Udbedring af tilstoppet nozzle/hotend på X1/P1
Hvordan løser du en simpel tilstopning?
Simpel tilstopning / delvis tilstopning
En simpel eller delvis tilstopning opstår, når spidsen af hotend'en er blokeret af partikler i filamenter (kulstoffiber, glimmerfilament osv.). Disse partikler kan være større end nozzle-hullet og blokerer for ekstrudering.
I de fleste tilfælde kan disse partikler enten blokere hotend'en helt, sådan at intet filament ekstruderes længere, eller forårsage en delvis tilstopning, som ytrer sig ved, at filamenter ikke løber ligeud fra hotend'en og krummer under manuel ekstrudering.
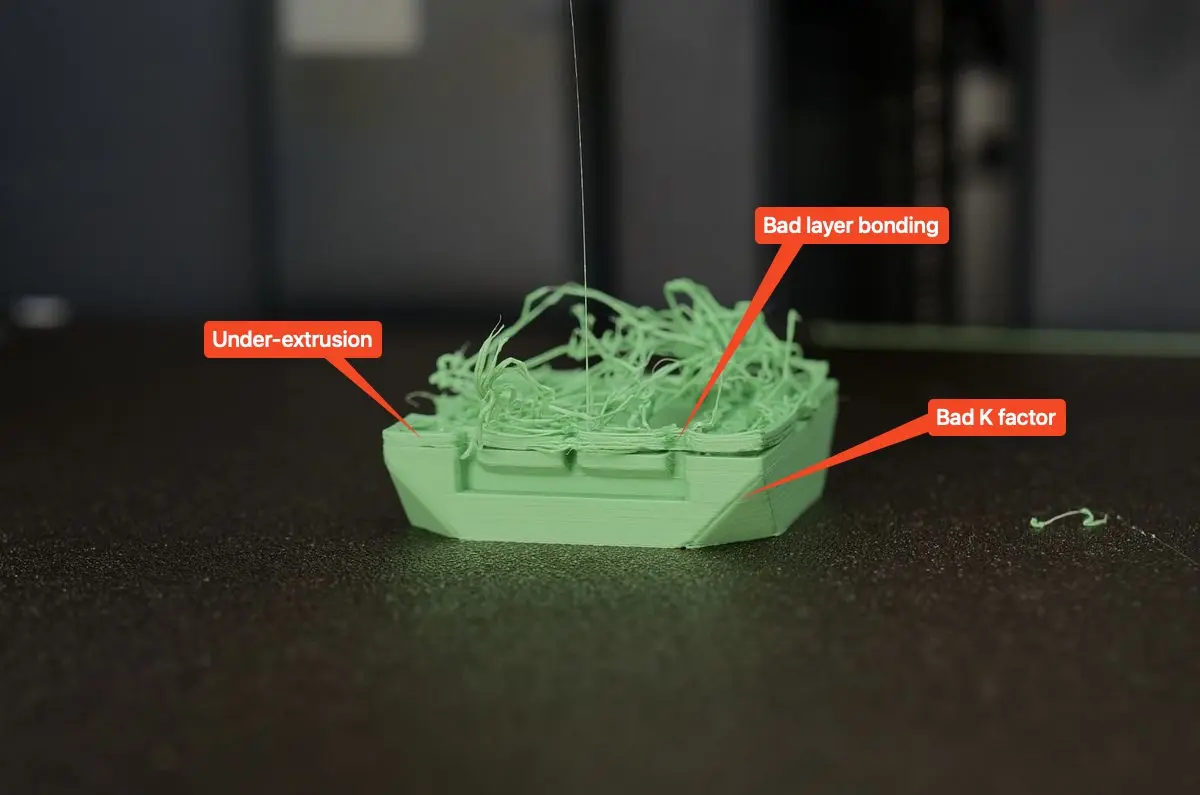
Når sådan en tilstopning opstår, printes modellen ikke som forventet - inkonsistent ekstrudering fører til dårlig printkvalitet.
Det kan også ytrer sig som en fejlkalibreret K-værdi for Flow Dynamics på grund af det inkonsistente nozzle-tryk og flow.
Den nemmeste fremgangsmåde i dette tilfælde er at prøve at forstøde det lille stykke, der blokerer hotend'en, med den medfølgede nål.
Trin til at af-blokere hotend'en:
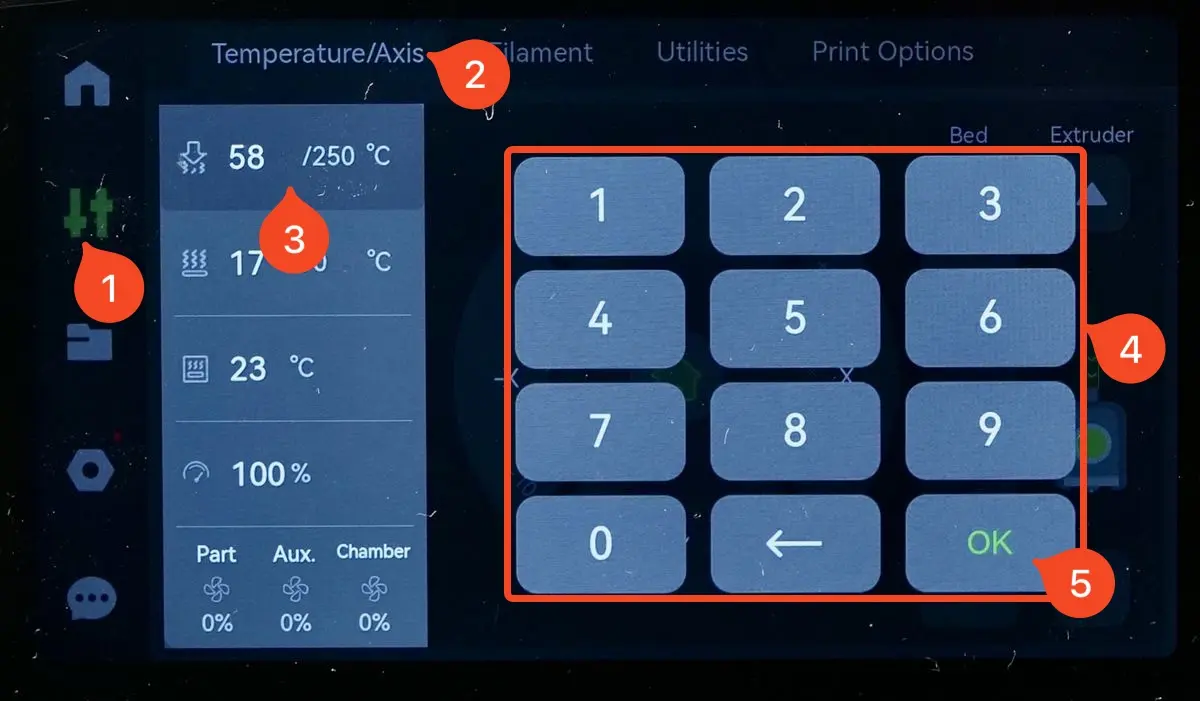
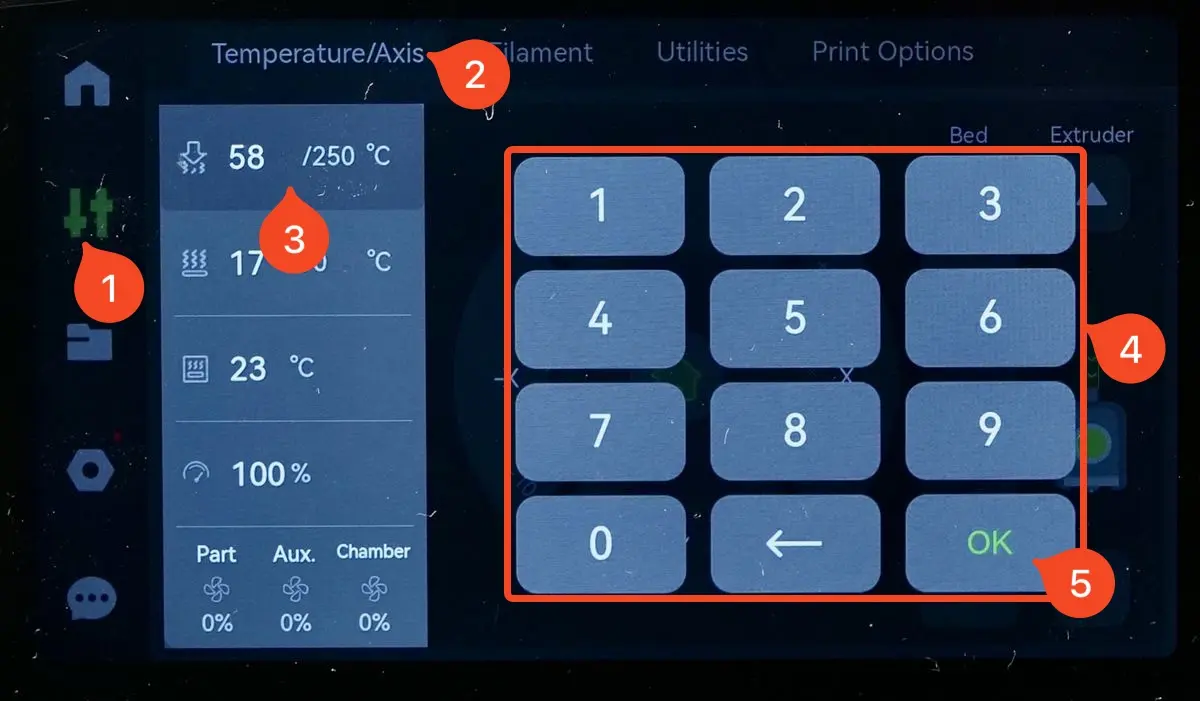
1. Indstil hotend-temperaturen til 250°C
Brug skærm-menuen til at indstille hotend-temperaturen til 250°C.
