H2S nozzle cold pull: vedligeholdelse og rensning
Hvad er et cold pull
Et cold pull er en vedligeholdelsesteknik i 3D-print, der bruges til at rense indersiden af printerens nozzle ved at fjerne snavs, tilstopninger eller resterende filament. Teknikken gar ud pa at opvarme nozzlen, sa filamentet blodgores, derefter kole den ned, sa filamentet delvist storkner, og endelig trakke det ud for at fjerne urenheder.
Filamentet fungerer som en "prop", der binder sig til resterne inde i nozzlen under nedkolingen. Nar du trakker det ud, losner og fjerner du fysisk urenheder som braendt filament, stov eller mindre tilstopninger.
Et regelmaessigt cold pull hjalper med at genoprette korrekt filamentflow for ensartet ekstrudering og forebygger printfejl som under-ekstrudering eller ujavne printlinjer. Det anbefales at gore det en gang imellem, isaer nar du skifter fra en filamenttype til en anden.
Hvornar bor du lave et cold pull?
-
Hvis dine print viser under-ekstrudering eller ujavne linjer.
-
Nar du skifter til TPU (da det er meget folsomt over for rester).
-
Hvis ekstruderen viser overbelastningsfejl.
-
Som generel vedligeholdelse for at holde nozzlen ren.
Filamenter og temperaturer
PLA og PETG er de bedste valg til cold pull. Andre filamenter kan knakke eller efterlade rester inde i nozzlen.
-
Lavtemperatur-filamenter (PLA, PETG, TPU, PVA): skyl ved ca. 250 grader C
-
Hojtemperatur-filamenter (ABS, ASA, PA, PC): skyl ved ca. 290 grader C
-
Ultra-hojtemperatur-filamenter (PPS, PPA): skyl ved ca. 320 grader C
Hvis filamentet knakker for let, sa hav cold pull-temperaturen lidt. Hvis det glider for nemt ud, sa saenk temperaturen.
Sadan laver du et cold pull pa H2S
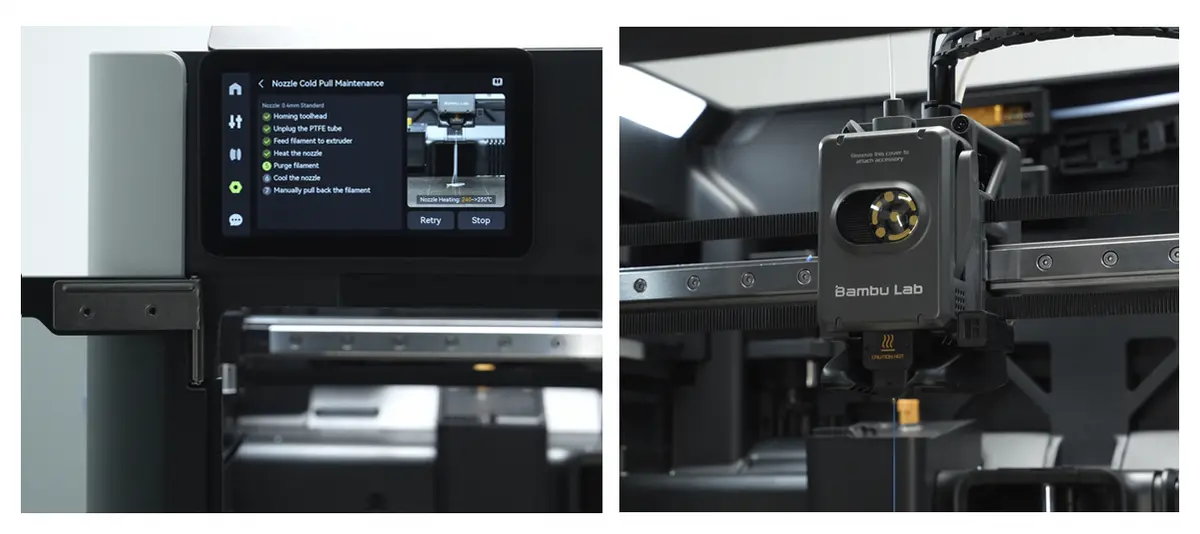
1. Start cold pull-funktionen
Pa touchskaermen gar du til Toolbox > Nozzle Cold Pull Maintenance og trykker derefter pa Next.

2. Indstil parametrene
Vaelg din nozzlestorrelse og den filamenttype, der er ilagt printeren. Vaelg for eksempel 0,4 mm nozzle med PLA for et standard cold pull. Bekraft og tryk pa Start.

