Inspektion af tilstopning på H2C
Fejlbeskrivelse
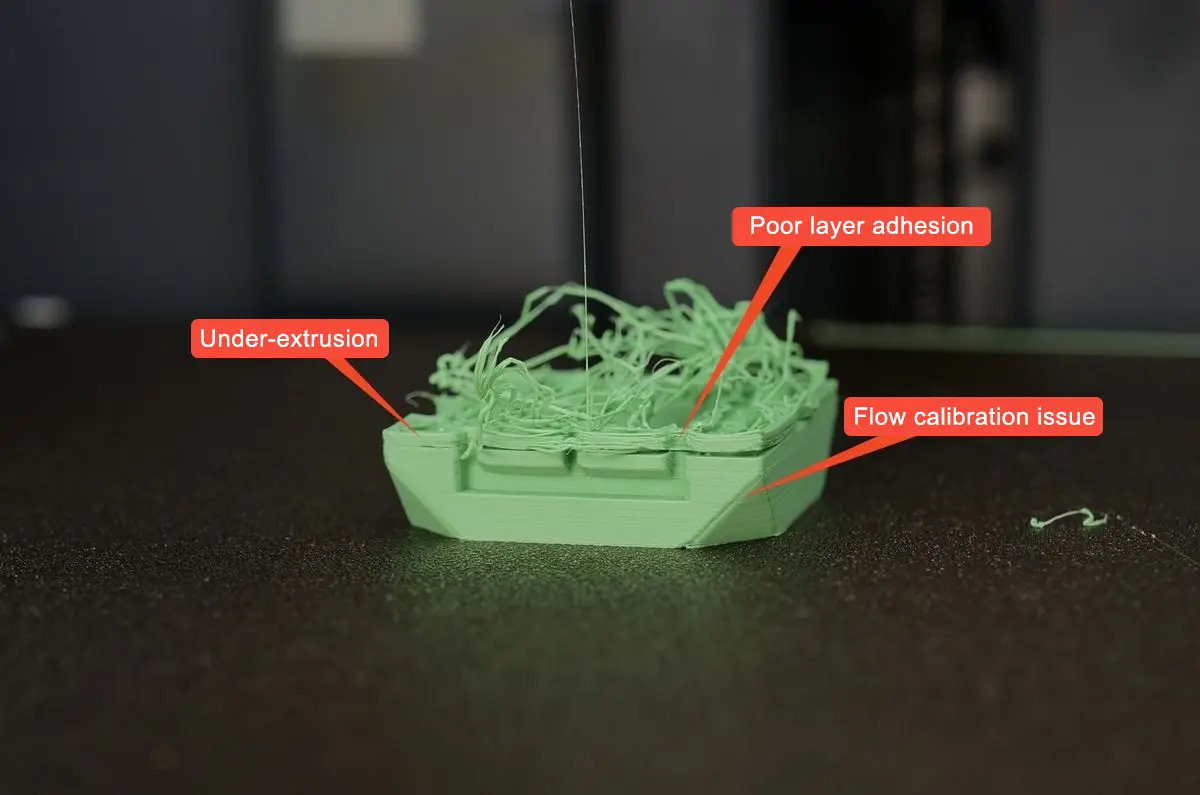
- Ingen eller minimal udtræk under print: Selvom extruderhjulet roterer normalt, kommer der intet filament ud af dysen, eller det udtrukne filament er meget tyndt og svagt.
- Klikkende lyd fra extruderen: "Klik-klik-klik"-lyden betyder, at extrudermotoren springer, fordi den ikke kan skubbe filamentet ind i hotend.
- Underudtræk eller lagdeling: Lagene binder ikke ordentligt sammen, hvilket giver synlige mellemrum eller huller.
- Printfejl ved start: Printhovedet bevæger sig, men der kommer intet filament ud af dysen.
Nødvendige værktøjer og materialer
For at løse de fleste tilstopninger har du brug for følgende værktøjer:
- H2.0 unbrakonøgle - Bruges til at af- og påmontere cutterne og skruerne i det forreste føringsdæksel.
- H1.5 skruetrækker - Bruges til at fjerne fastklemt filament i små eller trange områder, fx den sorte connector eller Idler Arm-udgangen.
- Pincet eller skæretang - Bruges til at gribe og fjerne fastklemt filament fra extruderens mellemrum eller indgangen til det forreste føringsdæksel.
- Rensenål - Bruges til manuelt at fjerne tilstopninger i dyse eller hotend.
- Varmebestandige handsker - Bruges til at beskytte hænderne under rensning eller håndtering af opvarmede komponenter.
- Et nyt stykke filament - Bruges til at teste udtræk efter, at en tilstopning er fjernet.
Mulige fejlplaceringer
For at løse en tilstopning skal du inspicere de tre nøglesektioner langs filamentbanen:
- Inde i PTFE-slangen: Filamentet er blokeret mellem spolen og toolhead.
- Inde i extruderen (inklusive den drevne arm, mellemrummet ved drivhjulet og det forreste føringsdæksel): Blokeringen sker mellem extruderhjulene og indgangen til hotend.
- Hotend og dyse: Der er en tilstopning inde i dysen eller i hotendets heat break.
Fremgangsmåde til fejlsøgning
Prøv først at trække filamentet manuelt opad. Hvis du mærker betydelig modstand, eller filamentet ikke kan fjernes, tyder det på en tilstopning på extruder-siden. Gå videre til trin 3 for inspektion af tilstoppet extruder.
Hvis filamentet fjernes uden problemer, isæt et nyt filament og tryk på "Extrude" på printerens skærm:
- Hvis udtrækket er jævnt (med dysen fjernet), er tilstopningen sandsynligvis i hotend eller dyse. Gå videre til 2. Inspektion af tilstopning i hotend/dyse.
- Hvis udtræk mislykkes, eller retraktion ikke virker, behandl det som en tilstoppet extruder og gå videre til 3. Inspektion af tilstoppet extruder.
Trin til fejlsøgning
1. Manuel udtræk
Denne sektion bruger den højre hotend som eksempel. Den venstre hotend følger samme fremgangsmåde, blot med de tilsvarende komponenter.
Trin 1. Afmonter toolheadets ekstra køleblæser
- Få adgang til toolhead-området, og frakobl kablet til toolheadets ekstra køleblæser ved at trække stikket opad.
- Hold på toppen af køleblæserens hus, løft det opad, og tag det af.
- Når dysetemperaturen på skærmen er kølet ned til stuetemperatur, tryk på cutteren for at klippe filamentet over.
⚠️ Bemærk: Vent altid, til dysetemperaturen er kølet ned til stuetemperatur, før du klipper filamentet over. Klipper du, mens hotend stadig er varm, kan det give en sekundær tilstopning ved cutteren.