Naviger til Indstillinger -> Temperatur/Akse -> Vælg hotend-temperaturen og tast værdien 250°C efterfulgt af OK-bekræftelsesknappen.
|
|
Denne temperatur fungerer bedst til PLA/PETG/TPU/ABS eller andre filamenter, der kan printes ved denne temperatur. Kræver filamenter en højere temperatur, kan du bruge en højere værdi.
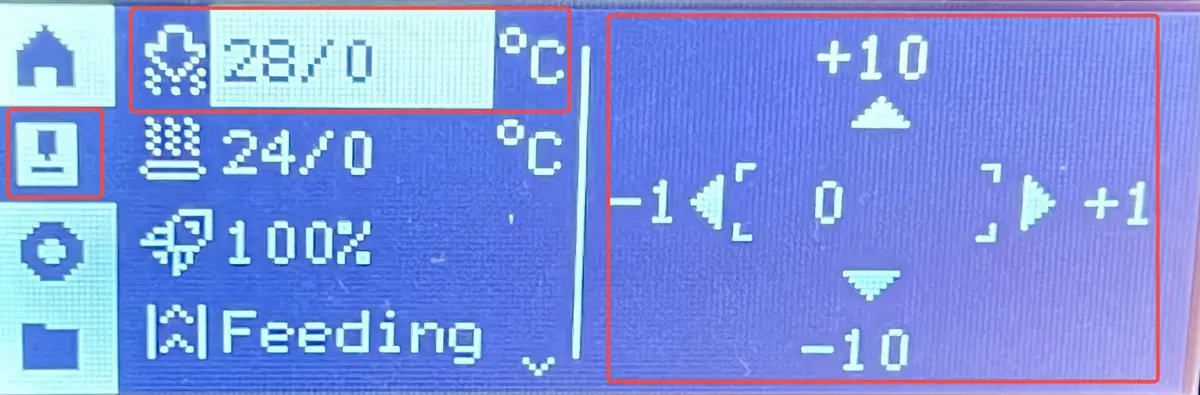
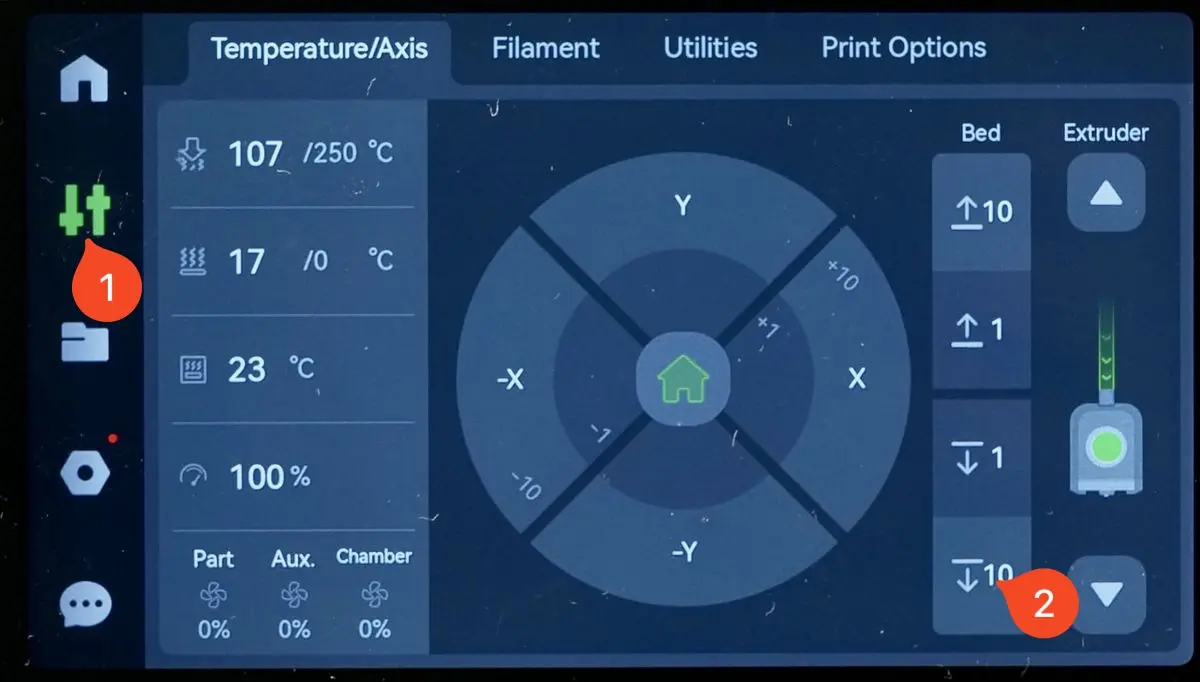
2. Sænk varmepladen til en lavere position
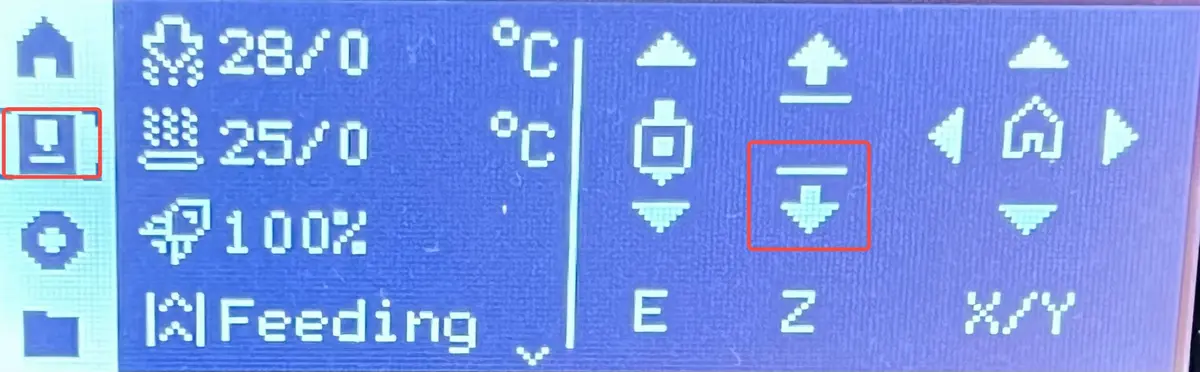
Mens hotend'en når den indstillede temperatur, brug skærm-menuen til at sænke varmepladen til en position, der giver dig god arbejdsadgang til printhovedets.
Naviger til Indstillinger -> Temperatur/Akse -> Tryk på knappen -10 gentagne gange, til varmepladen når midterdelen af printeren.
|
|
3. Stiknålens ind gennem nozzle-spidsen (spring dette trin over ved 0,2 mm nozzle)
Med hotend'en ved temperature, indfør nålen i nozzle-spidsen og bevæg nålen frem og tilbage et par gange for at løsne evt. snavs i hotend'en.
