Guide til optimering af første lag på H2S
Første lags betydning for udskriftskvaliteten
I 3D-print har kvaliteten af det første lag stor betydning for, om udskriften lykkes. En let ujævnhed i det første lag har som regel ingen tydelig effekt på den færdige model, men alvorlige problemer med første lags kvalitet kan direkte påvirke den samlede kvalitet af den printede del og endda føre til en mislykket udskrift. På præcisionsudstyr som H2S deles problemer med første lag hovedsageligt op i følgende to typer, der hver især udgør forskellige niveauer af risiko ved udskrivning.
-
Døsen for tæt på varmepladen (første lag for lavt):
- Døsen skraber konstant mod varmepladen, hvilket kan beskadige døsen og byggepladen;
- For stor vedhæftning mellem den printede del og varmepladen gør det svært at fjerne modellen eller flænser den endda;
- Utilstrækkelig ekstrudering i det første lag forårsager "tilstopning" (materiale samler sig ved døsens spids og blokerer ekstruderingen).
-
Døsen for langt fra varmepladen (første lag for højt)
- Linjerne i modellens bundlag er sparsomme, hvilket påvirker udseende og strukturel styrke;
- Det første lag sidder ikke tæt mod varmepladen, hvilket giver utilstrækkelig vedhæftning i bunden af modellen. Under udskrivningen kan modellen også kollapse eller forskubbe sig og forårsage spaghetti (rodet ophobning af filament) eller klumper, der fører til en mislykket udskrift;
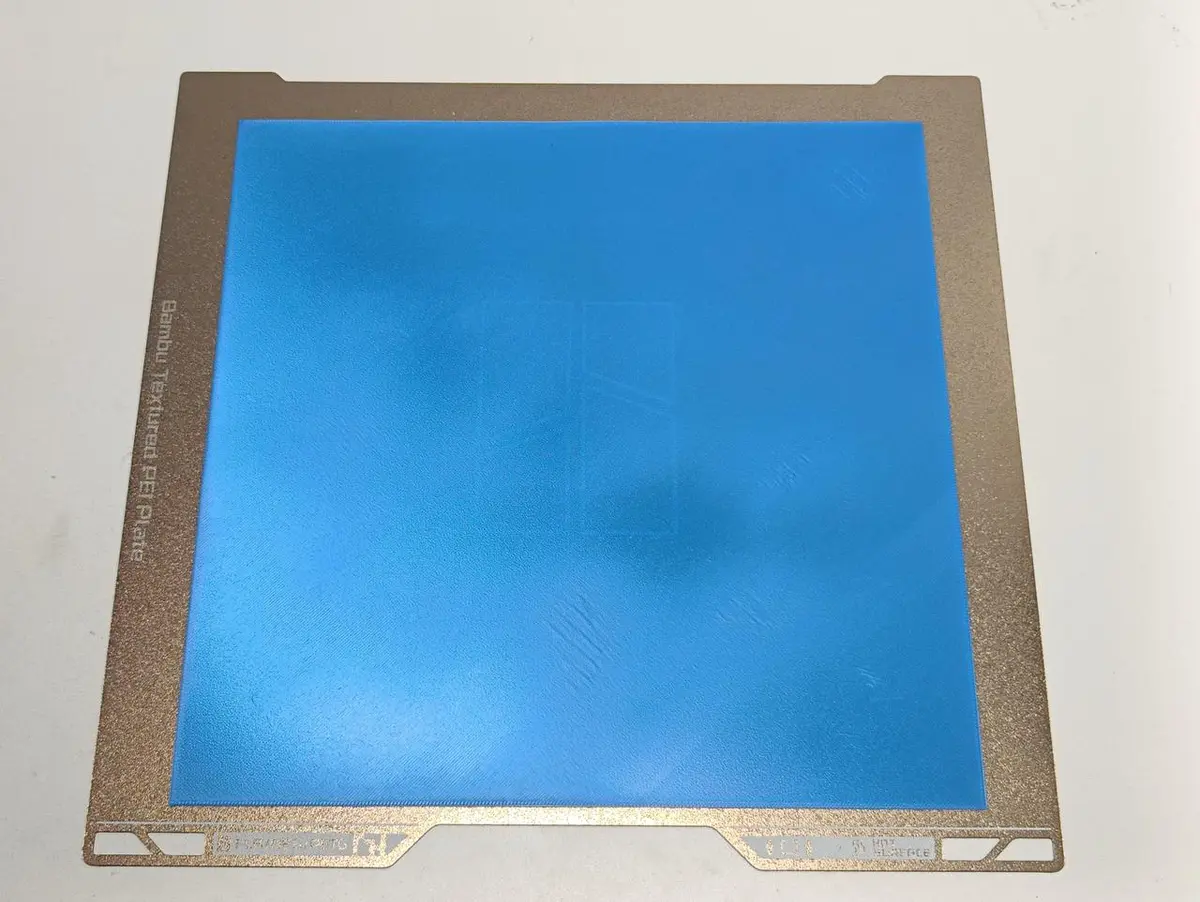
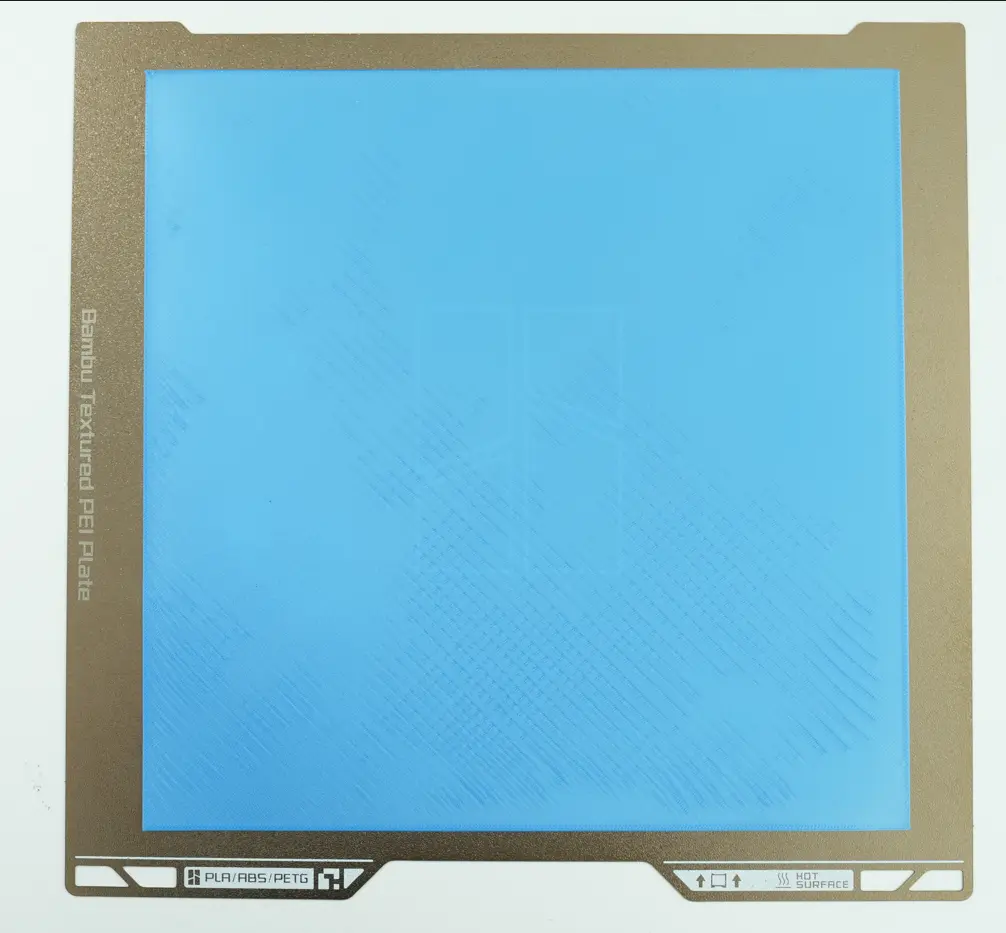
Eksempler på godkendt første lag
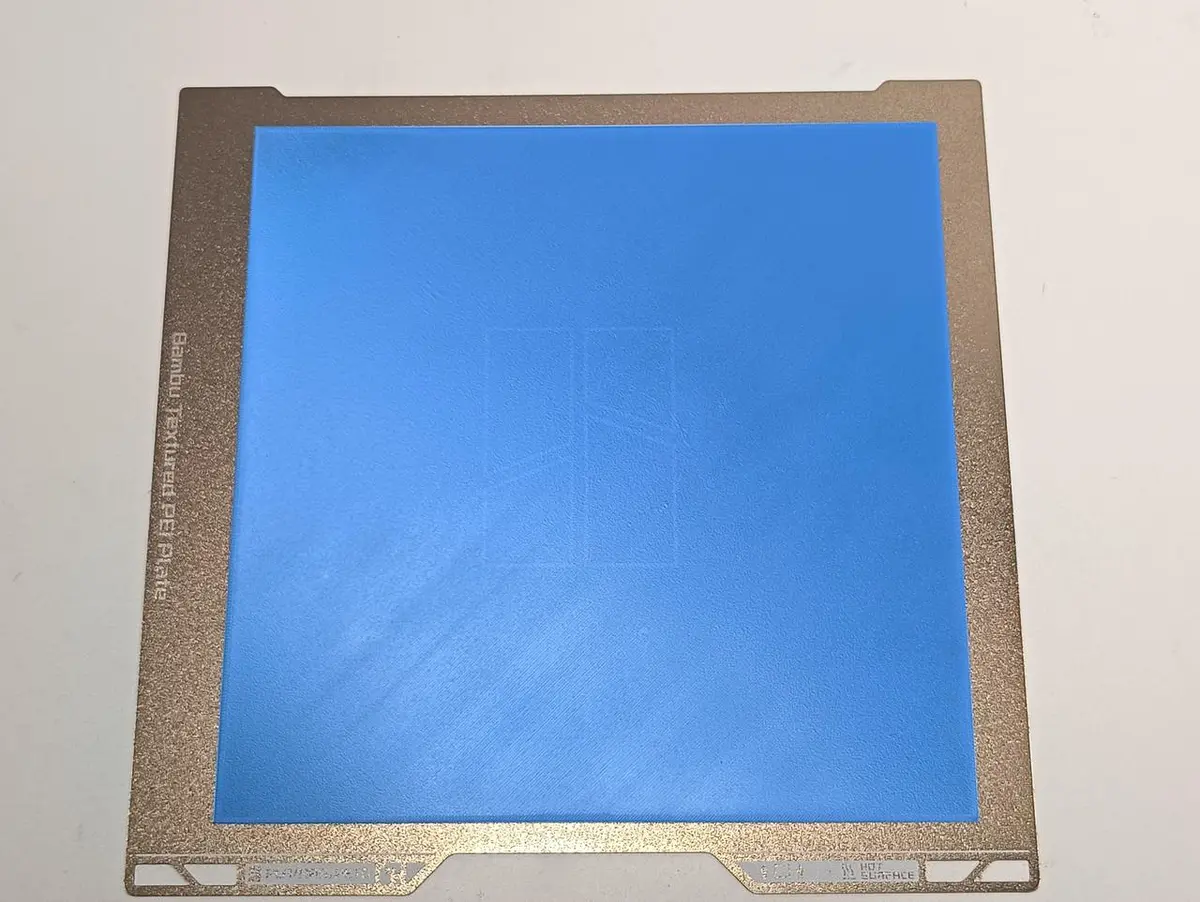
Bemærk: Mindre fejl som lette udsving i linjebredde eller rynker (fx kun 5 % af det første lag har fejl, mens de resterende 95 % er flade) påvirker som regel ikke, om den printede del lykkes. Så længe den samlede vedhæftning og bindingen mellem lagene ikke påvirkes, er der ingen væsentlig effekt på den endelige udskriftskvalitet (se figuren nedenfor).
Sådan printer du et første lag af høj kvalitet
Kalibrering og nivellering
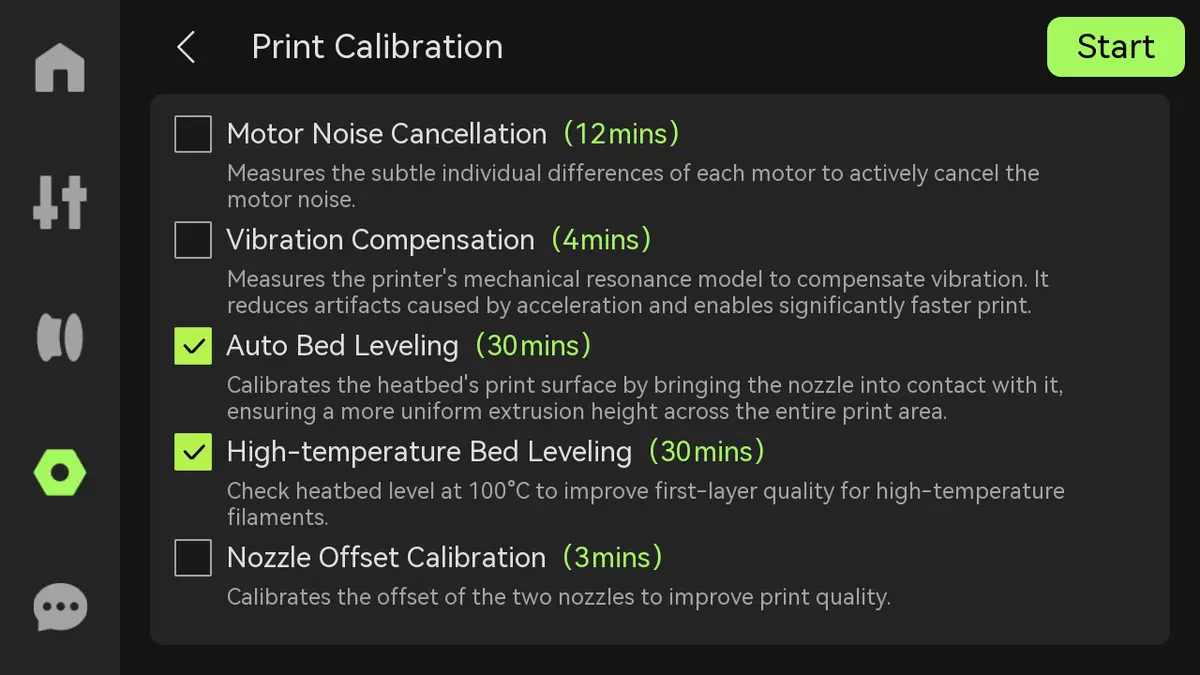
- Uanset hvilket problem med første lags kvalitet din printer oplever, anbefaler vi først, at du kører automatisk pladenivellering og højtemperatur-pladenivellering under Indstillinger - Kalibrering - Udskriftskalibrering. Hvis maskinen er blevet flyttet, har stået ubrugt i lang tid, eller varmepladen er blevet afmonteret eller udskiftet, skal du også køre nivelleringen under kalibrering igen.
