H2S: Introduktion til printeren
Hvordan fungerer H2S?
3D-printeren H2S bruger plastfilament til at opbygge tredimensionelle objekter lag for lag.
Det meste af tiden arbejder printeren med 3D-modeller i STL-format. Inden udskrivning skal disse filer forberedes med slicer-software. I Bambu Studio tager slicer-softwaren for eksempel STL-filen og deler den op i hundreder eller tusinder af tynde lag. Hvert lags information omsættes derefter til maskininstruktioner, der præcist fortæller printeren, hvordan den skal bevæge sig, med hvilken hastighed og ad hvilken bane.
Under slicing indlejres vigtige indstillinger også i instruktionerne, for eksempel filamentets printtemperatur, ekstruderingshastigheden og tilføjelsen af støtter til overhængende dele af modellen. Disse støtter sikrer, at komplekse former printes korrekt.
CoreXY-bevægelsessystem
Bambu Lab H2S bruger et CoreXY-bevægelsessystem. Dette design bygger på to stepmotorer, der arbejder sammen sammen med flere mellemhjul for at bevæge toolheadet præcist.
Hver motor er forbundet til toolheadet via sin egen tandrem. Ved at koordinere bevægelsen af begge remme kan printeren styre toolheadets position og retning med høj nøjagtighed. Denne opbygning giver hurtig, præcis og effektiv udskrivning, samtidig med at den bevægelige masse holdes lav, hvilket er med til at forbedre printkvaliteten.
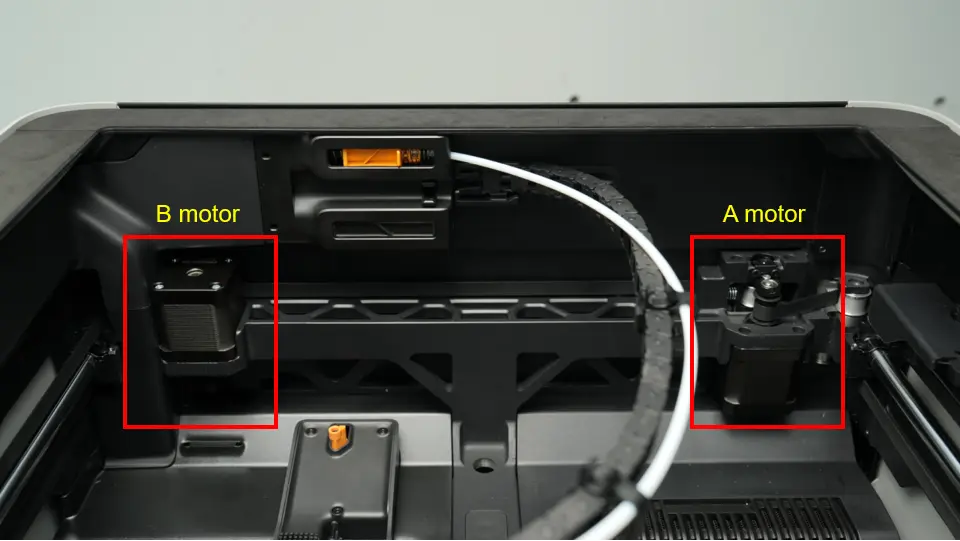
Motor A og Motor B styrer uafhængigt to sæt remme i CoreXY-systemet. Som vist i den animerede figur nedenfor driver motor B i venstre side kun den nederste rem, når den kører alene, hvilket får toolheadet til at bevæge sig diagonalt i en vinkel på 45°.


På samme måde driver motor A i højre side den øverste rem, når den kører alene, hvilket får toolheadet til at bevæge sig diagonalt i den modsatte 45°-retning.

Sammenlignet med traditionelle kartesiske 3D-printere giver H2S' CoreXY-bevægelsessystem hurtigere printhastigheder. Det skyldes, at de bevægelige dele i en CoreXY-opbygning er lettere, hvilket reducerer inertien og lader toolheadet accelerere og skifte retning hurtigere. Den lavere vægt er en nøglefaktor i at opnå hurtige print af høj kvalitet.
Vil du gå mere i dybden med, hvordan CoreXY-bevægelsessystemet fungerer, kan du udforske dette link.
Z-akse
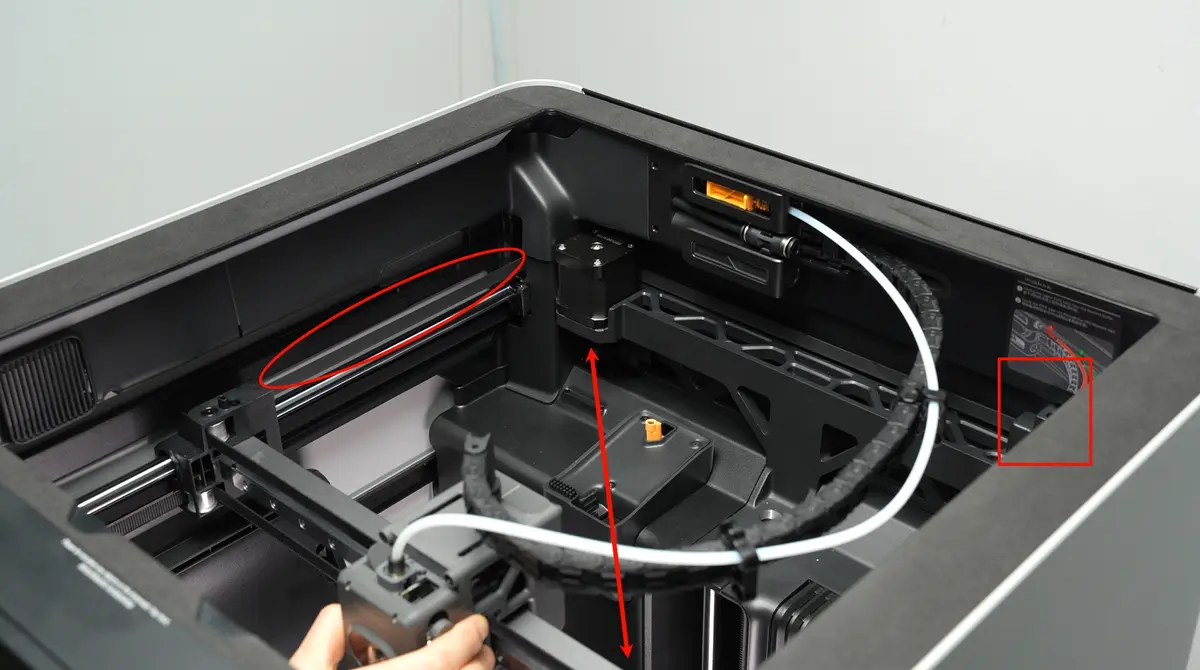
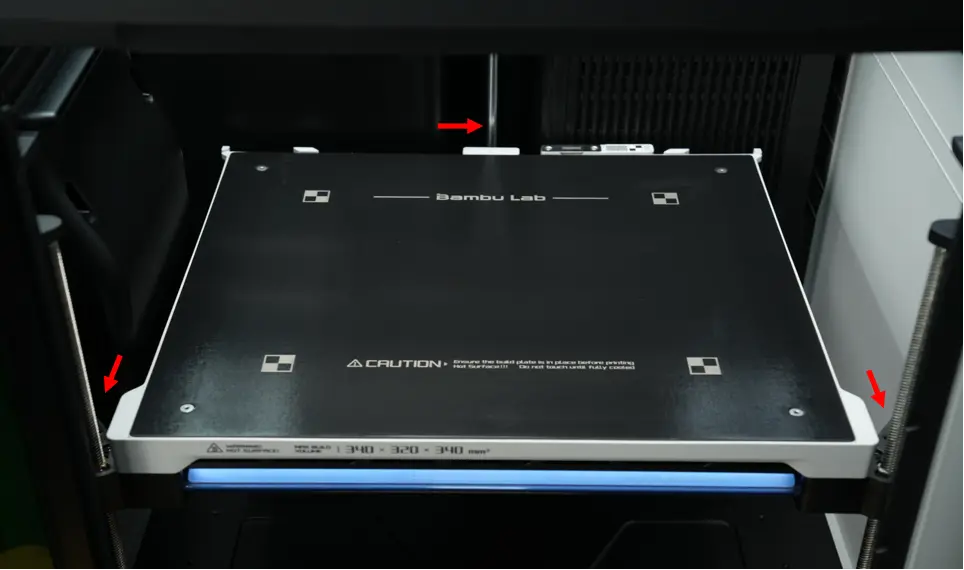
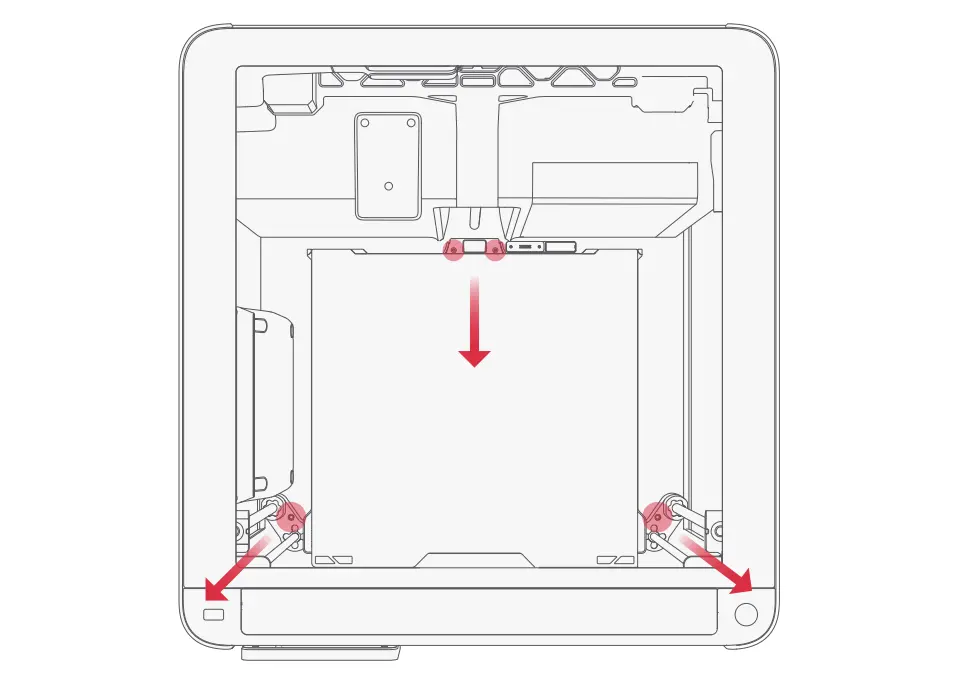
Printerens Z-akse drives af tre spindler, der alle er forbundet til en enkelt Z-stepmotor via en rem. Denne opbygning sikrer en stabil og jævn lodret bevægelse af byggeplatformen, også kaldet varmepladen.