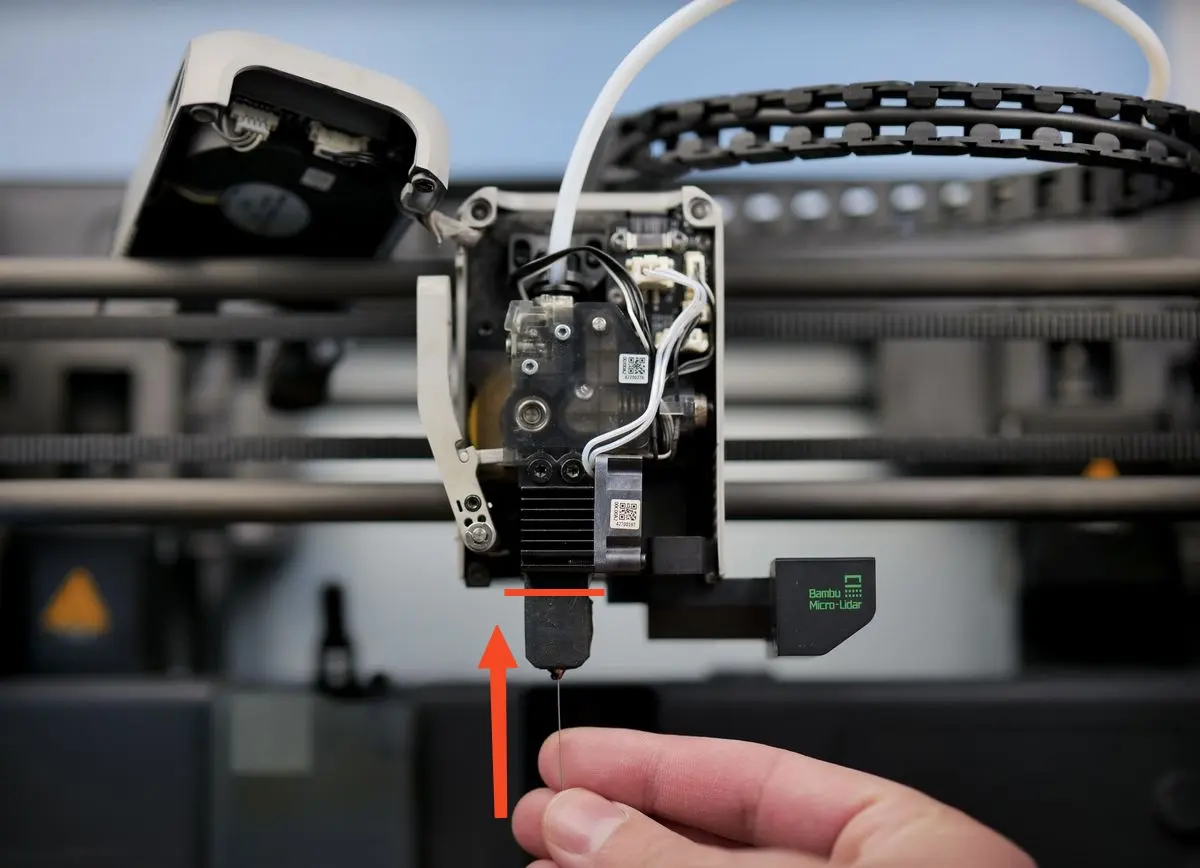
Sørg for ikke at skubbe nålen for langt ind i hotend'en, da du ellers kan skubbe det smeltede filament længere op og skabe en tilstopning, der er sværere at fjerne.
Den røde linje på billedet nedenfor viser, hvor langt du maksimalt må skubbe nålen ind.
Forsigtig! Vi anbefaler at brug varmebeskyttende handsker under denne operation. Det smeltede filament kan dryppe på dine fingre og forårsage brændsår.
4. Kontroller at nozzlen fløder korrekt
Efter at have bevæget nålen igennem nozzle-spidsen et par gange, fjern nålen og ekstrude lidt filament via skærm-knapperne. Filamenter bør løbe i en ret linje og måke kræve under ekstrudering, som vist på billedet nedenfor.
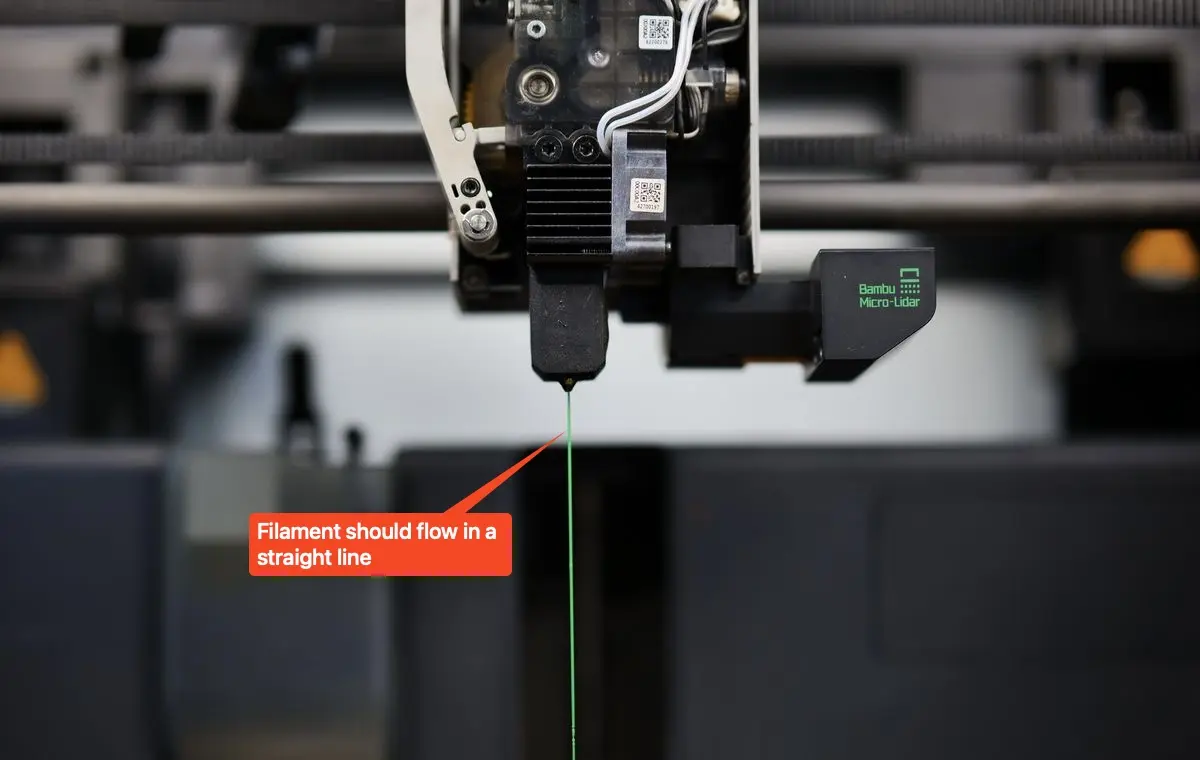
Løber filamenter i en ret linje, er hotend'en nu med stor sandsynlighed fri for tilstopning.
Metode med varm unbrakonnøgle
En gængse tilstopning på X1/P1-serien er filament, der sidder fast inde i hotend'en på grund af varmekryb. Dette fænomen er nærmere beskrevet i denne artikel, og vi anbefaler at læse den for at forstå, hvordan du undgår denne type tilstopning.
Når dette sker, hovner filamentet op inde i hotend'en og kan ikke nemt fjernes. På billederne nedenfor kan du se et eksempel på filament, der er sat fast inde i hotend'en.
Heldigvis er der en relativt nem metode til at rense filamenter inde i hotend'en med en unbrakonnøgle og en lighter.
