Betjening af H2C-skærmen
Forside
I venstre side af forsiden er der en menulinje på skærmen, som omfatter Forside, Styring, Filament, Indstillinger og HMS; i højre side er der Printfiler, venstre/højre dysetemperatur, filament, netværksindstillinger og HMS.

Styring
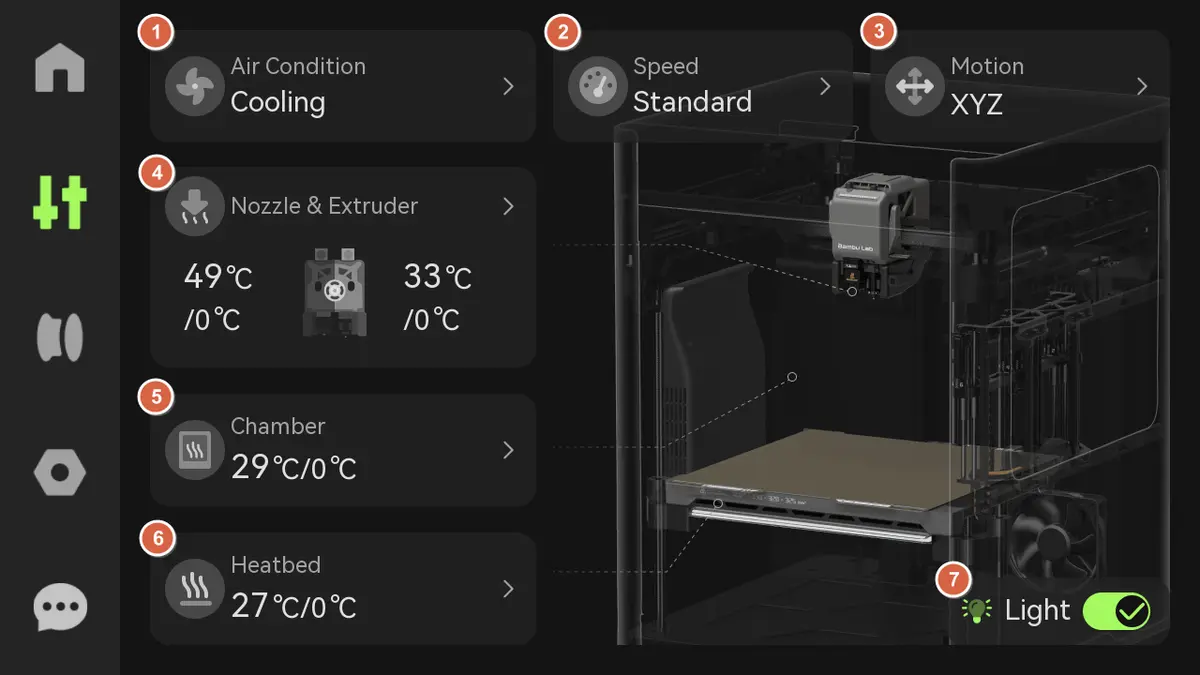
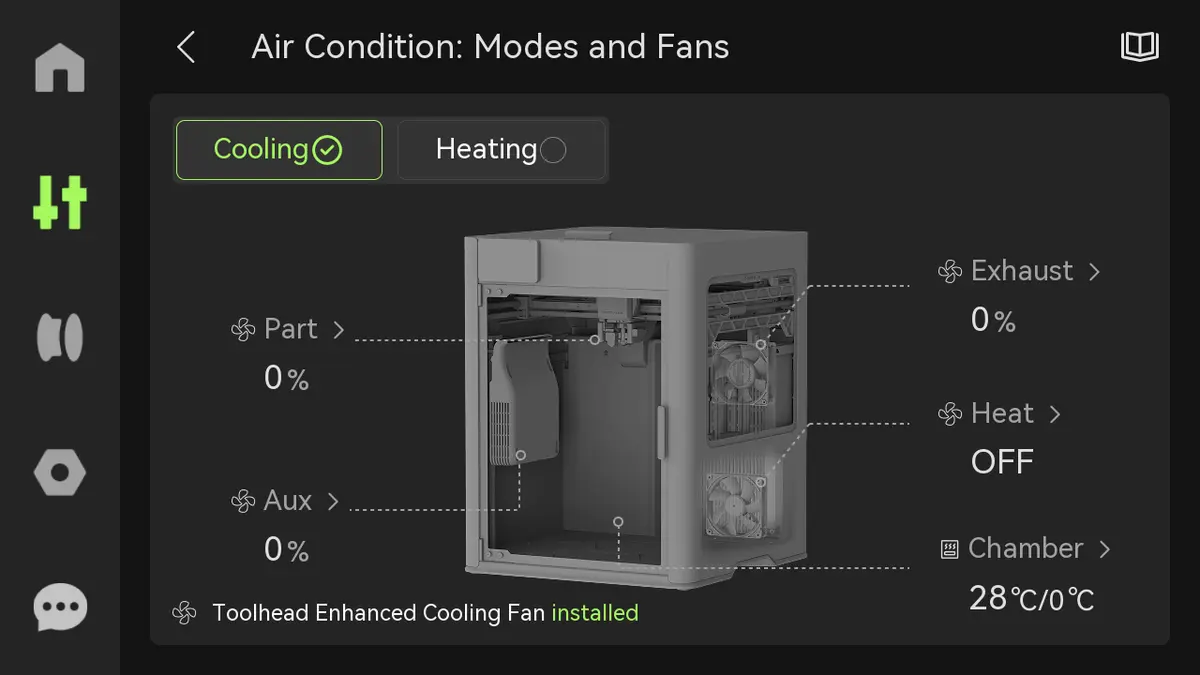
1. Luftstyring
Afhængigt af filamentet kan du vælge det passende luftstyringssystem.
Bemærk: Den forbedrede køleventilator på toolhead er monteret som standard.
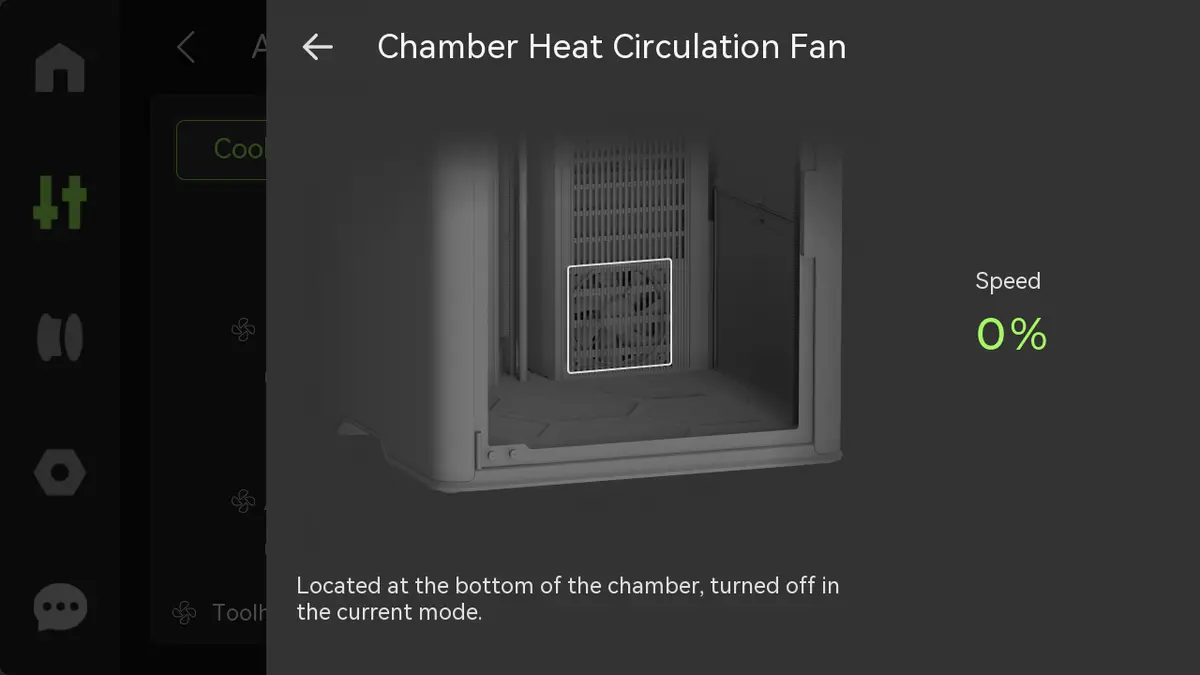
- Køletilstand: Køletilstand er velegnet til print af filamenter med lav varmebestandighed, som f.eks. PLA/TPU; kammerets varmecirkulationsventilator forbliver slukket i denne tilstand.
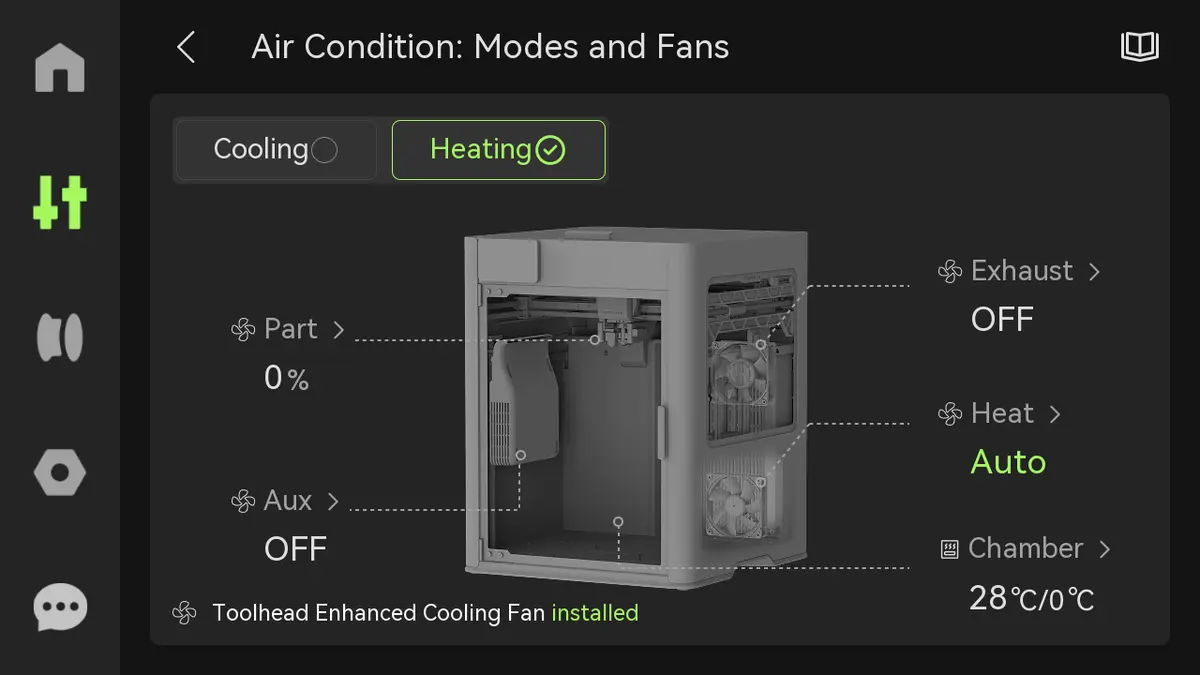
- Opvarmningstilstand: Opvarmningstilstand er velegnet til print af ABS/ASA/PC/PA og andre filamenter med høj varmebestandighed. Når kammeret opvarmes, skifter systemet automatisk til opvarmningstilstand; i denne tilstand tænder kammerets varmecirkulationsventilator automatisk, mens den ekstra køleventilator forbliver slukket.
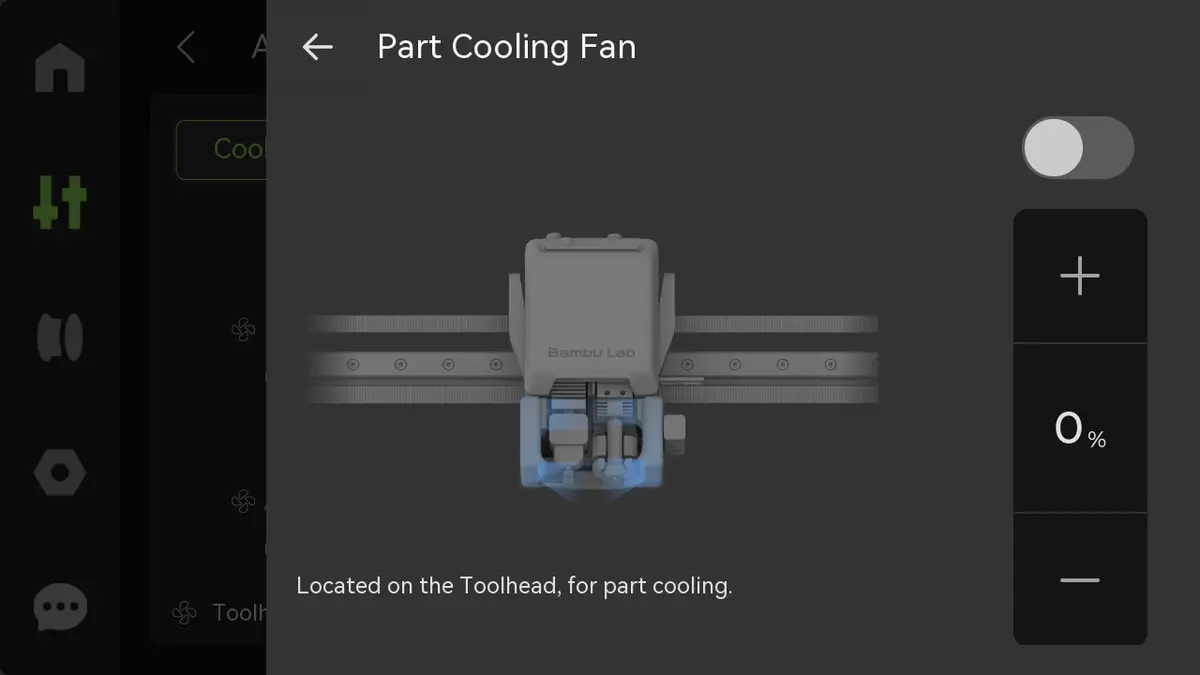
- Køleventilator: Den er monteret på toolhead og bruges til at sikre tilstrækkelig køling af de printede lag under printprocessen. Den hjælper med hurtigt at køle materialet, efterhånden som det ekstruderes, så hvert lag kan størkne og holde sin form, før det næste lag lægges på.
