H2S: Sådan renser du en tilstoppet nozzle
H2S: Sådan renser du en tilstoppet nozzle
Tilstoppede nozzler er ret almindelige inden for 3D-print, så du vil sandsynligvis støde på dem på et tidspunkt.
Tilstopninger kan ske af flere årsager. For eksempel kan temperaturen på dit hotend være for lav til, at plasten smelter hurtigt nok, mens den ekstruderes, eller det filament, du bruger, kan indeholde mikroskopiske partikler (som visse typer træfilament eller andre tilsatte filamenter), der samler sig i spidsen af din nozzle og begrænser flowet.
Symptomerne er forholdsvis nemme at genkende, da de viser sig sådan:
-
Underekstrudering (der ekstruderes ikke nok plast, hvilket giver huller i den printede model)
-
Ingen ekstrudering (printeren udfører de rigtige bevægelser, men der kommer ikke filament ud af din nozzle)
Nødvendigt værktøj
-
Rensenål (unclogging pin tool)
-
Tang
-
Ovnhandske
-
H1.5- eller H2.0-unbrakonøgle
-
Filament
Læs dette, før du går i gang
Bemærk, at nogle af handlingerne i denne guide kan være farlige, hvis de ikke udføres med omtanke, da de involverer høje nozzle-temperaturer. Tag alle nødvendige forholdsregler, når du udfører disse opgaver. Ved nogle af procedurerne skal maskinen være slukket, og din nozzle skal være helt afkølet.
Når du har brug for at holde dit hotend i hånden, skal du bære en ovnhandske og sikre dig, at gulvet eller bordpladen under dit hotend er fri for brandbare materialer eller møbler og gulvbelægning, der nemt kan tage skade af varmen.
Fremgangsmåde
1. Ekstruder filamentet manuelt
Dette er den enkleste metode til at fjerne en tilstopning i dit hotend. Øg temperaturen på dit hotend en smule over filamentets anbefalede temperatur på skærmen, og ekstruder derefter filamentet ved at vælge load-funktionen i skærmmenuen.
Trin 1. Varm dit hotend op
Øg temperaturen på dit hotend en smule over den anbefalede temperatur for filamentet (for PLA sætter du for eksempel temperaturen på dit hotend til 250°C).

Trin 2. Ekstruder manuelt
Tryk på load-knappen på skærmen for at ekstrudere filamentet manuelt, og se, om din nozzle kan ekstrudere korrekt.
 |
 |
2. Cold pull
Hvis du ikke kan ekstrudere filamentet manuelt, har printeren en vedligeholdelsesfunktion til cold pull af din nozzle, der hjælper dig med at udføre cold pull-handlingen. Denne artikel bruger PLA som eksempel på cold pull-proceduren.
Trin 1. Tryk på "Toolbox"
På Toolbox-siden trykker du på "Nozzle Cold Pull Maintenance" og fortsætter derefter ved at trykke "Next".
 |
 |
Trin 2. Justér cold pull-parametrene
Vælg cold pull-parametrene ud fra nozzle-størrelsen og typen af filamentrester i din nozzle. I dette eksempel er nozzle-størrelsen 0,4 mm, cold pull-filamentet er PLA, og der er PLA-rester i din nozzle. Når du har bekræftet cold pull-parametrene, trykker du på "Start".

Trin 3. Start cold pull
Derefter udfører printeren automatisk cold pull-processen. Følg de anvisninger, printeren giver.