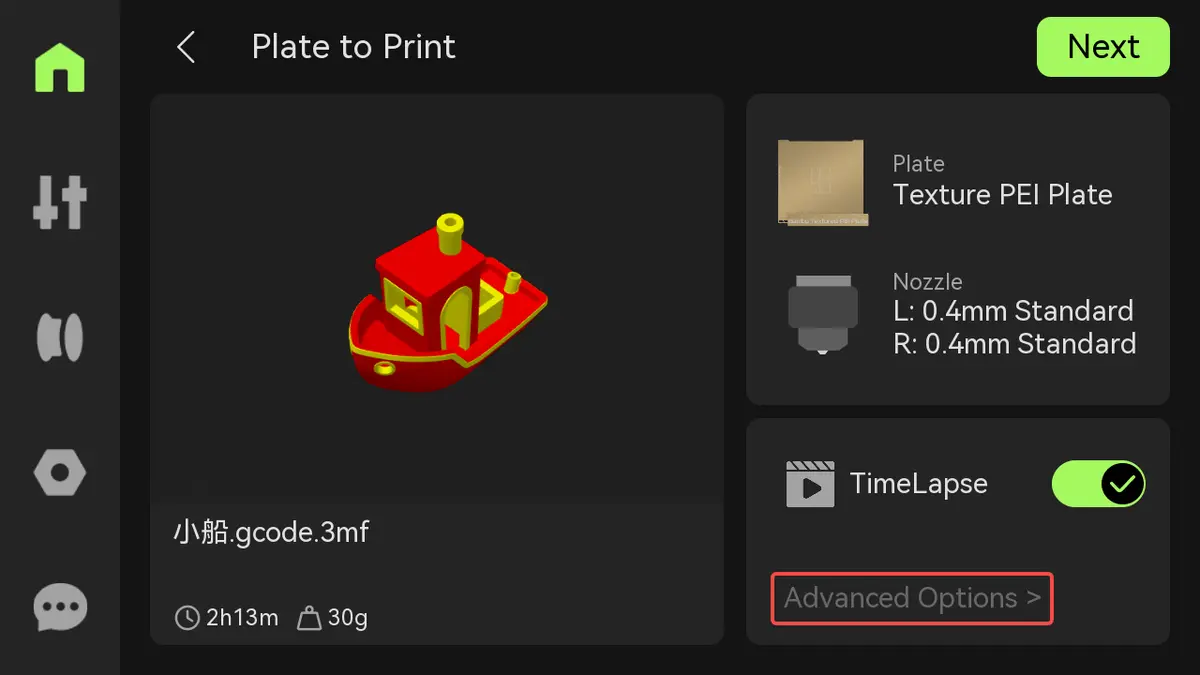
- Vælg "Til" under "Automatisk pladenivellering" i vinduet til afsendelse af udskriftsjob, før du printer. En relativt hurtig nivellering udføres før starten af hvert udskriftsjob.
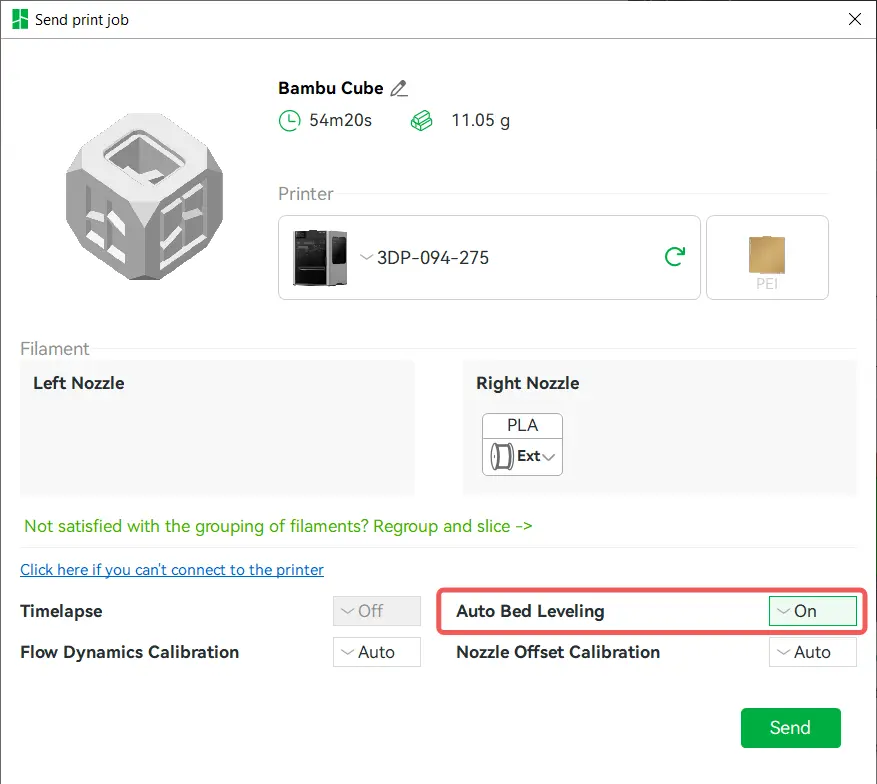
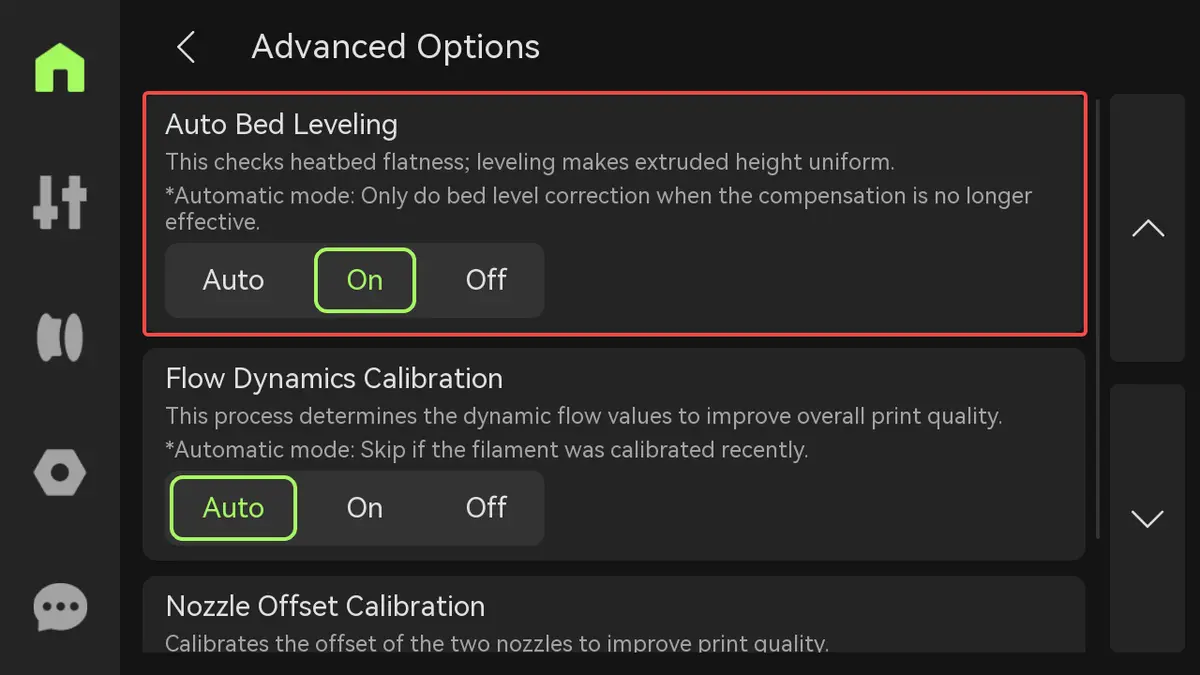
Du kan også slå automatisk pladenivellering til på printerens skærm: Avancerede indstillinger > Automatisk pladenivellering.