Ved levering er H2S allerede leveling-kalibreret fra fabrikken. Inden dit første print skal du blot fjerne de fire skruer, der fastgør Z-aksen til bunden. Gem disse skruer et sikkert sted, for du får brug for dem igen, hvis du på et tidspunkt skiller Z-aksen ad til vedligeholdelse eller transporterer printeren.
 |
 |
|---|
Printerkabinet
H2S fås i to varianter: standardversionen og laserversionen.
Laserversionen har et laserbeskyttelsespanel som standard, mens standardversionen bruger almindelige paneler. Vil du tilføje et lasermodul til standardversionen, skal du bruge et kommende opgraderingssæt, der indeholder en grøn polycarbonatdør (PC) og et sort beskyttende topdæksel. Uden disse sikkerhedskomponenter monteret deaktiverer printeren automatisk laserfunktionen.
H2S har desuden et system til registrering af døråbning for både frontdøren og topdækslet.
- Hvis lasermodulet er monteret, og en dør åbnes, viser printeren straks en rød fejlmeddelelse og sætter jobbet på pause af sikkerhedshensyn.
- Hvis der ikke bruges noget lasermodul, viser printeren en orange advarsel om "door open" i HMS (Health Monitoring System), men fortsætter udskrivningen.

Laserversion (venstre) ved siden af standardversionen (højre) |
 |
|---|---|
 |
 |
Ekstruder
Ekstruderen er den del af printeren, der fører filament frem til dysen, hvor det smeltes og lægges ud for at danne det printede objekt.
Den består af nøglekomponenter som ekstrudermotoren og ekstruderhjulene. Ekstrudermotoren trækker filament fra spolen og skubber det ind i hotendet, hvor det opvarmes og smeltes. Ekstruderhjulene griber fast i filamentet for at sikre en jævn og ensartet fremføring.
Præcis styring af, hvor meget filament der passerer gennem hotendet, er afgørende for nøjagtighed og printkvalitet, hvilket gør ekstrudermotoren til en af de vigtigste komponenter i hele 3D-printeren.
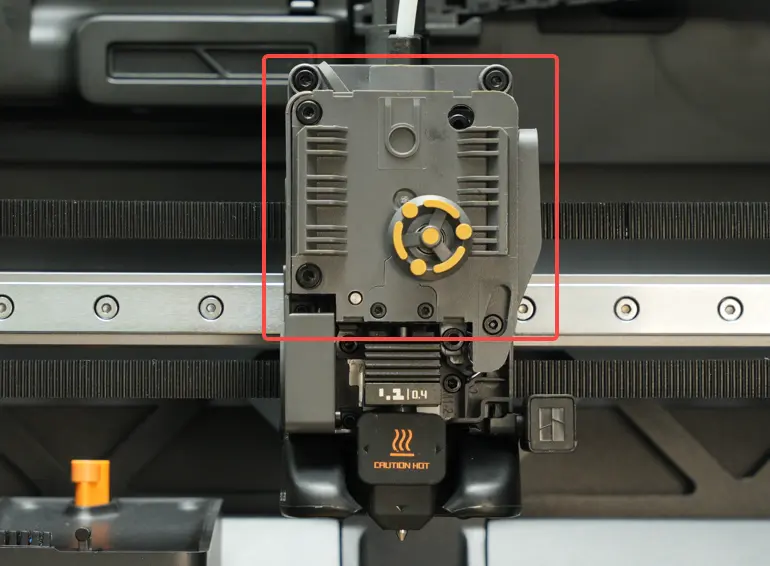
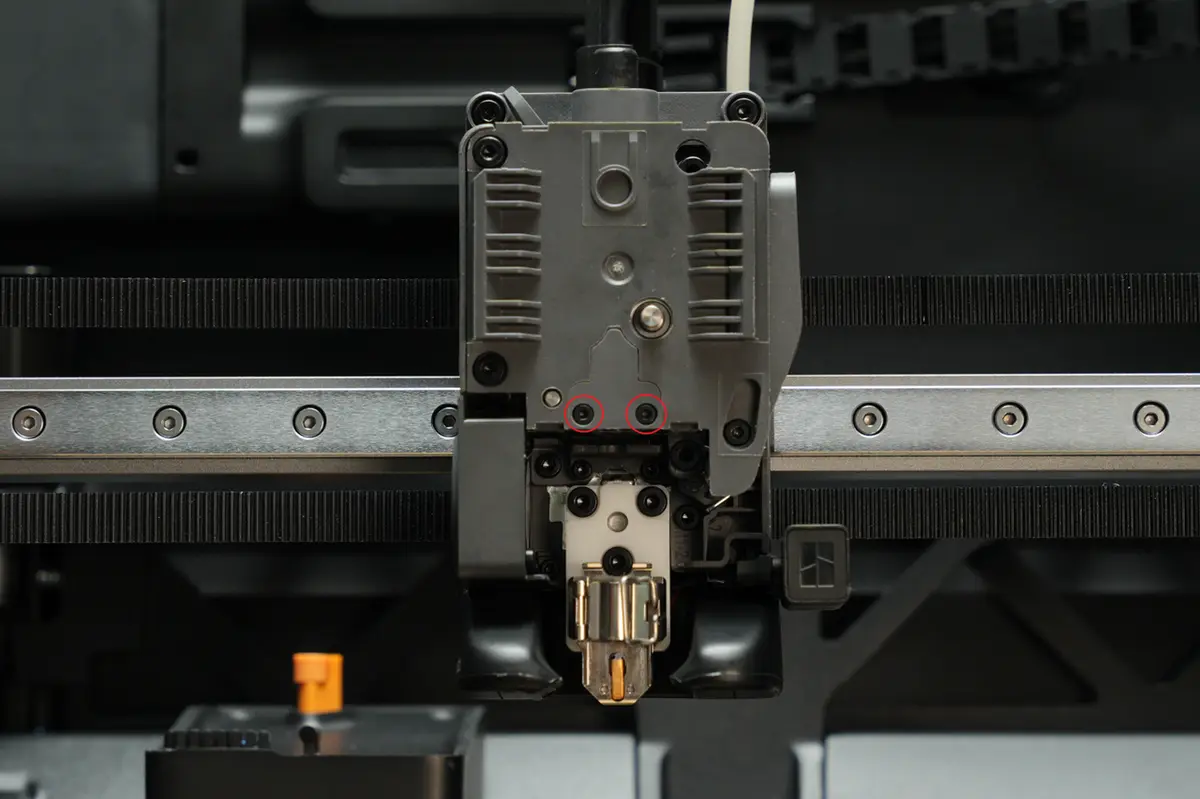
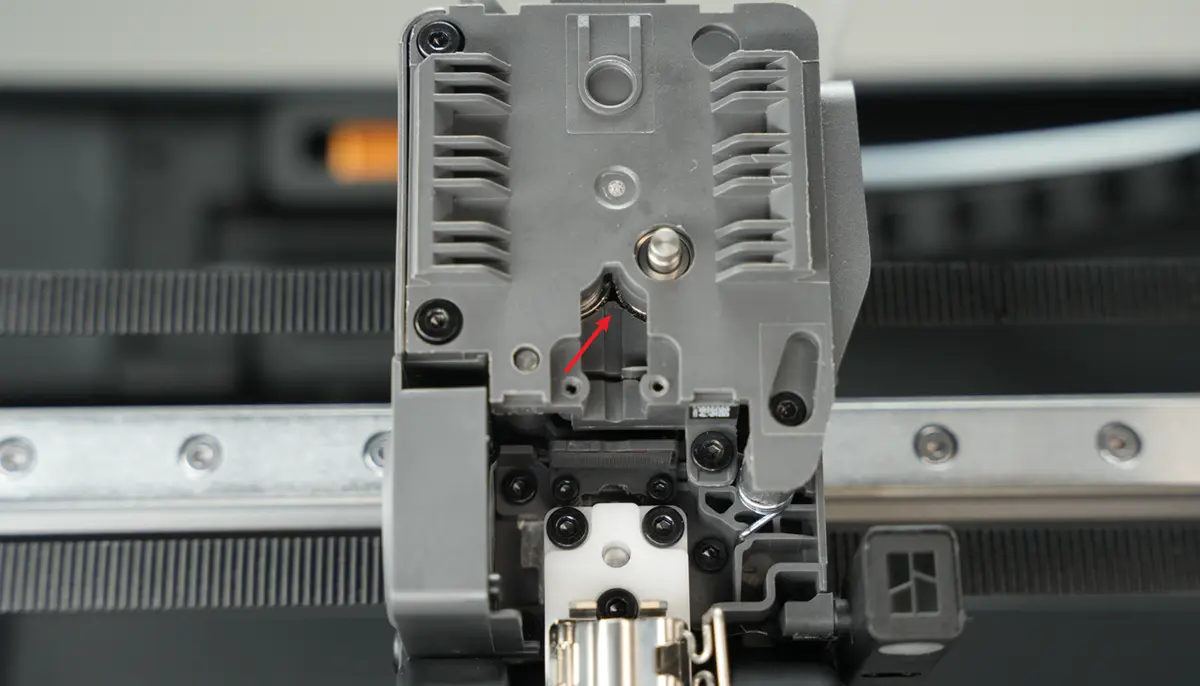
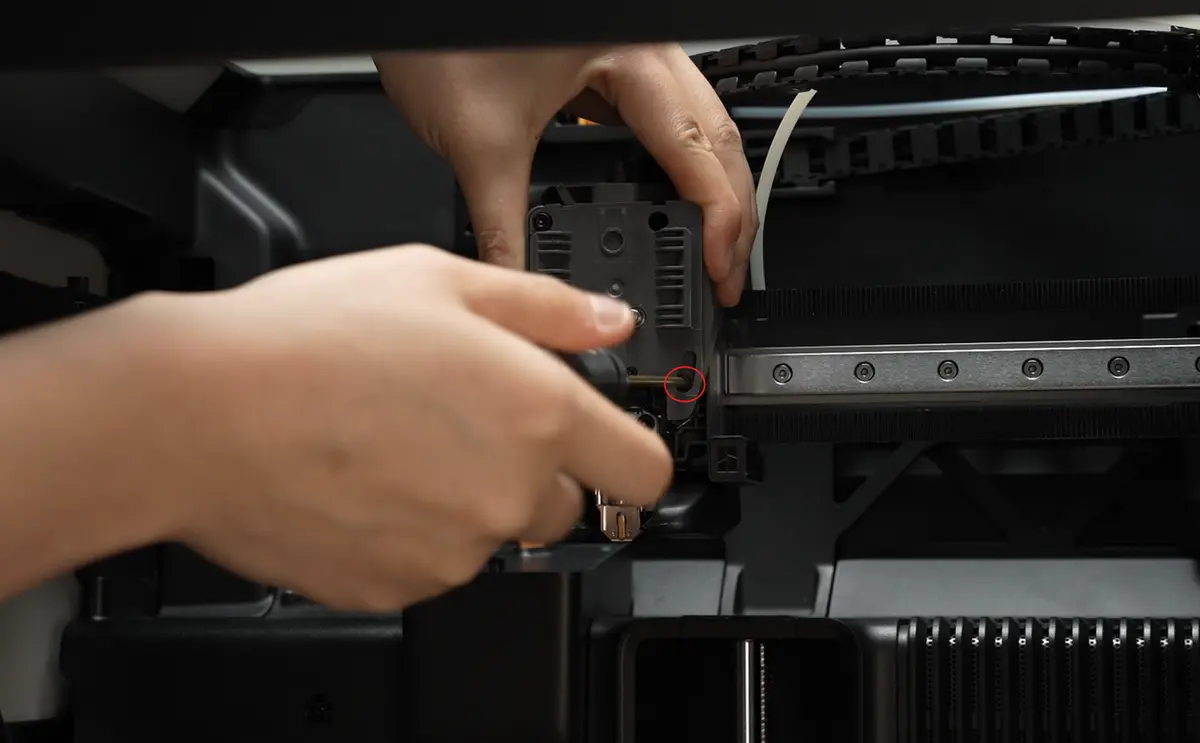