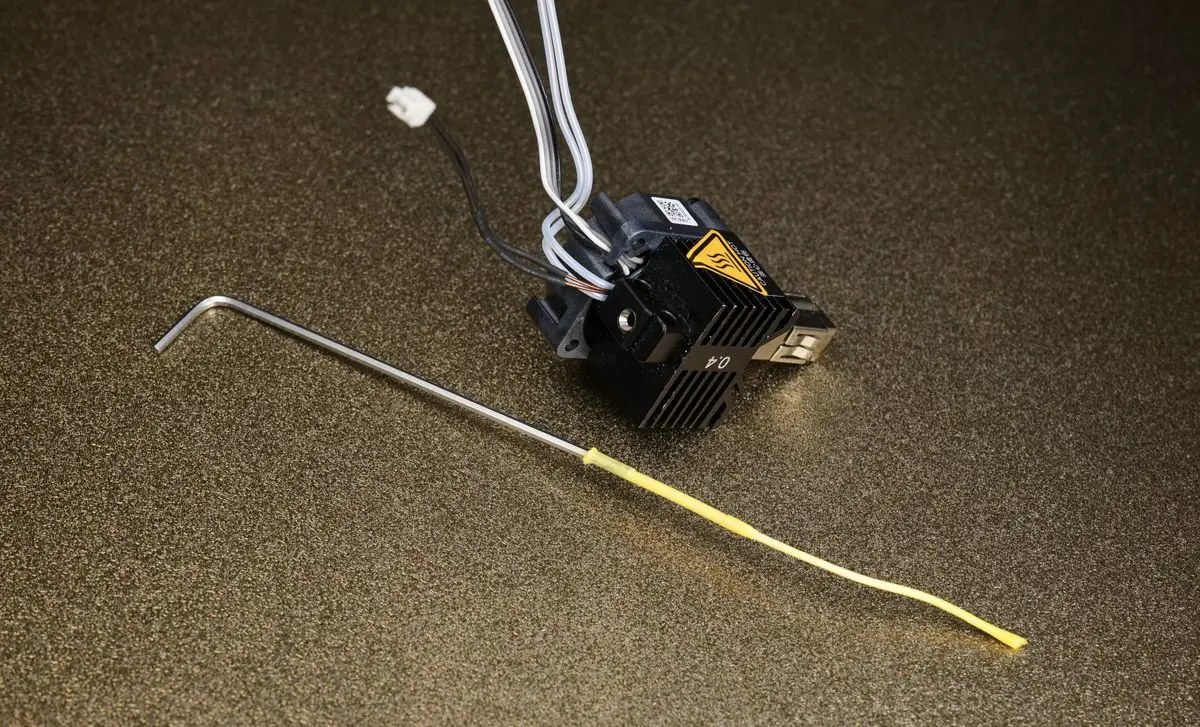
Nødvendige dele:
- 1,5 mm unbrakonnøgle
- Lighter
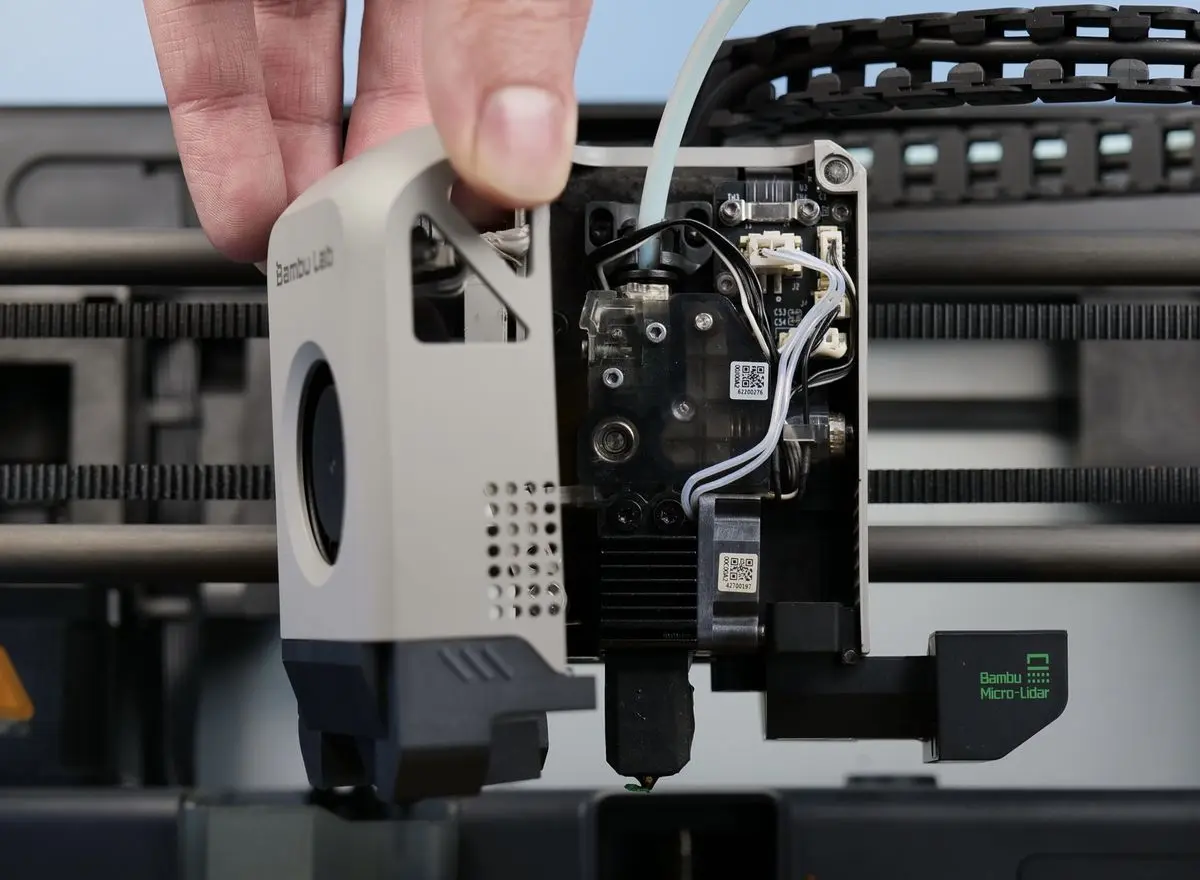
1. Fjern hotend'en fra printhovedets
Det første trin er at fjerne hotend'en fra printhovedets. Fjern forsigtigt de tre ledninger fra ekstruder-tilslutningskortet ved at trække i plastikstikkene.
Undgå at trække i ledningerne, da der er stor risiko for at beskadige ledningerne og/eller tilslutningskortet.
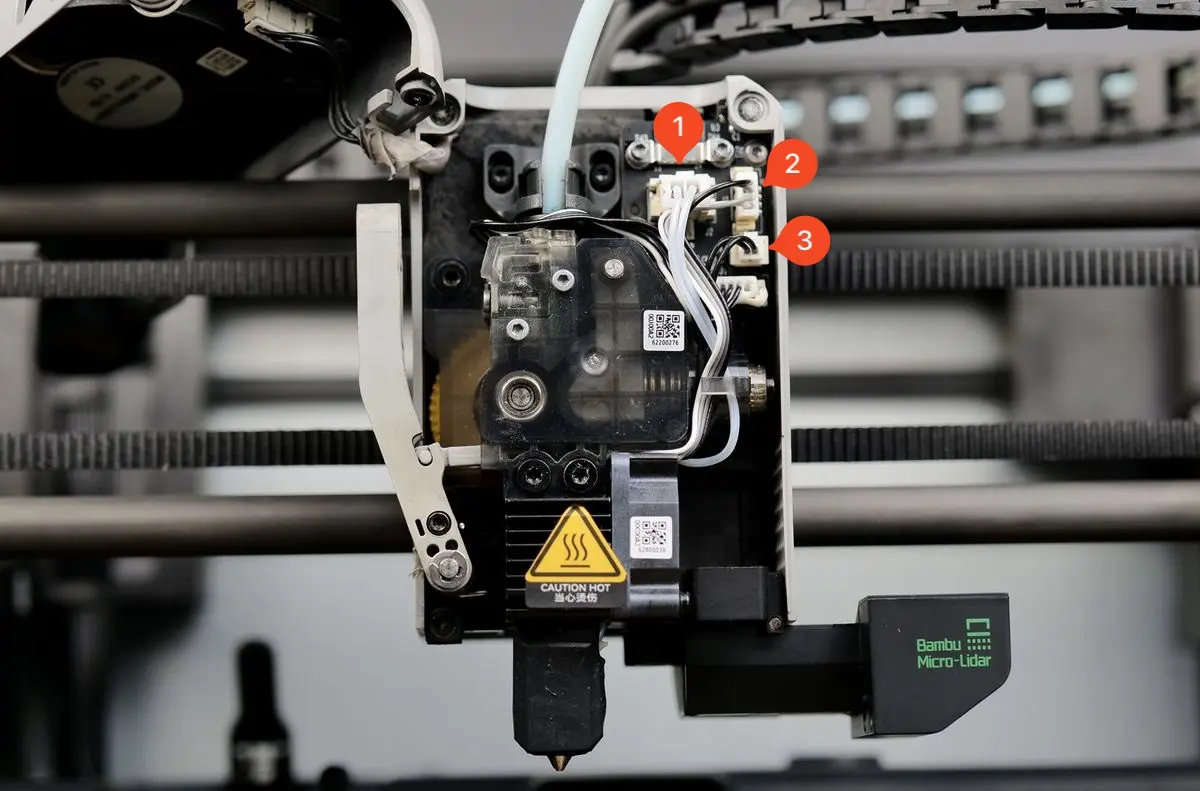
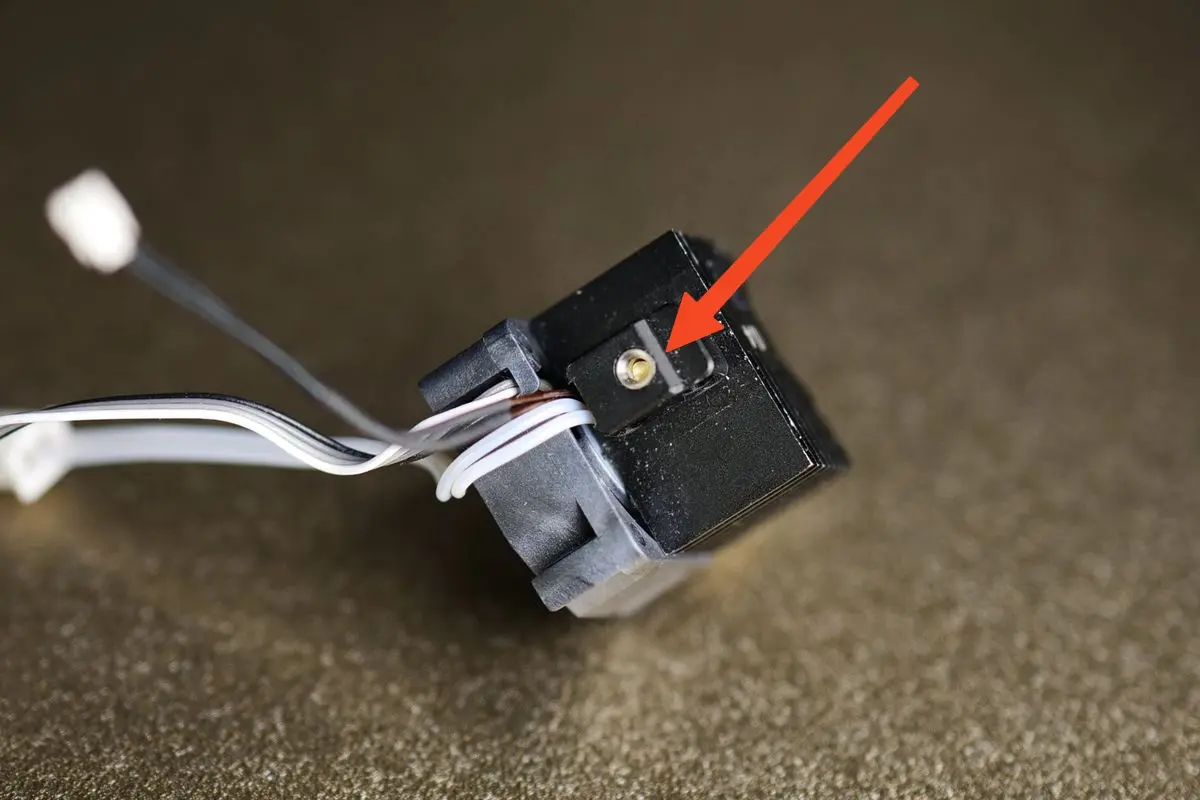
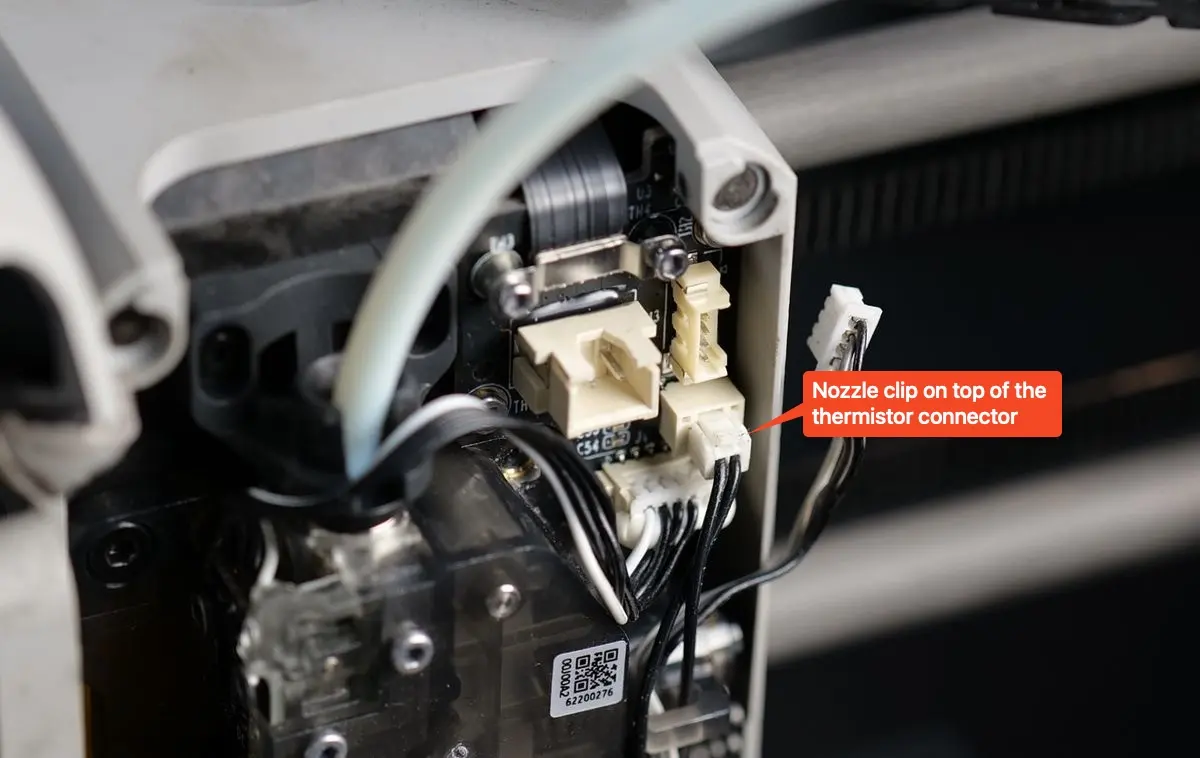
Vær særligt opmærksom på termistorkablet (nr. 3), da det har en plastik-udløserflik oventil.
Du skal trykke på den for at løsgøre den, forend du trækker stikket ud.
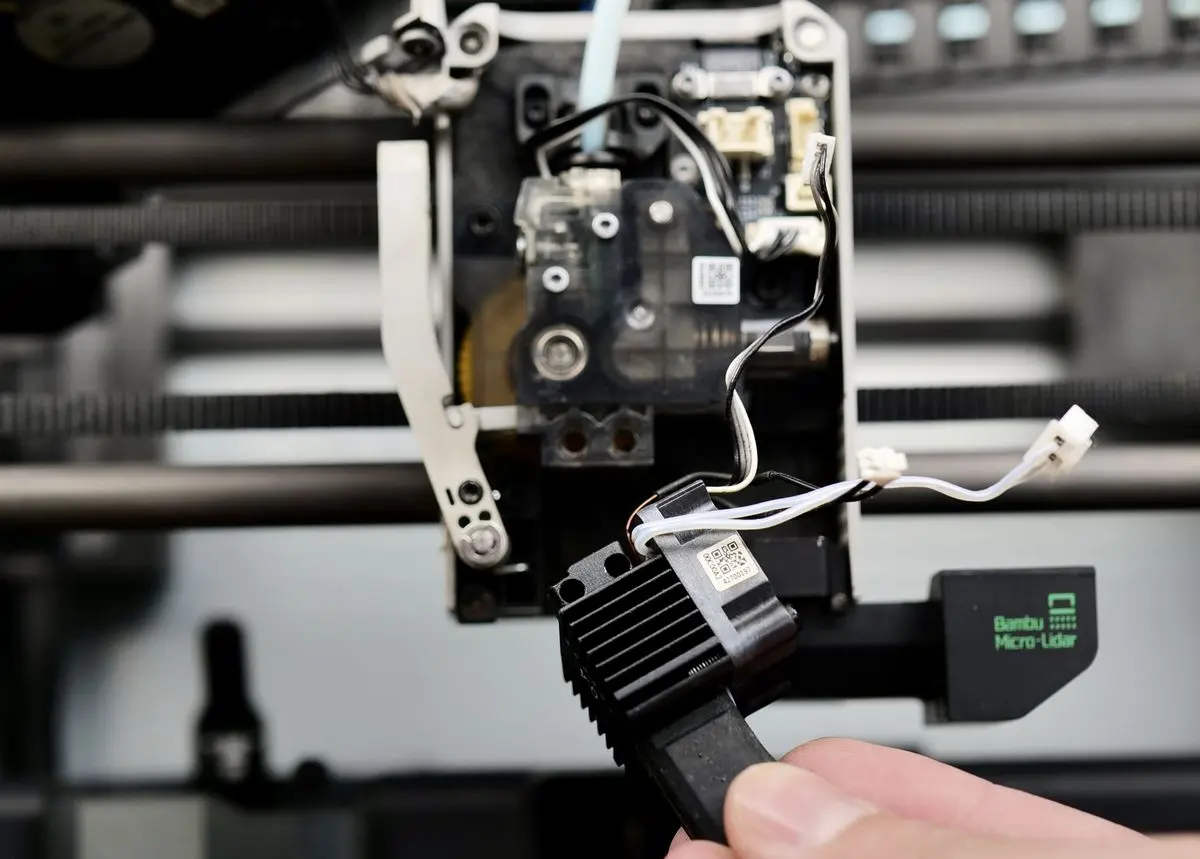
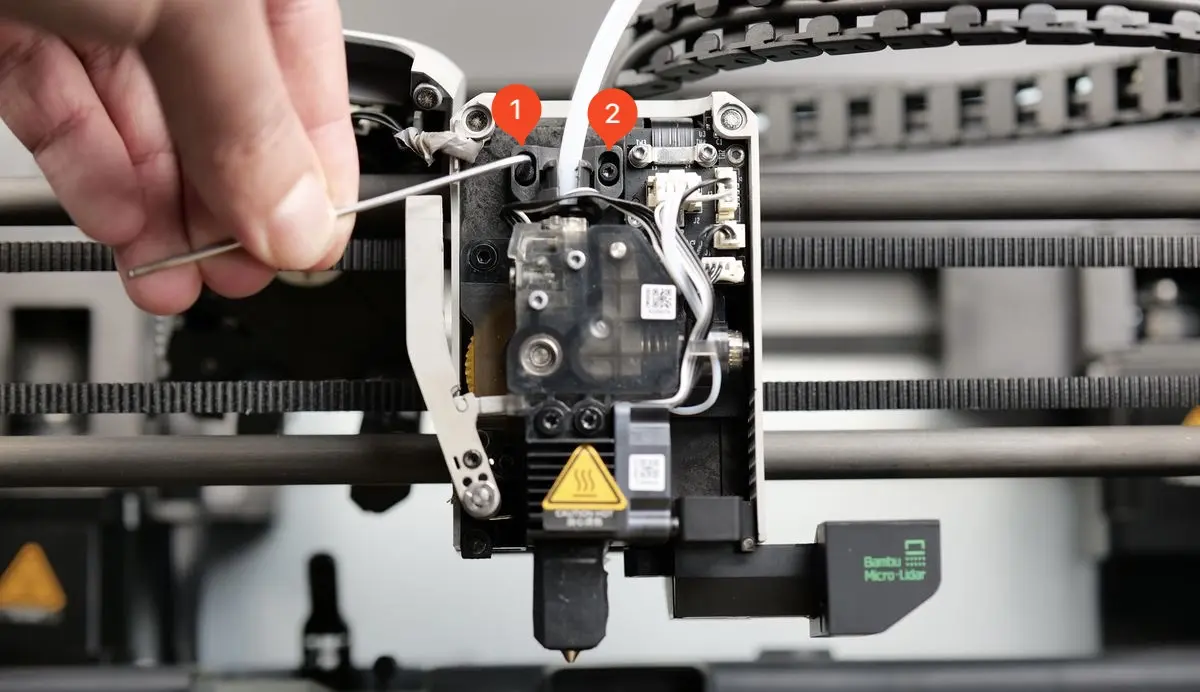
Når ledningerne er frakoblet, kan du fjerne de to hotend-skruer for helt at tage hotend'en ud fra printhovedets.
2. Opvarm unbrakonnøglen og skub den ind i hotend'en
Forsigtig! Vi anbefaler at brug varmebeskyttende handsker under denne operation. Det smeltede filament kan dryppe på dine fingre og forårsage brændsår.
Nu hvor hotend'en er fjernet fra printeren, kan vi gå videre med at fjerne tilstopningen.