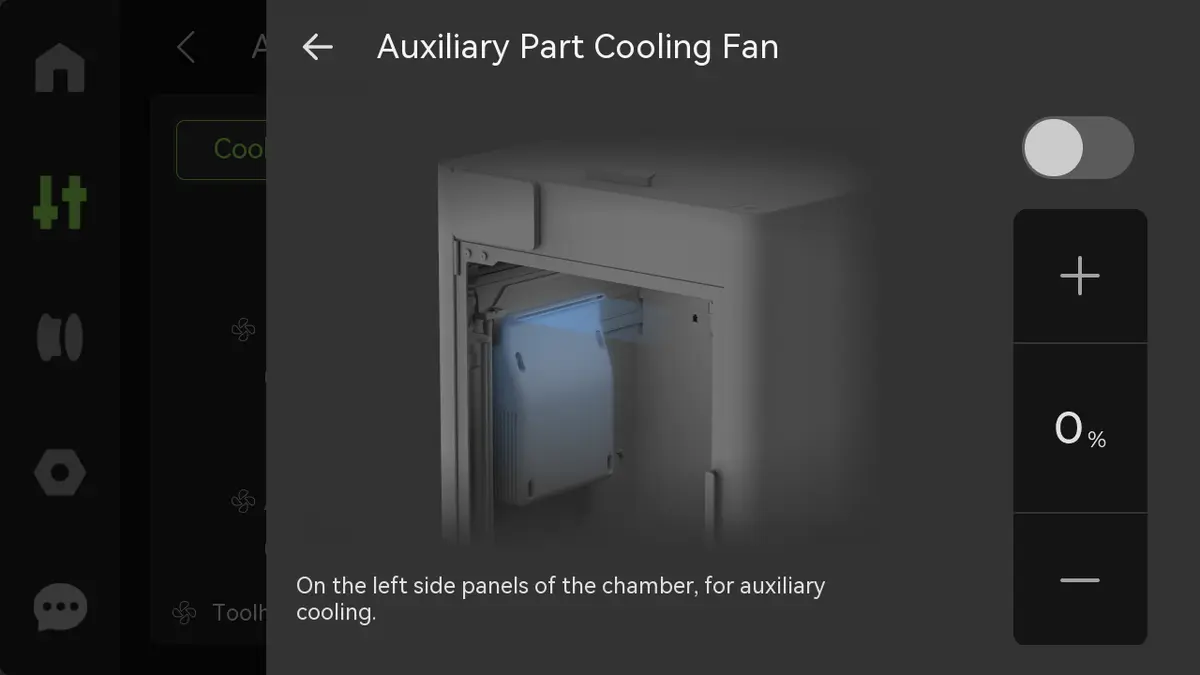
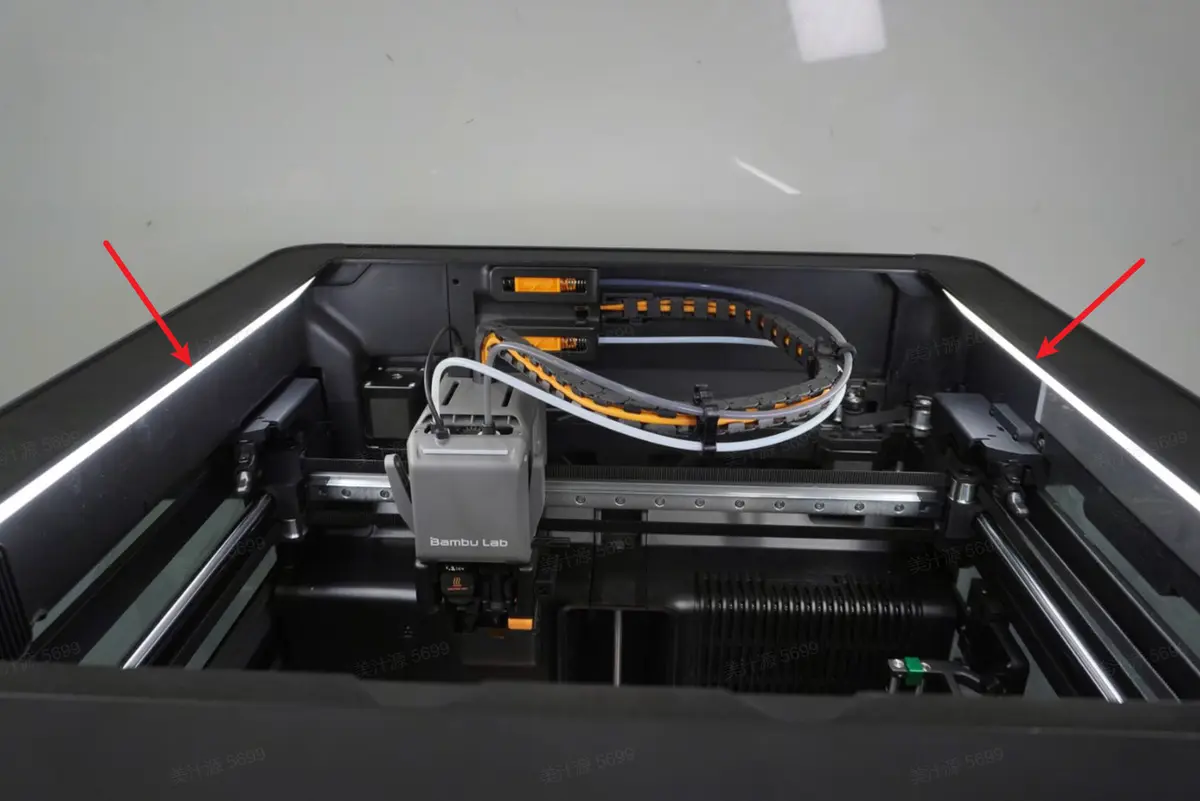
- Ekstra køleventilator: Den er monteret på venstre side af kammeret og giver bedre køleforhold ved højhastighedsprint.
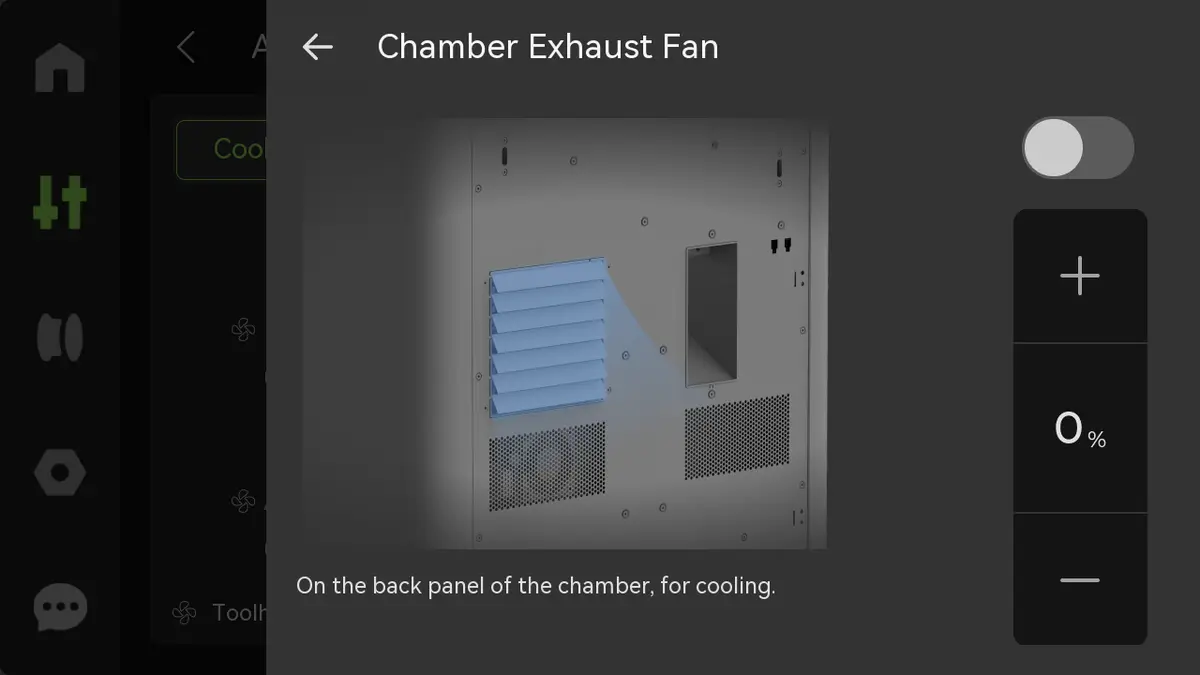
- Kammerudsugningsventilator: Når kammeret køler ned, skifter luftstyringen til køletilstand. Kammerudsugningsventilatorens hastighed øges, efterhånden som kammertemperaturen stiger under print. Når kammertemperaturen er lavere, reducerer kammerudsugningsventilatoren sin hastighed til 30 %.
- Kammerets varmecirkulationsventilator: Under opvarmning af kammeret skifter printeren til opvarmningstilstand. Når kammertemperaturen er indstillet, begynder kammervarmeren (bestående af PTC og kammerets varmecirkulationsventilator) at arbejde, hvor PTC varmer ved fuld effekt, og ventilatoren kører ved fuld hastighed. Når kammertemperaturen når målværdien, holdes ventilatorhastigheden konstant, mens PTC-effekten reduceres for at opretholde en stabil temperatur.
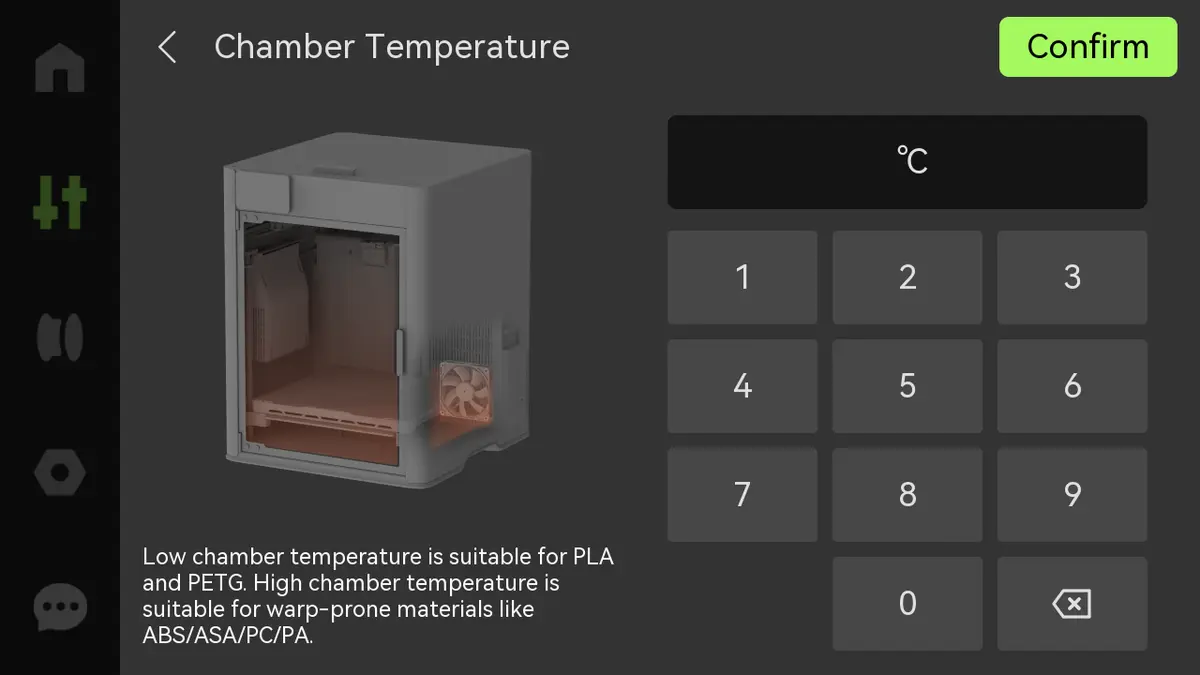
- Kammertemperatur: Indstil den passende kammertemperatur efter de forskellige filamenter. Lav kammertemperatur er velegnet til print af filamenter som PLA og PETG; høj kammertemperatur er velegnet til print af krympevillige filamenter som ABS.
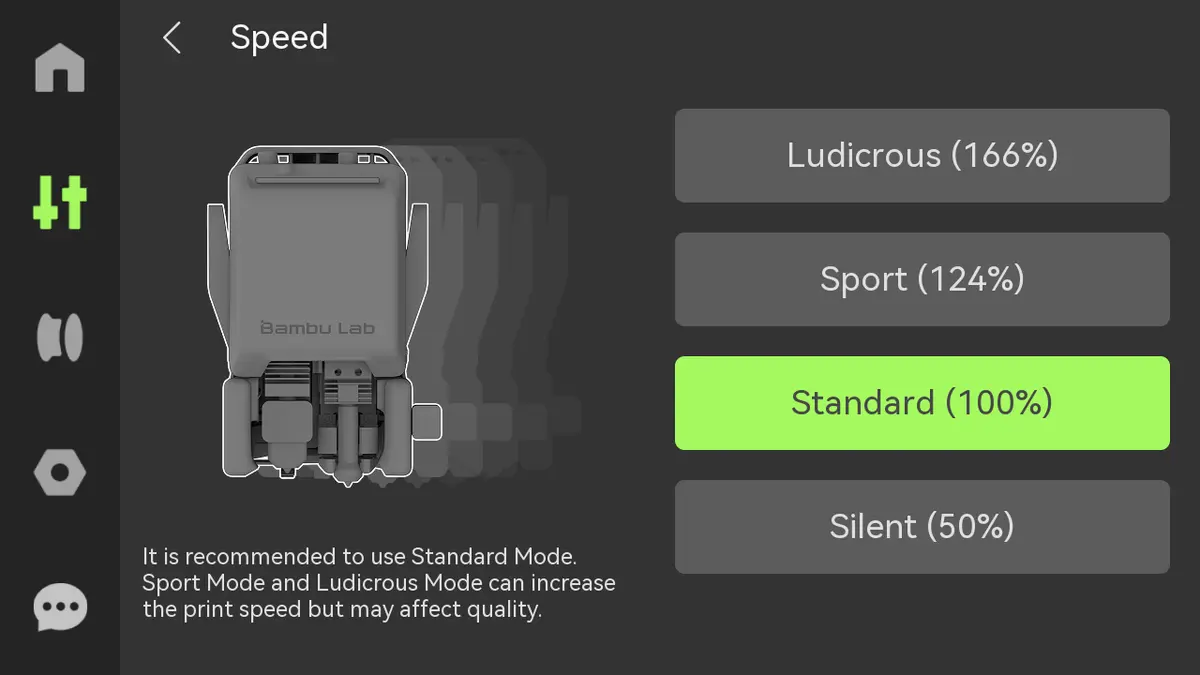
2. Hastighed
Indstil printhastighedstilstanden.