Inde i ekstruderen leder filamentstyret filamentet hen mod dysen og holder det korrekt rettet ind under fremføringen. Dette styr kan tages af, hvis du skal tjekke for blokeringer inde i ekstruderen eller lige over dysen, hvilket gør det nyttigt til vedligeholdelse og fejlsøgning.
Filamentstyret er en vigtig del af ekstruderen, da det sikrer, at filamentet holdes på plads og føres jævnt ind i hotendet. Uden det kan printpræstation og driftssikkerhed blive påvirket.
 |
 |
|---|
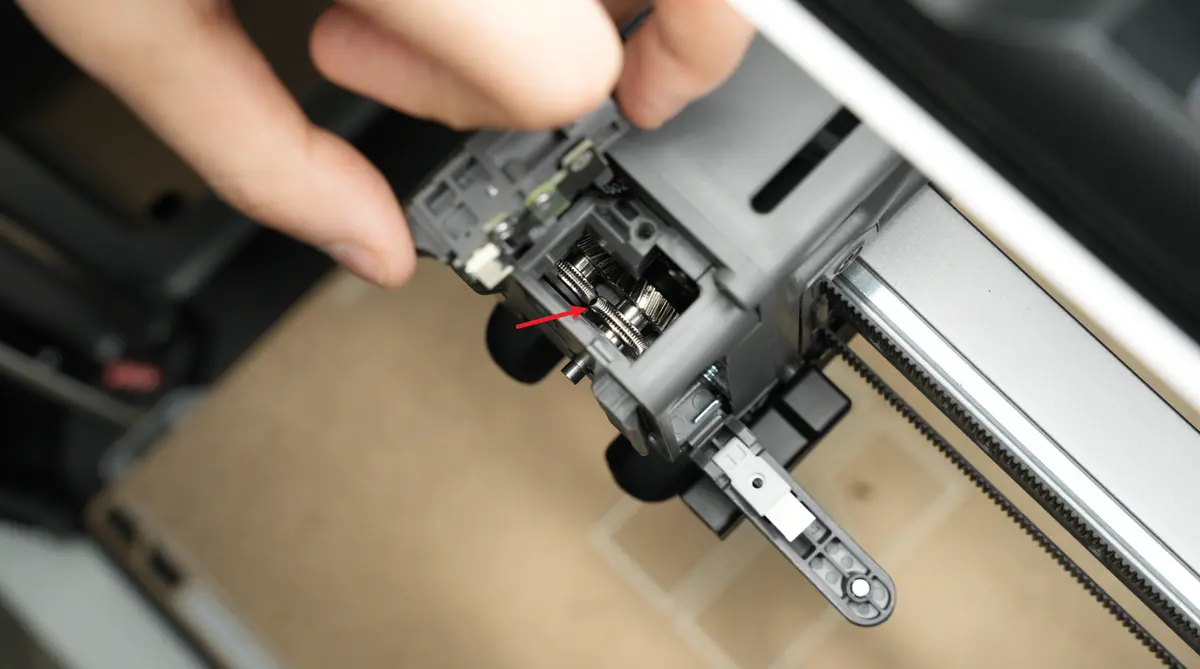
På siden af ekstruderen sidder en afskærerarm til filament. Når denne arm er løsnet, kan du komme til og inspicere ekstruderhjulet for at tjekke for ophobet materiale. Ser du filamentrester på hjulets tænder, kan de rengøres for at bevare en jævn og ensartet fremføring af filamentet.
 |
 |
|---|
Filamentsensor
Filamentsensoren sidder oven på ekstruderen og registrerer, om der er filament til stede. Hvis filamentet slipper op, signalerer sensoren til printeren om at sætte på pause og bede om et filamentskift.
Sensoren kan tages af til vedligeholdelse eller fejlsøgning, men du skal passe på ikke at beskadige det tynde fladkabel. At tage den af kan hjælpe med at fjerne filamentstop eller give adgang til rengøring omkring ekstruderhjulene.
 |
 |
|---|
Filamentafskærer
Afskærerarmen til filament er placeret på højre side af ekstruderenheden og styrer bevægelsen af afskærerbladet. Den indeholder også en magnet til positionsregistrering.
Under afskæringen af filamentet skubber et tryk på armen afskærerbladet, så filamentet klippes over. Kombineret med filamentafskærerens stopper på printerrammen og AMS (Automatic Material System) kan denne mekanisme automatisk klippe og udskifte filament, hvilket muliggør print i flere farver eller materialer. Når klippet er færdigt, vender håndtaget automatisk tilbage til sin udgangsposition.
 |
 |
|---|
Armen har også en magnet, der er rettet vandret ind efter en hall-sensor inde i toolheadet. Det gør, at printeren kan registrere den nøjagtige position af afskærerhåndtaget og dermed sikre en præcis og pålidelig funktion.