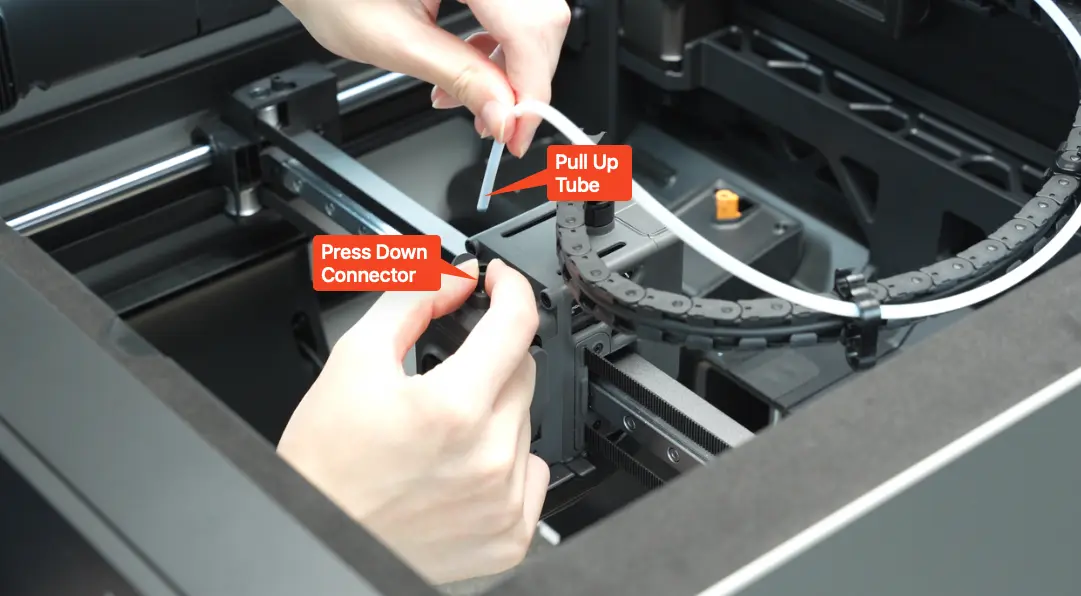
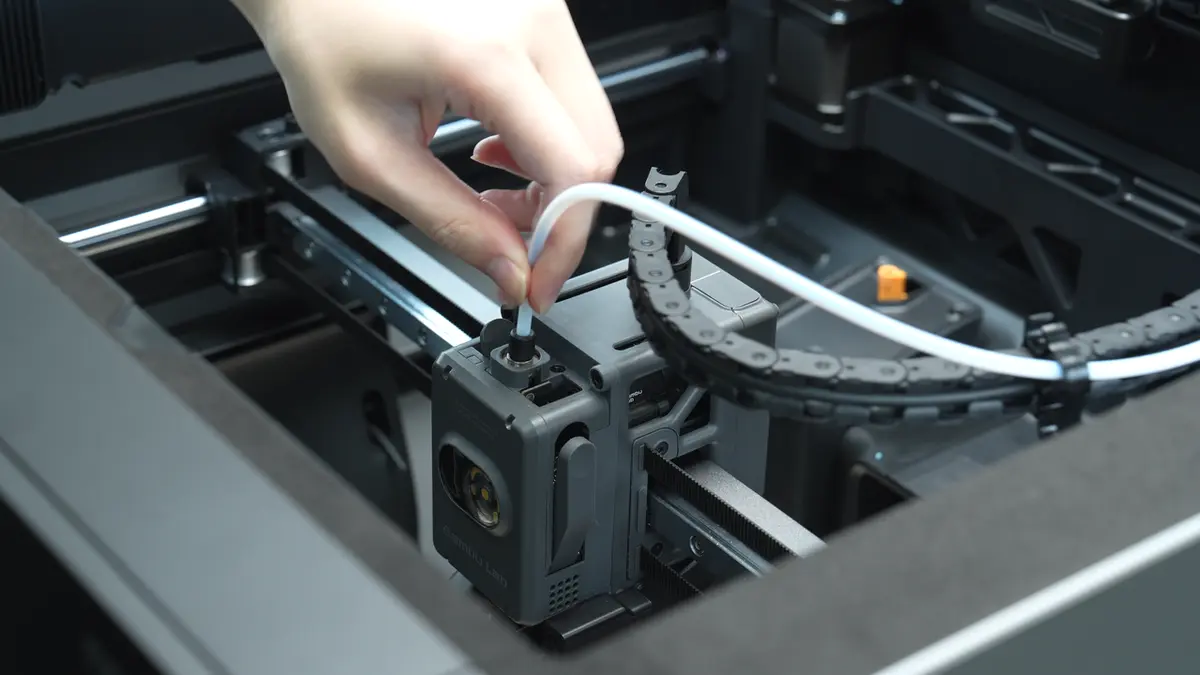
3. Fjern PTFE-roret
Nar du bliver bedt om det, frakobler du PTFE-roret fra toolhead. Det gor du ved at trykke ned pa konnektoren og samtidig traekke PTFE-roret opad, indtil det losner.