-
Ludicrous: 166 % af normal printhastighed og acceleration; denne tilstand prioriterer hastighed og er velegnet til simple modeller eller hurtige testemner, hvor udseende og styrke ikke er afgørende. Overfladefejl eller svækket binding mellem lagene kan forekomme i denne tilstand, og den anbefales derfor kun til grove udkast eller test.
-
Sport: 124 % af normal printhastighed og acceleration; denne tilstand er velegnet til situationer, der kræver kortere printtider og kun har grundlæggende krav til emnets kvalitet og funktionalitet. Den bruges typisk til funktionelle dele, prototyper eller dele med lave krav til overfladepræcision, men kan stadig have en vis indvirkning på printkvaliteten.
-
Standard: Normal printhastighed og acceleration; denne tilstand balancerer hastighed, kvalitet og pålidelighed og giver god præcision og styrke til emnerne, velegnet til anvendelser, hvor støj ikke er en primær bekymring.
-
Silent: 50 % af normal printhastighed og acceleration; denne tilstand er velegnet til natteprint, kontormiljøer og andre situationer, der kræver stille drift. Ved at reducere hastigheden mindskes støjen, samtidig med at smeltning og binding af filamentet optimeres for at opnå fremragende overfladekvalitet og vedhæftning mellem lagene.
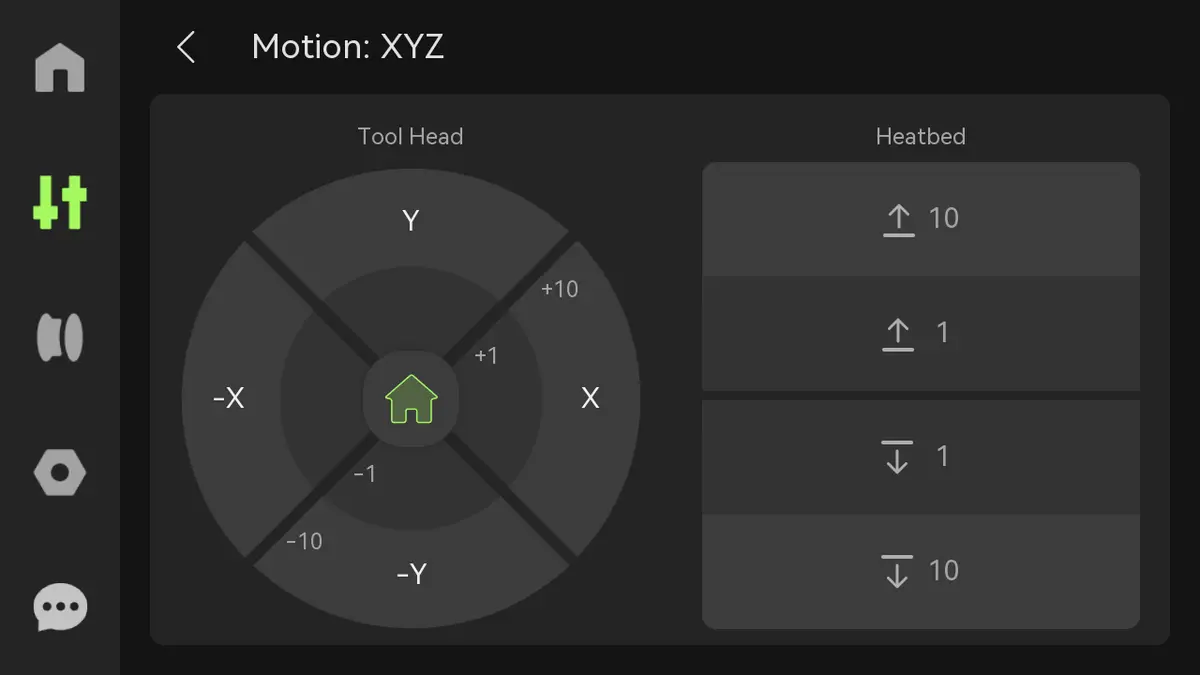
3. Bevægelse
-
Toolhead: Klik på +1 eller +10 for at styre toolheadets bevægelse i X-aksen og Y-aksen.
-
Varmeplade: Klik på flytteknappen 1 eller 10 for at hæve eller sænke varmepladen.
Bemærk: Når toolheadet kører til udgangsposition, eller varmepladen hæves eller sænkes, udføres der på forhånd en grov nulstilling af induktionshotendets holder.
4. Dyse og ekstruder
Ekstruder
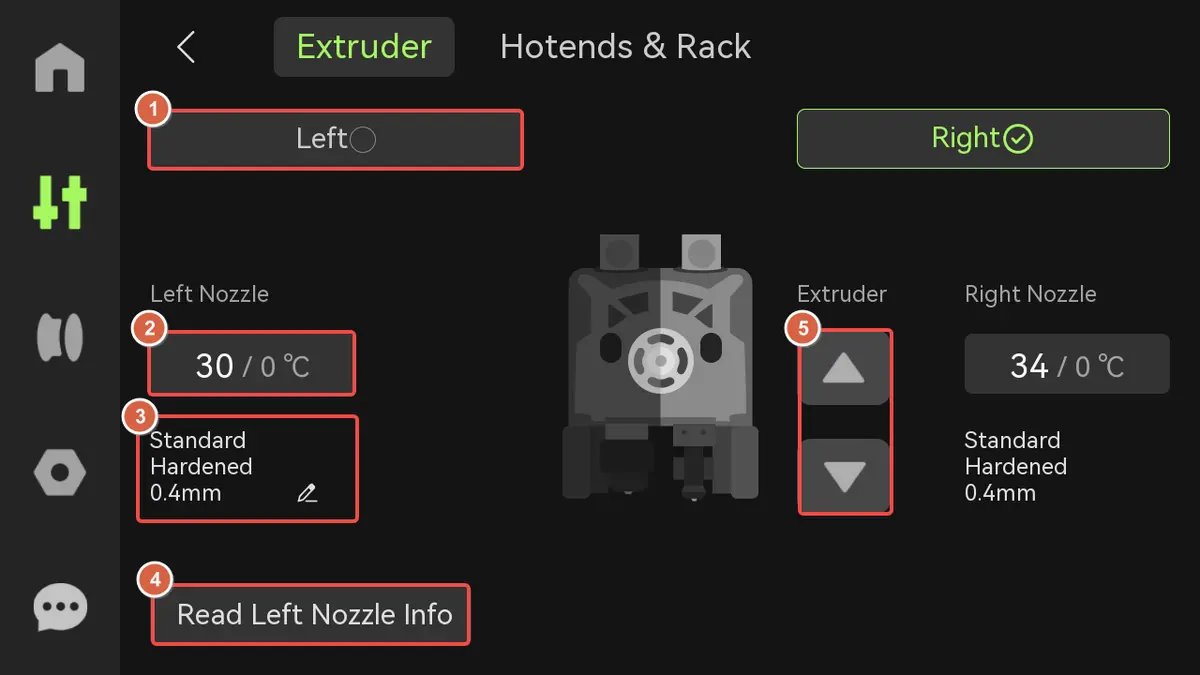
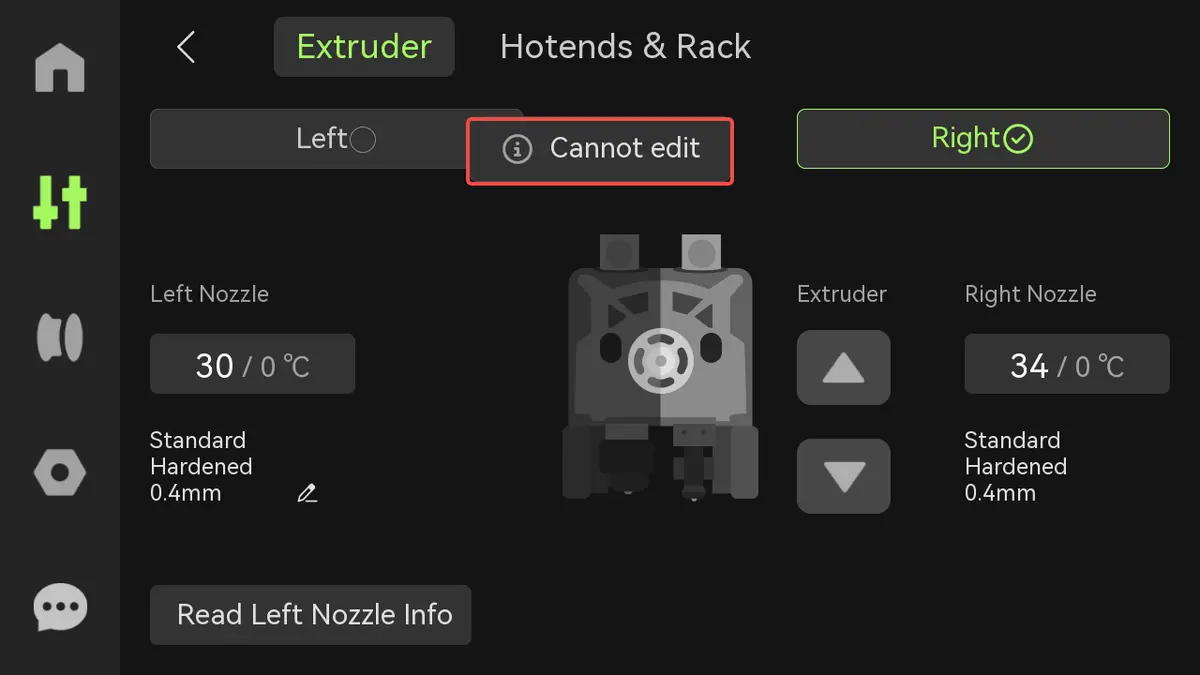
- Venstre/Højre:Klik på "Venstre", så sænkes det venstre hotend, og flowblokeringen flytter til det højre hotend for at blokere den højre dyse; klik på "Højre", så hæves det venstre hotend, og flowblokeringen flytter til det venstre hotend for at blokere den venstre dyse.

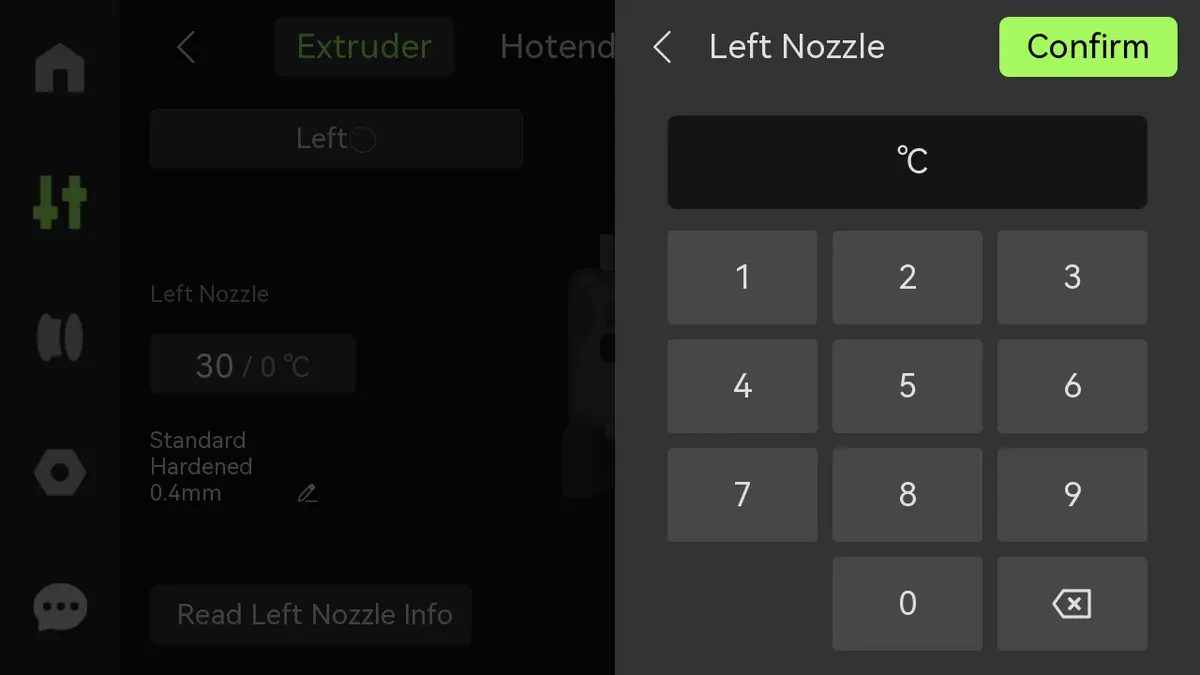
- Dysetemperatur: Indtast en værdi for at indstille dysetemperaturen, som kan opvarmes op til 350℃.
- Type af venstre dyse: Indstil type, materiale og diameter for den venstre dyse.