Både nivelleringsdata fra før udskrivningen og fra kalibreringen (herunder automatisk pladenivellering og højtemperatur-pladenivellering) gemmes i printeren. Under udskrivningen anvender systemet automatisk begge sæt nivelleringsdata samlet. Du kan finde en introduktion til printerens forskellige typer pladenivellering i de detaljerede oplysninger her: Ofte stillede spørgsmål om H2S-printeren
Klassificering og håndtering af problemer med første lag
Første lag for lavt over et stort område eller hele pladen
- Løsninger:
a. Spænd de forreste og bageste skruer på keramikbasen: - Løsn først keramikbasens fastgøringsskruer (3 skruer). Se den nøjagtige placering på figuren nedenfor.
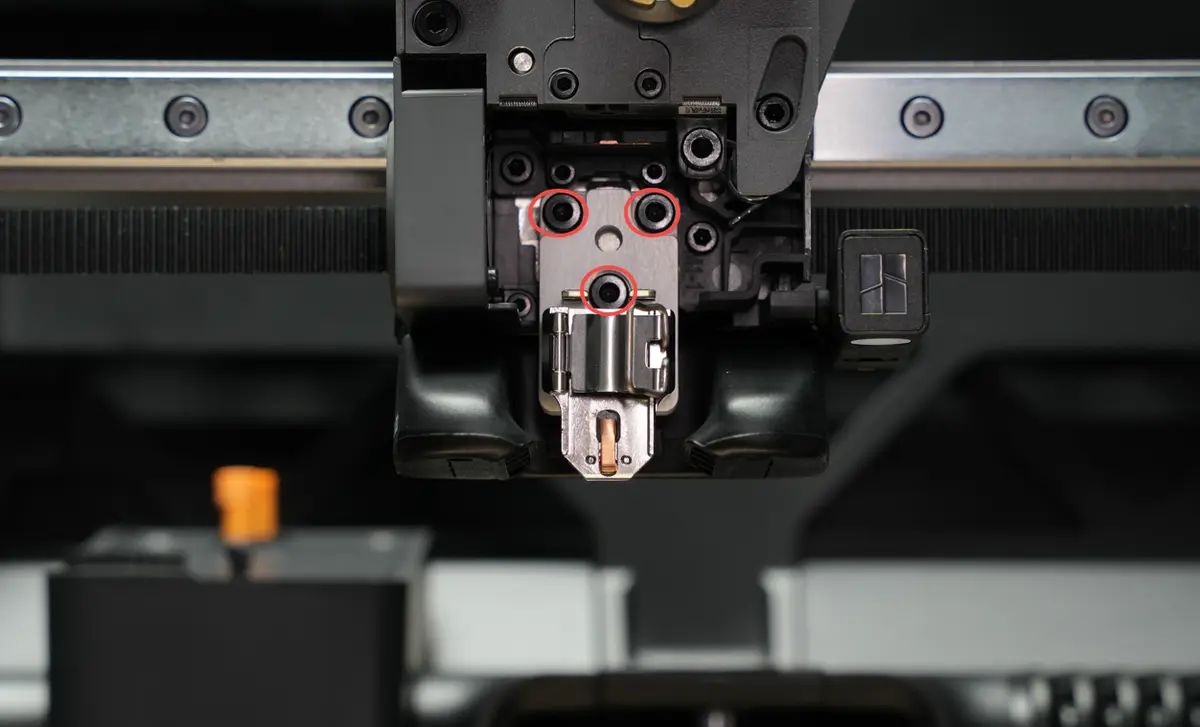
- Spænd derefter moderat de 4 skruer på bagsiden af varmeenheden med en drejning på cirka 1/8 omgang.
Bemærk: Hvis skruerne allerede sidder forholdsvis stramt, så tving dem ikke til at stramme yderligere, da det kan beskadige keramikbasen.
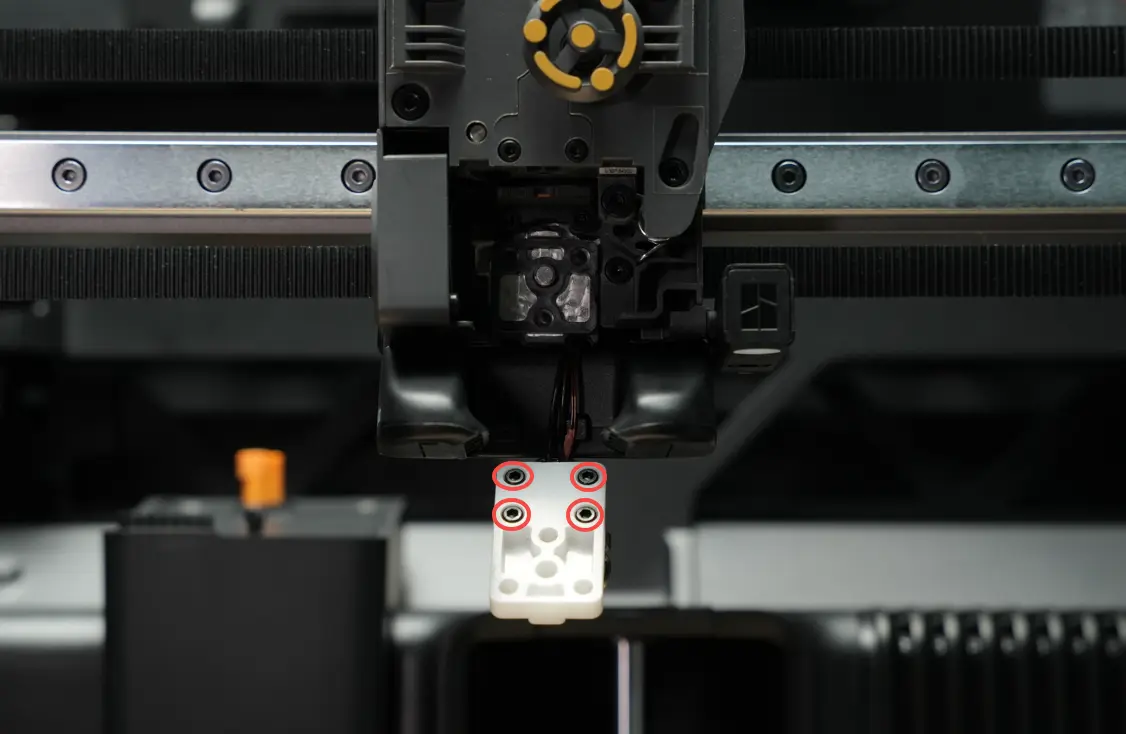
- Monter keramikbasen igen, og spænd fastgøringsskruerne.