Filamentafskærerens stopper
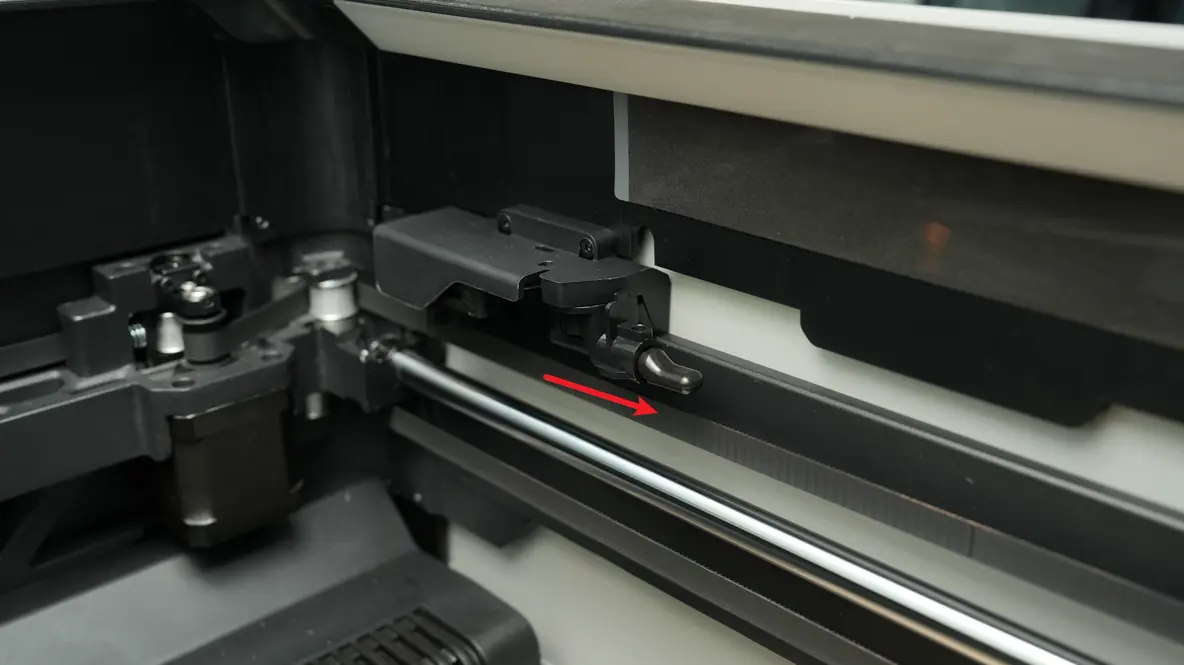
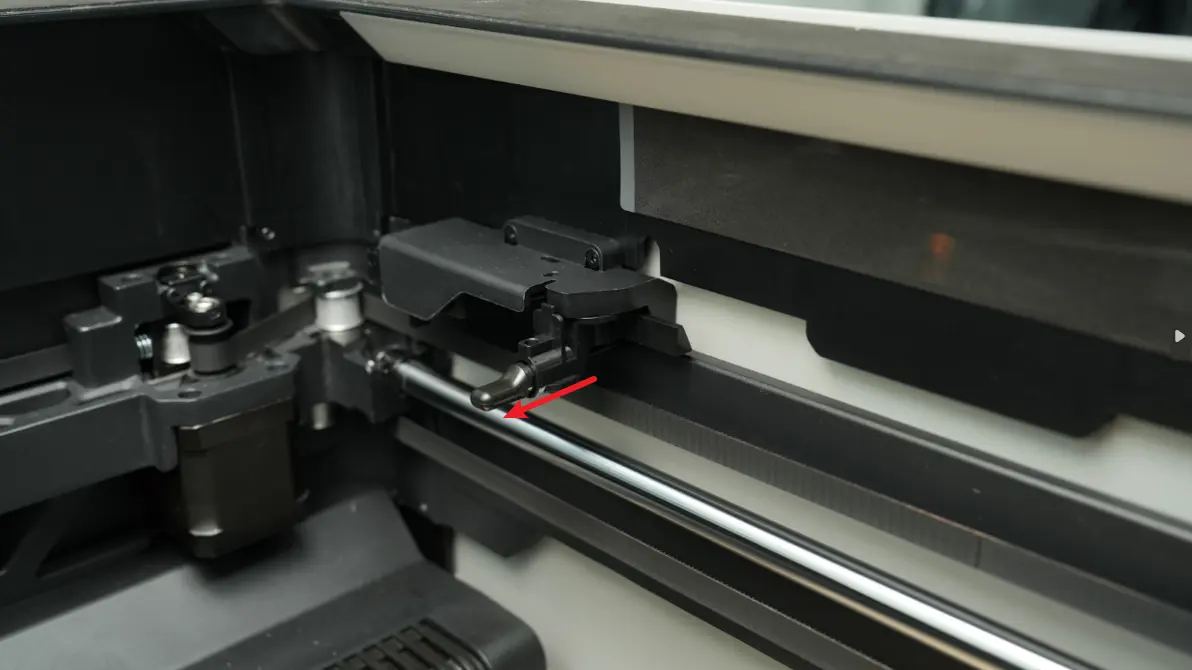
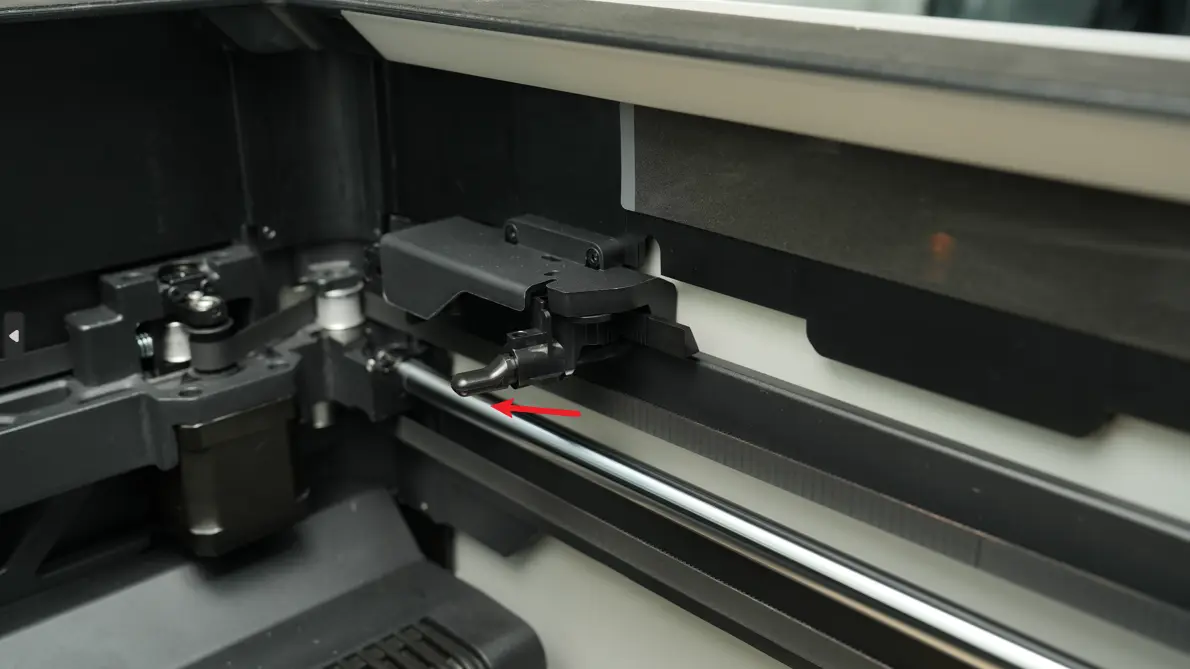
H2S har en sammenklappelig stopper til filamentafskæreren på højre side, som afskærerarmen presser mod for at udføre klippet.
Under drift kan stopperen bevæge sig mellem tre positioner:
- Nulposition: Det meste af tiden bliver stopperen i denne position, så den ikke forstyrrer udskrivningen.
- Arbejdsposition: Når filamentet skal klippes, bevæger stopperen sig til denne position for at støtte afskæreren.
- Undvigeposition ved homing af toolhead: For at undgå at forstyrre XY-nulstillingen bevæger stopperen sig til en undvigeposition, når toolheadet vender tilbage til nul.
I modsætning til X1- og P1-printerne begrænser H2S' udstøderstang til afskæreren ikke toolheadets bevægelse. Det betyder, at printeren kan bruge hele X- og Y-printområdet uden særlige justeringer.
 |
 |
 |
|---|---|---|
| Nulposition | Arbejdsposition | Homing-position |
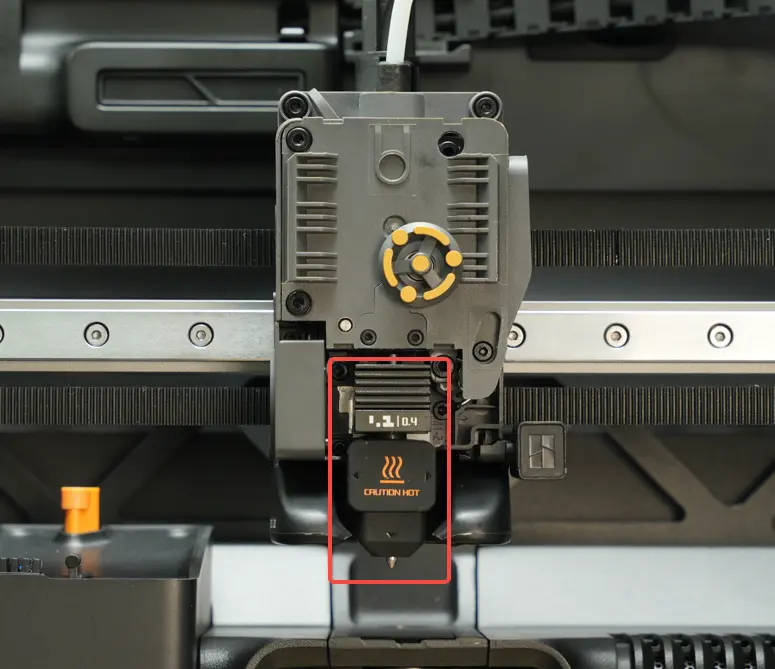
Hotend
Hotend-enheden er en central komponent i toolheadet. Den indeholder hotendets varmeenhed og dysen, som selv består af flere vigtige dele:
- Cold end (køleribbe): Holder den øverste del af filamentet kølig for at forhindre, at det smelter for tidligt.
- Hotend: Den del, hvor filamentet opvarmes og smeltes.
- Silikonesok: Isolerer dysen for at holde temperaturen stabil og forbedre printkvaliteten.
Hotendet kan nå en maksimal temperatur på 350 °C, så det kan arbejde med en lang række filamenter. Det opvarmer filamentet til den angivne temperatur, og det smeltede materiale lægges ud i tynde lag, der gradvist opbygger 3D-modellen.
Forskellige filamenter kræver forskellige printtemperaturer. For eksempel:
- PLA: 210-220 °C
- PPA: 300-320 °C
Ligesom A1-serien fastgør H2S hotendets varmelegeme og NTC-temperatursensor direkte til varmebasen i hotendets varmeenhed. Dette design forenkler samspillet med dysen og gør takket være den værktøjsfrie lynlås dyseskift nemme at udføre.
H2S forbedrer hotendets ydeevne på to måder:
- Højere varmeeffekt: Øget varmeeffekt og en større smeltezone for bedre filamentflow.
- Forbedrede materialer: Hotendets varmeenhed bruger en isoleringsbase af zirkoniumkeramik og en varmeledende base af kobber, hvilket øger stivheden og reducerer fejl fra termisk deformation.
