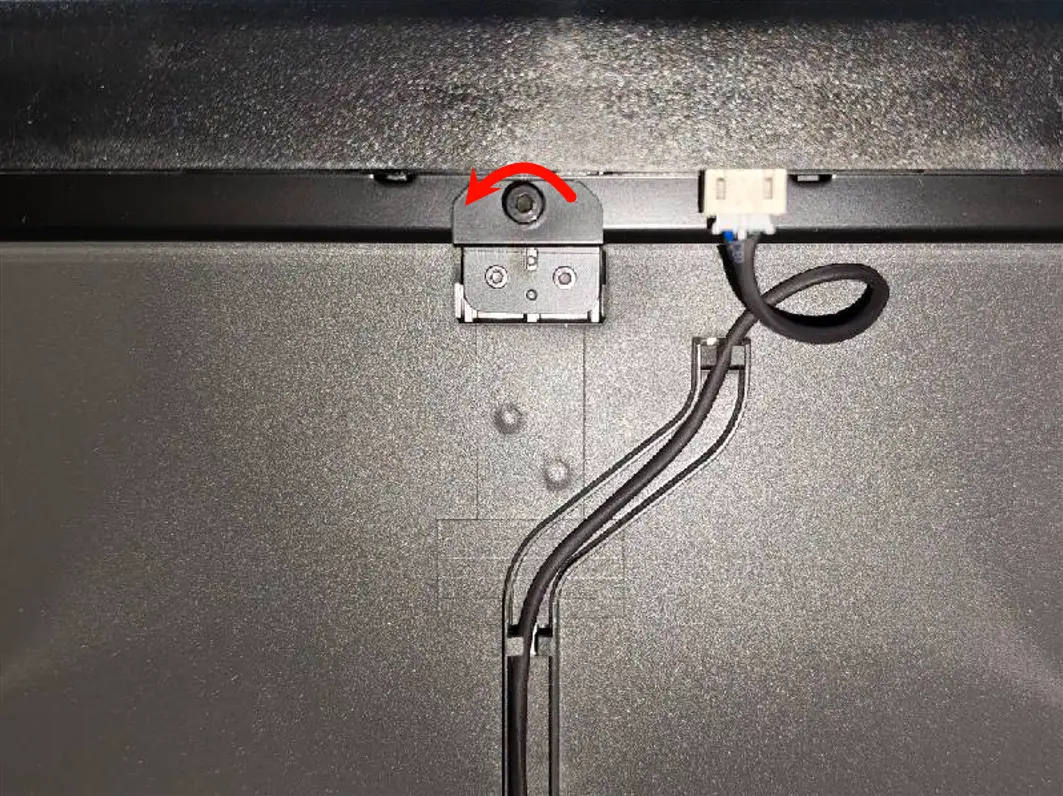 Løsn skruen i pilens retning. |
- Kør printerens kalibrering (automatisk nivellering af varmepladen og nivellering ved høj temperatur), og kontroller, om første lag bliver normalt igen.
Hvis problemet fortsætter:
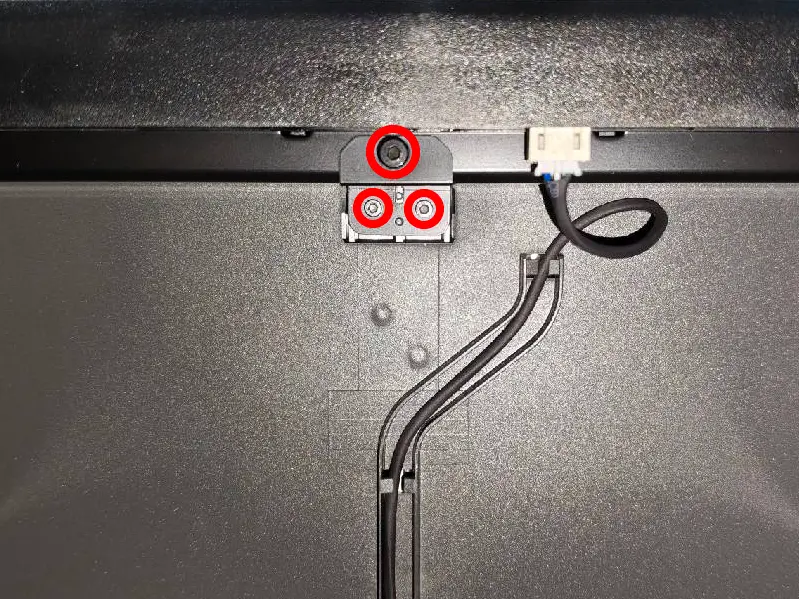
- Brug H2- og H1.5-skruetrækkere eller -nøgler til at fjerne de tre sidelåseskruer på varmepladen og tag den sorte låseplade af (se placeringen på billedet nedenfor)
Bemærk: Disse tre skruer bruges kun til at øge stødsikkerheden under transport. At fjerne skruerne ved normal brug påvirker ikke printkvaliteten.