b. Tjek monteringen af døsen:
- Ved montering skal du trykke døsen nedad og derefter fastgøre klipsen. Klipsen skal fastgøres korrekt, så der ikke er nogen løshed;
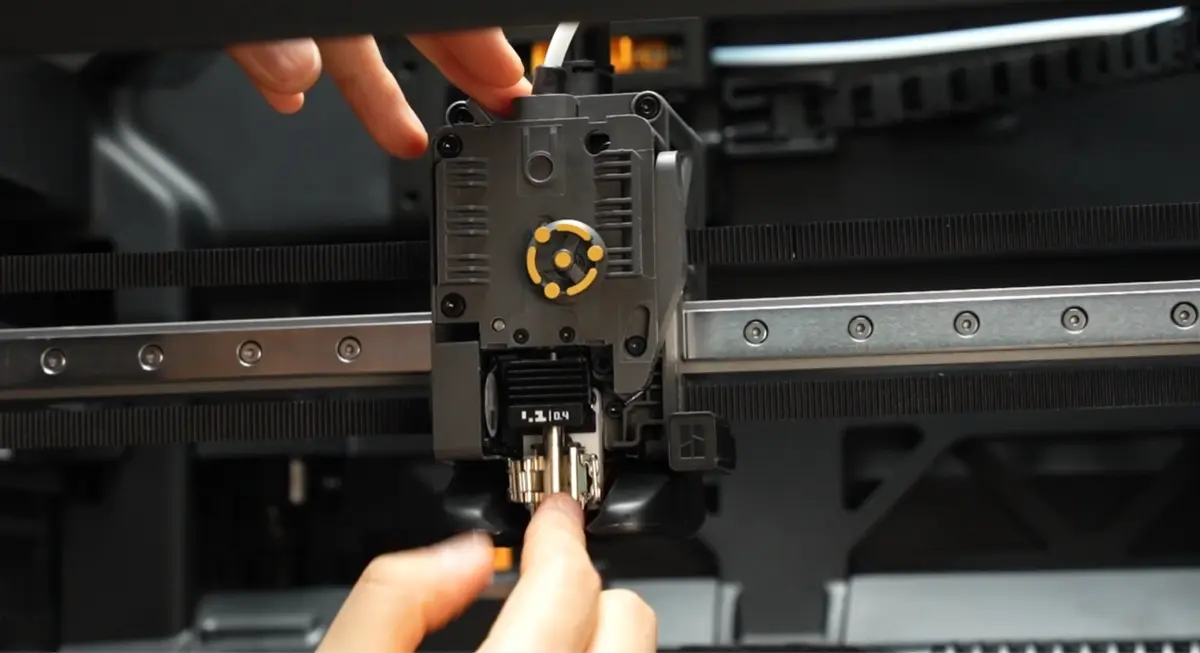
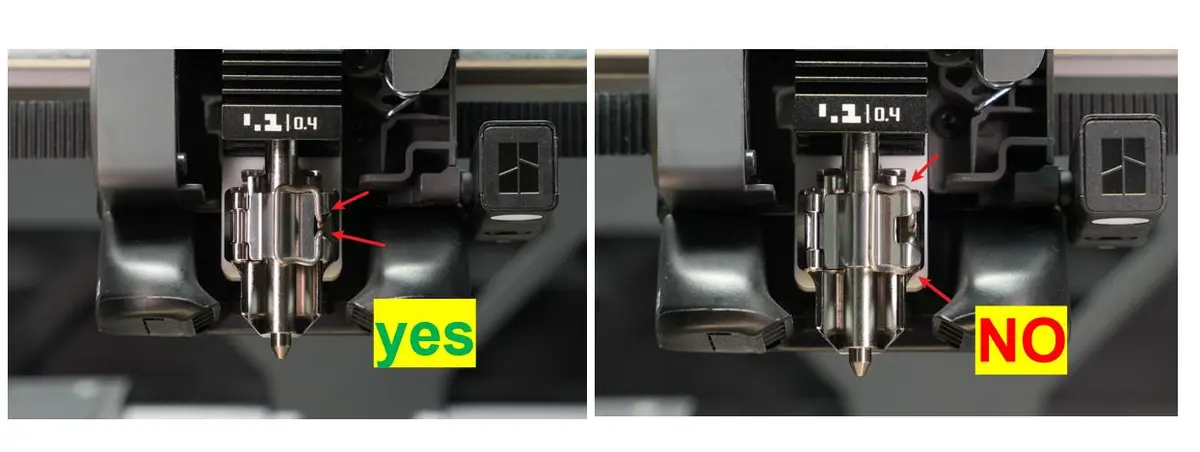
- Ryst døsen manuelt bagefter for at tjekke, om den sidder fast. Hvis der er tydelig rysten, betyder det, at hotend ikke er helt fastgjort.
Situation med løshed og rysten:

Situation, hvor den er fastgjort uden rysten:

Første lag delvist for lavt
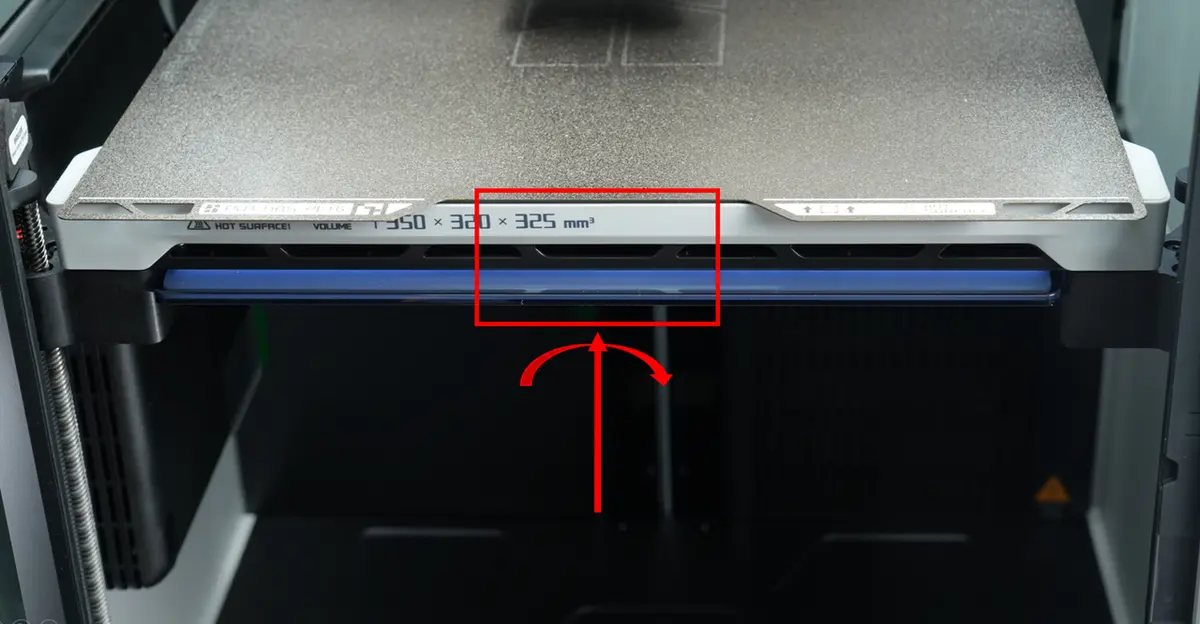
Et delvist lavt første lag opstår som regel i området nær printerens fordør, som vist på figuren nedenfor.