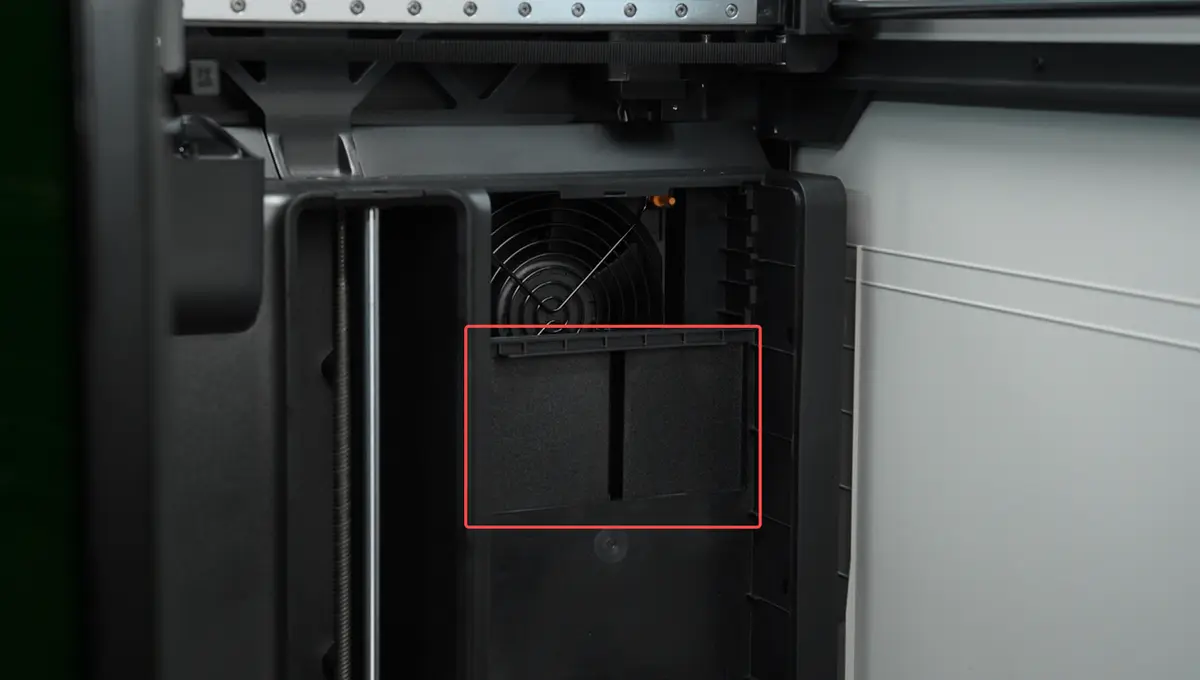
Renseskakt og dyseaftørrer
Renseskakten og dyseaftørreren er nøglekomponenter i H2S, der hjælper med at fjerne overskydende filament og holde dysen ren.
Dette system omfatter en fjederbelastet mekanisme og en dyseaftørringskomponent. Under drift passerer dysen først hen over en grov aftørringsstrimmel (markeret med 1) for at fjerne større filamentrester. Derefter bevæger den sig hen over en silikonestrimmel (markeret med 2) til finrengøring, så dysespidsen bliver helt ren og klar til præcis udskrivning.

Filamentudstødningskomponent
Denne komponent håndterer den effektive bortskaffelse af store stykker filament, der kasseres fra dysen under forberedelsen til et print. Den omfatter en aftørringsstrimmel til opsamling af affald og en opsamlingsplade til at transportere det. Det sikrer, at det kasserede filament håndteres korrekt, så udskrivningen forløber jævnt og uden afbrydelser. Materialeudstødningssystemet er vigtigt under flere handlinger, blandt andet opstart af printeren, pause og genoptagelse af print, ind- og udlæsning af filament samt print i flere farver.
Dyserengøringskomponent
Bruges til at rengøre dysen, inden et print startes. Når et print er sat i gang, udføres rengøringen automatisk uden manuel indgriben.

Varmeplade
Varmepladen bruges til at opvarme printoverfladen og hjælpe de printede lag med at hæfte bedre til byggepladen. Uden en opvarmet overflade hæfter filamentet måske ikke godt til pladen og kan give skævheder (warping).
H2S justerer automatisk varmepladens temperatur efter filamenttypen med en maksimal temperatur på 120 °C. For eksempel:
- PLA: 35-45 °C på en lavtemperatur-printplade for at undgå warping
- ABS eller PC: 100-110 °C for at bevare laghæftning og undgå deformation
Det maksimale printområde på varmepladen er 340 × 320 mm, hvilket giver et stort arbejdsareal til forskellige 3D-modeller.
Varmepladen i H2S består af flere vigtige dele:
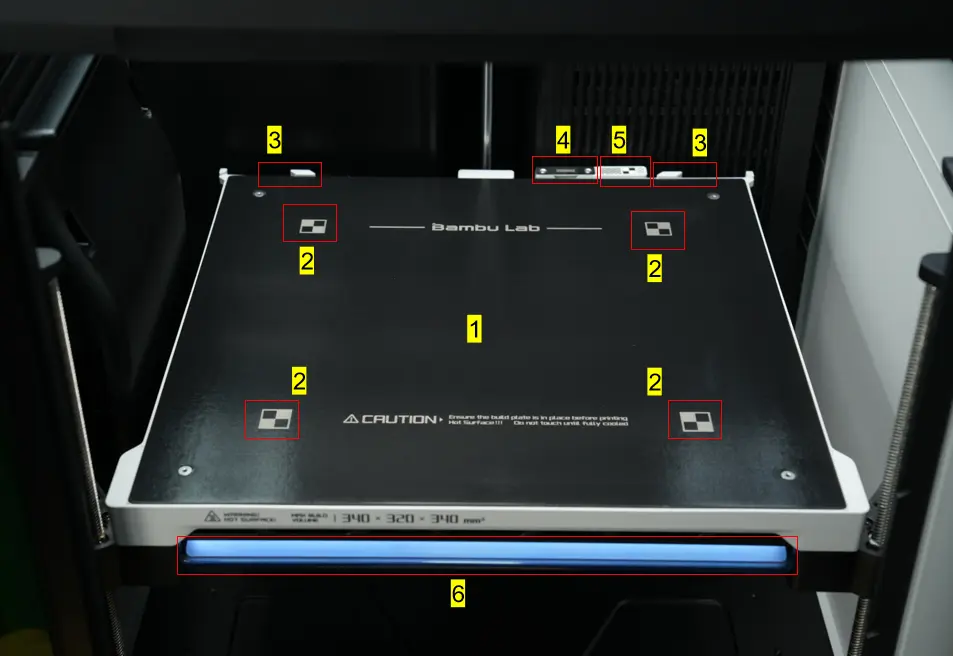
- Varmezone - Hele varmepladens overflade, der bliver varm. Det er en magnetisk overflade, der holder pladen på plads.
- Kalibreringsmarkører - bruges til at kalibrere top-down-kameraet og live view-kameraet.
- Positioneringsblokke til printplade - bruges til at placere byggepladen nøjagtigt på varmepladen.
- Dyseaftørringsark - dysen føres hen over dette ark for at sikre, at dysespidsen forbliver glat og fri for snavs.
- Kalibreringsklistermærke - bruges til at kalibrere toolhead-kameraet ved at give et stabilt og ensartet billede.
- Statuslys - lysbjælken under printpladen, der viser forskellige lysmønstre for at angive printerens aktuelle driftstilstand, for eksempel inaktiv, klargøring, udskrivning eller fejl.
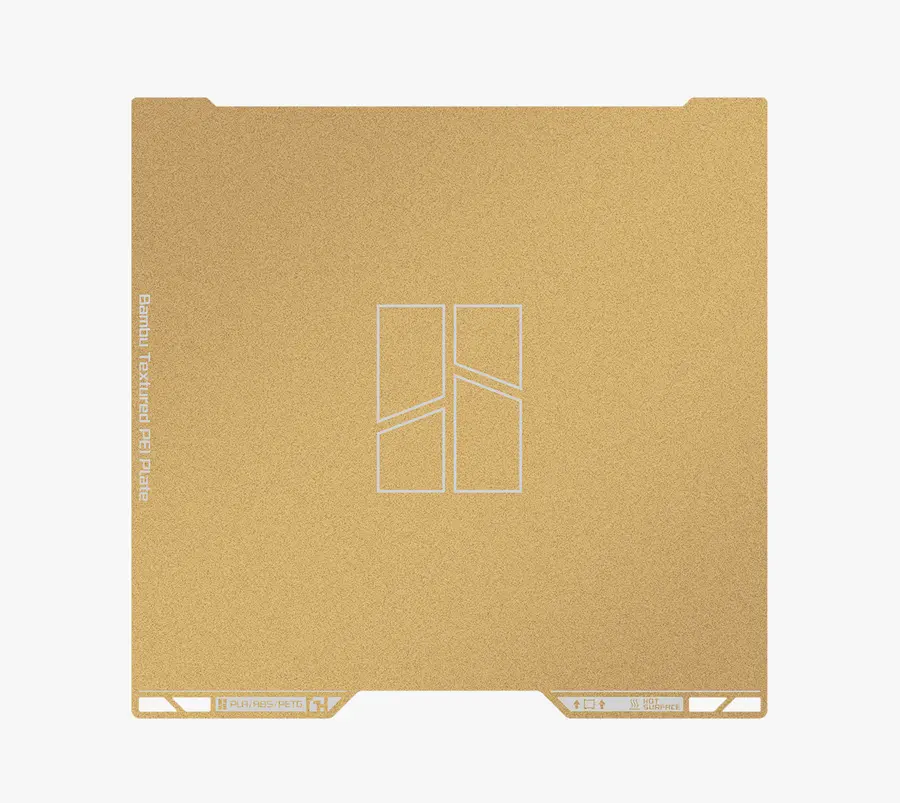
Byggeplade
H2S leveres med en gylden Textured PEI-plade, der er magnetisk fastgjort til varmepladen og fungerer som den primære printoverflade. Denne bøjelige byggeplade forbedrer printets hæftning og gør det samtidig nemmere at fjerne modellen. Du bøjer bare pladen en smule, så popper de printede objekter let af.