|

|
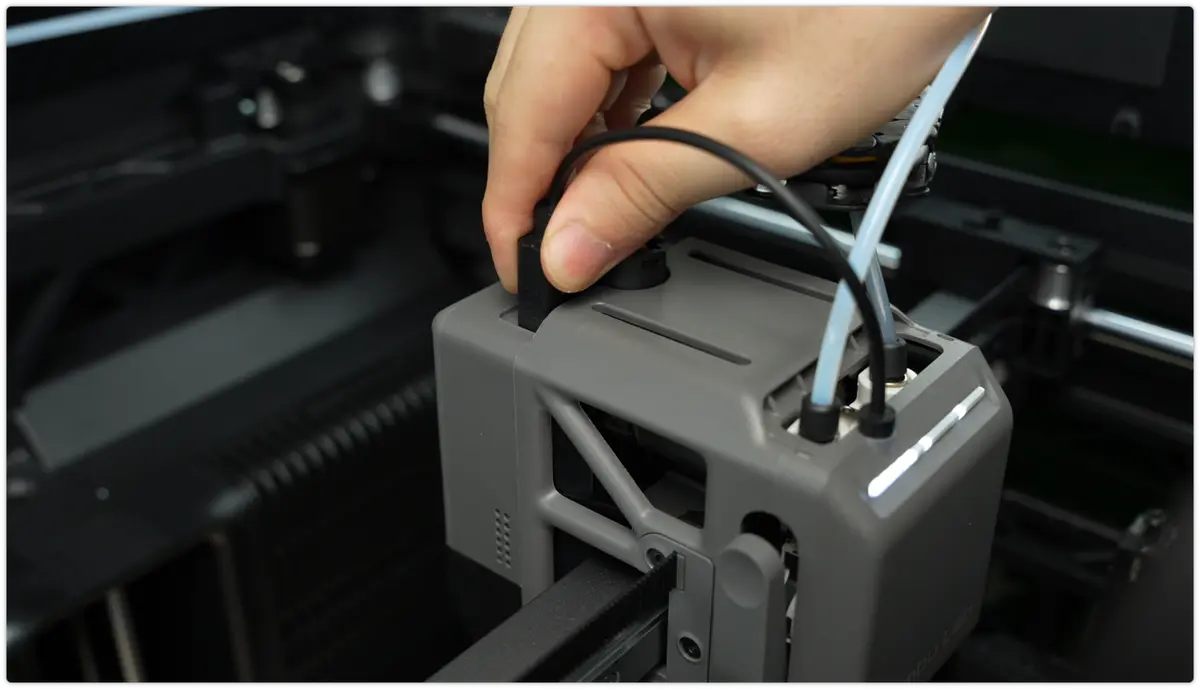
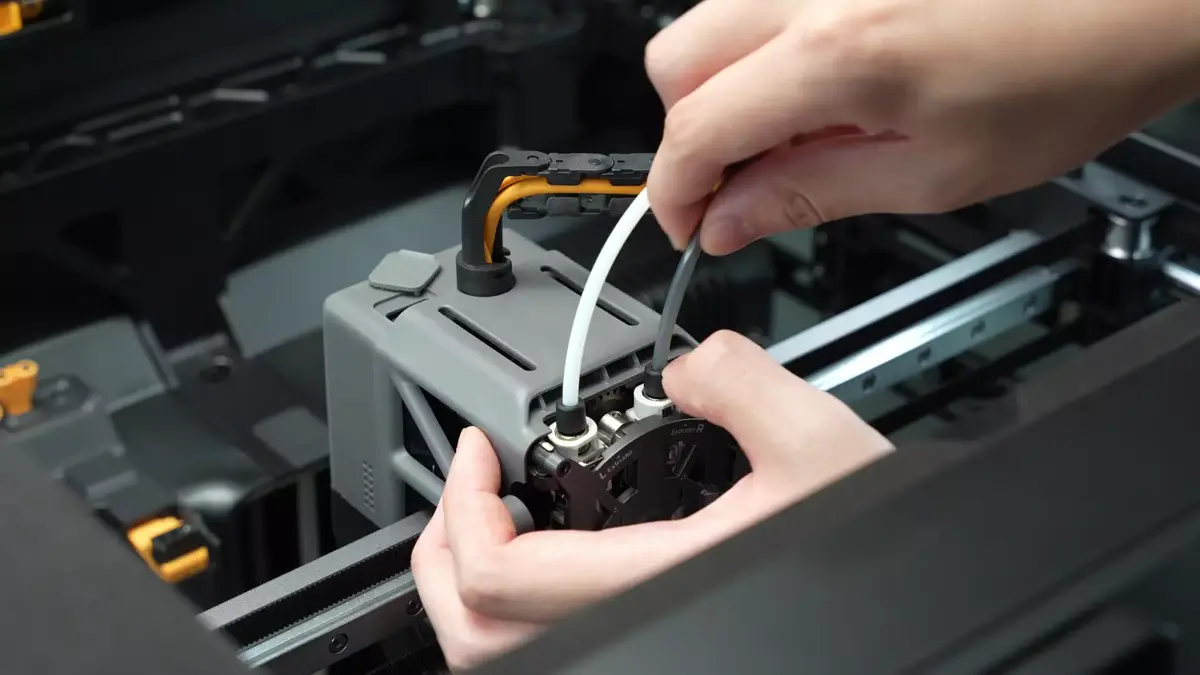
Trin 2. Frakobl PTFE-slangen
Tryk på connectorens sorte yderring, mens du forsigtigt trækker PTFE-slangen opad for at frakoble den.
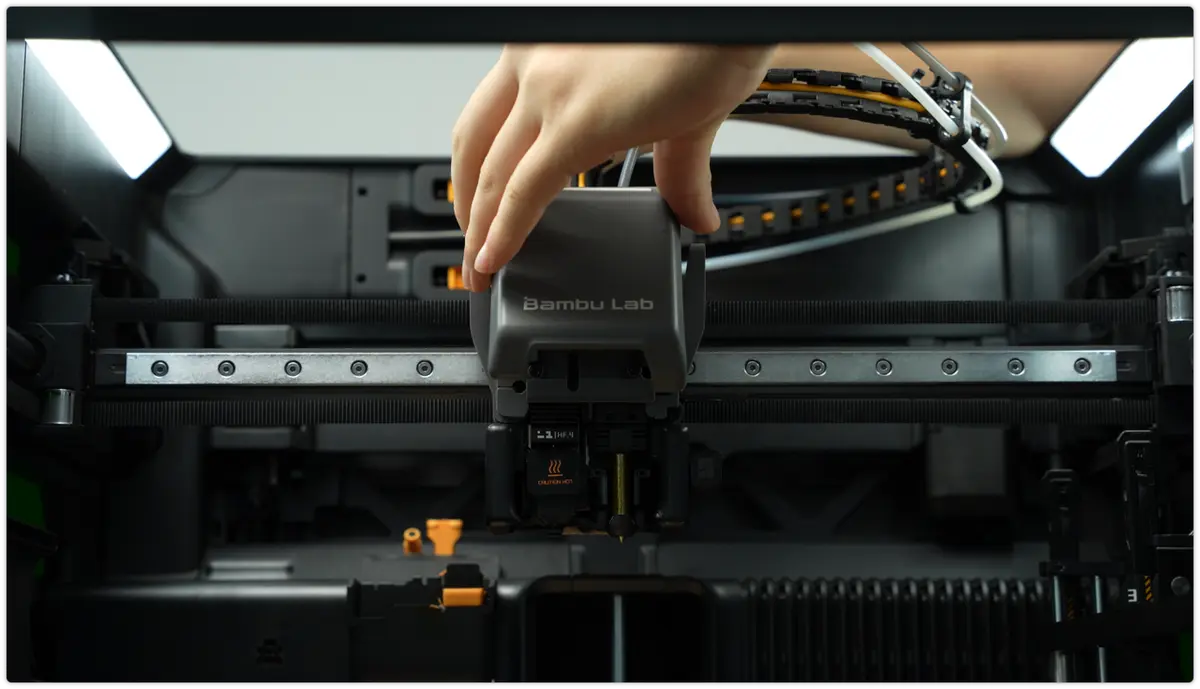
Trin 3. Afmonter induktions-hotend
Træk induktions-hotendets lås ud for at frigøre den, og fjern derefter den højre induktions-hotend.
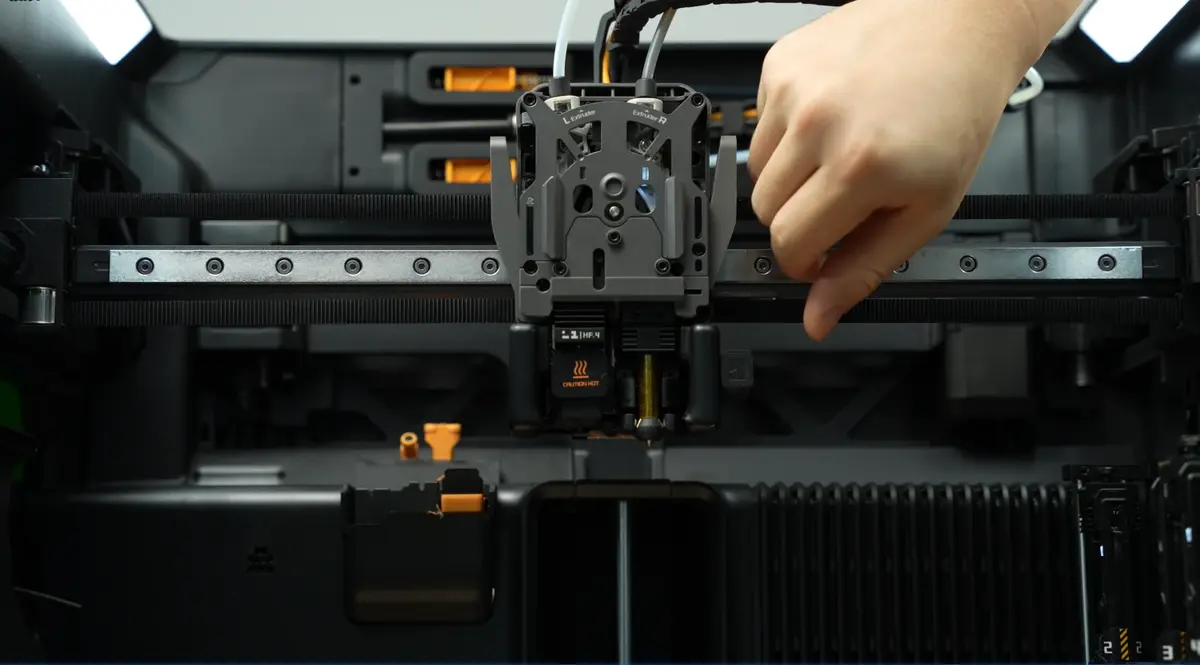
Trin 4. Frigør fremføringsbanen og fjern filamentet
- Skub den højre Idler Arm udad for at frigøre grebet om filamentet. Det kan kræve nogen kraft.