- Når du har fjernet skruerne, kører du kalibreringen igen og laver et nyt testprint.
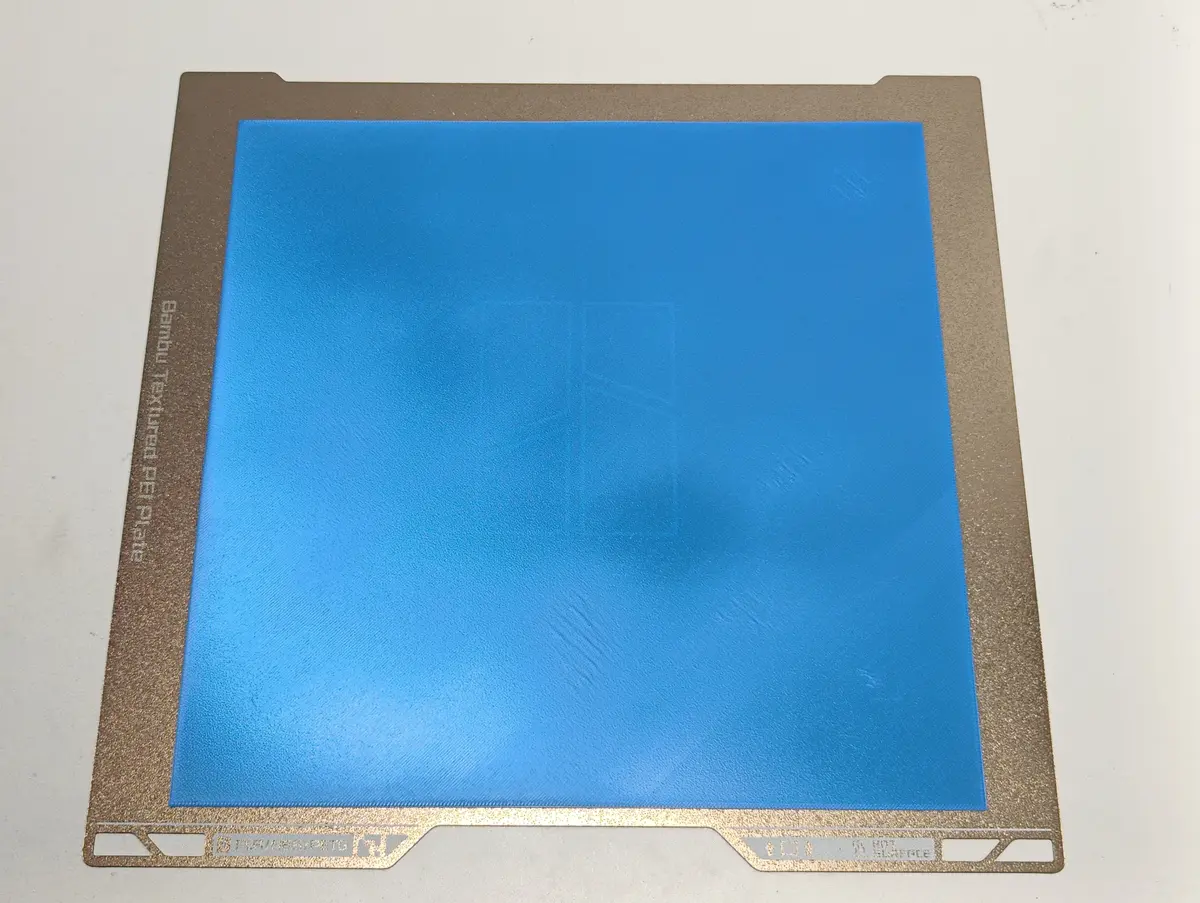
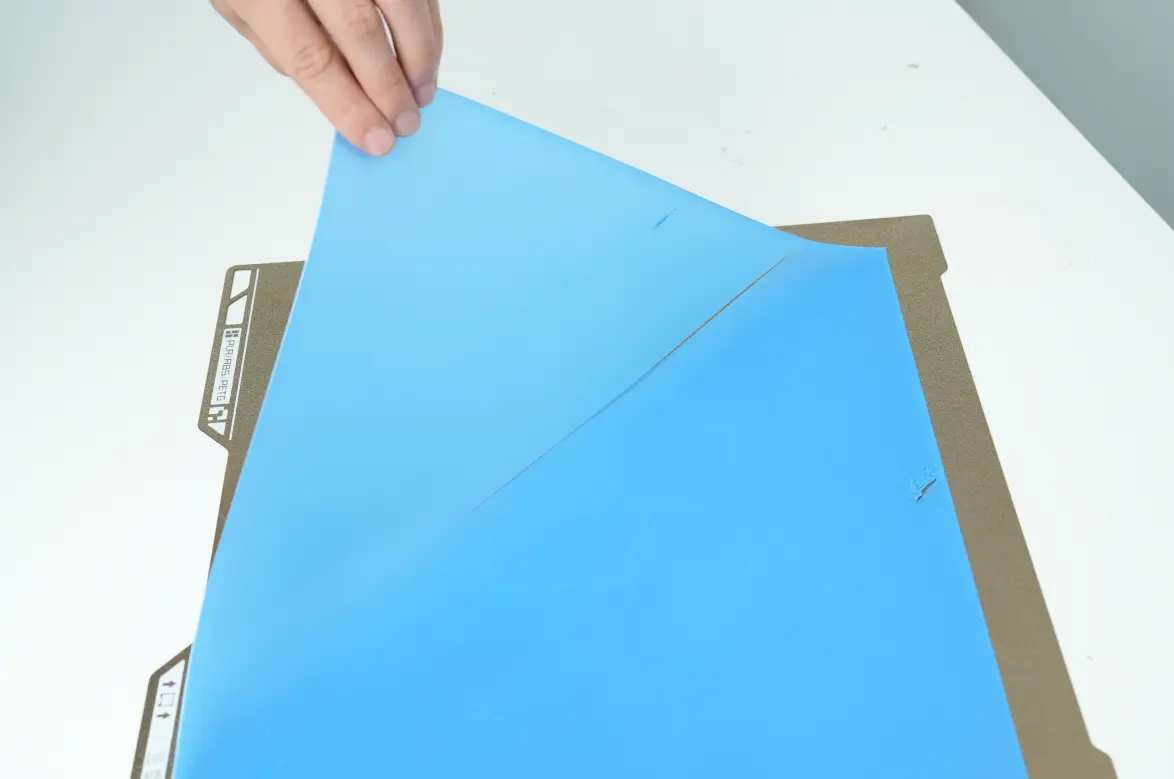
Første lag for højt/spredt
Et for højt første lag viser sig typisk som brede mellemrum eller spredte linjer med dårlig vedhæftning. Når du tager printet af, kan linjerne skille sig fra hinanden, som vist på billedet nedenfor.