Kølesystem og varmesystem
Dele-køleblæser og luftkanal
Hurtig udskrivning af høj kvalitet kræver effektiv køling af de printede lag. H2S er udstyret med en specialfremstillet 5015-centrifugalblæser og en dedikeret luftkanal. Dele-køleblæseren blæser luft gennem kanalen og leder den præcist hen til området nær dysen. Denne målrettede luftstrøm køler hurtigt det netop udlagte filament og er med til at forbedre laghæftningen, forhindre warping og bevare den samlede printkvalitet.

Hotend-blæser og luftkanal
H2S har en dedikeret hotend-køleblæser placeret på venstre side af hotendet. Luft fra blæseren ledes hen mod hotendets køleribbe via en omhyggeligt udformet luftkanal, hvilket hjælper med at holde temperaturen i hotendet stabil. Det forhindrer overophedning, forbedrer printkvaliteten og mindsker risikoen for tilstoppede dyser, så udskrivningen bliver ensartet og pålidelig.

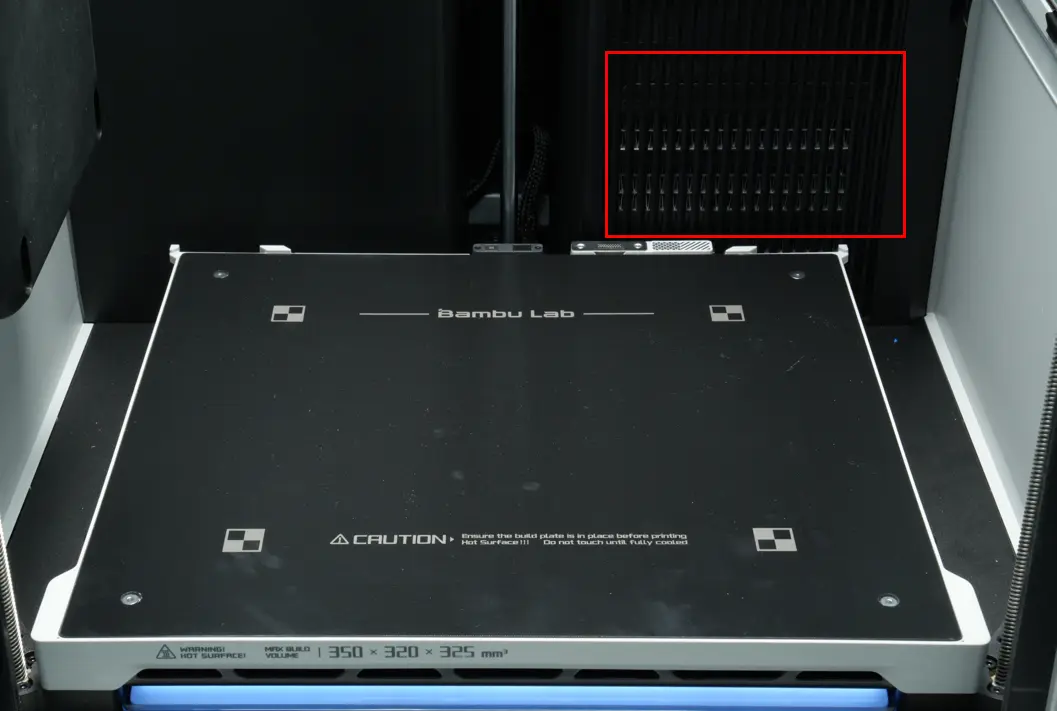
Hjælpeblæser til komponentkøling
H2S har en hjælpeblæser, der giver ekstra luftstrøm for bedre printkvalitet. Selvom den primære dele-køleblæser klarer de fleste printopgaver, køler små eller fine detaljer måske ikke hurtigt nok ned, hvilket kan give deformation eller svag laghæftning.
Hjælpeblæseren skaber en kontrolleret luftstrøm hen over de netop printede lag og hjælper dem med at størkne jævnt. Det reducerer nedhængning, forbedrer overhæng og er især nyttigt, når du printer ved høj hastighed eller med materialer, der kræver præcis køling, for eksempel PLA.
Indtagsventil til kammeret
Den automatiske indtagsventil til kammeret er placeret øverst foran på printeren. Den styres automatisk, så kølig luft udefra kan trækkes ind i kammeret, når udsugningsblæseren skubber luft ud gennem udsugningsventilen.
Når H2S er inaktiv eller printer uden kammeropvarmning slået til, går den i køletilstand for at styre den indvendige temperatur.
- I køletilstand forbliver kammerets filterdæksel åbent.
- Udsugningsgitteret og kammerets indtagsventil åbner i samspil med kammerets udsugningsblæser, så luften kan cirkulere mellem printerkabinettet og omgivelserne. Det er med til at sænke den indvendige temperatur.
For at balancere køleeffektivitet og støjniveau justerer udsugningsblæseren automatisk sin hastighed: den øges, når kammertemperaturen stiger under udskrivning, og falder til omkring 30 %, når kammeret er køligt og kølebehovet lavt.
 |
 |
|---|


Kammerets indtagsventil og udsugningsgitter har to hovedfunktioner:
- Styring af kammertemperatur: Under 3D-print åbner, lukker og justerer systemet automatisk ventilationen ud fra filamenttypen og kammertemperaturen. Det sikrer en præcis temperaturstyring inde i printeren.
- Sikkerhed og filtrering ved laserdrift: Når lasermodulet bruges, sørger systemet for tilstrækkelig indtagsluft til at hjælpe gasser og partikler gennem filteret, inden de slippes ud. Spjældets åbningsvinkel er omhyggeligt udformet til at opretholde luftstrømmen og samtidig forhindre, at direkte laserstråling slipper ud, så risikoen for brugeren minimeres.
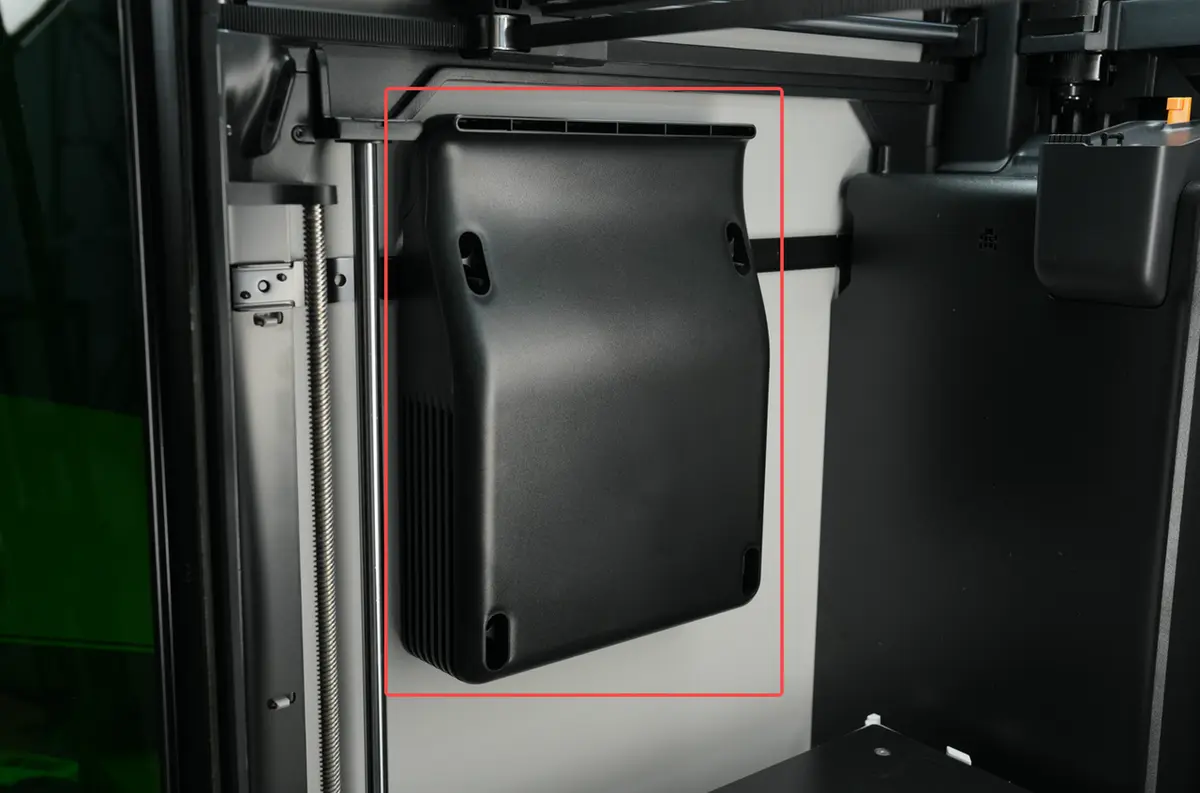
Kammervarmer
Når H2S varmer printerkammeret op, går systemet i tilstand for opretholdelse af kammertemperatur. I denne tilstand:
- Det automatiske udsugningsgitter og kammerets indtagsventil lukker for at holde på varmen.
- I den indledende opvarmningsfase åbner filterspjældet for at øge luftstrømmen og fremskynde temperaturstigningen.
- Når måltemperaturen er nået, lukker filterspjældet for at bevare en effektiv filtrering og samtidig holde kammertemperaturen stabil.
Når kammertemperaturen indstilles (enten på printerskærmen, i Bambu Studio eller via Bambu Handy), eller når kammeropvarmning er angivet i en sliced fil, går printeren i opvarmningstilstand.
Vær opmærksom på, at varmeren ikke nødvendigvis aktiveres med det samme afhængigt af forholdene.
Når kammertemperaturen er aktiveret, skifter systemet til tilstand for opretholdelse af kammertemperatur.
Kammervarmeren består af et PTC-varmelegeme og en cirkulationsblæser. Under opvarmning:
- PTC-legemet kører på fuld effekt.
- Cirkulationsblæseren kører ved maksimal hastighed for at fordele varmen jævnt.
Når kammeret har nået måltemperaturen, kører blæseren videre ved samme hastighed, mens PTC-legemet reducerer effekten for at holde en stabil kammertemperatur.