- Hold Idler Arm på plads med den ene hånd, og træk forsigtigt filamentet opad med den anden hånd for at fjerne det.
⚠️ Bemærk: Hvis du mærker betydelig modstand eller ikke kan fjerne filamentet uden problemer, kan extruderen være tilstoppet. Stop med det samme, træk ikke med kraft, da det kan forværre blokeringen. Gå videre til fejlsøgningsmetode 3 for de næste trin.
- Isæt derefter et nyt stykke filament i extruderen, og prøv et manuelt udtræk ved at trykke på Extrude-knappen på skærmen. Hvis printeren viser beskeden "Opvarm dysen til over 170 °C", vælg "Mind mig ikke om det igen denne gang".
- Hvis filamentet udtrækkes jævnt, er tilstopningen sandsynligvis i hotend. Se 2. Inspektion af tilstopning i hotend/dyse.
- Hvis filamentet ikke kan udtrækkes eller retraheres korrekt, kan extruderen være tilstoppet eller have et fremføringsproblem. Se 3. Inspektion af tilstoppet extruder.
2. Inspektion af tilstopning i hotend/dyse
Hvis manuelt udtræk ikke kan skubbe filamentet gennem dysen, eller det udtrukne filament ikke fuldt ud er skiftet til det nyligt isatte filament, brug en rensenål til at rense hotend.
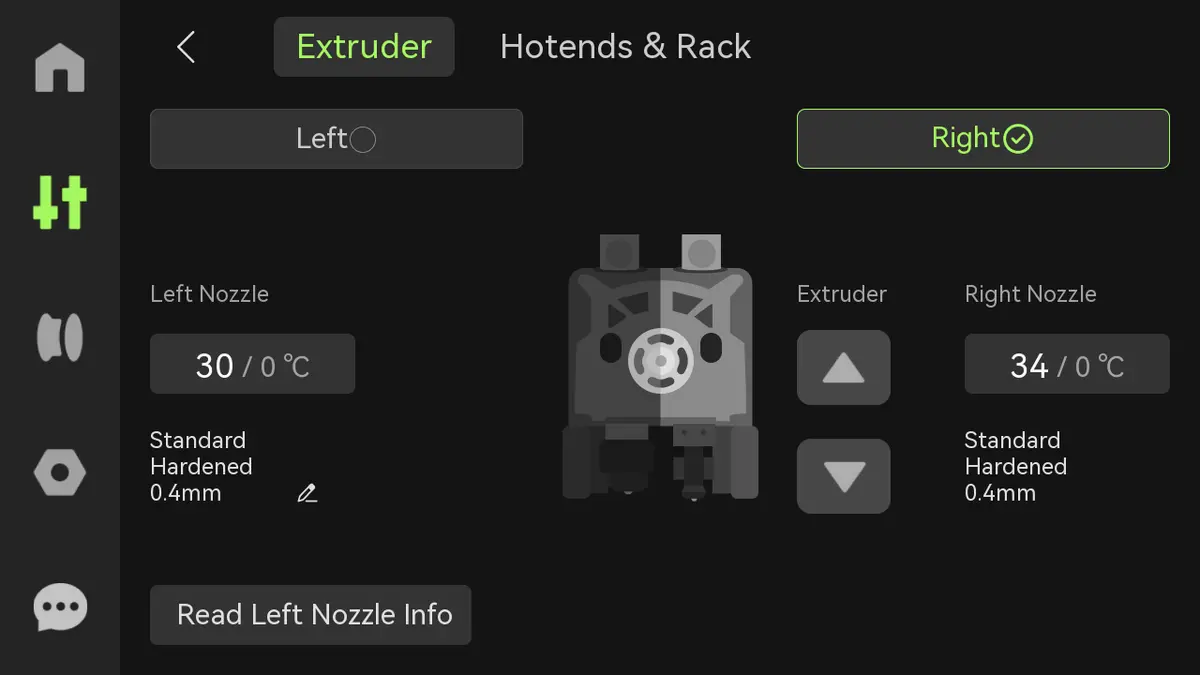
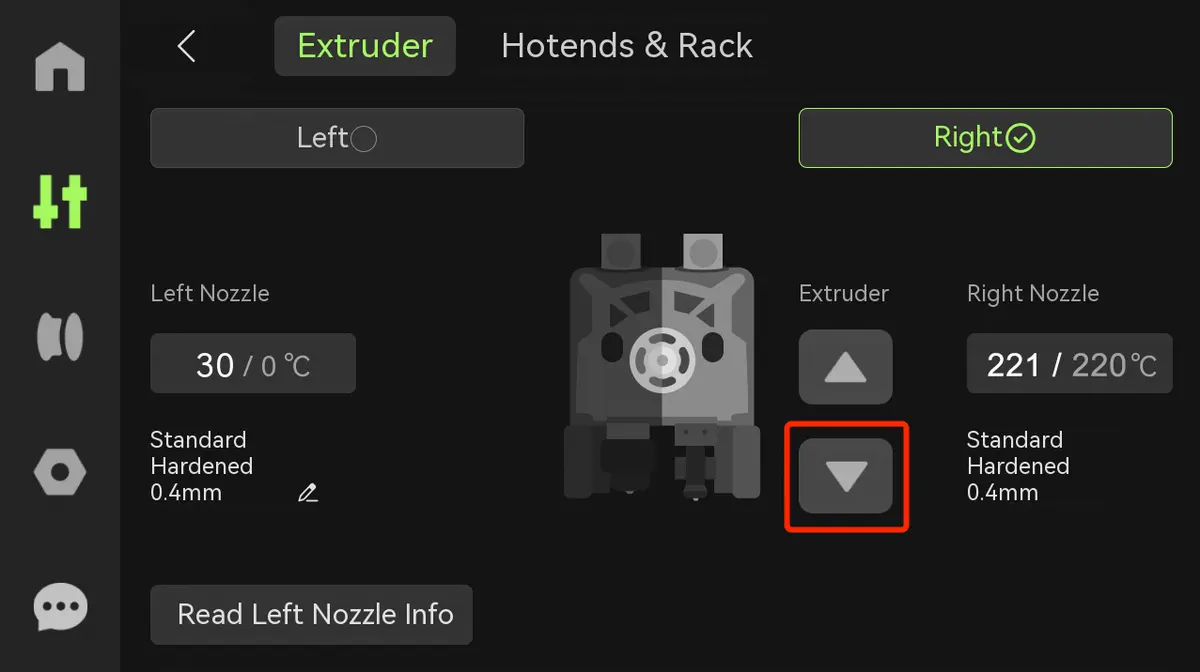
- På printerens touchskærm trykker du på "Control" → "Nozzle & Extruder" for at åbne extruder-betjeningsfladen.

- Vælg "Right Side" (for den højre hotend), og sæt derefter den højre hotends temperatur lidt over filamentets normale printtemperatur.
(Sæt den fx til 220 °C for PLA.)

- Når temperaturen har nået den ønskede måltemperatur, før forsigtigt rensenålen ind i dysen og bevæg den op og ned flere gange for at fjerne blokeringen.

⚠️ Advarsel: Når du bruger rensenålen, kan trykket inde i dysen pludselig blive udløst, så varmt filament sprøjter uventet ud. Bær altid varmebestandige handsker, og hold ansigtet væk fra printerkammeret for at undgå forbrændinger.
For flere metoder til rensning af dysen, se H2C-guiden til rensning af tilstopning i dyse/hotend.
3. Inspektion af tilstoppet extruder
Hvis du mærker betydelig modstand eller ikke kan trække filamentet ud uden problemer, sidder tilstopningen sandsynligvis inde i extruder-modulet.