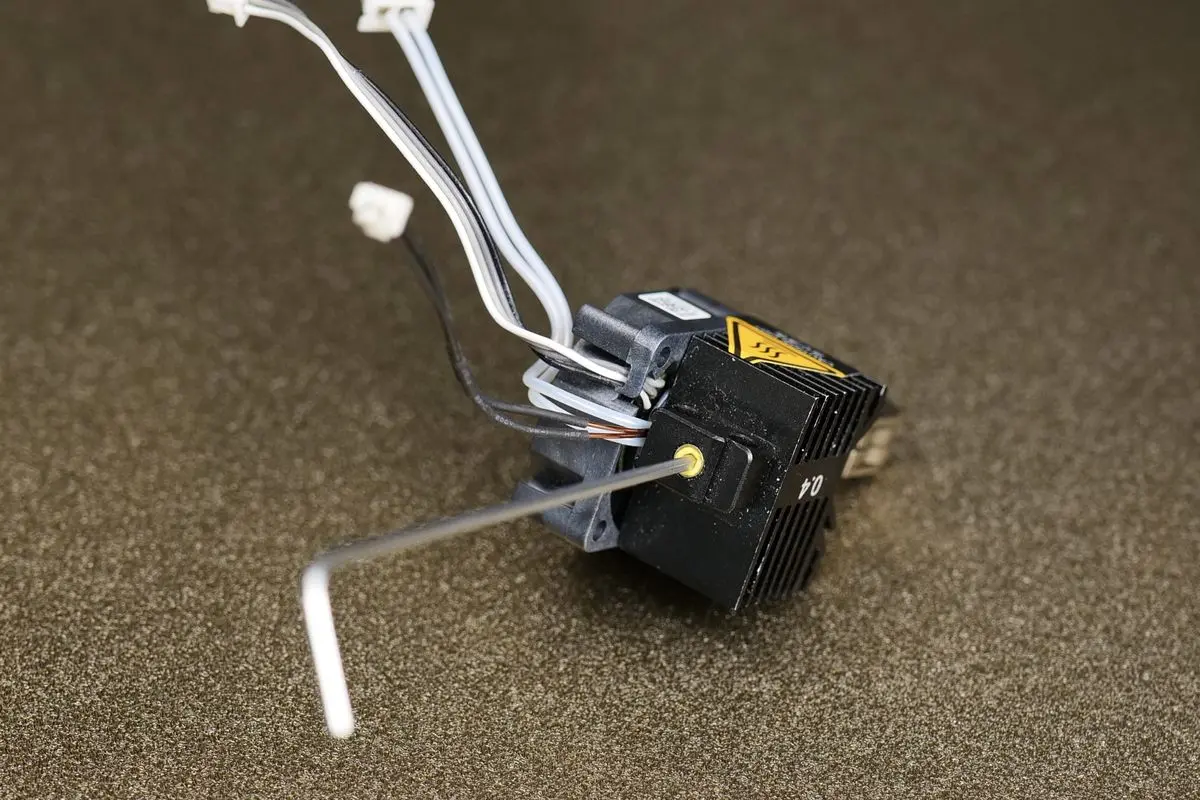
Tag 1,5 mm unbrakonnøglen og brug lighteren til at opvarme den i 10-15 sekunder. Når spidsen af unbrakonnøglen begynder at skifte farve, er den klar.

Mens spidsen af unbrakonnøglen er varm, skub den hurtigt ind i hotend'en igennem den øvre ende af køleribben.
Den varme unbrakonnøgle vil trænge ind i filamenter som vist på billedet nedenfor. Vent derefter ca. 30 sekunder, til unbrakonnøglen er kold igen.
3. Opvarm spidsen af hotend'en og træk filamenttilstopningen ud
Unbrakonnøglen sidder nu fast inde i hotend'en med filament rundt om den. For at fjerne unbrakonnøglen med filamenter der blokerer hotend'en, skal du opvarme spidsen af hotend'en.
Fjern først silikonestrømpen fra hotend'en, og opvarm derefter nozzle-spidsen med lighteren i ca. 20 sekunder (ved brug af en alm. lighter).
Forsigtig!: Undgå at opvarme nozzlen længere end nødvendigt eller bruge en kraftig butangasbrænder. En alm. gaslighter anbefales.
Den varme side af nozzlen skal kun være varm nok til, at du kan fjerne unbrakonnøglen med filamenter.