4. Automatisk skylning og cold pull
Nar nozzlen nar den indstillede temperatur, skarer du mindst 30 cm filament af og forer det ind i ekstruderen.

Printeren skyller automatisk det gamle materiale ud. Efter skylningen falder temperaturen til cold pull-indstillingen, og ekstruderen traekker langsomt filamentet tilbage for at rense nozzlen.
Bemaerk:
Nar maskinen gar i gang med den automatiske proces, varmer nozzlen op. Ror ikke ved nozzlen, sa du undgar forbraendinger.
Under den automatiske skylning og cold pull kan du se lidt rog pa grund af den hoje skylletemperatur. Hold maskinens front- og topdaeksel lukket, indtil processen er faerdig, og abn dem derefter forsigtigt.
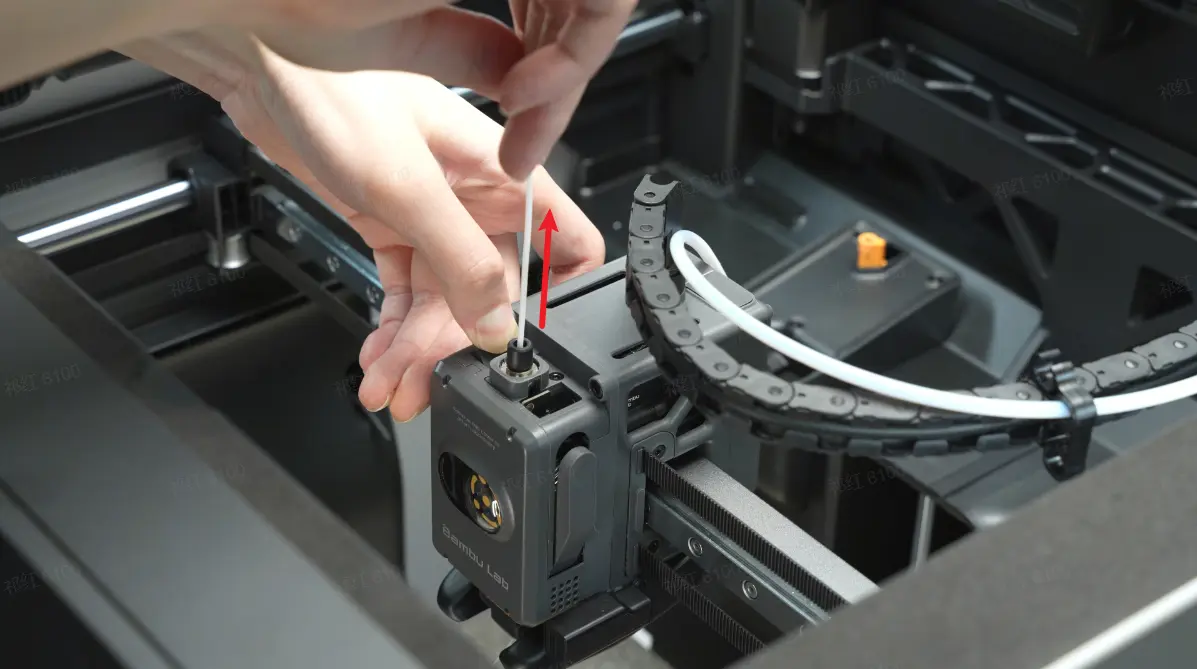
5. Automatisk eller manuelt traek
Nar nozzlen er kolet ned, traekker printeren langsomt filamentet tilbage. Hvis manuelt traek er nodvendigt, holder du ekstruderbeslaget med den ene hand og traekker forsigtigt filamentet lige opad med den anden.