Stop med det samme; tvinger du filamentet, kan det sætte sig endnu dybere fast i Idler Arm-modulet, hvilket gør rensningen langt sværere.
I så fald skal du afmontere det forreste føringsdæksel for at fjerne blokeringen inde i extruderen, herunder Idler Arm, mellemrummet ved drivhjulet og selve det forreste føringsdæksel.
Det forreste føringsdæksel kan komme i karambolage med venstre og højre cutter-håndtag, hvilket gør afmonteringen lidt sværere, især hvis der stadig er filament i begge extruderbaner (som ved tofarvet print, hvor to filamenter føres gennem venstre og højre side).
Ved at følge trinene nedenfor kan det forreste føringsdæksel afmonteres sikkert.
Før du fortsætter, skal du sikre dig, at hotend er kølet ned til stuetemperatur.

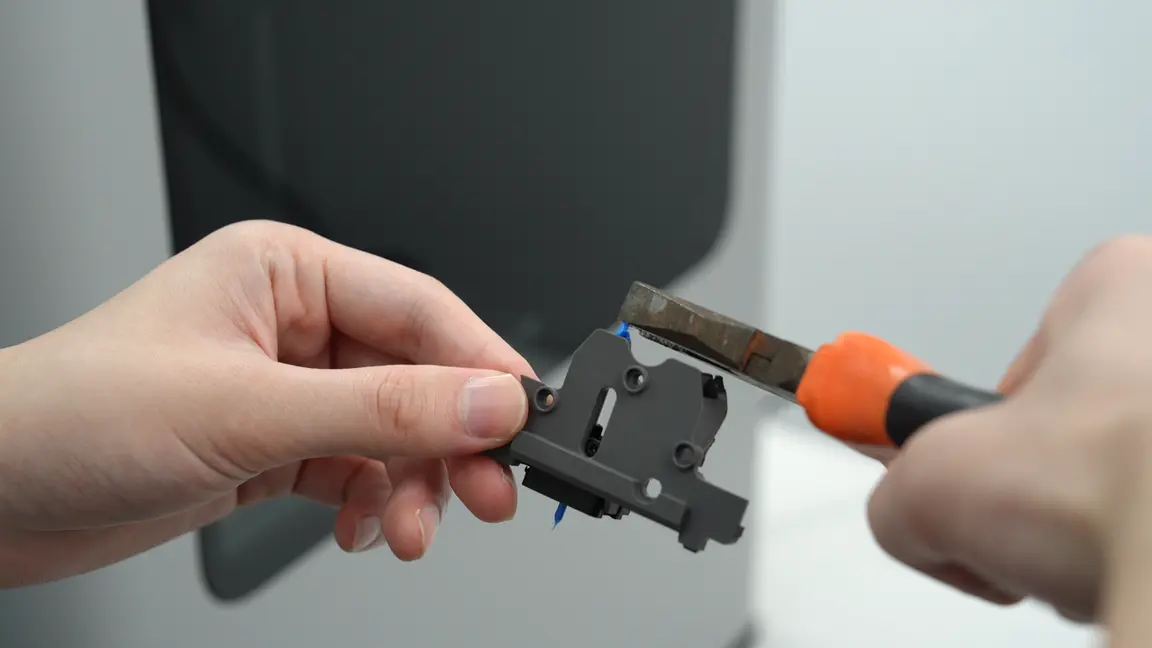
Trin 1. Afmonter venstre og højre cutter
- Brug en H2.0 unbrakonøgle til at fjerne skruen, der holder den venstre cutter, og tag derefter cutteren ud af extruderen.
|

|
- Brug en H2.0 unbrakonøgle til at fjerne skruen, der holder den højre cutter, og tag derefter cutteren ud af extruderen.
|
|
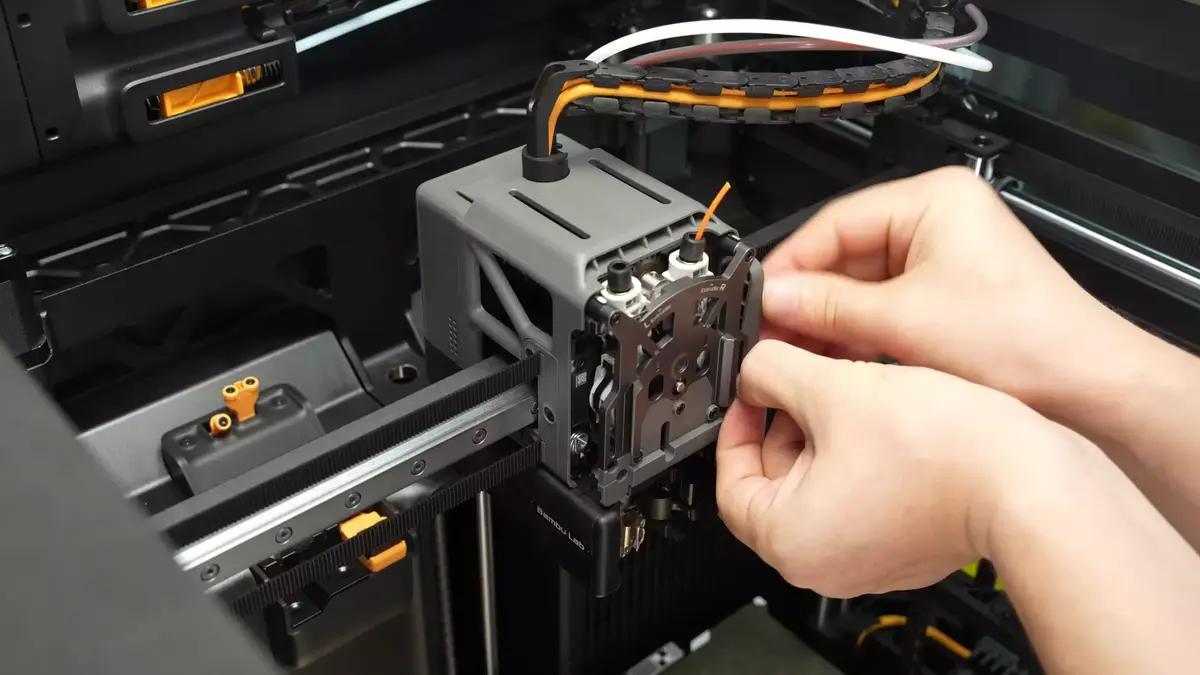
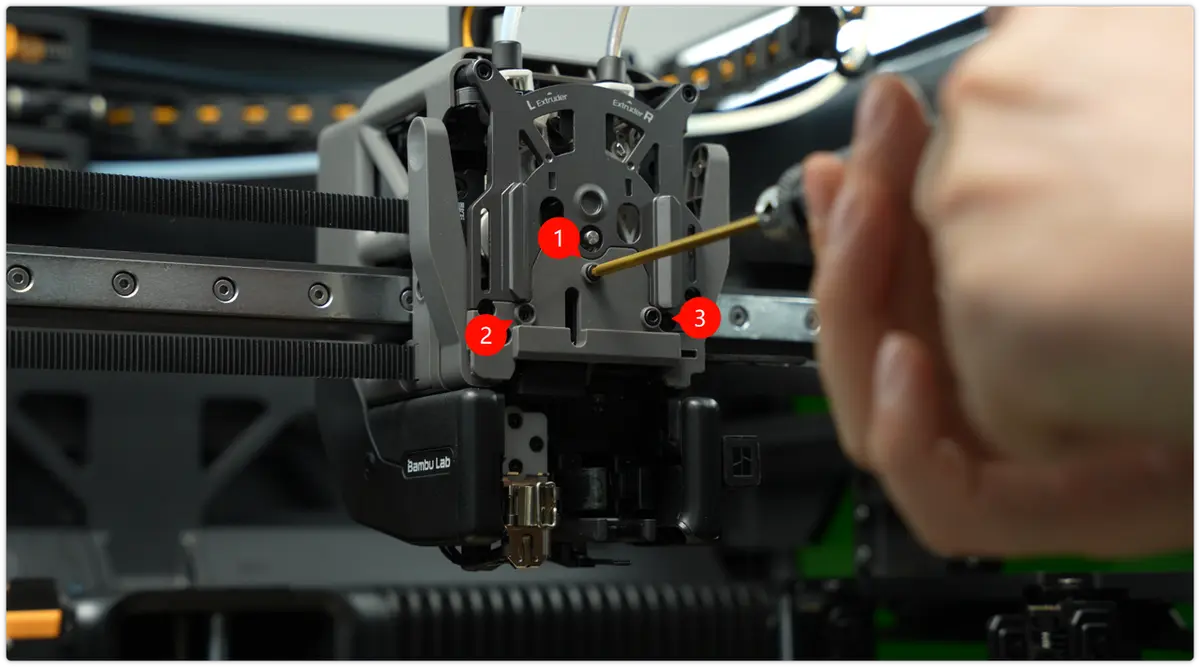
Trin 2. Afmonter det forreste føringsdæksel
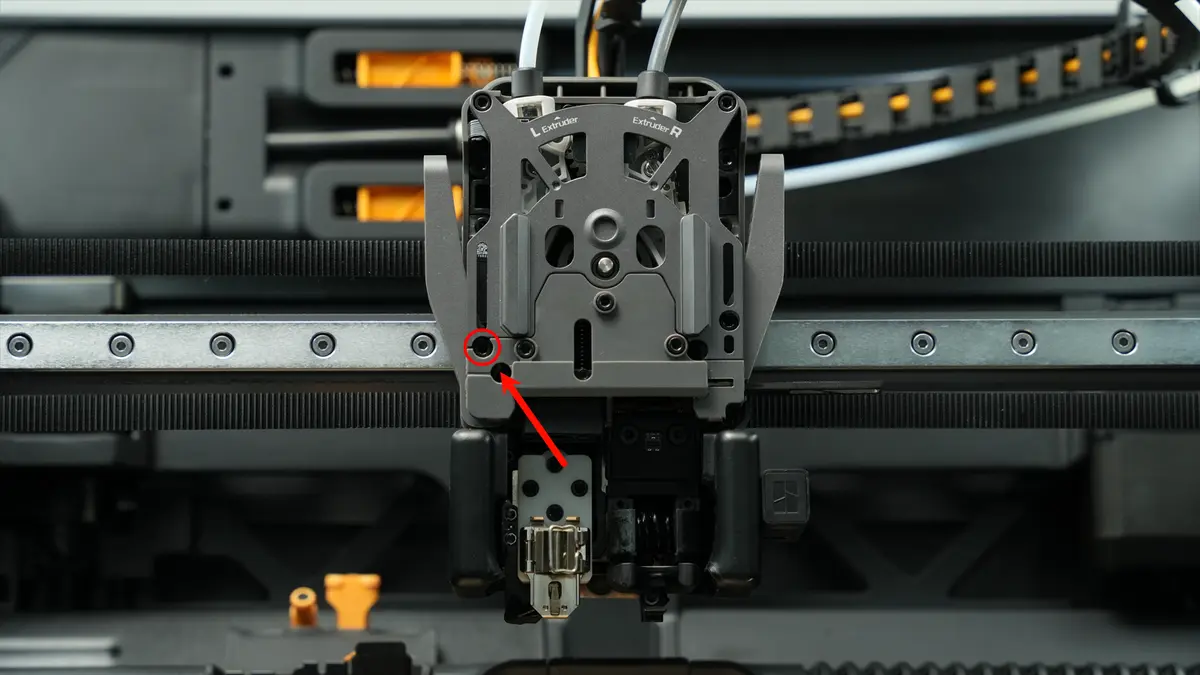