Overopvarmning af nozzlen kan føre til, at filamenter drypper eller sprøjter fra spidsen. Følg instruktionerne nøje og peg ikke nozzle-spidsen mod dig selv under denne procedure.

Når du har opvarmet nozzle-spidsen i 20 sekunder, kan du trække forsigtigt i unbrakonnøglen. Du vil mærke, at filamenter kommer ud af hotend'en i ét stykke og dermed renser tilstopningen.
Du kan nu følge trin 1 i omvendt rækkefølge for at montere hotend'en tilbage i printhovedets.
Husk at arrangere hotend-ledningerne omhyggeligt rundt om ekstruderen. Er de ikke korrekt arrangeret, kan de trykke mod forsidedækslet og forårsage fejl under printning.
Alternativ rensningsmetode (video)
Vi har også en video tilgængelig, der viser en lignende procedure, der ikke kræver at hotend'en fjernes.
Forsøger du denne videovejledning, skal du sikre dig, at hotend'en holdes stabil under operationen.
Der er større risiko for at beskadige hotend-ledningerne eller tilslutningskortet, hvis hotend'en ikke holdes stabil.
Cold pull-metoden
Efter enhver rensningsprocedure beskrevet i denne artikel anbefaler vi kraftigt at udføre en cold pull-procedure.
Et cold pull sikrer, at hotend'ens indre er rent, og minimerer risikoen for printproblemer forårsaget af hotend'en.