Filamentbuffer
 |
 |
|---|
Filamentbufferen i H2S minder i designet om den i H2D. Da H2S har et enkelt hotend og enkelt ekstrudering, har den kun én filamentbane. For at sikre en jævn fremføring skal du altid bruge filamentbanen over bufferen sammen med den medfølgende PTFE-slange i standardlængde. Det er med til at reducere modstanden under fremføring af filamentet.
Sådan bruger du bufferen:
- Før slangen ind gennem filamentkoblingen på bagsiden af printeren.
- Skub slangen helt ind, indtil den når enden og er synlig gennem åbningen foran på bufferen.
 |
 |
 |
|---|
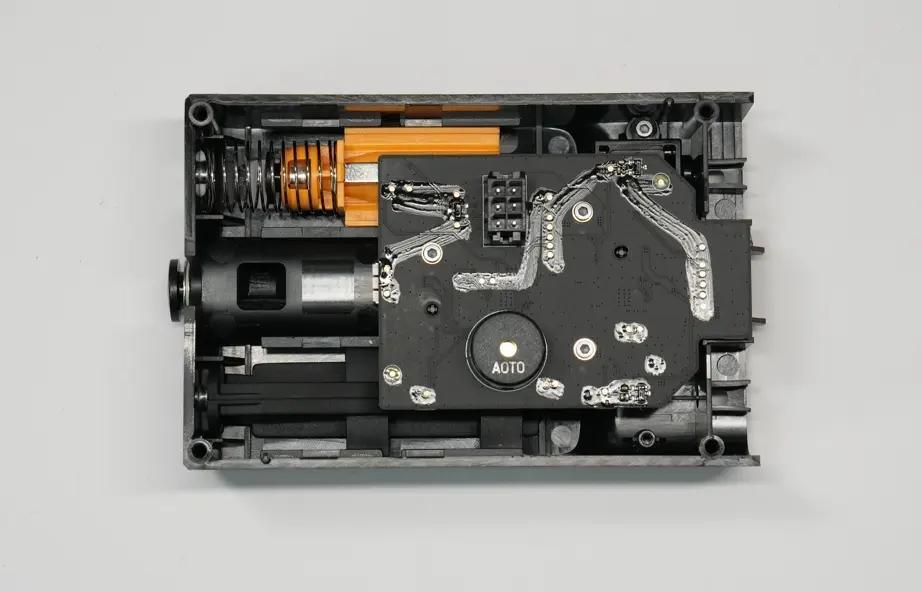
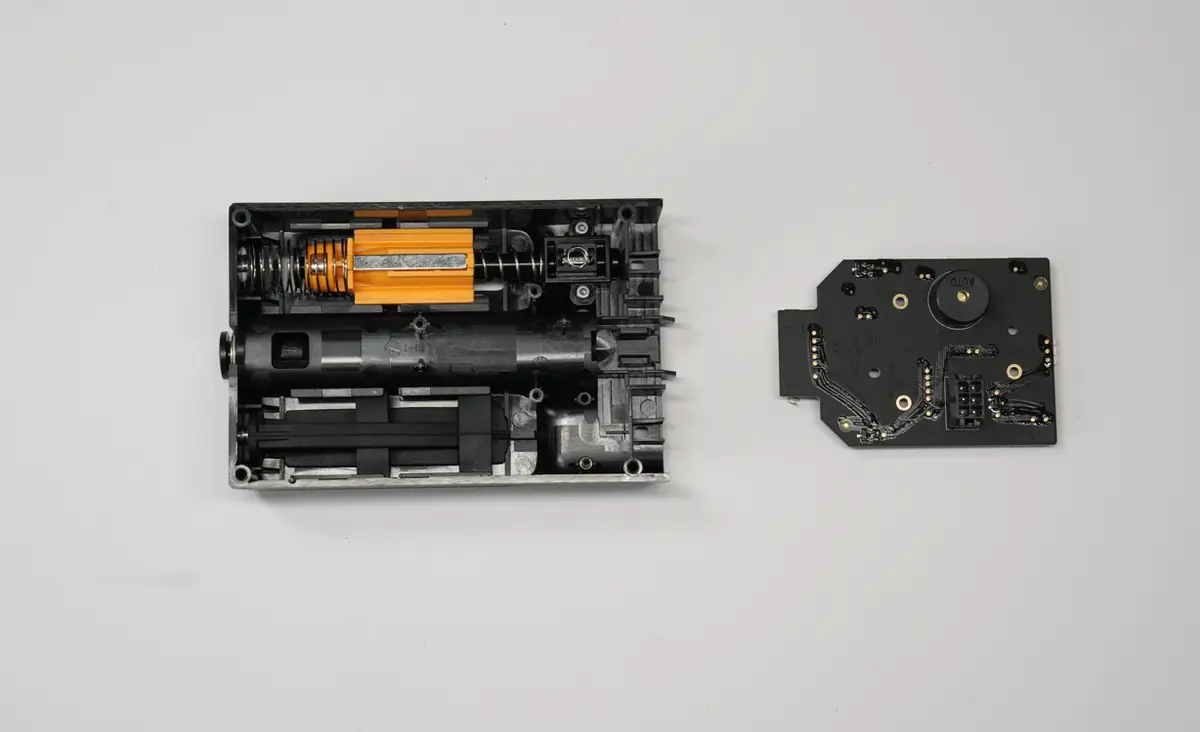
Filamentbufferen består af to hoveddele:
- Bufferdel: Indeholder en slider*, en magnet, to fjedre og en hall-sensor. Denne del optager spændingen i filamentet for at sikre en jævn fremføring.
- Materialeregistreringsdel: Indeholder en magnet, en fjeder og en hall-sensor. Denne del registrerer, om der er filament til stede, og hjælper printeren med at overvåge materialeflowet.
Bufferdel
Bufferen lagrer en kort længde filament for at gøre fremføringen jævnere. Når AMS skubber filament ind i ekstruderen, flytter filamenttrykket en slider mod højre og lagrer midlertidigt noget filament inde i bufferen. Efterhånden som ekstruderen bruger filamentet, flytter slideren sig tilbage mod venstre. En sensor overvåger sliderens position og sender denne information til AMS og printeren, som derefter kan justere fremføringshastigheden.
Bufferen registrerer også filamentsammenfiltringer. Hvis filamentet sætter sig fast eller filtrer sig sammen, kan slideren ikke bevæge sig normalt. Når hall-sensoren registrerer denne usædvanlige bevægelse, advarer printeren brugeren via HMS-systemet, så problemet kan løses, før det påvirker udskrivningen.
Filamentregistreringsdel
H2S-bufferen har en filamentregistreringsfunktion, der fungerer sammen med den officielle udvidelsesport til materialeslangen. Det gør, at et enkelt hotend kan forbindes til op til fire AMS-enheder uden brug af den AMS Hub, der bruges i X1- eller P1-serien. Denne opsætning forenkler print i flere materialer og forbedrer driftssikkerheden ved fremføring.
Materialeregistreringsdelen bruger et system med magnet og fjeder sammen med en hall-sensor.
- Intet filament: Fjederen skubber magneten væk fra hall-sensoren.
- Filament til stede: Filamentet skubber magneten hen mod hall-sensoren.
Denne bevægelse gør, at printeren kan registrere, om der er filament til stede, hvilket sikrer en jævn fremføring og advarer brugeren, hvis materialet slipper op.
 4-i-1 filament-hub kan bruges til at forbinde op til 4 AMS-enheder
4-i-1 filament-hub kan bruges til at forbinde op til 4 AMS-enheder
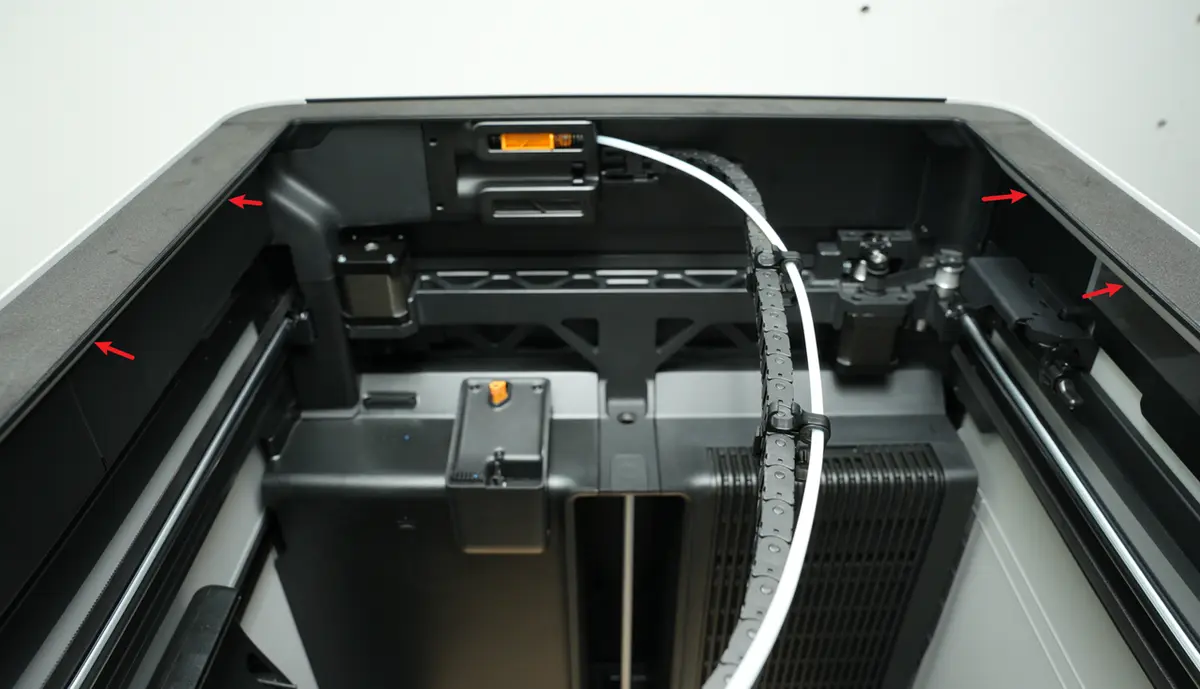
Remstrammer
H2S har en justerbar remstrammer bag på printeren. Belt Tension Monitor (BTM) kontrollerer løbende remmenes spænding, giver feedback til brugeren og gør det muligt at justere dem for at bevare en optimal ydeevne. Korrekt remspænding er med til at sikre nøjagtig og pålidelig udskrivning.