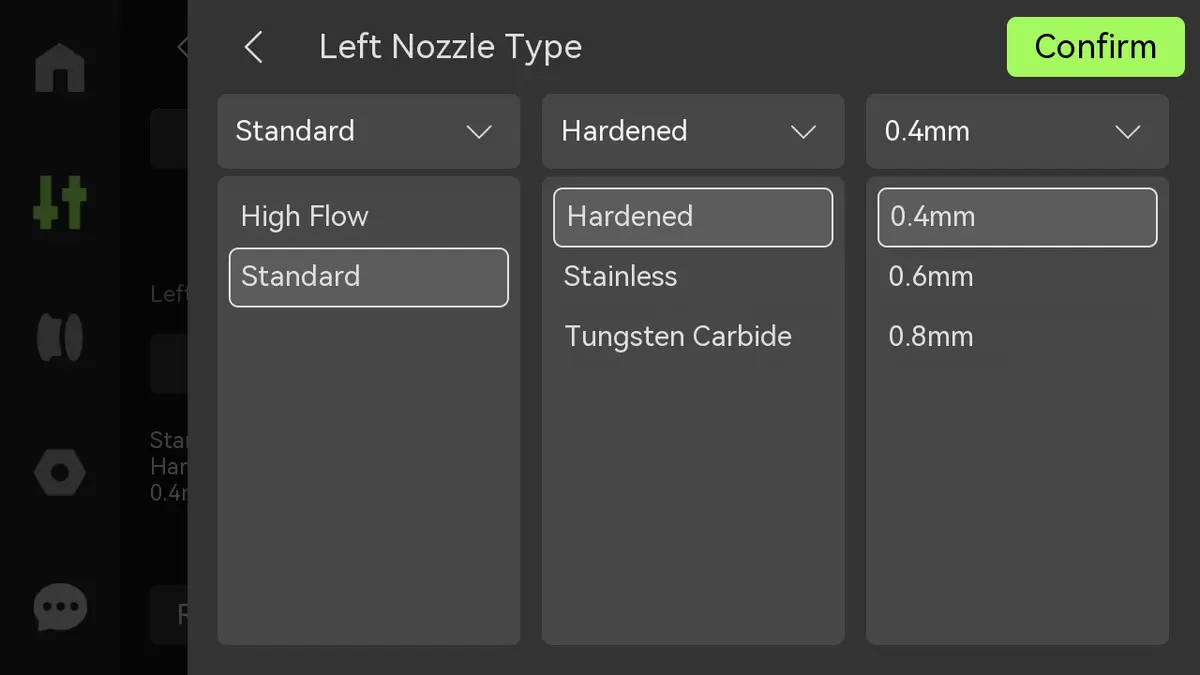
Bemærk: Specifikationerne for Vortek induktionshotends læses automatisk af induktionsvarmeenheden og kan ikke redigeres manuelt.
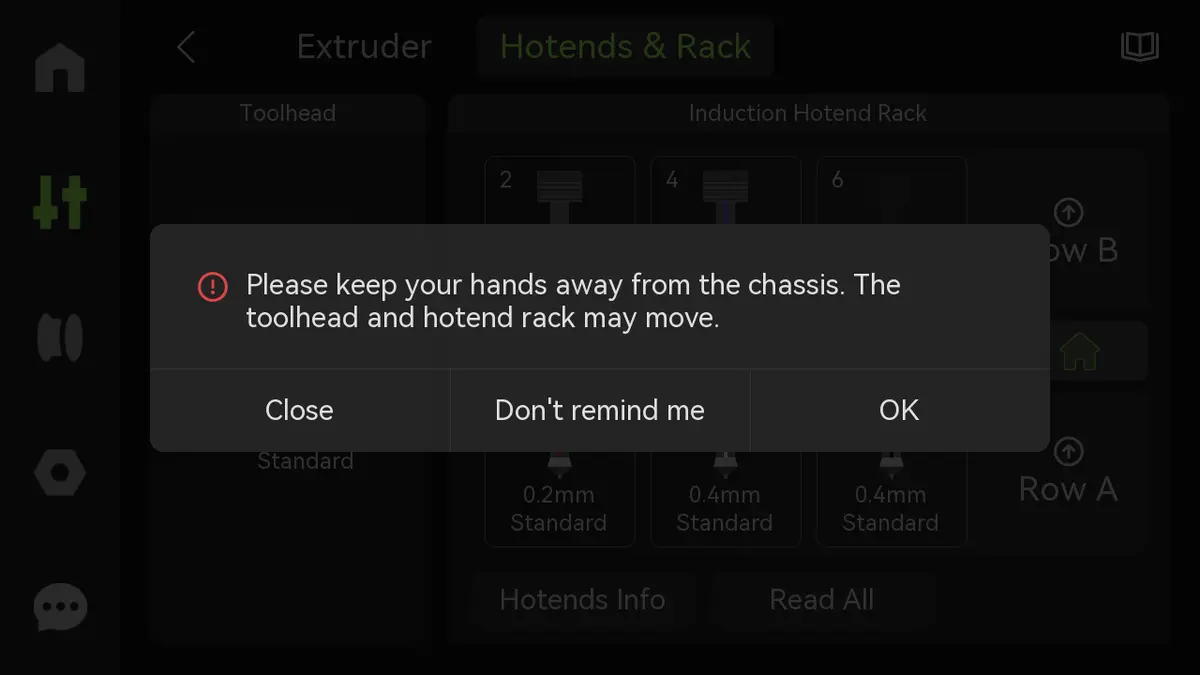
- Aflæs oplysninger om venstre dyse: Når du slår dette til, læser printeren automatisk oplysningerne om den venstre dyse. Sørg for, at byggepladen er tom, og undgå at putte hænderne ind i printeren.
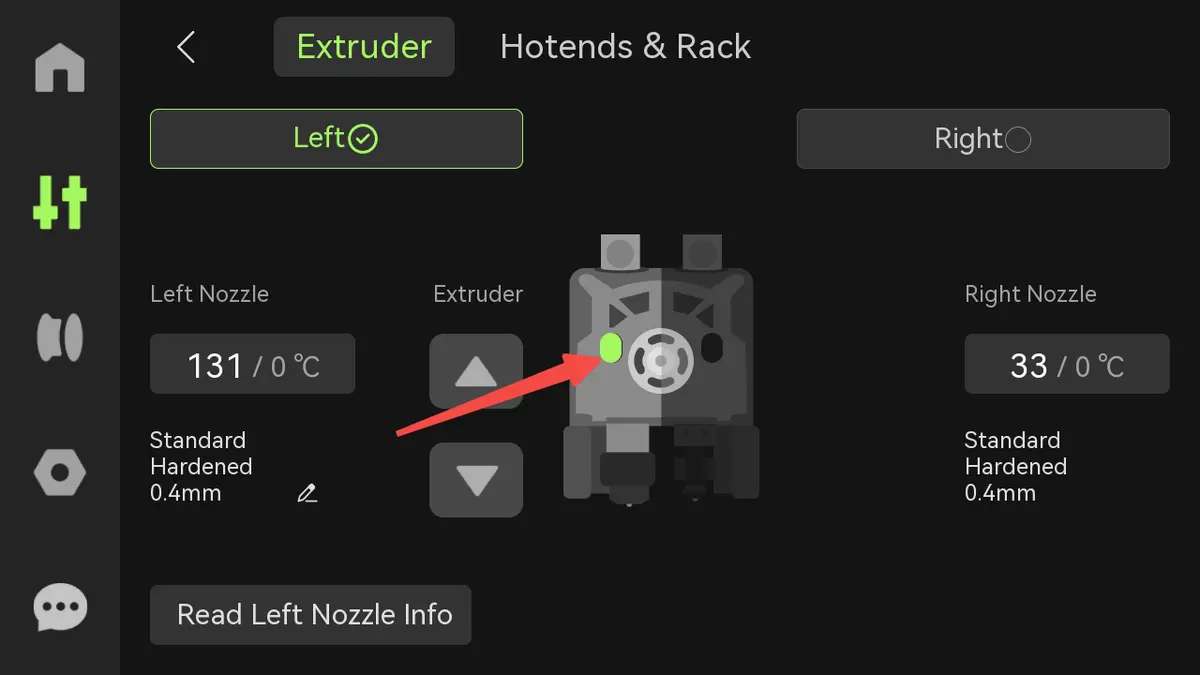
- Ekstruder: Klik på op- og ned-knapperne for manuelt at ekstrudere eller skubbe filament ud. Hvis det grønne lys er tændt, har ekstruderens filamentsensor registreret, at der er ført filament ind.
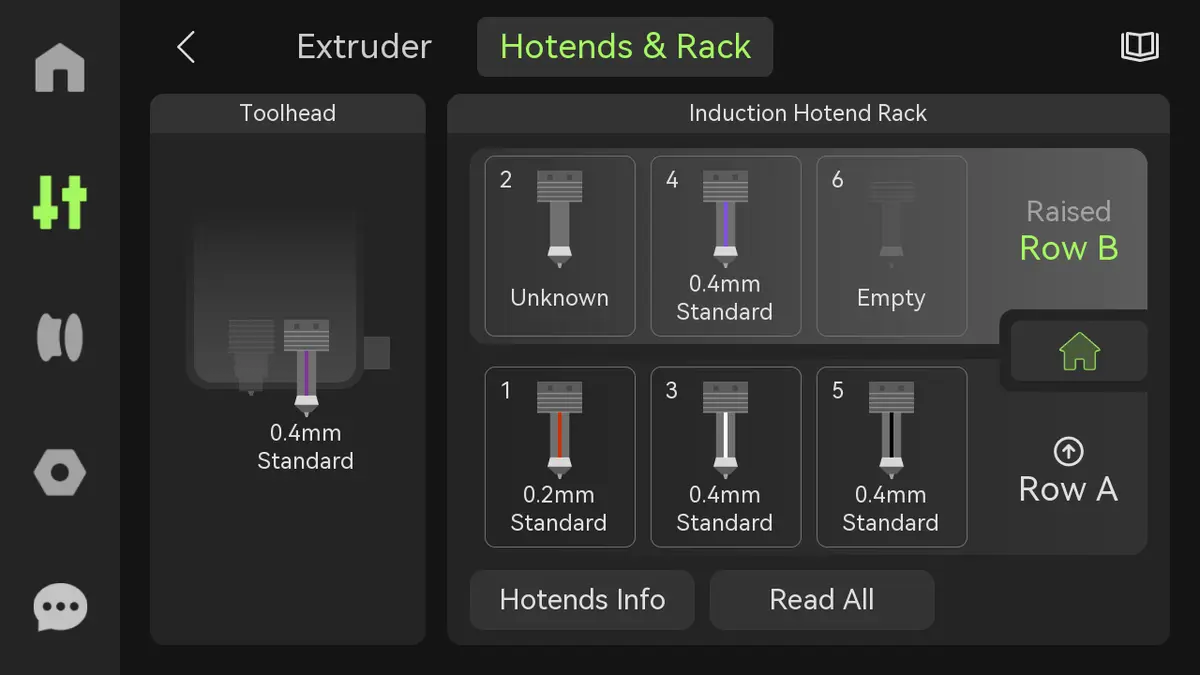
Hotends og holder
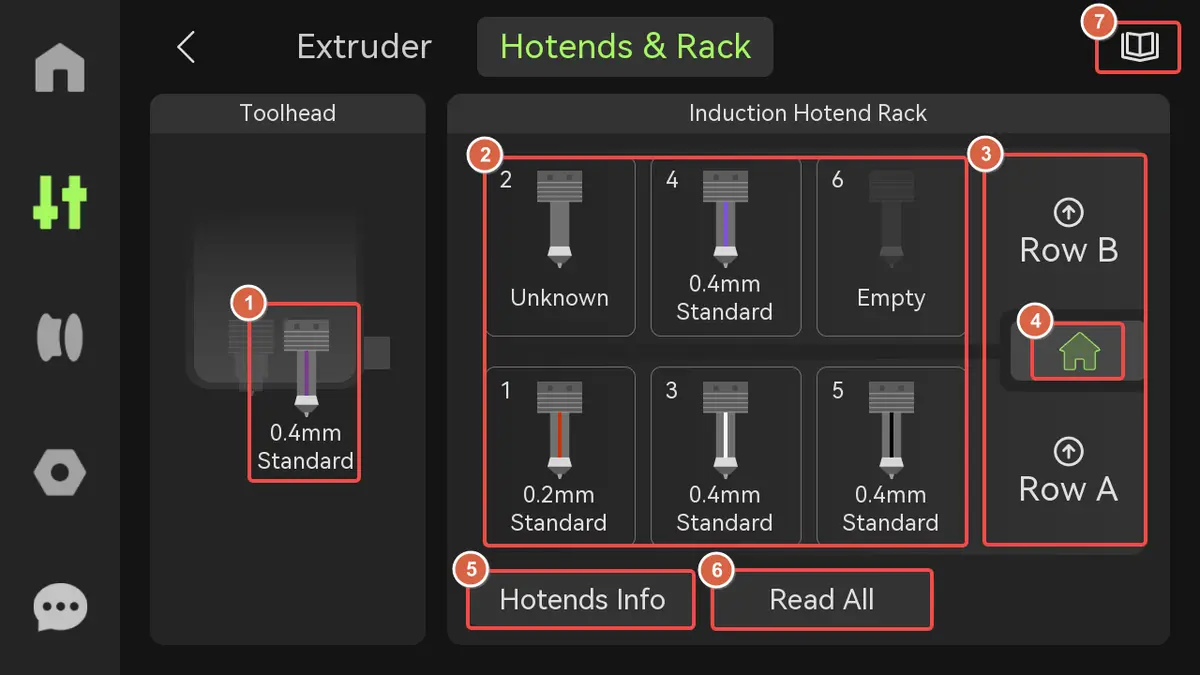
1. R-hotend
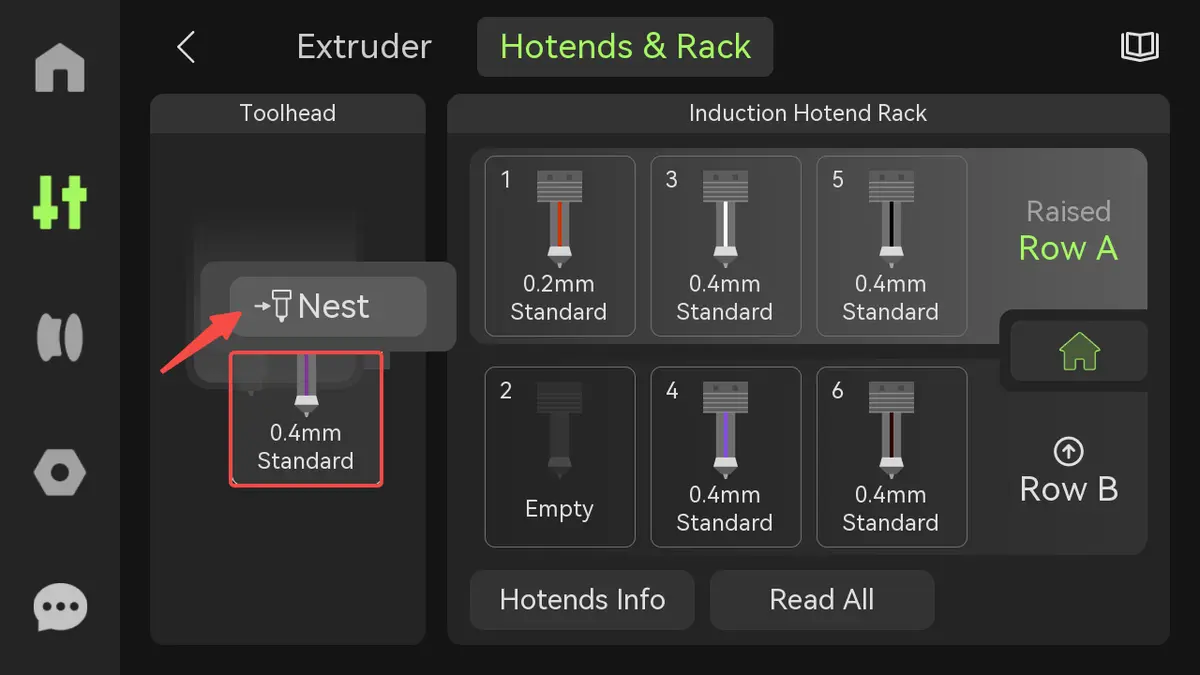
Den viser status for "R (højre) hotend" på induktionsvarmeenheden, som er opdelt i to typer:
- Hotend-oplysninger: Hvis der er monteret et Vortek induktionshotend på induktionsvarmeenheden, viser skærmen farven på filamentet inde i hotendet samt hotendets specifikationer.