Løsning :
- Kontroller og rengør dysetørreren: Tjek dysetørreren (den hårde stålplade eller den bløde silikonebørste) for at sikre, at den er ren og sidder på plads. Sørg for, at den hårde stålplade ikke er bøjet eller deformeret på midten. Hvis den er det, tørrer dysen ikke ordentligt af og kan bære materialerester med under nivelleringen. Placeringen vises nedenfor:
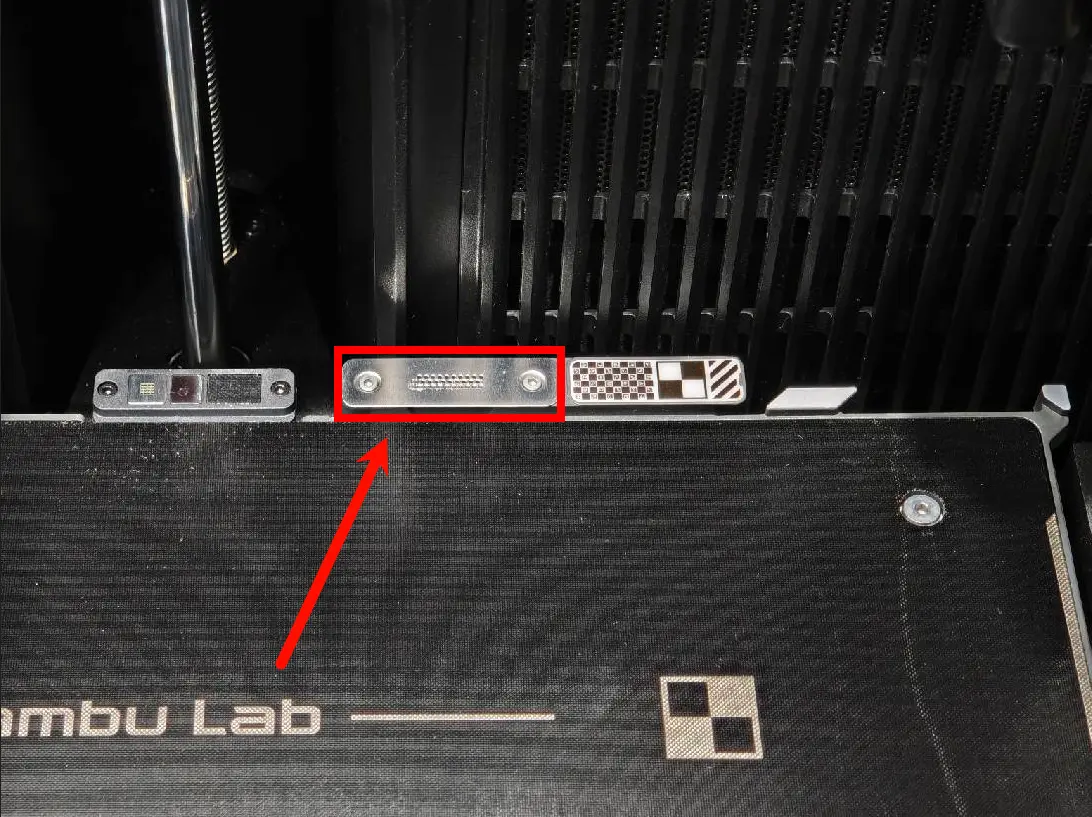 Hærdet stålplade |
 Blød silikonebørste |
- Sørg for, at dyserne er rene og fri for rester før nivelleringen: Materialerester på dysespidsen kan give højdefejl under nivelleringen og dermed et første lag, der er for højt eller spredt. Sørg derfor for at rengøre dyserne, før du starter nivelleringen.
Den ultimative fejlfindingsløsning
Hvis første lag stadig ikke er optimalt efter ovenstående metoder, kan du prøve følgende:
- Forvarm varmepladen til printtemperaturen, og hold den der i 10-15 minutter, før du starter printet.
- Følg proceduren for manuel nivellering af H2C for at nivellere varmepladen manuelt og tjekke for synlig skævhed.
Midlertidig løsning: Juster Z-aksens nulpunktsoffset
Vigtige bemærkninger: Denne metode er kun beregnet til hurtig, midlertidig korrektion af problemer i første lag og kan give nye lokale fejl i andre områder (for eksempel kan tidligere normale områder blive for høje, efter du har rettet et lavt sted). Når den underliggende årsag er løst, anbefales det at gendanne standardindstillingerne og fokusere på korrekt nivellering af varmepladen.