-
Løsninger:
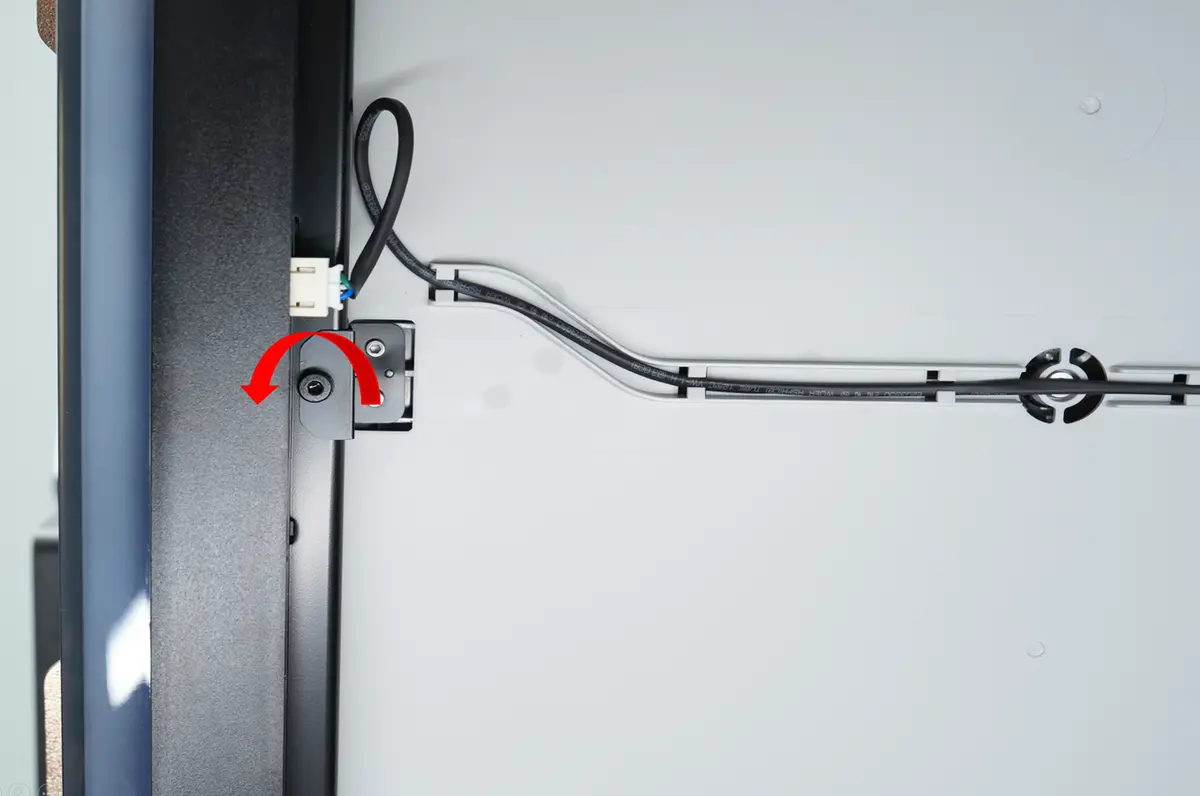
- Brug en skruetrækker eller nøgle til at løsne den sorte sidelåsskrue forrest i bunden af varmepladen (cirka 1 omgang). Denne skrue bruges hovedsageligt til at øge varmepladens stivhed under transport, men hvis den spændes for hårdt, kan det give lokale lave områder.
-
Kør printerens kalibreringsprocedure igen, og tjek resultatet af det første lag.
-
Hvis problemet stadig ikke er løst
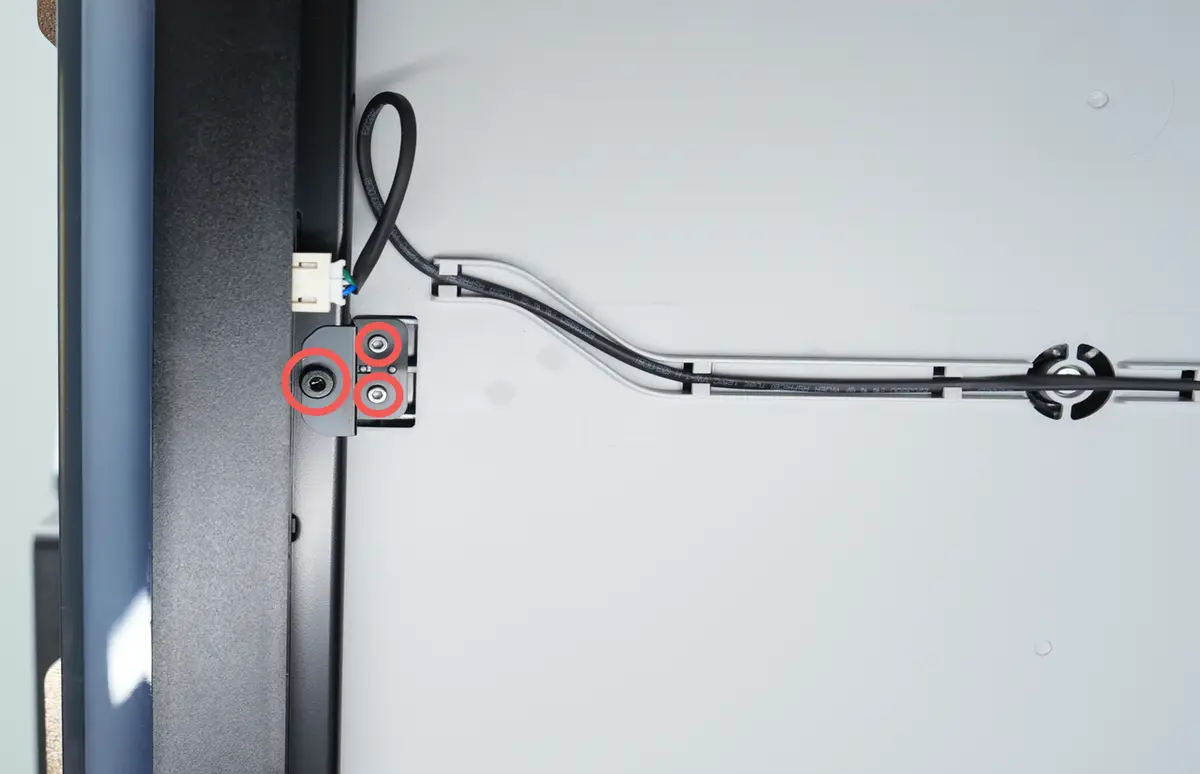
- Brug H2- og H1.5-skruetrækkere eller nøgler til at fjerne de 3 sidelåsskruer på varmepladen (se deres placering på figuren nedenfor).