Bemærk: Hvis hotendet har været brugt til en printopgave, viser skærmen farven på det filament, der blev brugt i sidste print. Da alle hotends testes på fabrikken, vil nyindkøbte hotends også automatisk vise farven på det filament, der blev brugt til fabrikstesten, og funktionen til at rydde filamentfarven inde i Vortek induktionshotendet understøttes ikke i øjeblikket.
I denne status klikker du på R-hotendet og vælger "Læg på plads". Printeren placerer derefter automatisk R-hotendet i en tom dok på hotend-holderen. Hvis der er flere tomme dokke på holderen, prioriterer systemet dokken med det laveste nummer (dvs. den, der er tættest på toolheadet). Hvis de tomme dokke f.eks. er 1, 3 og 5, placeres det først i dok 1.
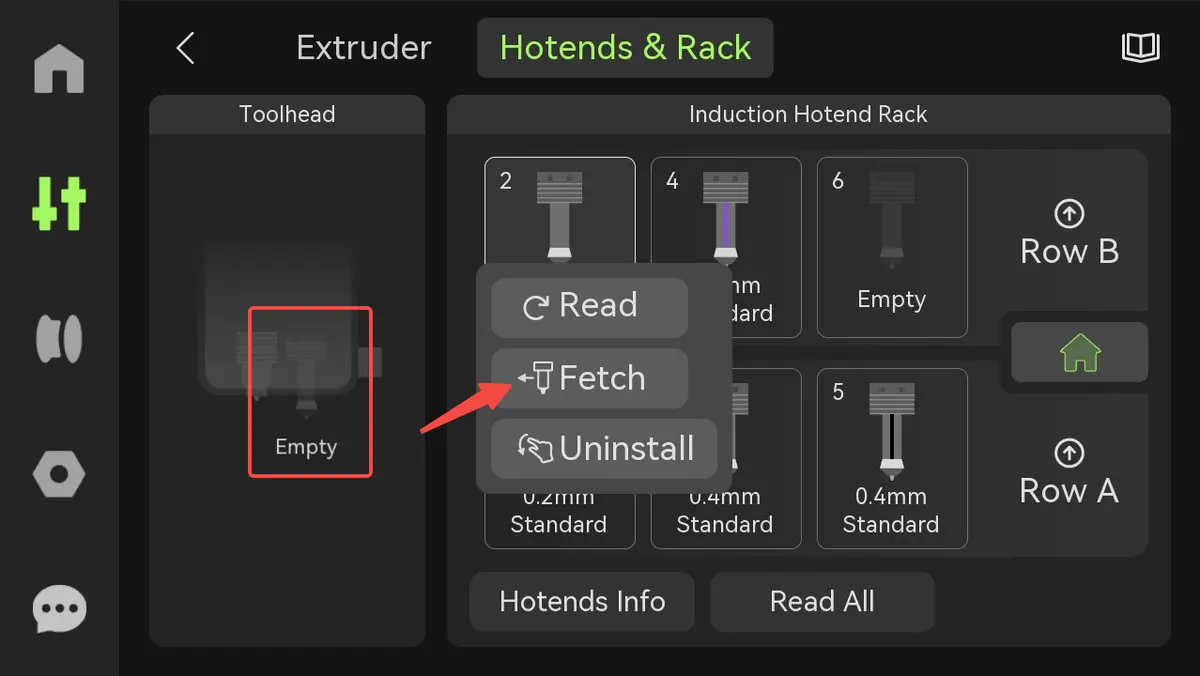
- Tom: Hvis der ikke er monteret et Vortek induktionshotend på induktionsvarmeenheden, vises "Tom". Hvis du klikker på R-hotend-positionen på dette tidspunkt, vises der ingen knapper.
I denne status klikker du på et vilkårligt hotend på holderen og vælger "Hent" for at montere hotendet på induktionsvarmeenheden.
2. Vortek induktionshotend(1~6)
Den viser status for Vortek induktionshotends på hotend-holderen, som er opdelt i tre typer:
-
Hotend-oplysninger: Hvis hotend-oplysningerne er blevet aflæst, viser skærmen farven på filamentet inde i hotendet samt hotendets specifikationer.
-
Ukendt:
-
Når et Vortek induktionshotend fjernes manuelt fra holderen og placeres i en anden tom dok, og intervallet overstiger ét minut, kan hotendets specifikationer ikke aflæses, og skærmen viser "Ukendt".
-
Når du monterer et nyt Vortek induktionshotend, viser skærmen også "Ukendt", fordi induktionsvarmeenheden ikke har aflæst dets specifikationer.
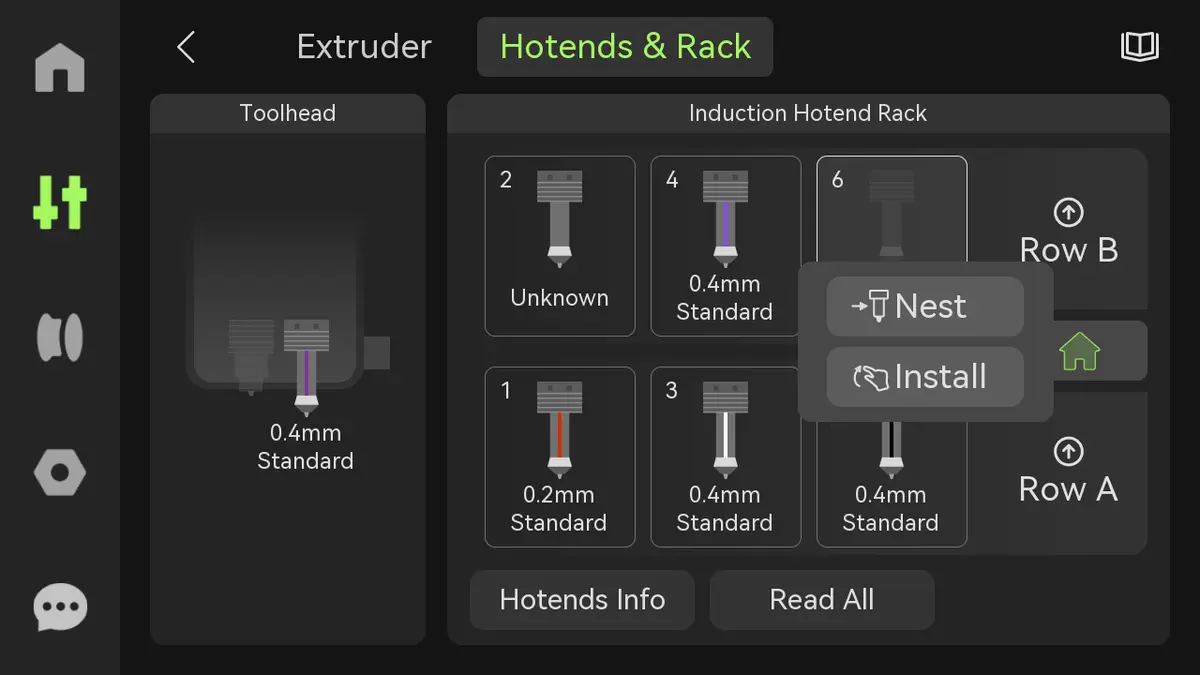
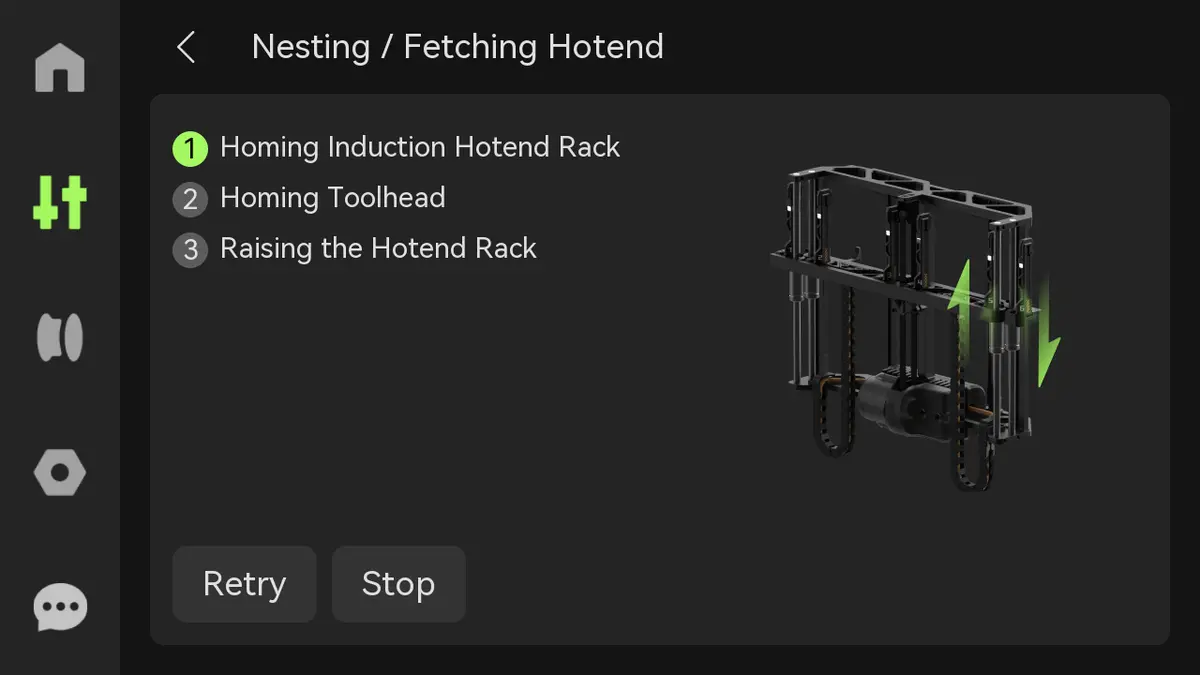
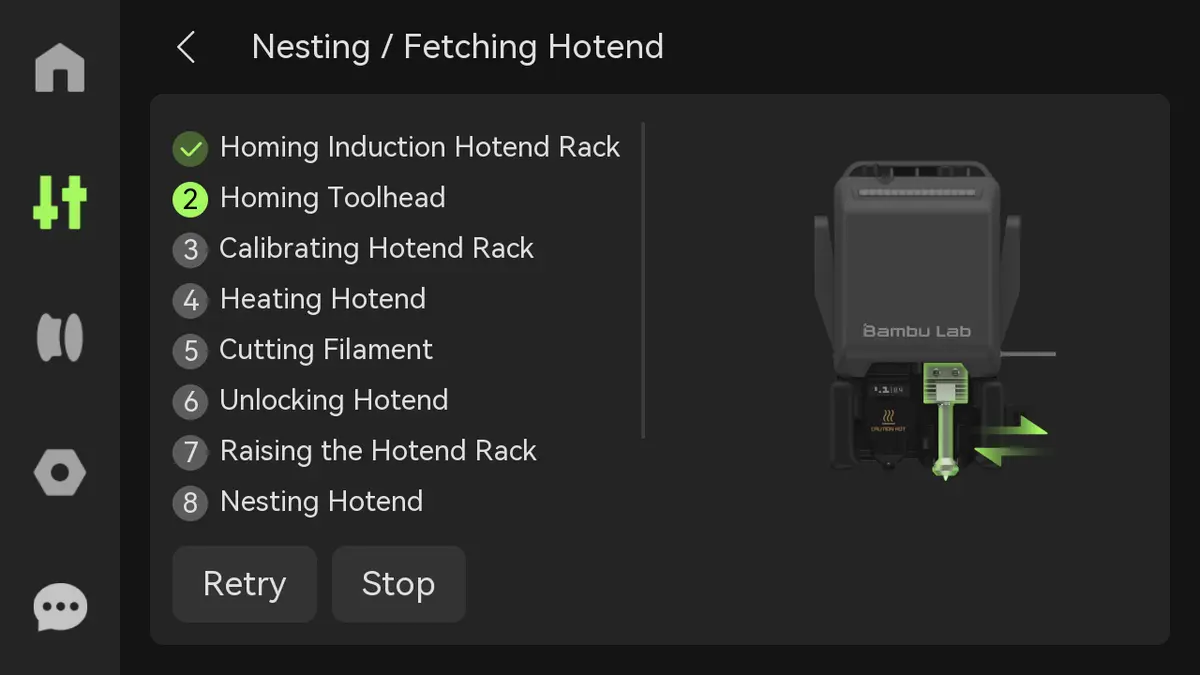
I begge tilstande klikker du på et enkelt hotend for at udføre "Aflæs", "Hent" eller "Afmonter".