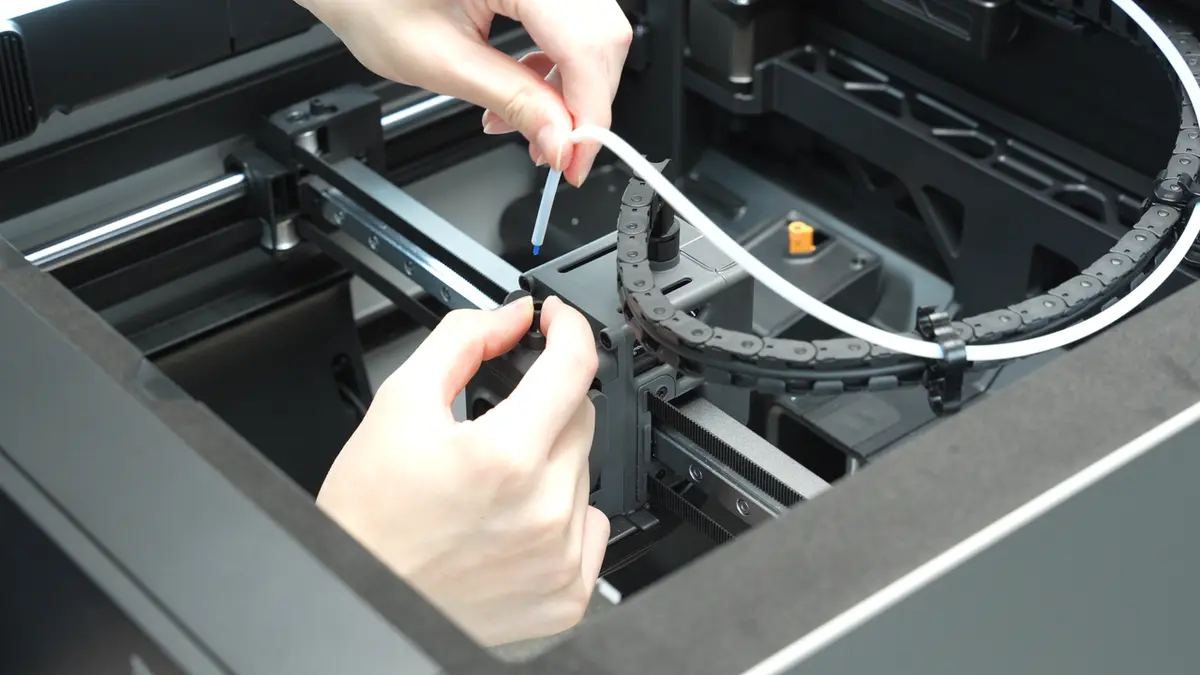
Tryk på den sorte pneumatiske kobling som anvist, og fjern PTFE-slangen. Tryk derefter på "Finished, Continue"
 |
 |
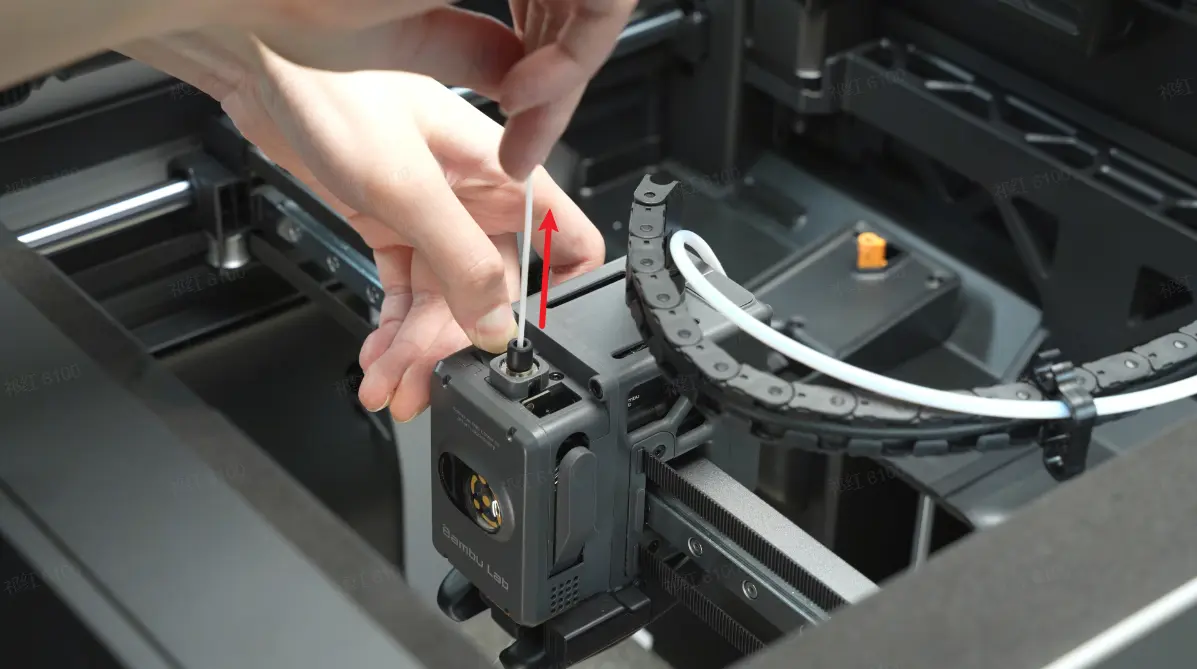
Næste trin er at føre filamentet ind i ekstruderen, indtil det ikke kan skubbes længere.