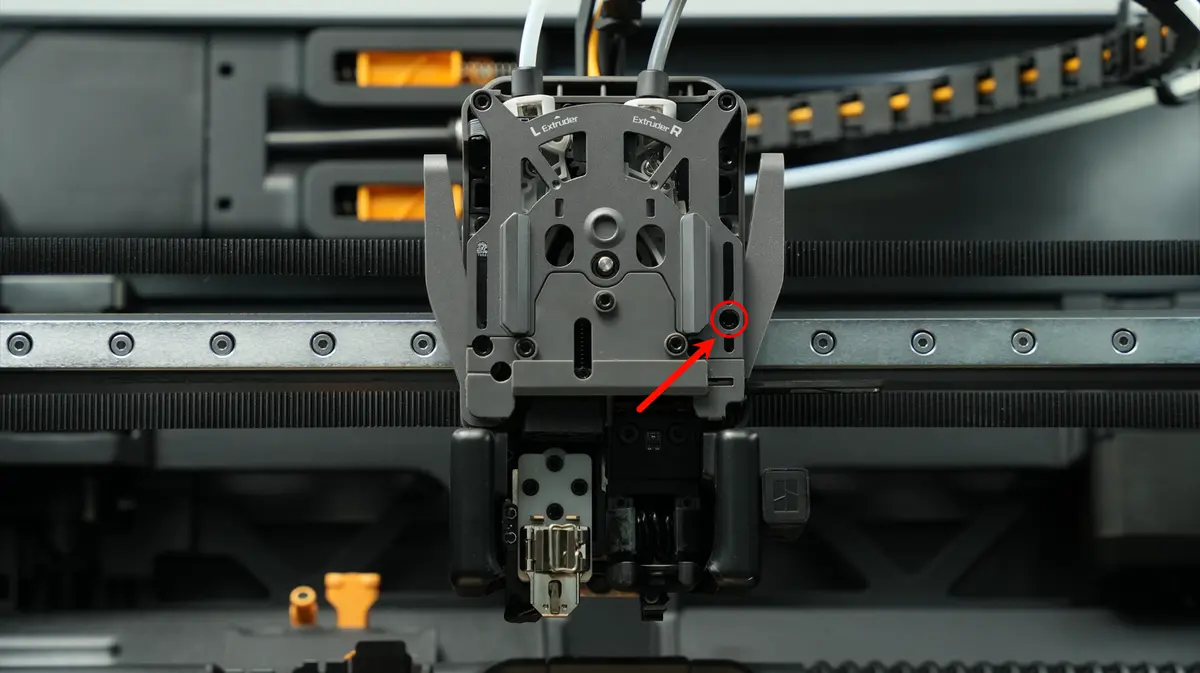
- Brug en H2.0 unbrakonøgle til at fjerne de tre skruer fra det forreste føringsdæksel.
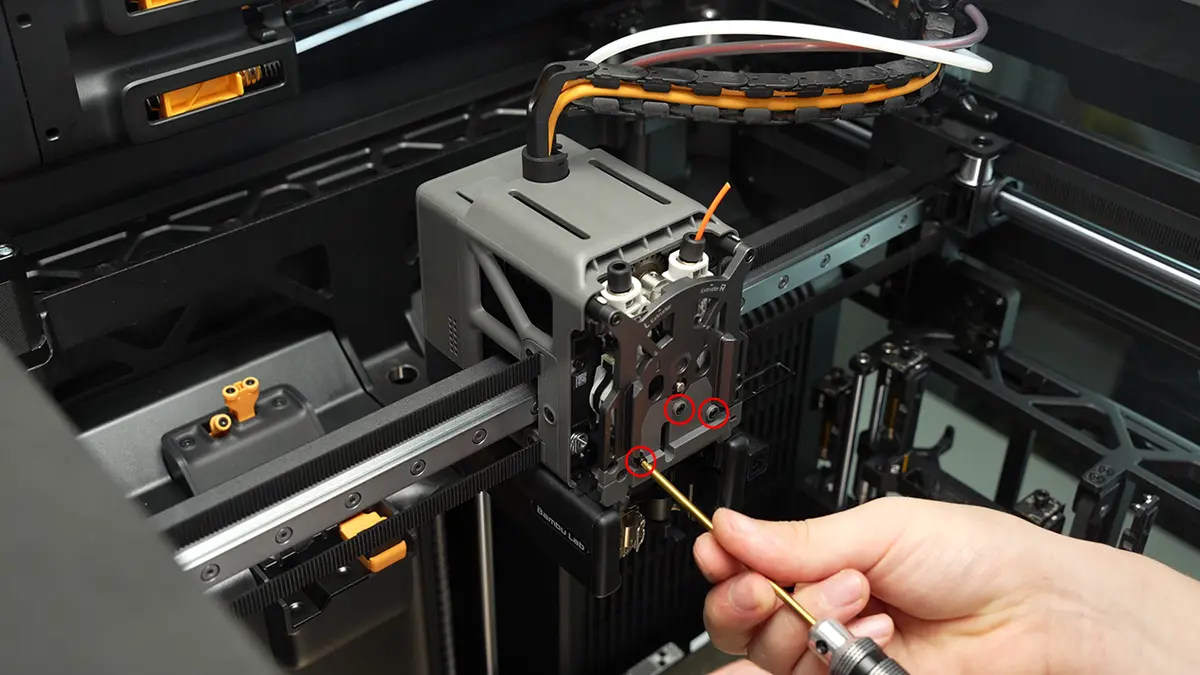
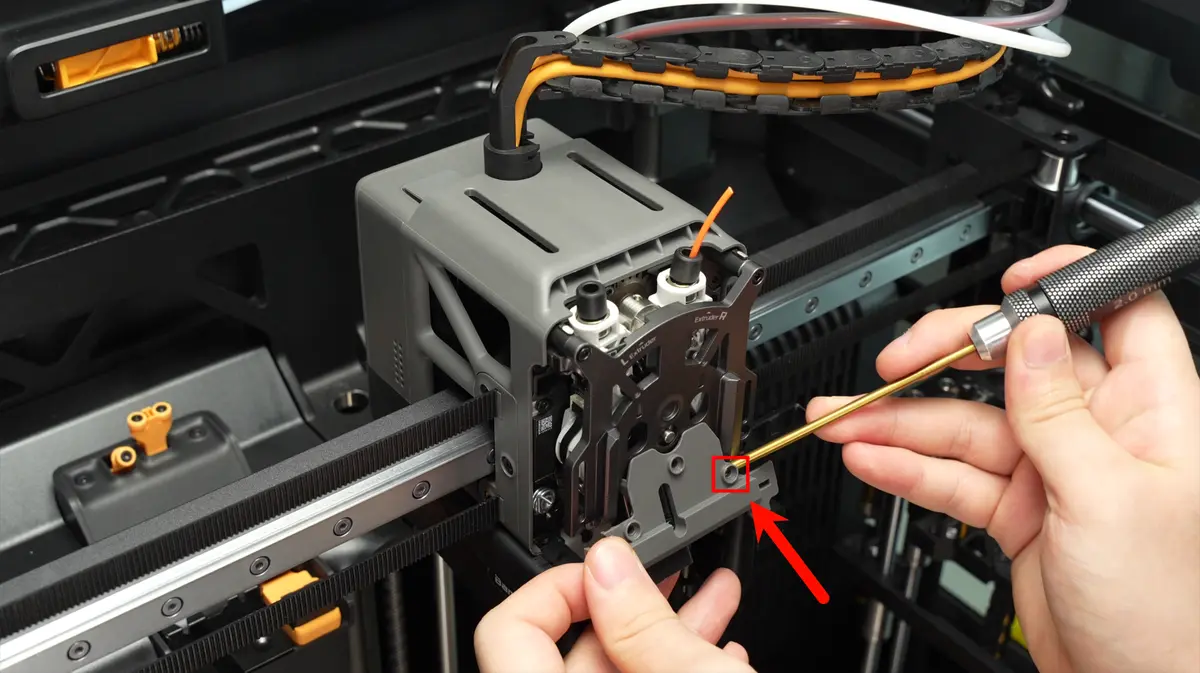
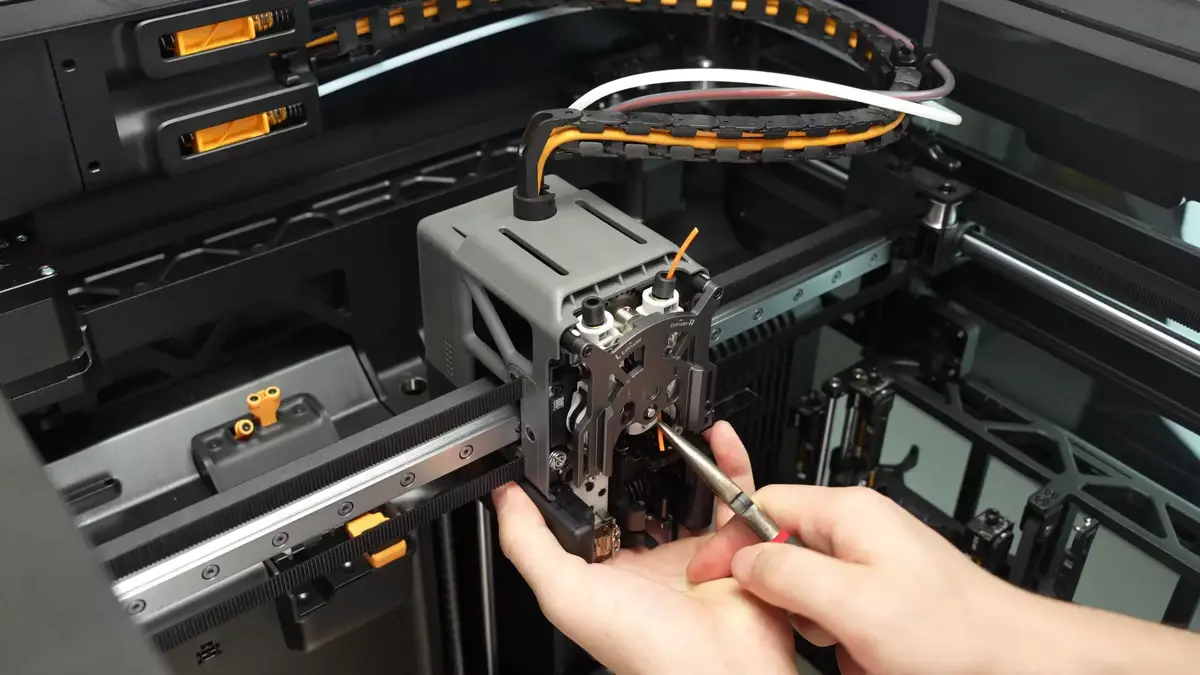
- Grib fat i sidetapperne på det forreste føringsdæksel og træk det lige udad for at fjerne det.
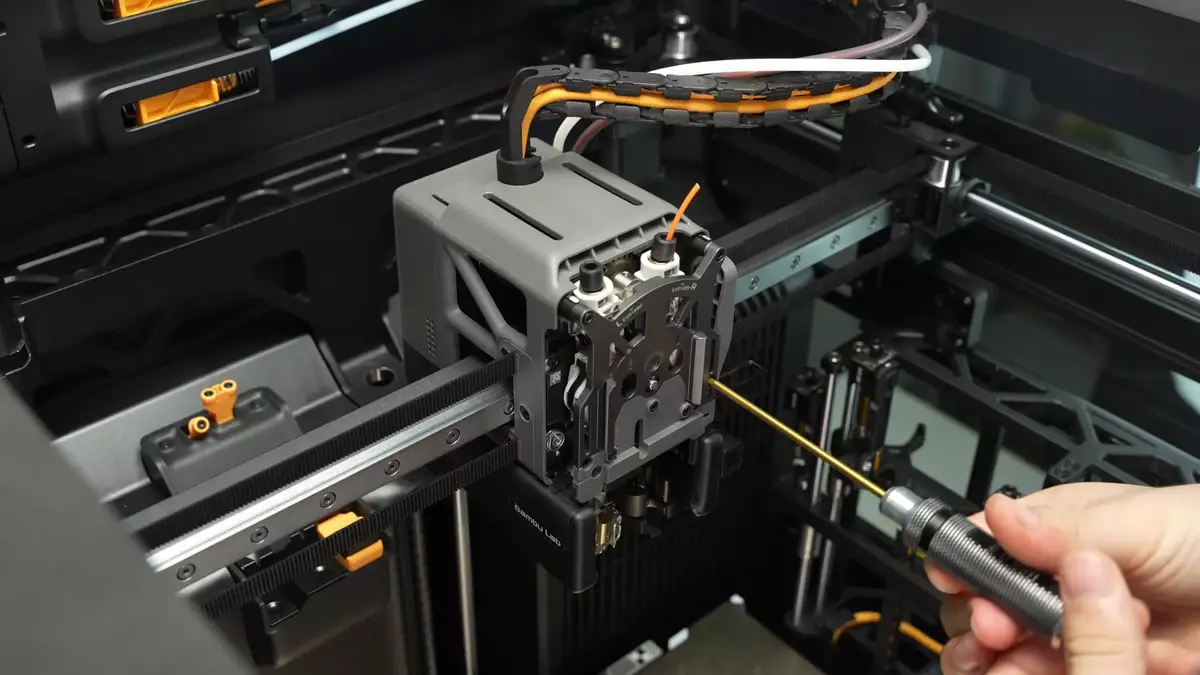
Hvis modstanden er stor, kan du bruge en skruetrækker som vægtstang fra det forstærkede plastområde bag det venstre skruehul for at hjælpe afmonteringen. Dette område giver bedre strukturel støtte og er det anbefalede vægtstangspunkt.