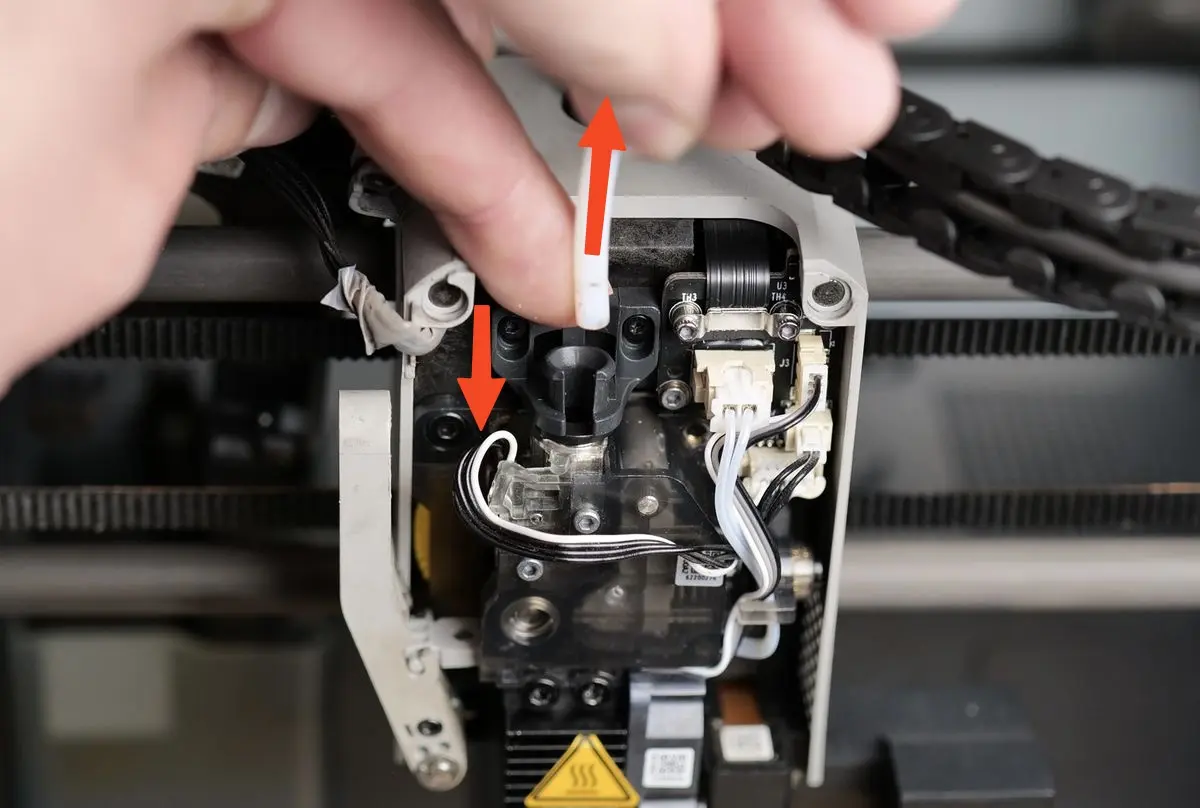
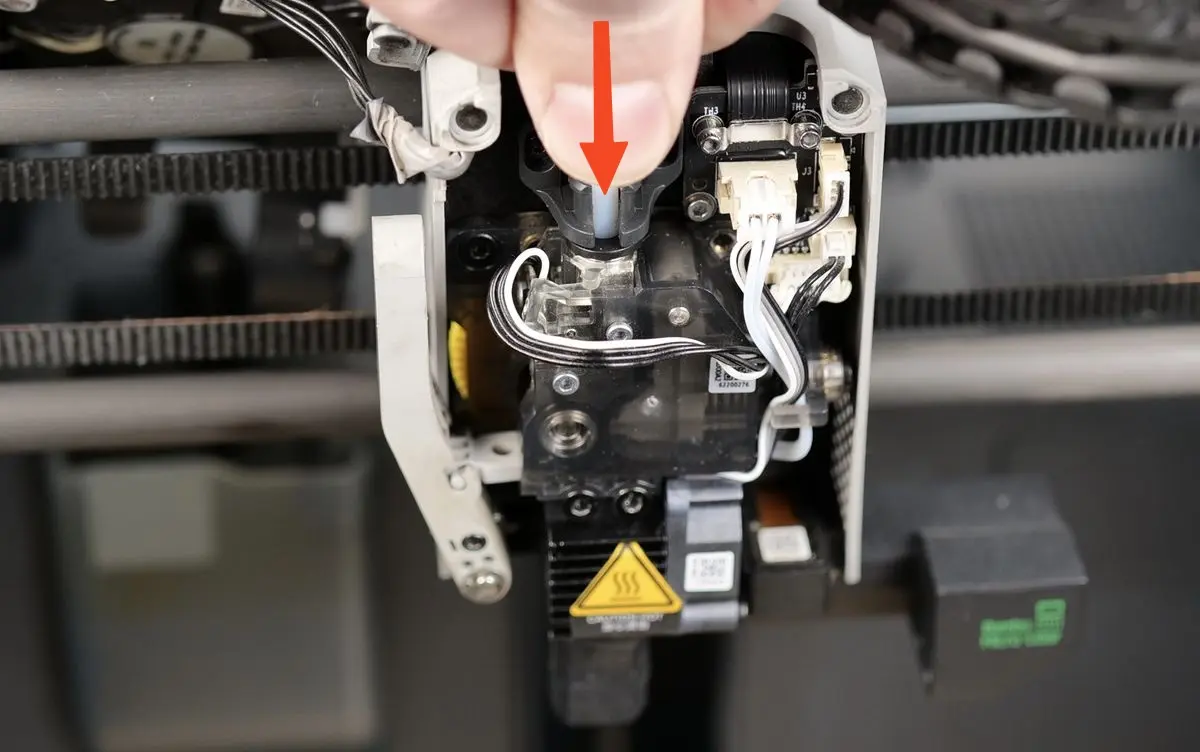
1. Fjern forsidedækslet på printhovedets og PTFE-røret
Det første trin for et cold pull er at fjerne forsidedækslet på printhovedets og PTFE-røret.
Med forsidedækslet sat til side, løs skruerne ved siden af PTFE-holderen (fjern dem ikke).
For at fjerne PTFE-røret skal du trykke på PTFE-holderen og trække røret opad som vist på billedet nedenfor:
Nu kan du påbegynde cold pull-proceduren.
2. Indstil hotend-temperaturen og læs filament ind
Dette trin afhænger af det filament, der bruges til cold pull-proceduren. Det mest gængse filament til cold pull er PLA, som kræver en hotend-indstilling på 220°C - vi bruger dette som eksempel.
Brug skærmen til at navigere til Indstillinger -> Temperatur/Akse -> Vælg hotend-temperaturen og tast værdien 220°C efterfulgt af OK-bekræftelsesknappen.
|
|
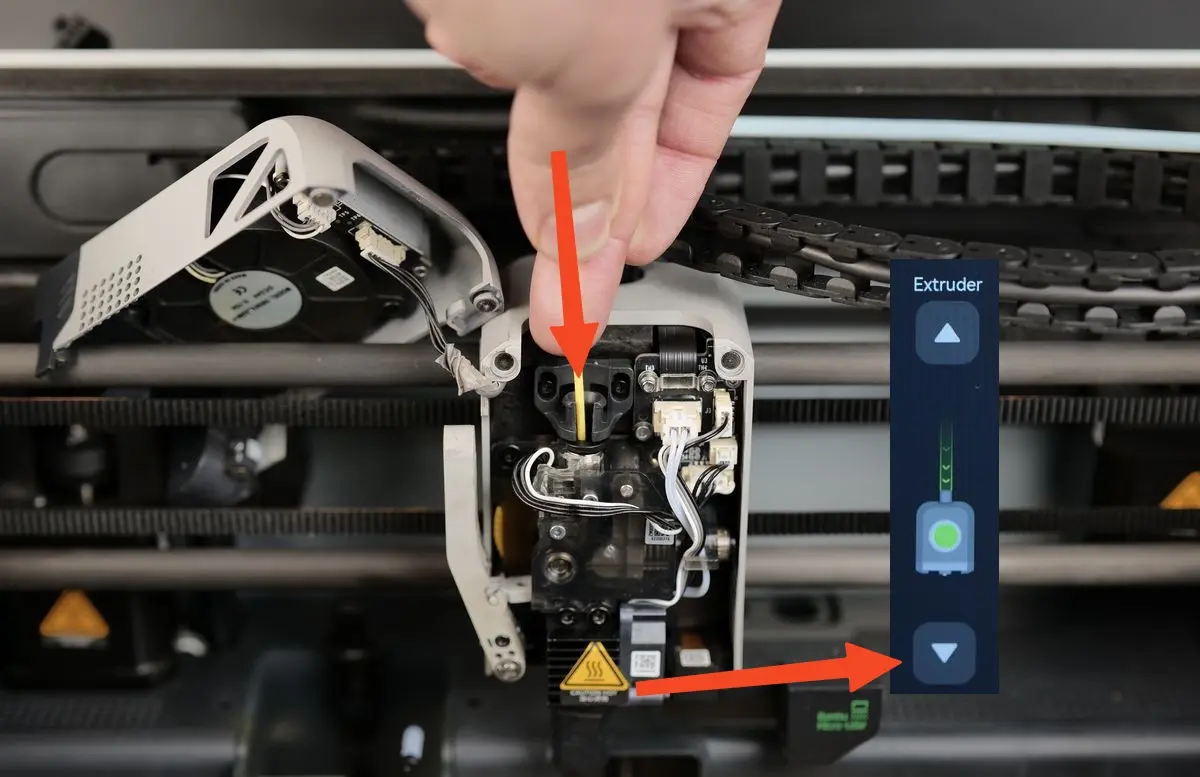
Når hotend'en når 220°C, skub filamenter ind i toppen af ekstruderen som vist på billedet nedenfor, og brug derefter ekstruderingsknappen på skærmen til at fredføre filamenter, til du ser det ekstrudere fra nozzle-spidsen.