Elektriske komponenter
H2S indeholder en række elektroniske komponenter, der styrer dens funktioner. Her er de vigtigste:
Hovedstyrekort
Printeren har to centrale hovedstyrekort: det ene håndterer den interaktive logik, og det andet styrer maskinens samlede bevægelse.
AP-logikstyrekort
Dette kort har en quad-core-CPU og kommunikerer med forskellige tilsluttede enheder. Det styrer intelligente funktioner som AI-registrering, flowkalibrering og vibrationskompensation og håndterer desuden kommunikationen mellem slicer-software, mobilapps og printeren.
MC-bevægelsesstyrekort
Dette kort indeholder en dual-core M4-MCU og en single-core M7-MCU samt stepdrivere og forbindelser til bevægelseselektronikken. Det leverer:
- XYZ-bevægelsesstyring
- Temperaturstyring af kammer og varmeplade
- Statusovervågning af kammeret (dør, topdæksel, sidepanelkontakt og registrering af glastype)
- Styring af cirkulationssystemet (luftstrøm og ventilation)
- MC-kortet udfører printerens bevægelser og samlede status, efter at det har modtaget G-code-strømmen fra AP-logikkortet.
USB-lagringsinterface
H2S har en USB A-port med understøttelse af USB 2.0, der kan bruges til offline-print fra et USB-stik og til lagring af time-lapse-videoer.
Skærm
Printeren har en 5-tommers touchskærm på 1280×720 med en flydende brugerflade, der giver en hurtig og let betjening.
Toolhead-kamera
Et kamera på 1600×1200 ved 30 fps er indbygget i toolheadet til kalibrering af bevægelsesnøjagtighed, hvilket sikrer præcis udskrivning.
Live view-kamera
H2S har et live view-kamera med 1920×1080-opløsning ved 30 fps. Det giver brugeren mulighed for at overvåge printerkammeret i realtid, optage time-lapse-videoer og understøtter AI-registreringsfunktioner for smartere styring af udskrivningen.

BirdsEye-kamera (ekstraudstyr)
H2S kan som ekstraudstyr udstyres med et BirdsEye-kamera set ovenfra med 3264×2448-opløsning og en maksimal billedhastighed på 15 fps. Dette kamera er beregnet til avanceret intelligent registrering og genkendelse, især i laser- og die-cutting-anvendelser. Det kræver, at lasermodulet er monteret.

LED-belysning
Både venstre og højre tværbjælke på H2S er udstyret med LED-lysstriber. De giver en kraftig og jævn belysning inde i printerkammeret, så det er nemmere at overvåge print og inspicere det indvendige.
Start/pause-knap
Laseropgaver kræver overvågning. Derfor skal operatøren efter at have sendt en laseropgave eller die-cutting-opgave i forbehandlingssoftwaren trykke på startknappen øverst til højre på printeren for at starte opgaven.

Sikkerhedsnøgle
H2S har en sikkerhedsnøgle, der overholder sikkerhedskravene.
- Til 3D-print og knivskæring tænder printeren kun, når sikkerhedsnøglen er sat i.
- Til laserdrift skal der bruges en nødstopknap med sikkerhedsnøgle.
Hvis printeren ikke tænder, efter at du har tilsluttet strømmen og tændt på kontakten, skal du altid kontrollere, at sikkerhedsnøglen er sat korrekt i.
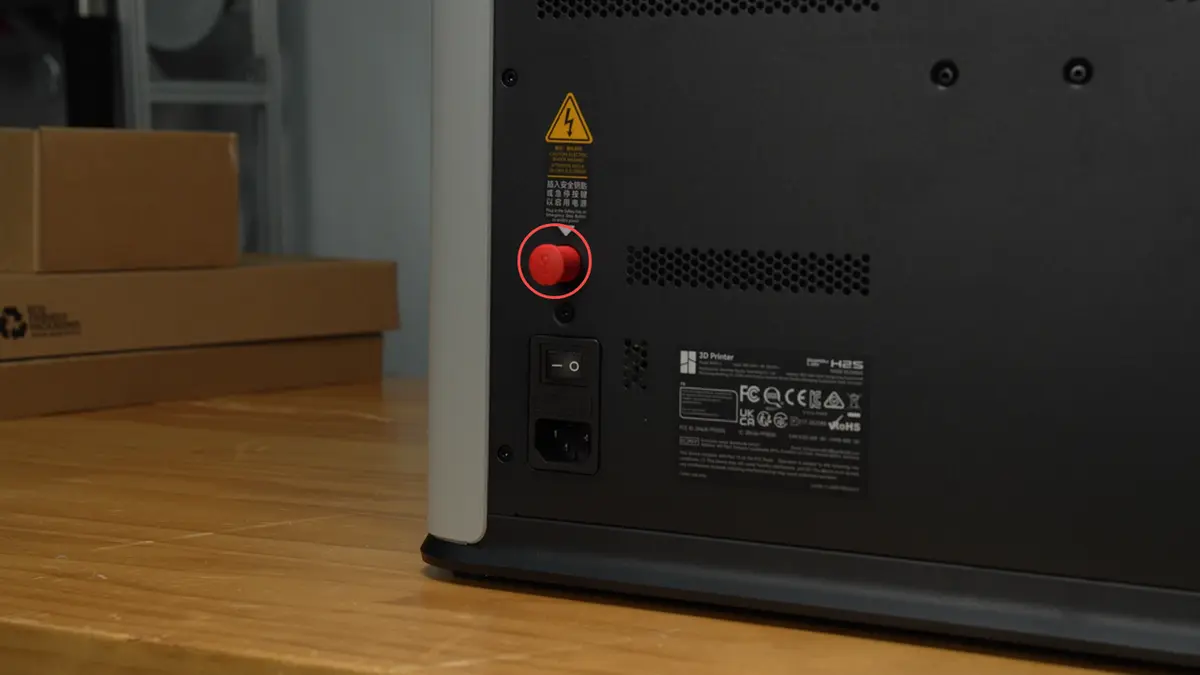
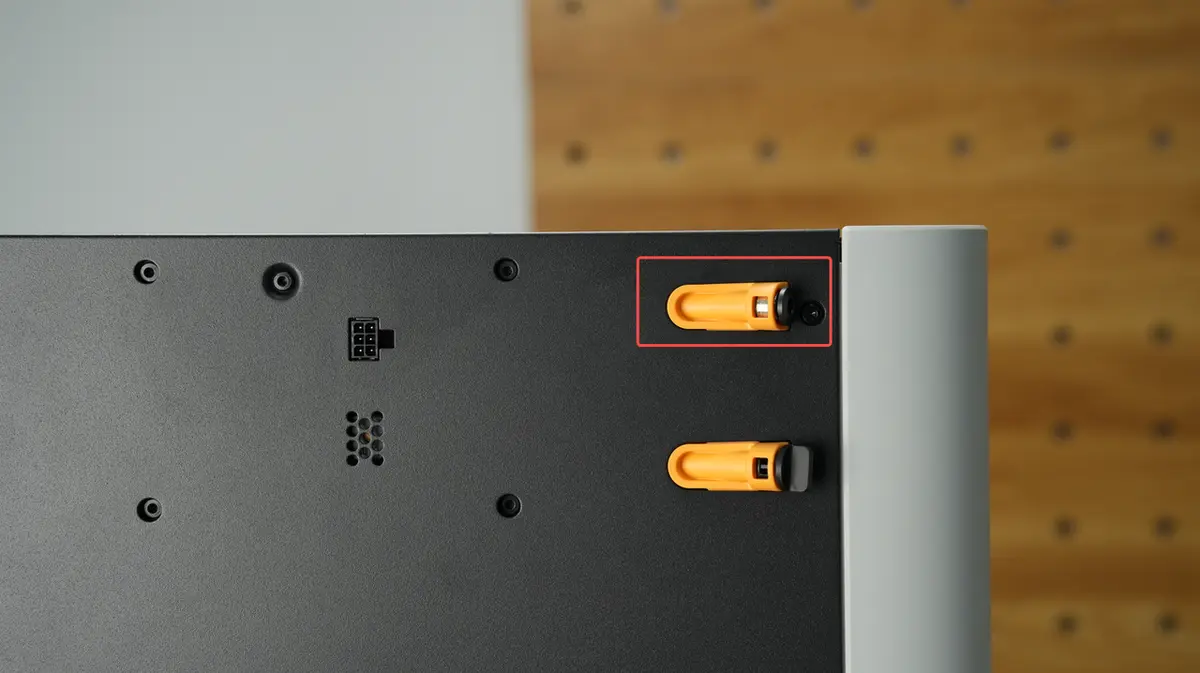
Nødstopknap (ekstraudstyr)
Nødstopknap (ekstraudstyr)
Nødstopknappen er ekstraudstyr til 3D-print og knivskæring, men er påkrævet til laserdrift. For at bruge laserfunktionen skal nødstopknappen (med sin sikkerhedsnøgle) være monteret, og dens stik skal sættes i sikkerhedsnøgleporten bag på printeren.
Laseropgaver kræver løbende overvågning på stedet. I en nødsituation afbryder et tryk på nødstopknappen straks strømmen til printeren, så operatøren kan håndtere akutte situationer sikkert.
Bemærk: Både bagsiden af printeren og nødstopknappen leveres med formonterede sikkerhedsnøgler. Opbevar altid sikkerhedsnøglen fra printerens bagside et sikkert sted, når du har taget den ud.
 |
 |
|---|
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2S-guides