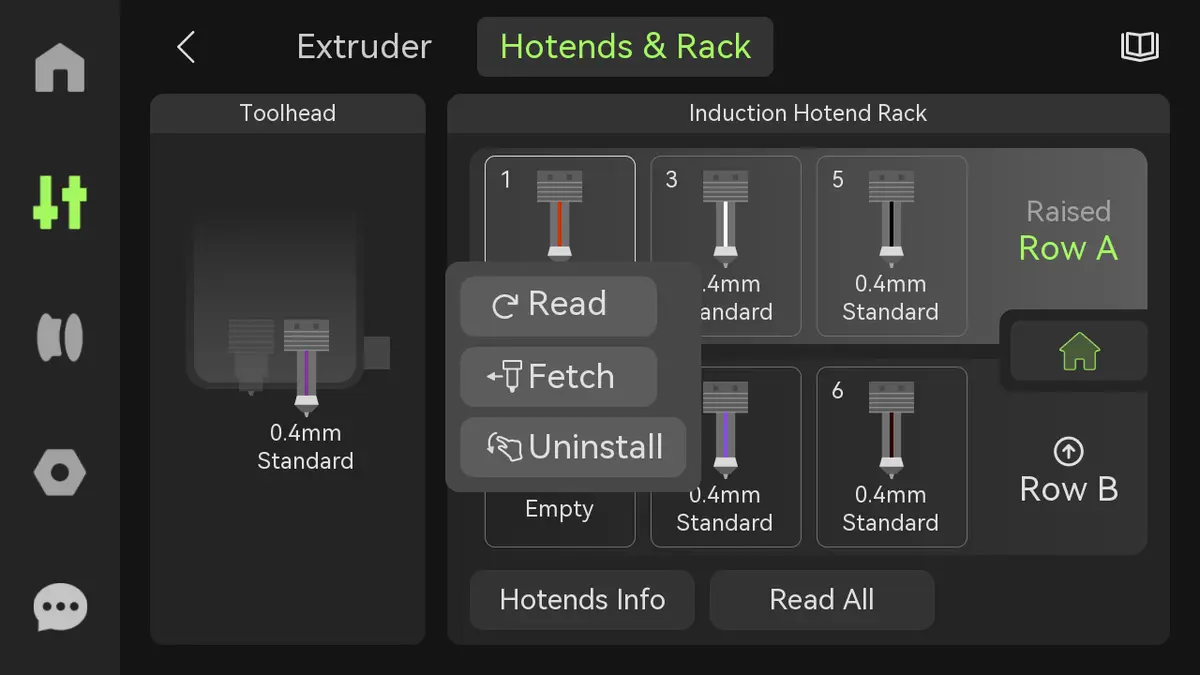
-
Aflæs: Printeren aflæser specifikationerne for Vortek induktionshotendet og udfører følgende: Lægger R-hotendet på plads (hvis monteret) → monterer mål-hotendet → aflæser hotend-oplysningerne → sætter mål-hotendet tilbage → monterer R-hotendet igen.
-
Hent: Printeren udfører først en fin nulstilling, lægger derefter R-hotendet (hvis monteret) i en tom dok på hotend-holderen og monterer mål-hotendet på induktionsvarmeenheden.
-
Afmonter: Hvis rækken på holderen med det induktionshotend, der skal afmonteres, er blevet hævet, kan du afmontere hotendet manuelt; hvis ikke, så vent på, at rækken hæves, før du tager det af.
Advarsel: Stik ikke hånden ind i printeren, når holderen er ved at blive hævet, for at undgå skader.
- Tom: Hvis der ikke er et induktionshotend i dokken, vises "Tom".
I denne tilstand klikker du på den tomme dok for at vælge "Læg på plads" eller "Monter" hotendet.
- Læg på plads: Monter R-hotendet på toolheadet i denne tomme dok. Hvis der ikke er monteret et R-hotend på toolheadet, viser et klik på den tomme dok på holderen ikke knappen "Læg på plads", og kun manuel montering er mulig.
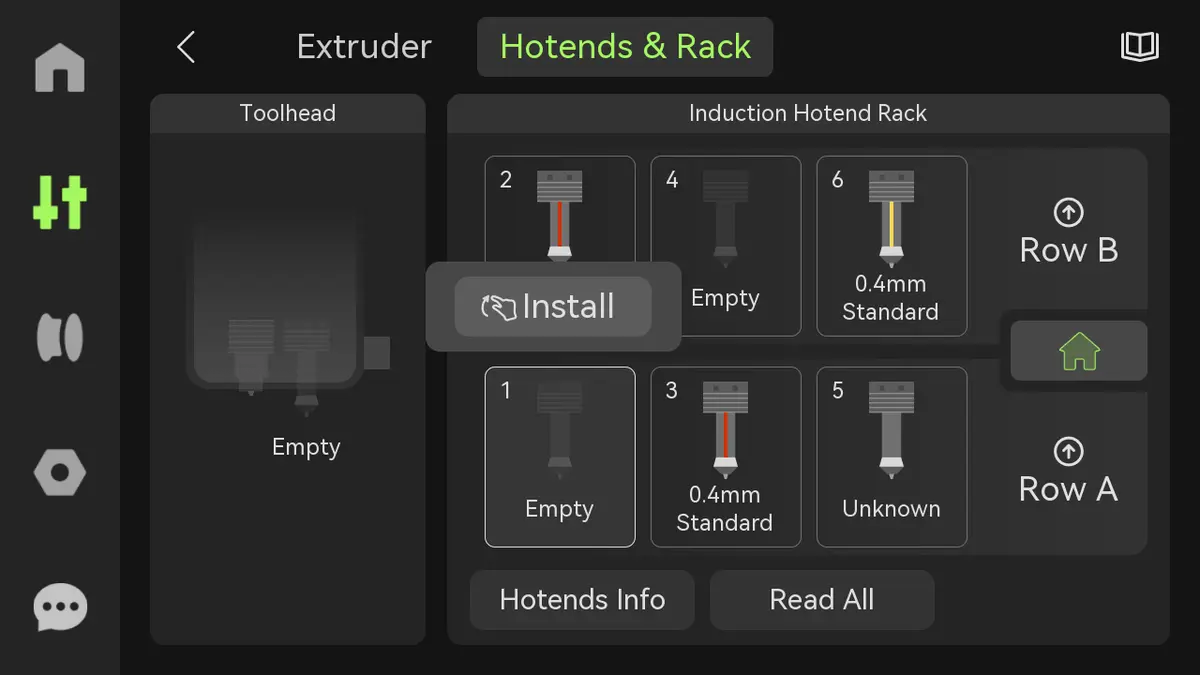
- Monter: Hvis rækken på holderen, hvor denne tomme dok sidder, er blevet hævet, kan du placere hotendet direkte i den tomme dok manuelt; hvis rækken ikke er hævet (manuel placering er ikke mulig), så vent på, at rækken hæves, før du placerer hotendet manuelt.
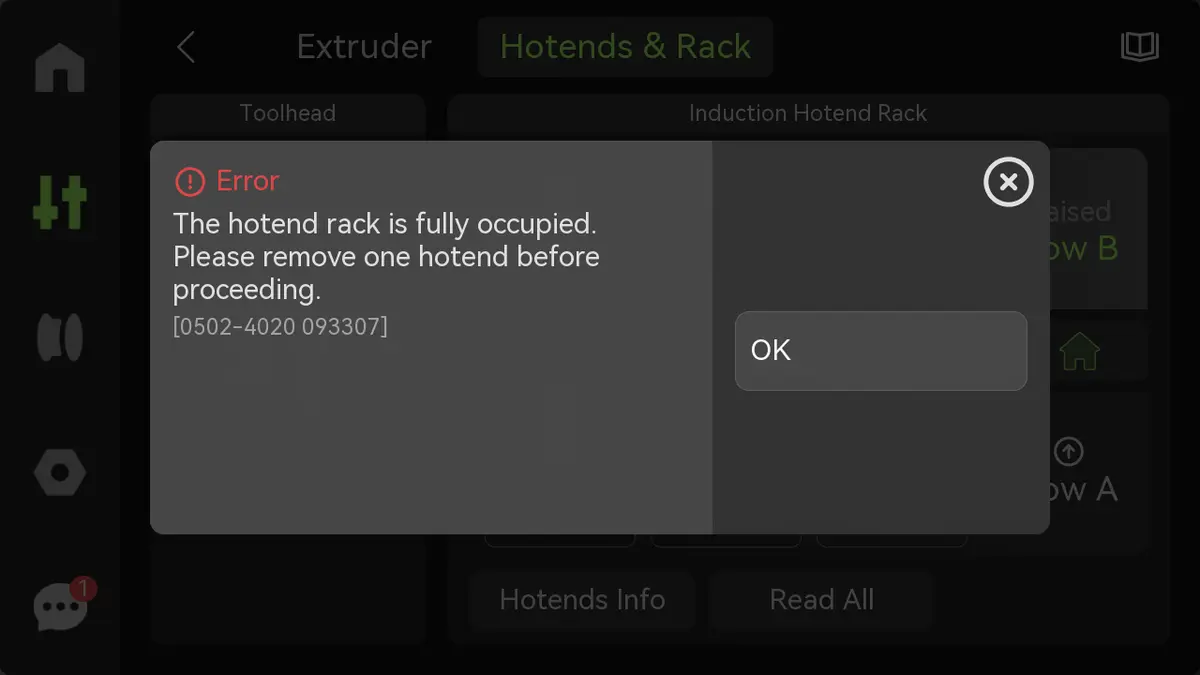
Bemærk: Der kan i alt monteres maksimalt 6 Vortek induktionshotends på printeren (induktionsvarmeenhed og hotend-holder). Hvis der monteres 7 Vortek induktionshotends, viser skærmen fejlmeddelelsen "Hotend-holderen er fuldt optaget", når du udfører "Læg på plads", "Aflæs" eller "Hent".
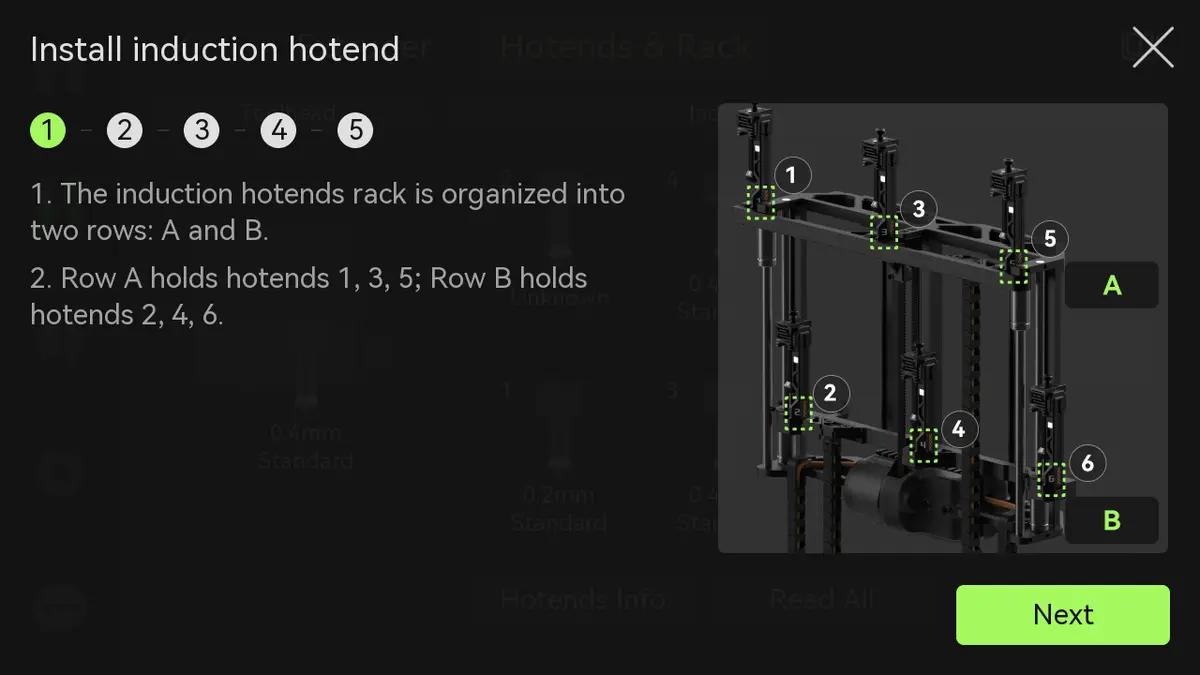
3. Række A/Række B
Hotend-holderen er opdelt i to rækker: Række A omfatter induktionshotend-dokkene med nummer 1, 3 og 5; Række B omfatter dem med nummer 2, 4 og 6. Klik på "Række A" eller "Række B", så hæver printeren automatisk den tilsvarende række på holderen. Den hævede holder viser "Hævet".
4. Nulstilling af induktionshotend-holder
Når række A eller B er hævet, klikker du på nulstillingsknappen, så udfører hotend-holderen en grov nulstilling.