Printeren griber automatisk fat i filamentet, varmer din nozzle op og begynder at rense ud.


Vent, indtil det ekstruderede filament er fuldstændig skiftet til det nyligt indførte, før din nozzle begynder at køle ned.


Når din nozzle er kølet ned, holder du drivhjulsbeslaget med den ene hånd og trækker langsomt filamentet ud med den anden hånd, mens du følger printerens anvisninger.

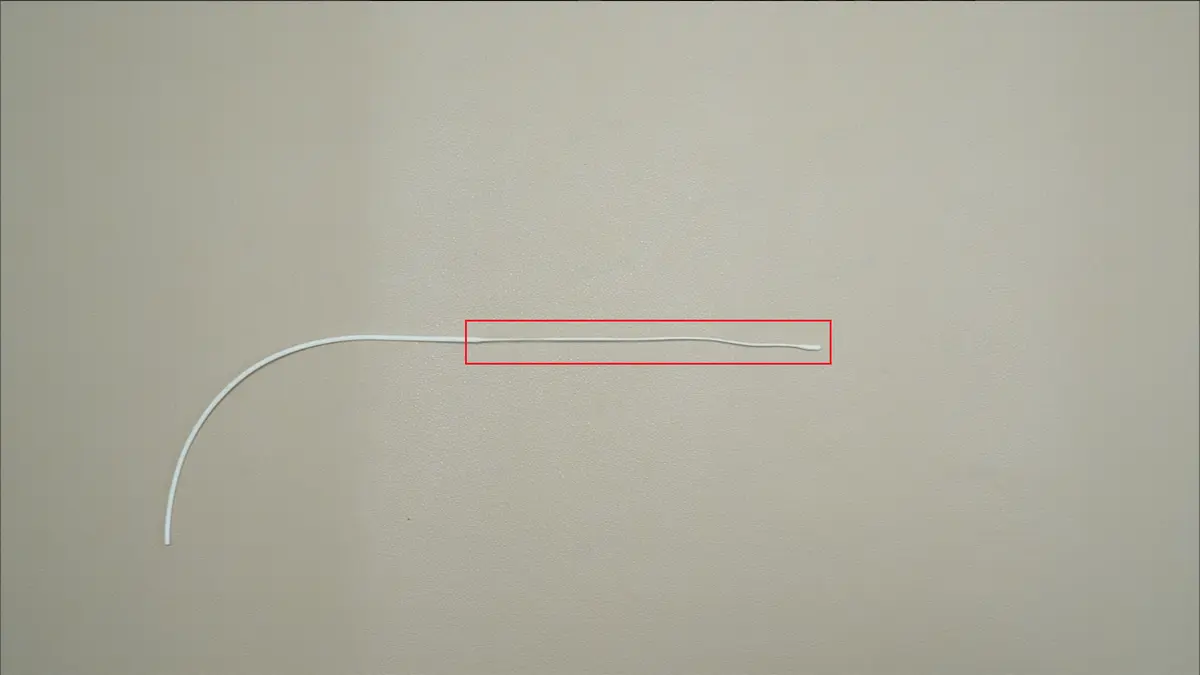
Undersøg enden af det udtrukne filament for eventuelle urenheder. Vi anbefaler kraftigt, at du gentager cold pull-processen flere gange, indtil det udtrukne filament er rent og fri for unormale rester. Hvis kvaliteten af din cold pull lever op til kravene, kan du trykke "Finished".
 |
 |
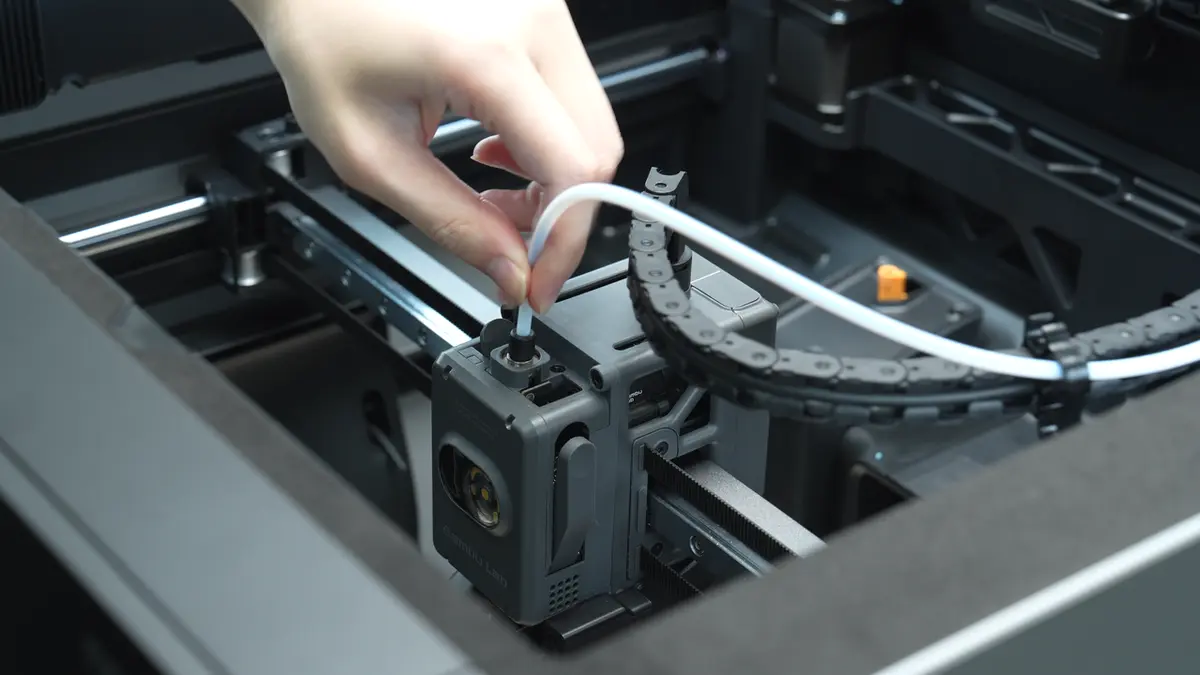
Når vedligeholdelsen er færdig, sætter du PTFE-slangen i igen.
 |
 |
3. Rensning med en rensenål
Når du bruger en nål til at rense din nozzle, kan det frigøre indre tryk fra dit hotend, hvilket kan få din nozzle til pludselig at sprøjte varme rester ud. Derfor er det vigtigt, at du bærer handsker og ikke læner dig ind over maskinen for at se nærmere efter under rensningen.