- Bemærk: Disse 3 skruer bruges kun til at øge stødfastheden under transport. At fjerne skruerne ved normal brug påvirker ikke udskriftskvaliteten.
- Når skruerne er fjernet, kør kalibreringsproceduren igen, og print en testudskrift.
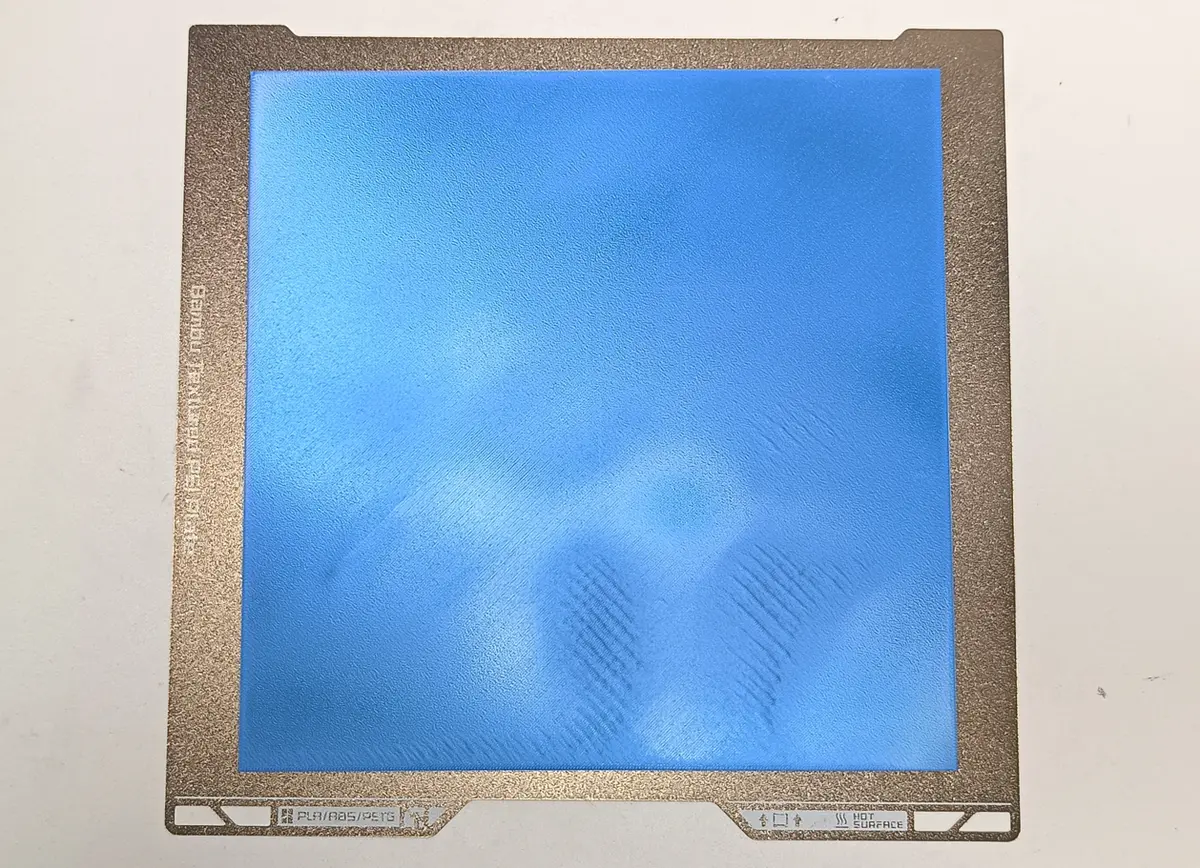
Første lag for højt eller sparsomt over et stort område
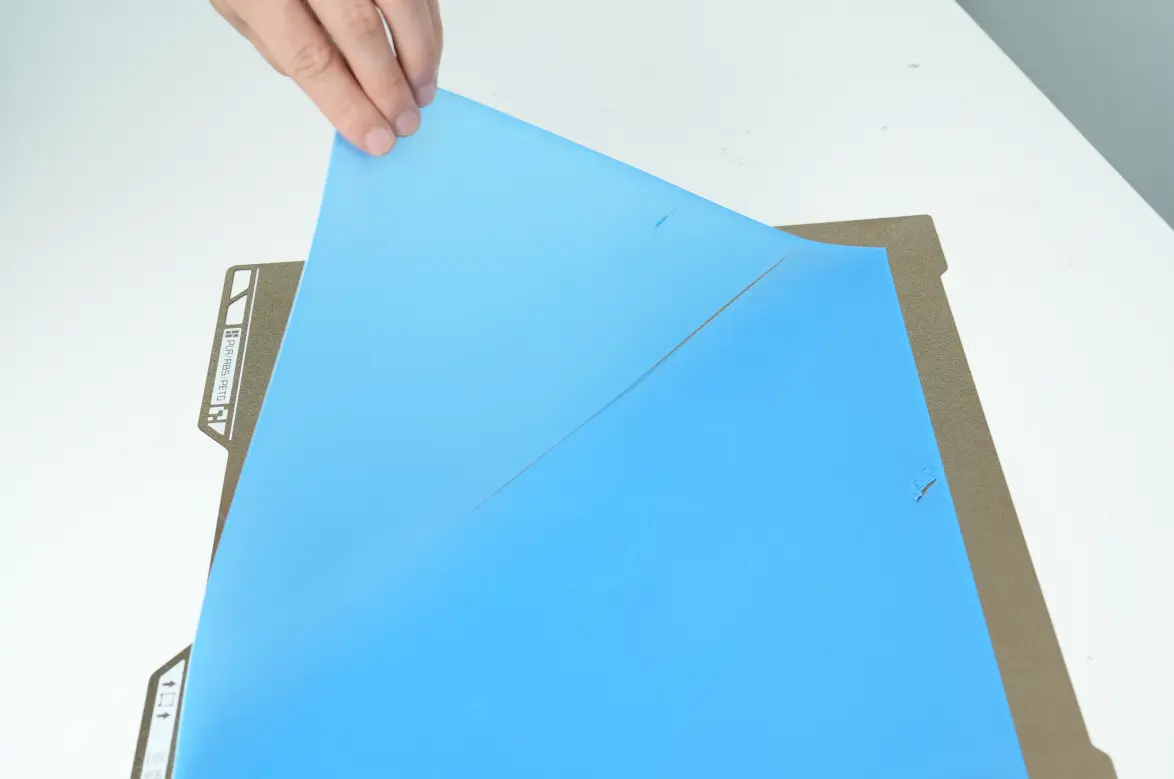
Et første lag, der er for højt, kendetegnes typisk ved sparsomme linjer med svag vedhæftning, og linjerne kan skille sig, når den printede del fjernes, som vist på figuren nedenfor.