 |
 |
Når det forreste føringsdæksel er afmonteret, rens komponenterne ud fra den faktiske blokering:
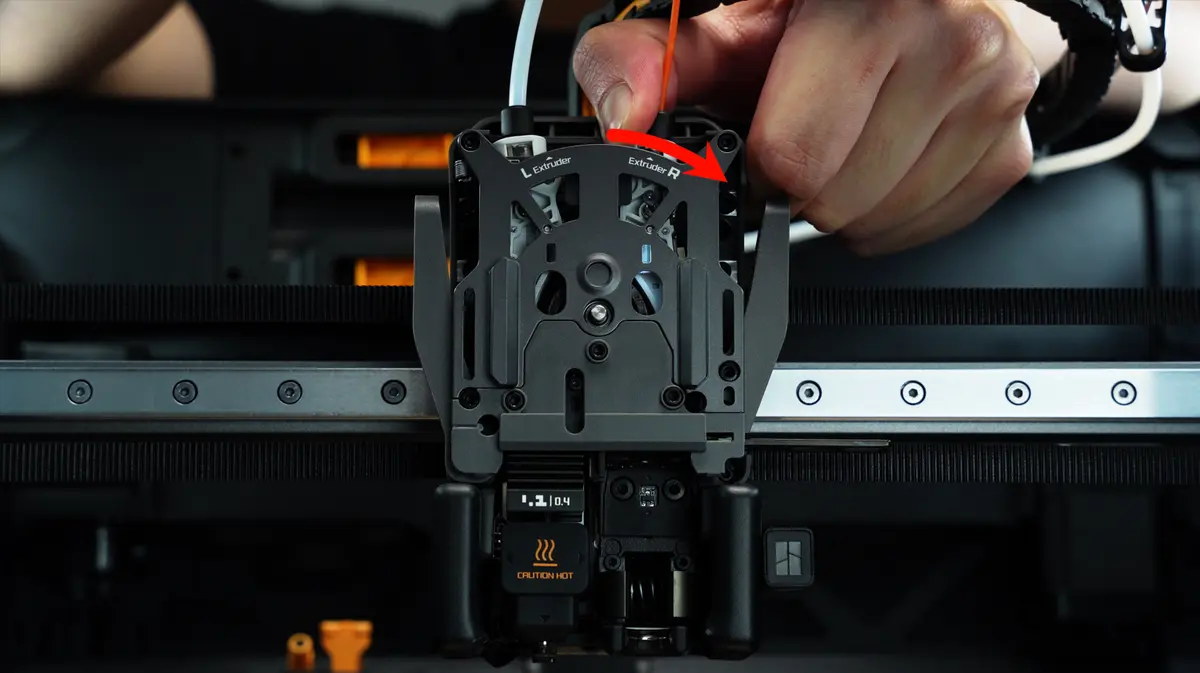
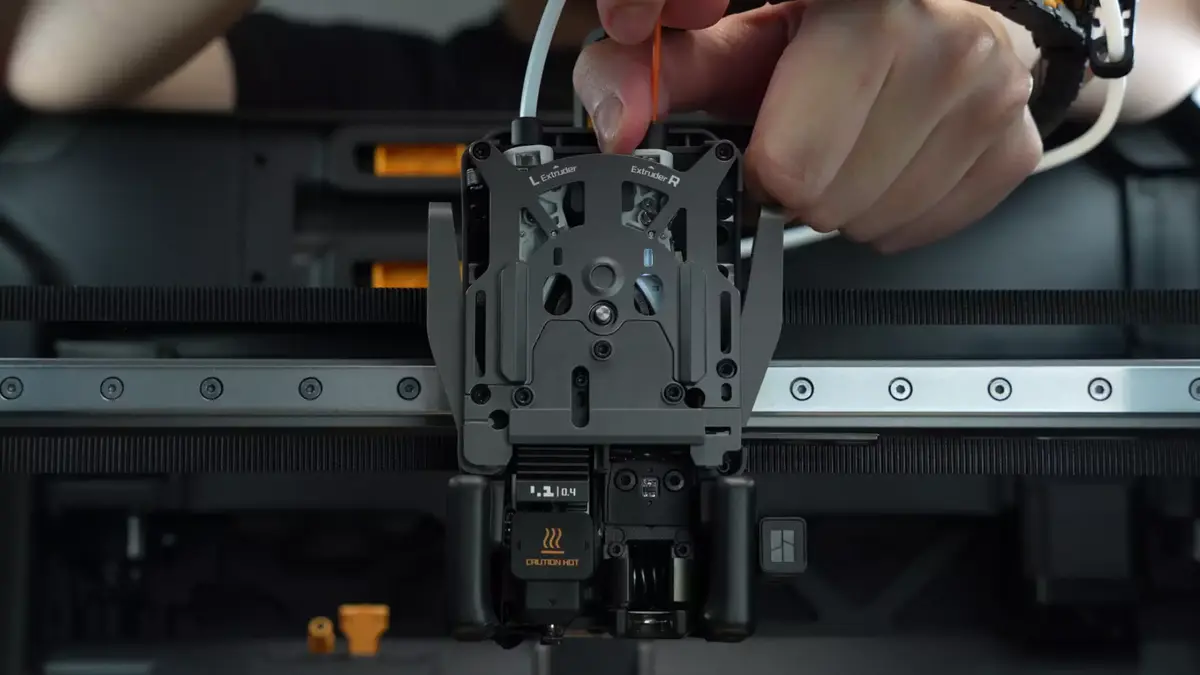
Tilfælde 1. Filament fastklemt mellem drivhjulet og Idler Arm
- Klip filamentet over i toppen af extruderen, og brug derefter pincet eller skæretang til at gribe det fastklemte filament og trække det bestemt nedad.
Bemærk: Hvis filamentet er svært at fjerne, prøv at skifte den aktive extruder på skærmen. Det skifter extruderens bevægelse og løsner grebet om filamentet lidt, så det lettere kan trækkes ud.

Tilfælde 2. Filament fastklemt ved indgangen til det forreste føringsdæksel eller inde i dækslet
- Kontrollér, om der er filament fastklemt ved indgangen til det forreste føringsdæksel. Er der det, brug skæretang til at trække filamentet ud.
- Hvis filamentet er fastklemt inde i det forreste føringsdæksel, skil dækslet ad til rensning.
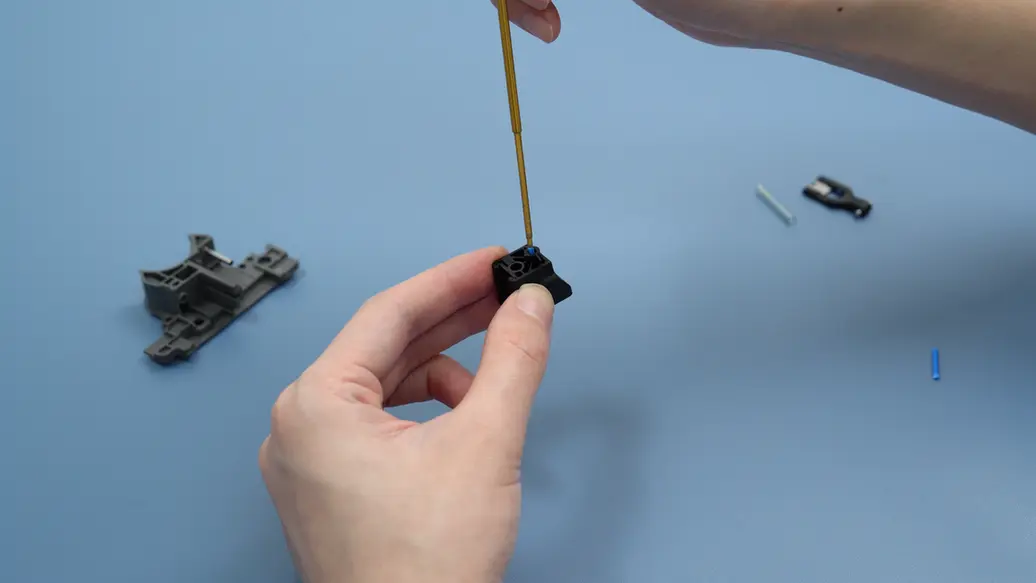
Fjern én skrue, skub derefter den sorte connector langs skinnen for at frigøre den, og fjern cutter og fjeder.