Anbefalede justeringsintervaller:
- Tekstureret plade :
**-0.02mm~0mm** - Ikke-tekstureret plade :
**-0.01mm~0.01mm**
Justeringsmetoder:
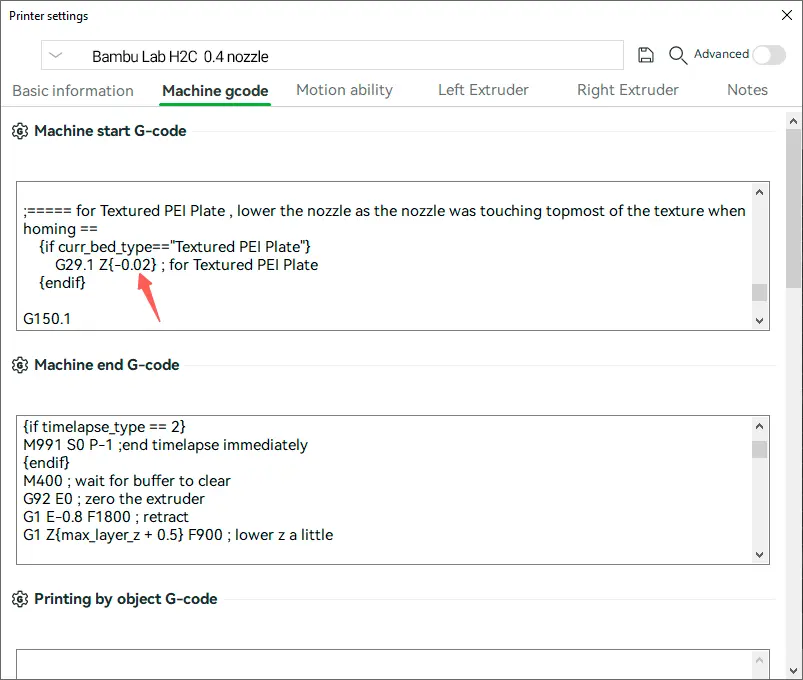
- Rediger G-code
- Tekstureret byggeplade : Under " Printer Settings " - " Machine Start G-code
**G29.1**" ændrer du den oprindelige kommando**G29.1 Z{-0.02}**til**G29.1 Z{xxx}**(xxxer justeringsværdien). Hvis første lag er for lavt, kan du justere Z-aksen til Z{0}, hvilket reelt hæver dysen 0,02 mm i forhold til standardindstillingen. (Som standard sænkes toolheaden 0,02 mm ved brug af den teksturerede plade for at sikre et ensartet første lag.)
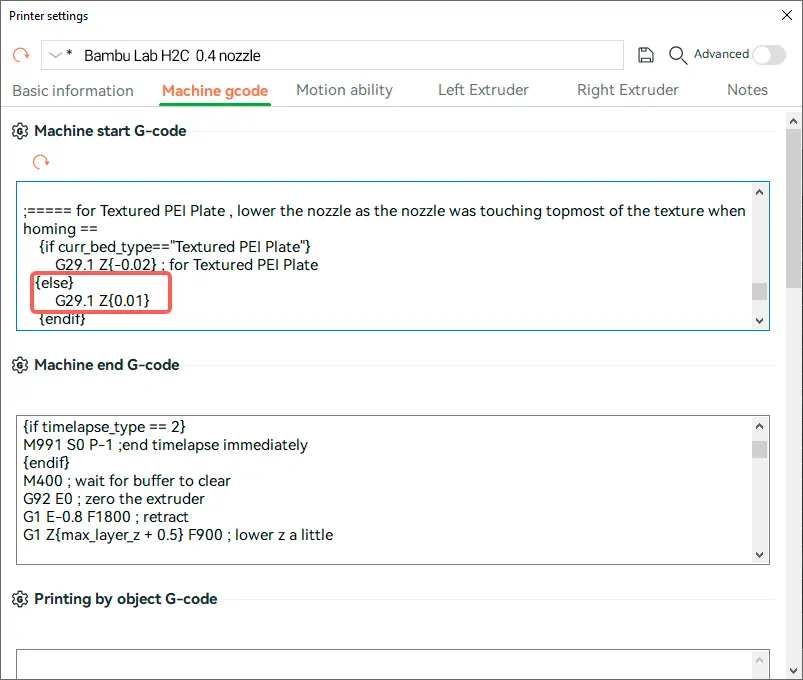
- Ikke-teksturerede byggeplader (f.eks. en glat plade) : Tilføj
** {else} G29.1 Z{xxx}**, så koden kan tilføjes på den placering, der er nævnt ovenfor, som vist på billedet nedenfor.
- Justeringslogik
- Første lag er for højt → Sænk offset-værdien (skift f.eks. fra [tidligere første lag]
-0.02til [nyt første lag-0.03]). - Første lag er for lavt → øg offset-værdien (skift f.eks. fra
-0.02til-0.01).
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2C-guides