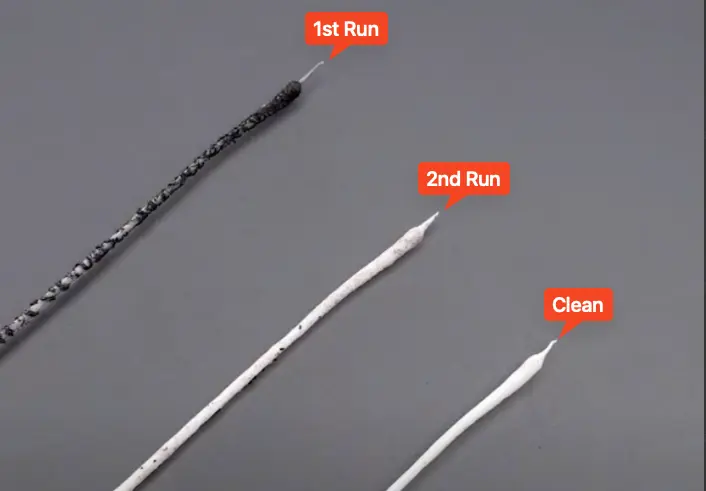
Tjek resultatet
Se pa enden af filamentet:
-
Et rent traek viser hele nozzlens form uden rester.
-
Sorte pletter, ujavne maerker eller braendt snavs betyder, at du bor gentage processen, indtil det er rent.
Afhjaelp tilstopning med varm unbrakonogle (ved tilstopning i cold end)
Bemaerk: Denne metode virker kun med nogler i storrelse H1.5 eller mindre.
Et lille antal tilstopninger skyldes, at filament saetter sig fast ved hotendets koleplade pa grund af heat creep. Denne artikel Heat Creep forklarer fanomenet i detaljer. Vi anbefaler, at du laeser artiklen for at laere, hvordan du undgar denne type tilstopning.
De folgende trin kraever, at nozzlen afmonteres. Denne wiki-side daekker de komplette trin til afmontering og genmontering af H2D-nozzler, som du kan slv op i nar som helst.
Bemaerk: Vi anbefaler, at du barer beskyttelseshandsker under arbejdet.
Smeltet filament kan dryppe ned pa dine fingre og give forbraendinger.
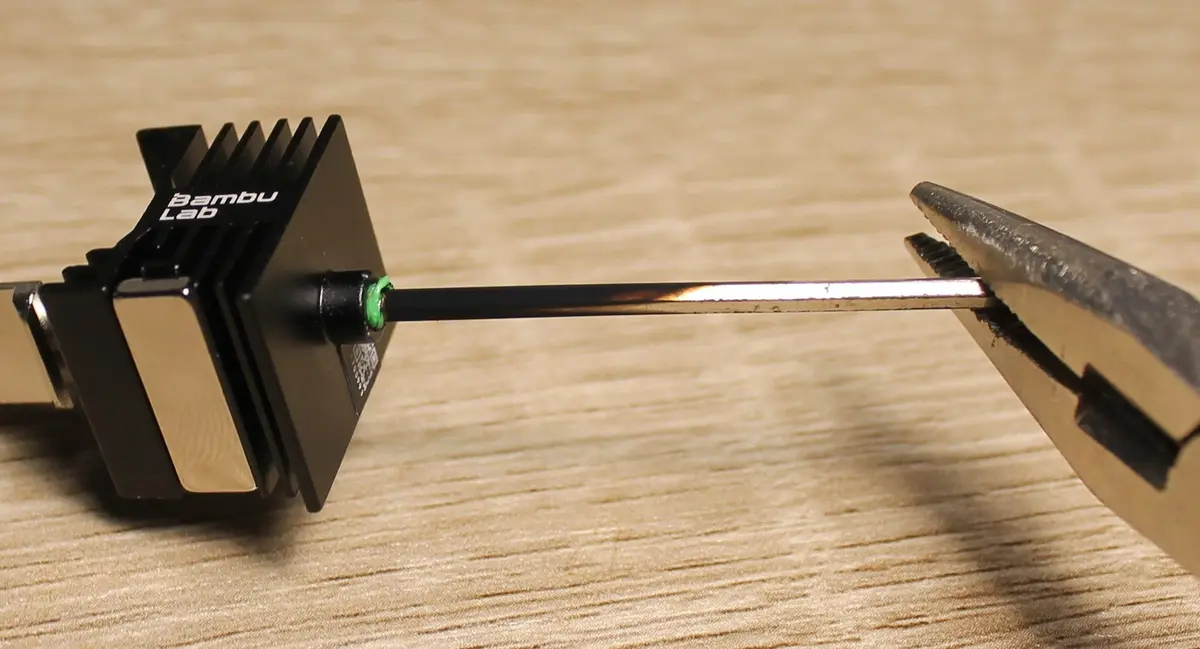
Trin 1. Opvarm unbrakonoglen
Start med at opvarme unbrakonoglen i cirka 10 sekunder. Hold unbrakonoglen fast med en tang, sa du ikke braender dig.