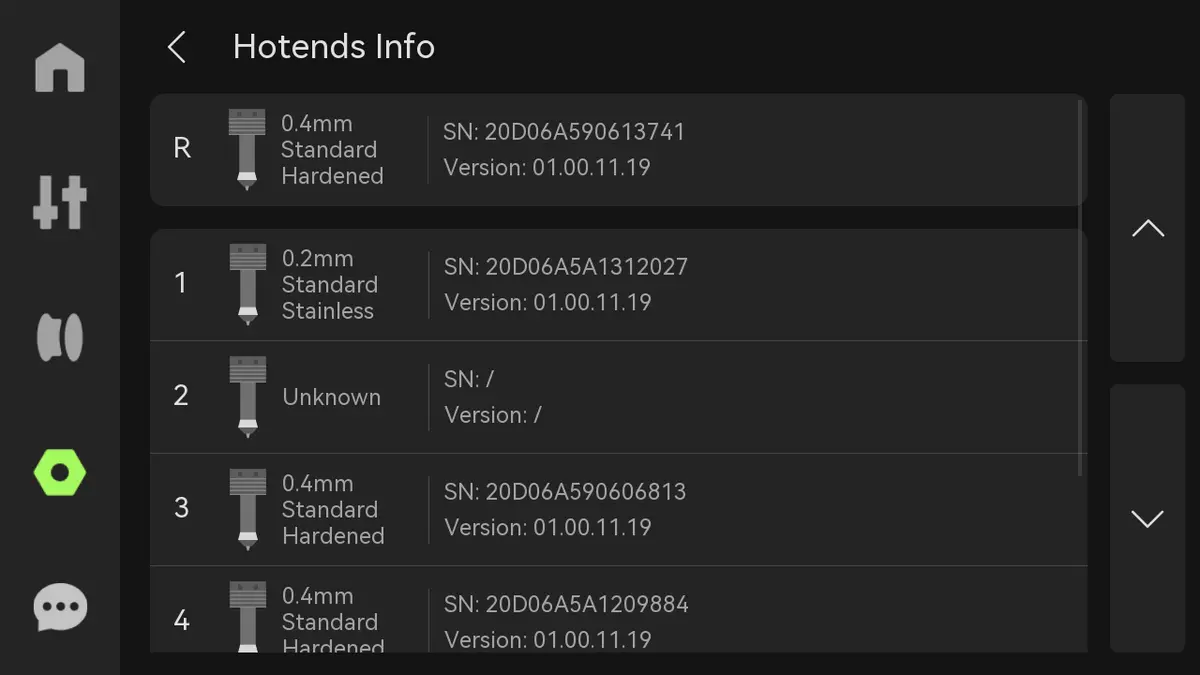
5. Hotend-oplysninger
Klik for at se alle oplysninger om printerens induktionshotends, herunder specifikationer, serienummer (SN) og versionsnummer.
6. Aflæs alle
Klik på denne knap, så monterer printeren induktionshotendene på holderen ét ad gangen på induktionsvarmeenheden og henter hotendets specifikationer via hotendets PCB-print. Processen slutter, når oplysningerne for alle hotends på printeren er aflæst.
7. Vejledning
Se de specifikke trin for montering af induktionshotends og opdatering af hotend-oplysningerne.
5. Kammertemperatur
Samme som kammertemperaturen ovenfor.
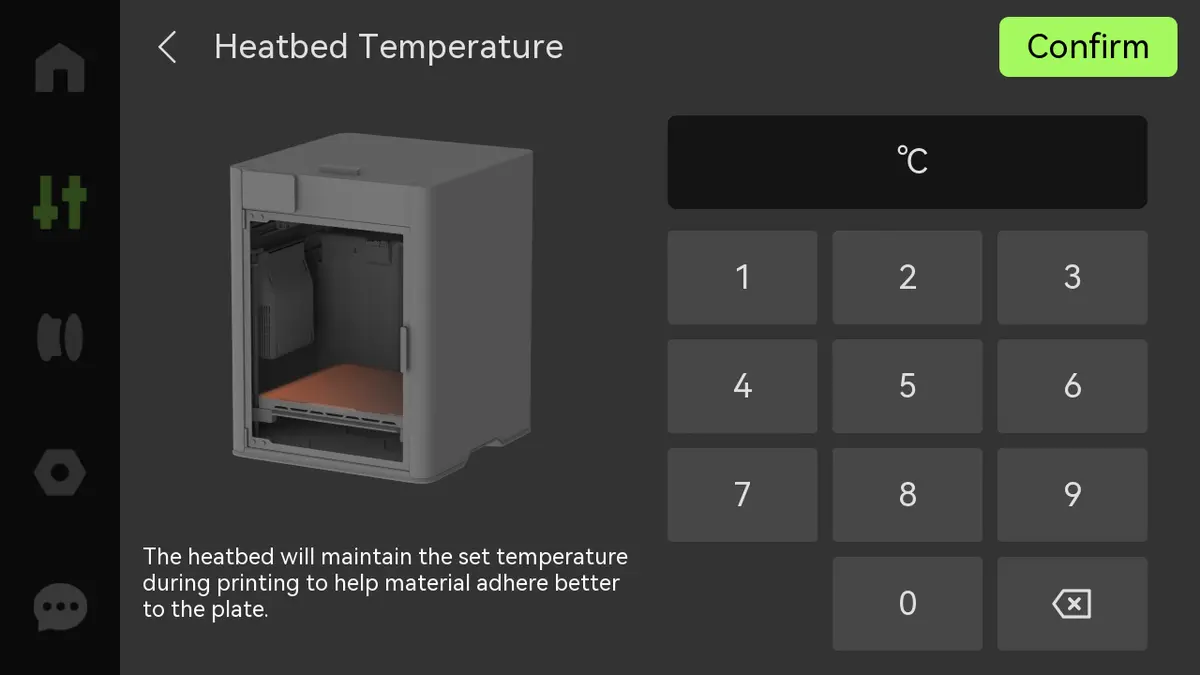
6. Varmepladetemperatur
Indtast en værdi for at indstille varmepladens temperatur.
7. LED-lys
Klik på ikonet for at tænde eller slukke LED-lyset.
Filament
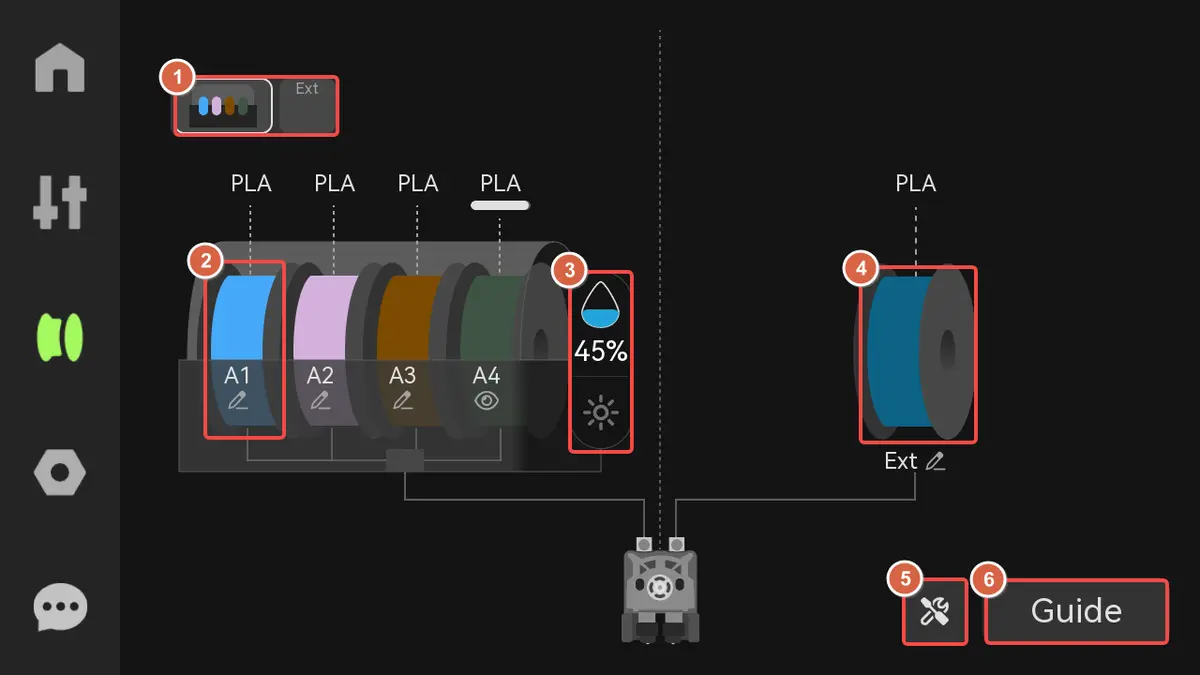
1. Enhed
Klik for at skifte mellem forskellige enheder (AMS eller ekstern spole).
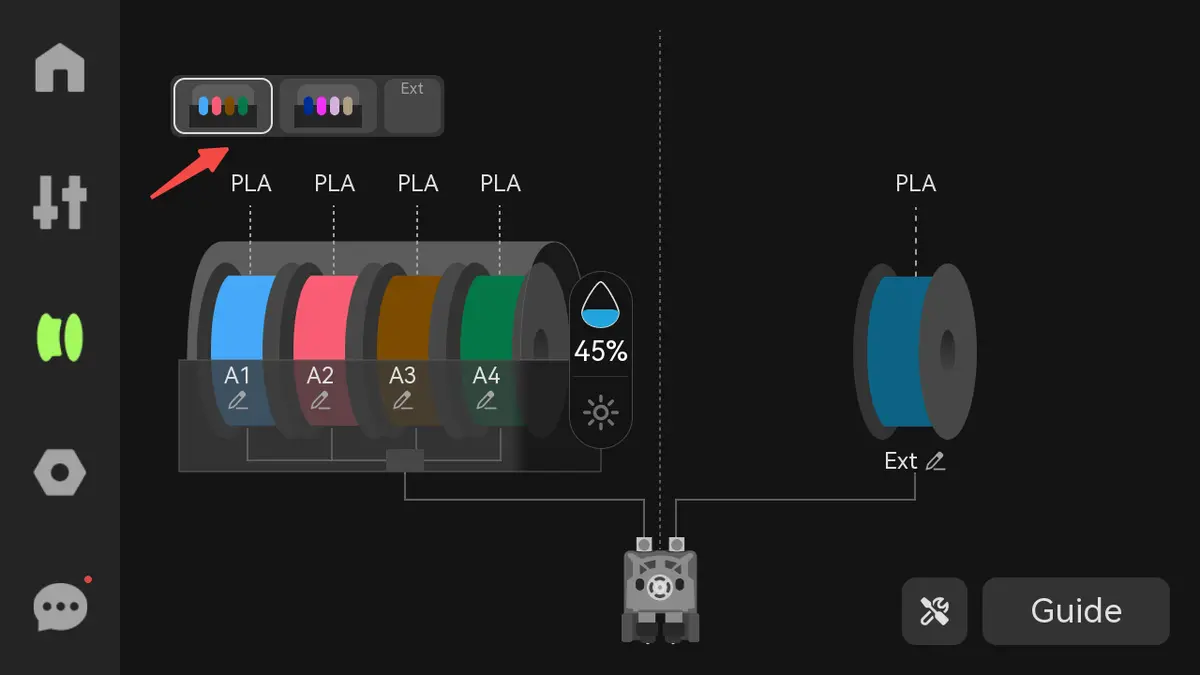
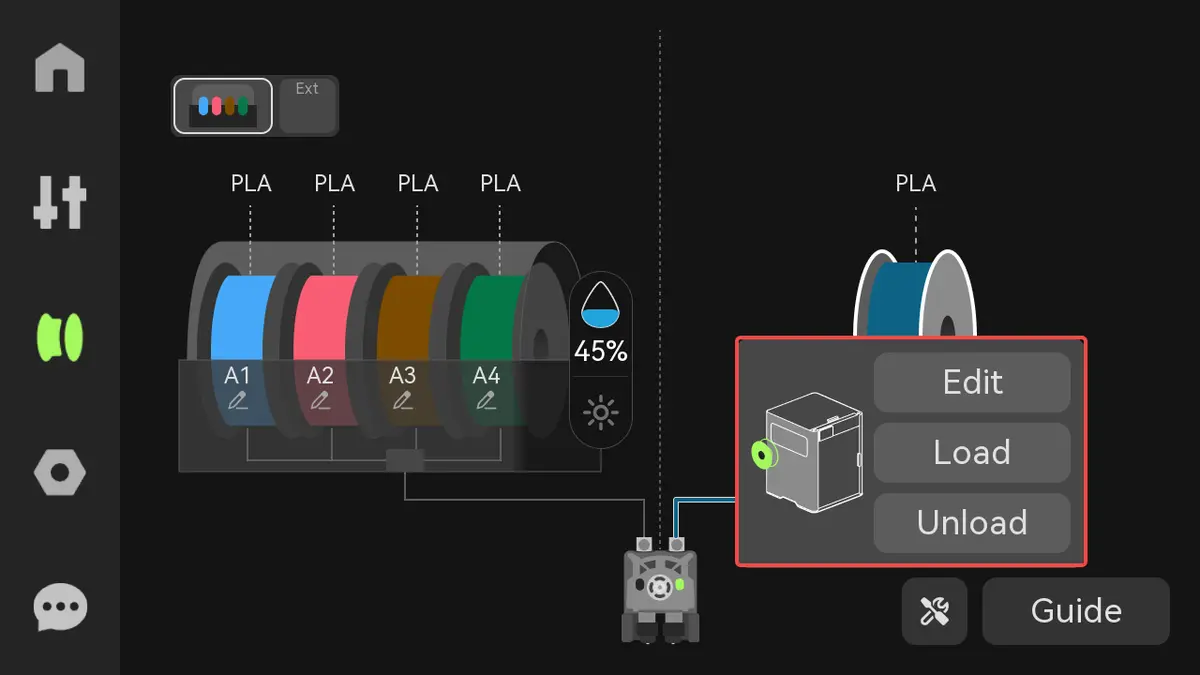
2. Spole
Klik på et vilkårligt spoleikon for at redigere, indføre/udtage og genaflæse filamentets RFID.