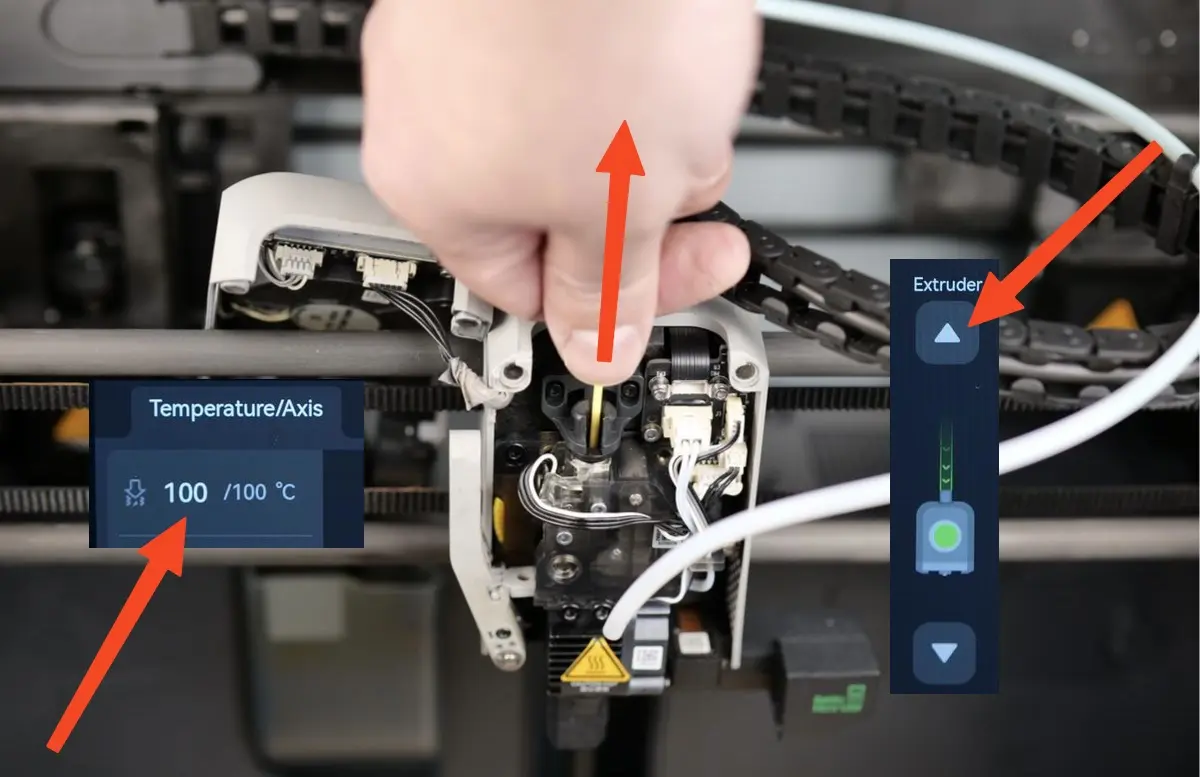
3. Indstil hotend-temperaturen til 100°C og vent
Med filamenter læst i hotend'en, indstil temperaturen til 100°C og vent på, at hotend'en når den ønsketede temperatur.
100°C vælges for at sikre, at filamenter er blødst nok til at kunne trækkes ud fra hotend'en, men stadig ikke blødst nok til at blive beskadiget under operationen.

4. Retraher filamenter
Så snart hotend'en når 100°C, brug retraktionsknappen på skærmen til at begynde at trække filamenter ud.
Vi anbefaler også at trække i enden af filamenter for at hjælpe ekstruderen.
Træk IKKE hårdt - du vil kun hjælpe ekstruderen, ikke trække mod gearene og motoren.
Det anbefales normalt at udføre denne operation et par gange, til det filament, du trækker ud fra hotend'en, er rent og frit for snavs.
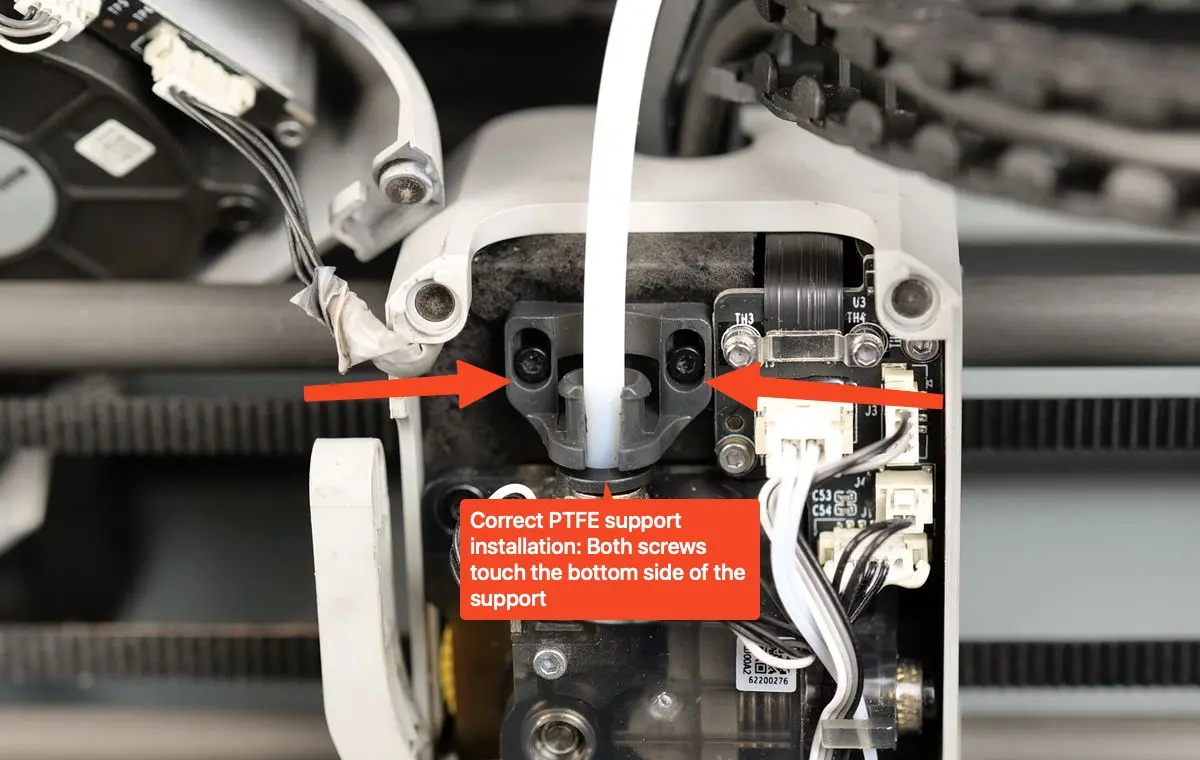
5. Genmontér PTFE-røret og holderen
For at genmontere PTFE-røret skal du blot skubbe det tilbage ind i ekstruderens filamentsensor.
Derefter skal du sikre dig, at du løfter PTFE-rørholderen så højt som muligt, forend du strammet den på plads.
Dette trin er vigtigt, da det sikrer en god filamentvej og mindst mulig filamentmodstand mod ekstruderen.
Cold pull-videovejledning
Vi har også en video, der viser hele proceduren for et cold pull til rensning af hotend'en.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til X1-guides