-
Løsninger:
- Tjek, om døseaftørreren (det hårde stålblad eller den bløde silikonebørste) er ordentligt renset, og kontrollér, om det hårde stålblad er bøjet eller deformeret (hvis det er konkavt i midten, kan døsen ikke røre stålbladet under aftørringen). Placeringerne er vist på figurerne nedenfor;
- Materialerester på døsen før nivellering kan give fejl i nivelleringshøjden. Sørg for, at døsen er ren før nivellering;



Sidste fejlfindingsløsning
Hvis kvaliteten af det første lag stadig ikke er tilfredsstillende efter at have prøvet ovenstående metoder, kan du forsøge:
- Forvarm varmepladen til den temperatur, der kræves til udskrivningen, og hold den i 10-15 minutter på forhånd, før du starter udskriftsjobbet;
- Se wikien for at udføre manuel nivellering af varmepladen og sikre, at der ikke er nogen tydelig hældning. Manuel nivellering af H2S-varmeplade
Midlertidig løsning: Justér Z-aksens nuloffset
Bemærkninger:
- Denne metode er en midlertidig løsning, der er velegnet til hurtigt at rette problemer med første lag, men kan introducere nye lokale fejl (for eksempel: efter at have rettet et lokalt lavt område i det første lag kan det område, der oprindeligt var normalt, blive for højt).
- Anbefalet justeringsområde:
- Tekstureret plade:
-0.01mm~0mm; - Glat plade:
-0.01mm~0.01mm.
- Tekstureret plade:
| Type byggeplade | Standardværdi/mm | Første lag for højt/mm | Første lag for lavt/mm |
|---|---|---|---|
| Tekstureret plade | -0.01 | -0.02 | 0 |
| Glat plade | 0 | -0.01 | 0.01 |
Justeringsmetoder:
-
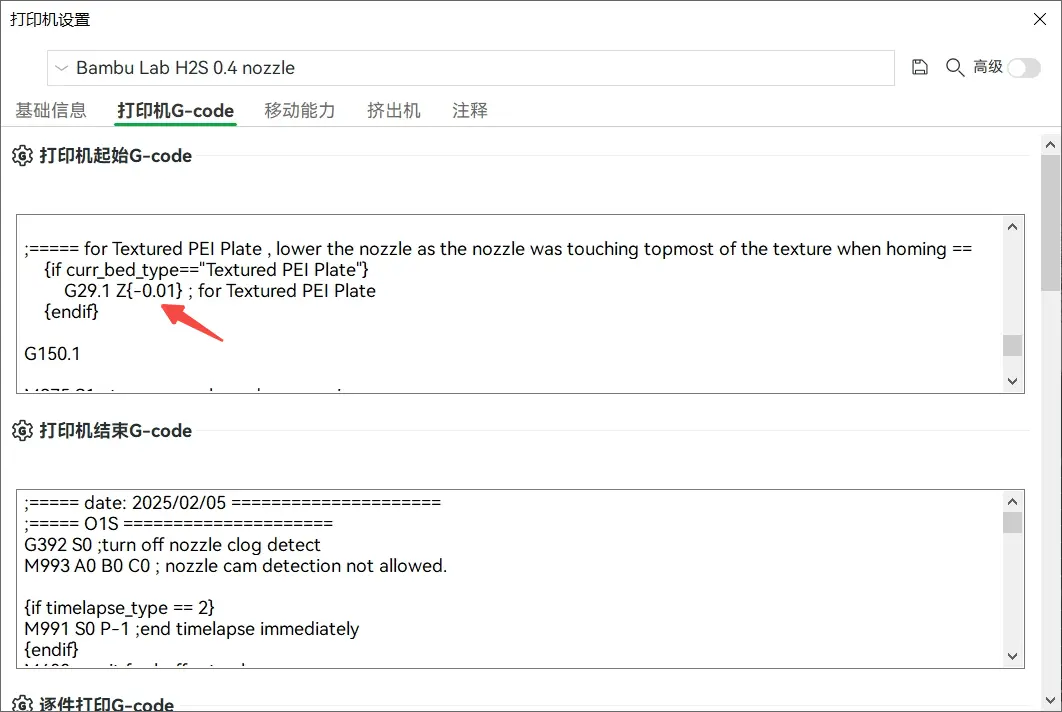
Rediger G-code-kommandoen
- Tekstureret plade: Find
G29.1under Printerindstillinger - Printerens start-G-code, og ret den oprindelige kommandoG29.1 Z{-0.01}tilG29.1 Z{xxx}(hvorxxxer justeringsværdien). Hvis det første lag er for lavt, kan du ændre den til Z{0}, hvilket svarer til at hæve døsen med 0,01 mm i forhold til standardindstillingen under udskrivningen (for at sikre et ensartet første lag presses toolhead som standard 0,01 mm ned, når der bruges en tekstureret plade).
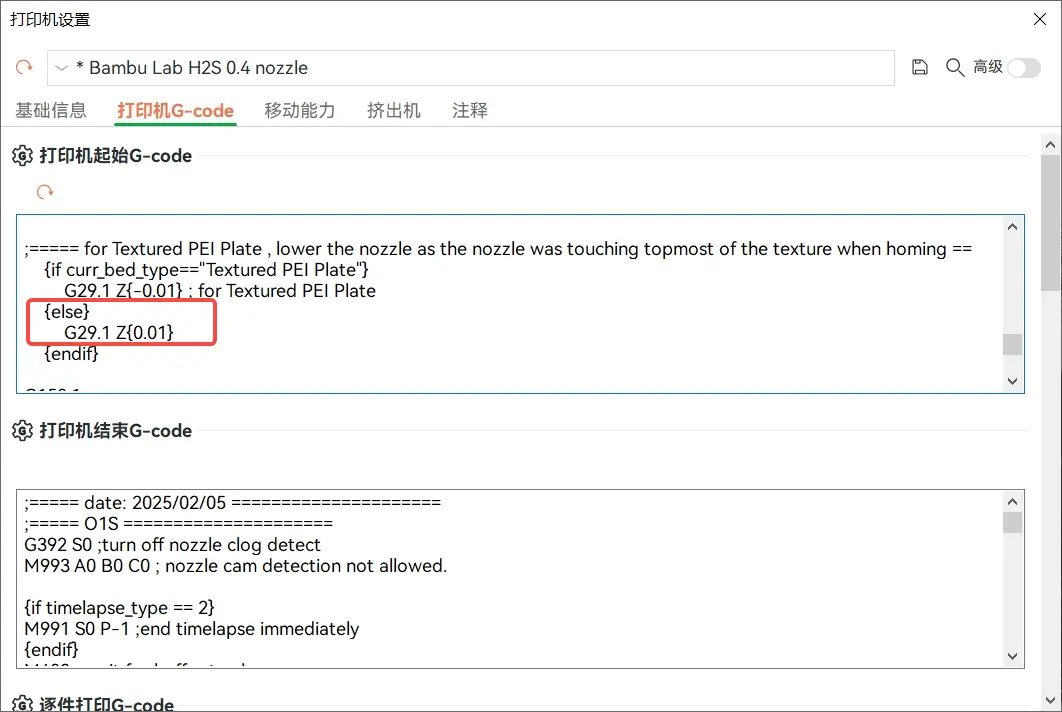
- Ikke-tekstureret plade: For andre typer byggeplader, som glatte plader, er det nødvendigt at tilføje kommandoen
{else} G29.1 Z{xxx}. Du kan derfor indsætte koden på den ovenfor nævnte position, som vist på figuren nedenfor.
- Tekstureret plade: Find
-
Justeringslogik
- Første lag for højt → Sænk offsetværdien (fx skift fra
-0.02til-0.03). - Første lag for lavt → Forøg offsetværdien (fx skift fra
-0.02til-0.01).
- Første lag for højt → Sænk offsetværdien (fx skift fra
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2S-guides