Trin 2. For unbrakonoglen ind i nozzlens indlob
Mens spidsen af noglen stadig er varm, skubber du den hurtigt ind i hotendet gennem toppen af kolepladen.
For den varme nogle ind i filamentet som vist pa figuren nedenfor. Vent derefter i cirka 30 sekunder, sa unbrakonoglen kan kole af.
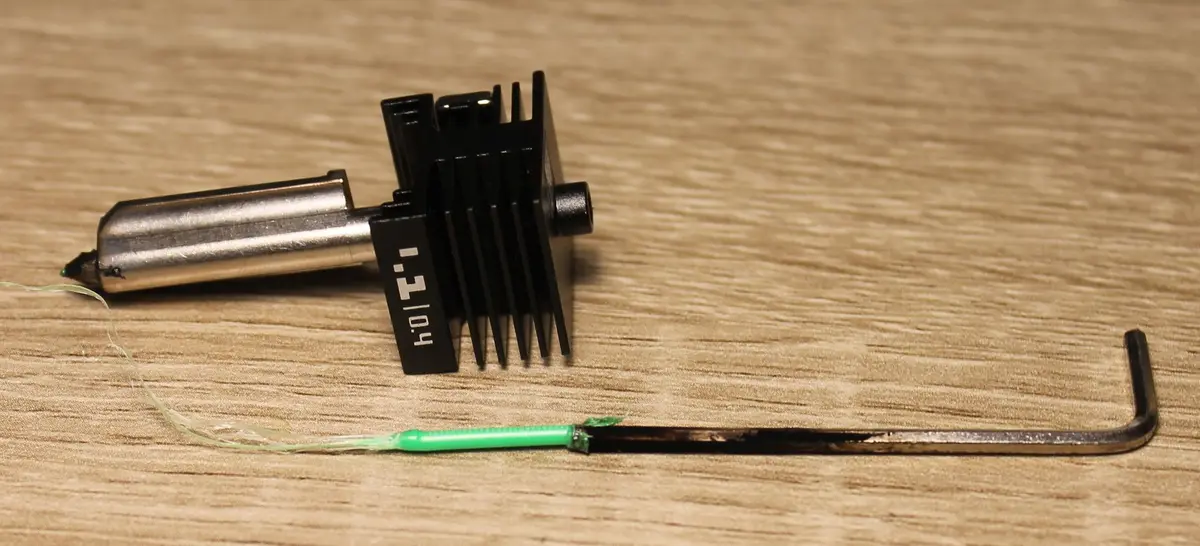
Trin 3. Opvarm nozzlens spids og traek det tilstoppede filament ud
Unbrakonoglen sidder nu fast i nozzlen med filament fanget omkring sig. For at fjerne unbrakonoglen, der sidder fast i nozzlen, skal du opvarme spidsen af nozzlen.
Fjern forst hotendets silikonemuffe, og brug derefter en lighter til at opvarme nozzlens spids i cirka 20 sekunder (ved brug af en almindelig lighter).
Advarsel! Undga at opvarme nozzlen i laengere tid eller at bruge en kraftig butangasbraender.
En almindelig gaslighter anbefales.Den varme side af nozzlen skal kun vaere varm nok til, at du kan fjerne unbrakonoglen med filamentet pa.
Overophedning af nozzlen kan fa filament til at dryppe eller sprojte ud af nozzlens spids. Folg instruktionerne nye, og ret ikke nozzlens spids mod dig selv under arbejdet.

Efter at have opvarmet nozzlens spids i 20 sekunder traekker du langsomt i noglen. Du vil opdage, at filamentet kan traekkes helt ud af nozzlen, og den tilstoppede del folger med ud.
Efter afslutning
Nar cold pull er faerdigt, skal du sorge for at saette PTFE-roret sikkert pa plads igen. Det sikrer, at filamentvejen er taet og klar til brug. Herefter ilaegger du dit filament igen og korer en hurtig ekstruderingstest for at bekraefte, at alt flyder jaevnt. Hvis filamentet ekstruderes rent, er din printer klar til naeste opgave.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2S-guides