 |
 |
- Brug spidsen af en H1.5 skruetrækker til at rense den sorte connector og indersiden af føringsmodulet, så der ikke er filament fastklemt indeni.
 |
 |
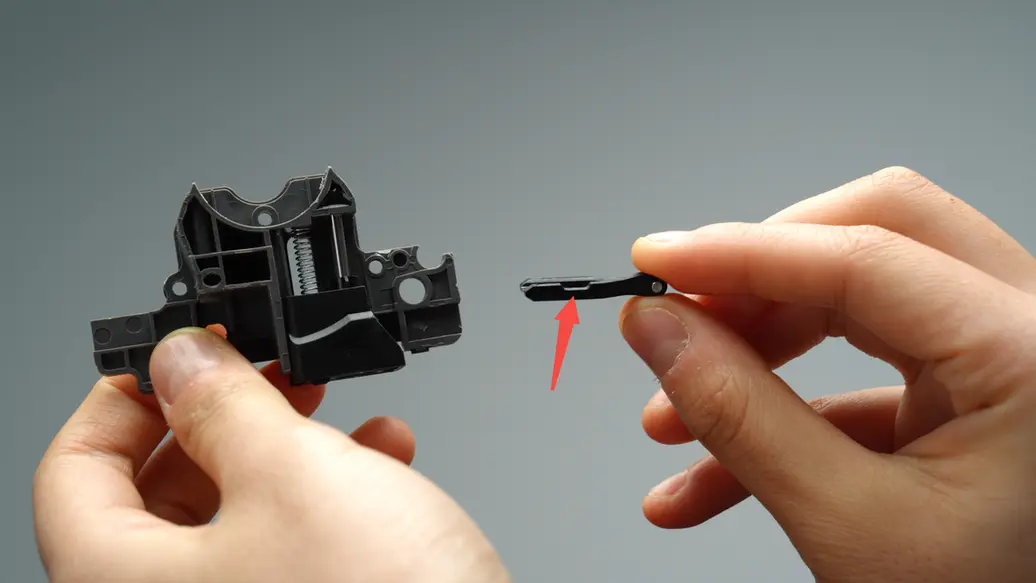
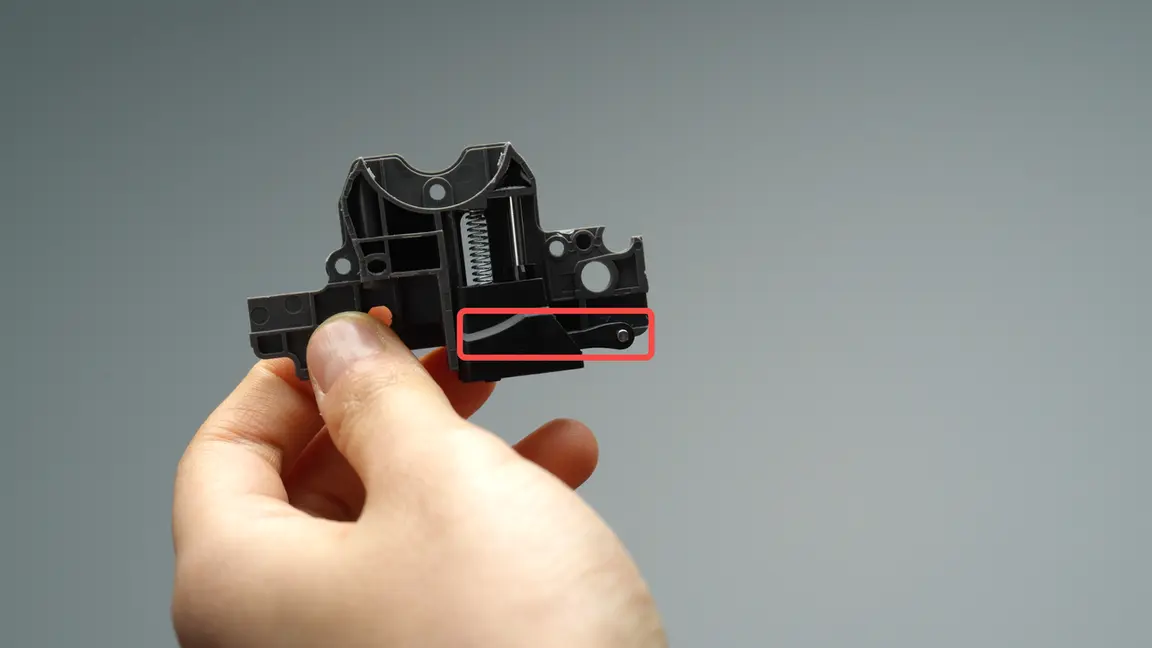
- Efter rensning monteres fjederen igen på den sorte connector, hvorefter connectoren skubbes tilbage langs skinnen.
Bemærk: Cutteren har en konkav side; sørg for, at den konkave side vender opad under monteringen.

 |
 |
Trin 4. Monter det forreste føringsdæksel og den venstre cutter
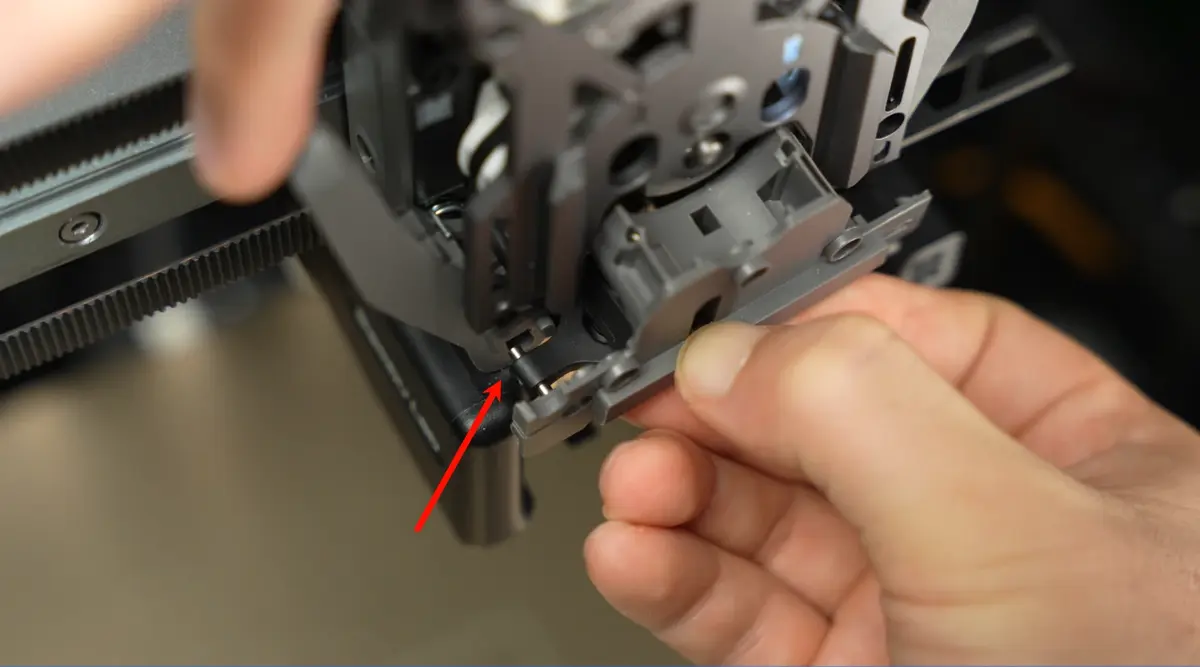
- Den venstre cutter skal monteres sammen med det forreste føringsdæksel. Sørg for, at hakket på cutteren vender opad, og placer den derefter i cutter-rillen på det forreste føringsdæksel.
|
|
- Når du monterer det forreste føringsdæksel, hold den sorte hotend-connector opad, mens du forsigtigt trykker på den venstre cutter for at justere dens vinkel og lette indpasningen.
Isæt derefter det forreste føringsdæksel, tryk begge cutter-håndtag fast i, og sørg for, at forhuset er helt lukket.

|
|
- Spænd derefter de tre M2,5 × 7 skruer på det forreste føringsdæksel igen.
Tilfælde 3. Filament fastklemt ved eller inde i den højre Idler Arm-udgang
Denne situation er meget sjælden. Hvis den opstår, brug spidsen af en H1.5 skruetrækker til at forsøge at skubbe filamentet ud.
Hvis det ikke kan fjernes, se H2C-guiden til håndtering af filamentstop i Idler Arm for at rense Idler Arm-udgangen.
Hvis blokeringen stadig ikke kan fjernes, følg H2C-guiden til af- og montering af extruderen for at udskifte Idler Arm-modulet.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2C-guides