Hvis filamentet ikke kan ekstruderes ud af din nozzle, eller hvis det filament, der kommer ud af din nozzle, ikke skifter til det nyligt indførte filament, er det nødvendigt at bruge en rensenål til at rense dit hotend og manuelt ekstrudere filamentet igen (skift mellem rensning med rensenålen og ekstrudering).
Varm dit hotend op til 220°C. Når temperaturen er nået, fører du nålen ind i din nozzle og renser op og ned flere gange.
 |
 |
Sådan tjekker du, om det lykkedes
Montér din nozzle igen, tilslut PTFE-slangerne, og indfør filamentet på ny for at teste ekstruderingen. Hvis der stadig er tilstopning eller utilstrækkelig ekstrudering, er det nødvendigt at gentage rensningen af dit hotend flere gange.
Selvom metoderne ovenfor som regel fjerner stort set alle tilstopninger, kan der være tilfælde, hvor en nozzle simpelthen skal udskiftes, fordi den kan være beskadiget. Hvis din maskine kan printe normalt efter alt dette, så er det lykkedes dig at rense din nozzle.
Bemærk
0,2 mm-nozzler er meget sværere at rense for tilstopninger og kan kræve, at du gentager trinnene ovenfor flere gange. Til gengæld tilstopper nozzler større end 0,4 mm langt sjældnere end 0,4 mm-nozzler, fordi den større åbning lader større partikler passere.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2S-guides