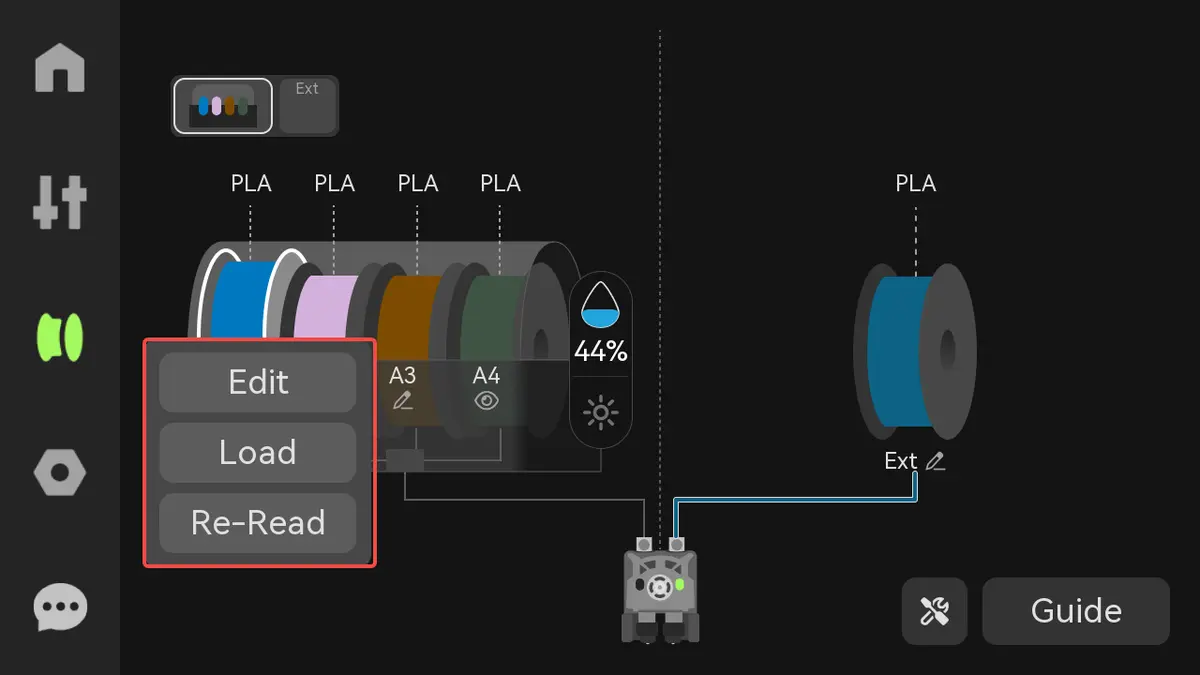
- Rediger: Hvis AMS har identificeret en spole via RFID, kan du se filamentoplysningerne her, men du kan ikke ændre filamentparametrene; hvis RFID ikke er aflæst, kan du ændre filamentoplysningerne her;
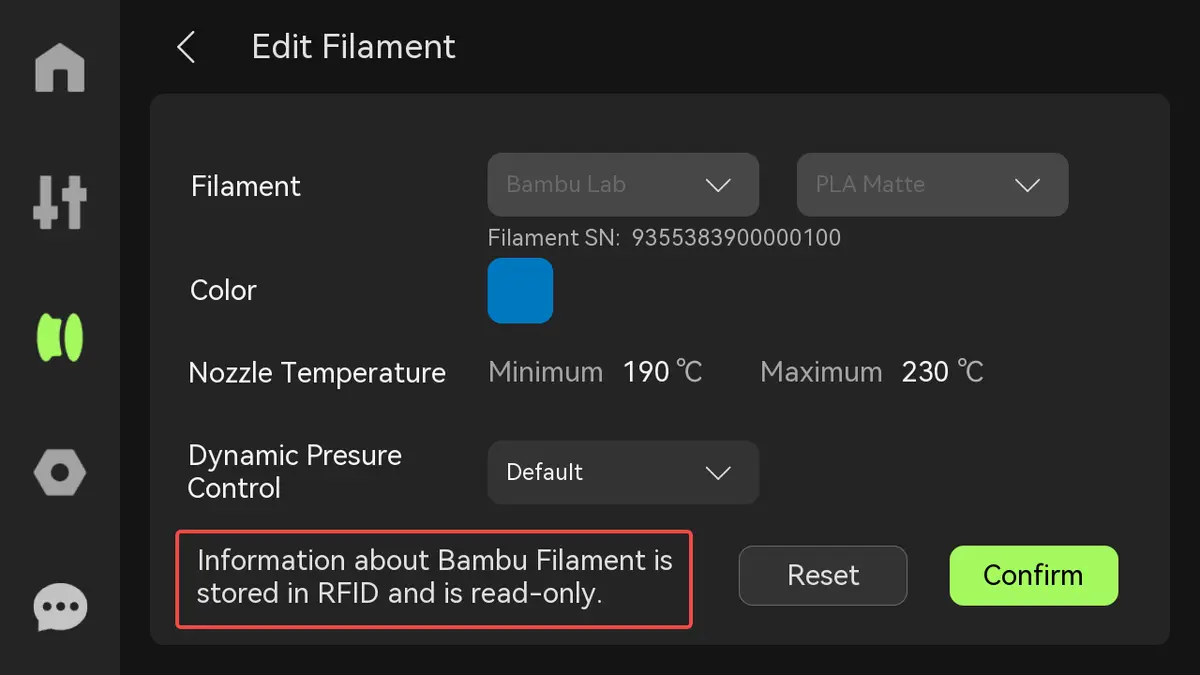 RFID aflæst |
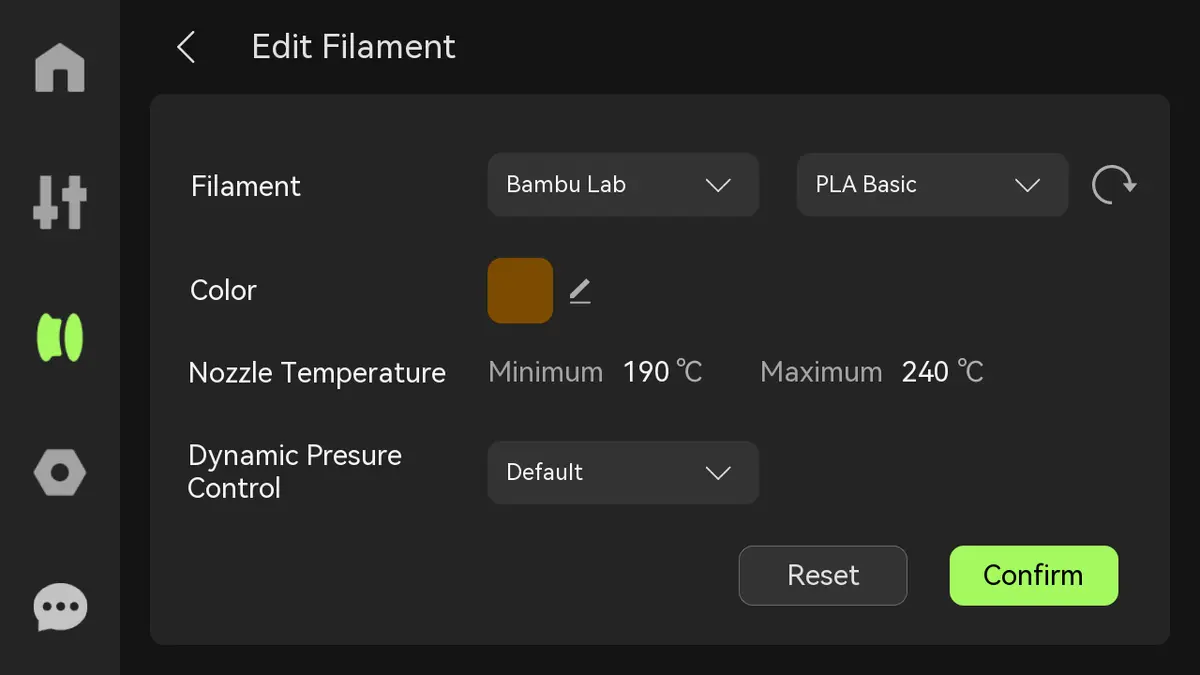 RFID ikke aflæst |
-
Indfør: Klik på knappen, så fører AMS 2 Pro automatisk filamentet ind i ekstruderen;
-
Genaflæs: Klik på knappen, så genaflæser AMS 2 Pro RFID'en på spolen i slottet.
3. Tørring og fugtighed
Du kan tjekke fugtigheden og temperaturen inde i AMS'en, og filamenter kan tørres.
BEMÆRK: Du kan også slå tørrefunktionen til under Indstillinger > Værktøjskasse > Tør filament.
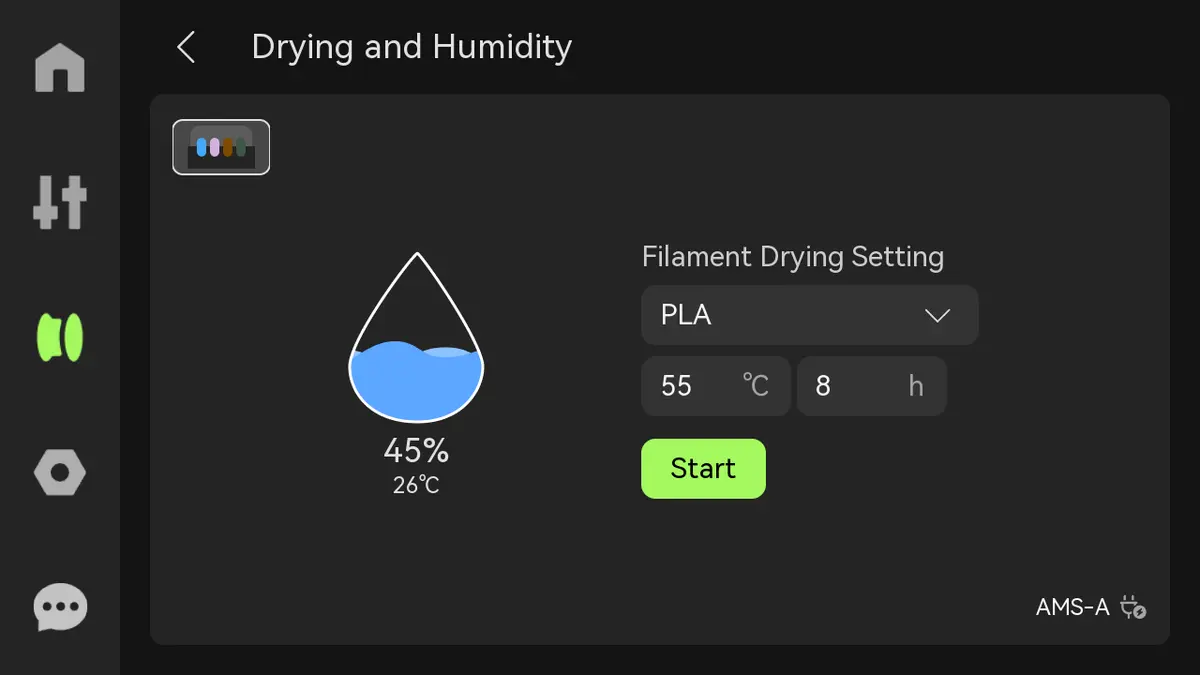
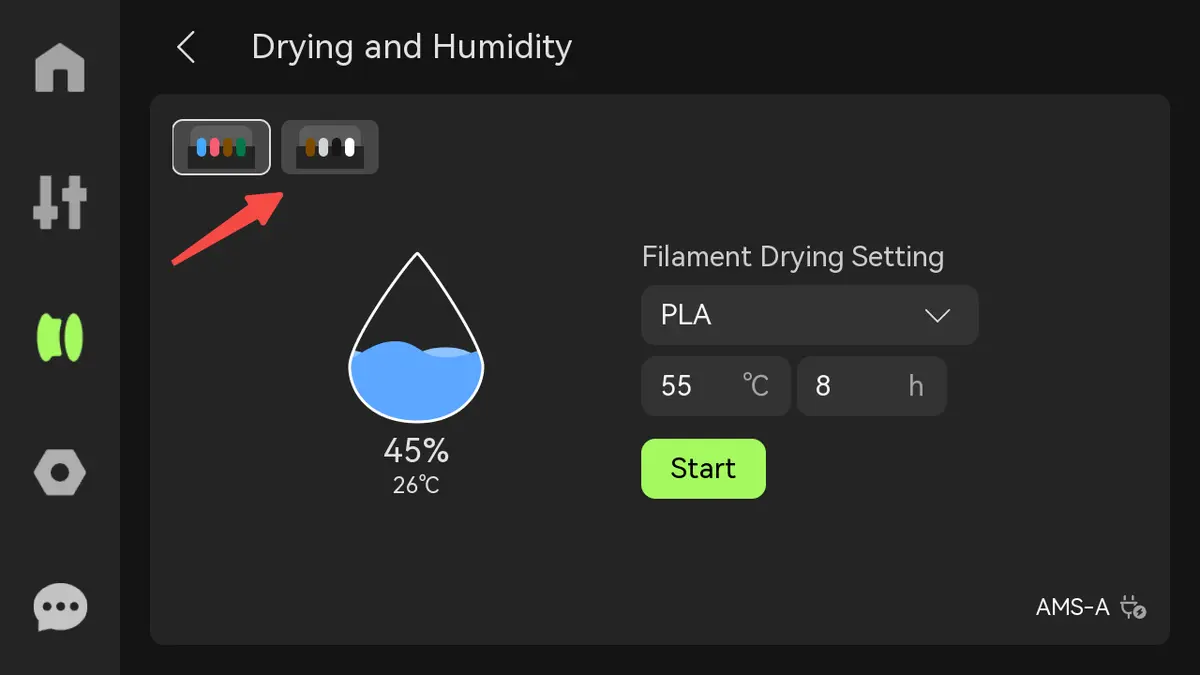
Hvis der er tilsluttet flere AMS 2 Pro/HT, kan du klikke på ikonet i øverste venstre hjørne for at skifte mellem forskellige enheder, se realtidsdata for fugtighed og temperatur for hver AMS eller starte tørring.
4. Ekstern spole
Klik på ikonet for ekstern spole for at redigere samt indføre og udtage filamenter;
5. Værktøjer
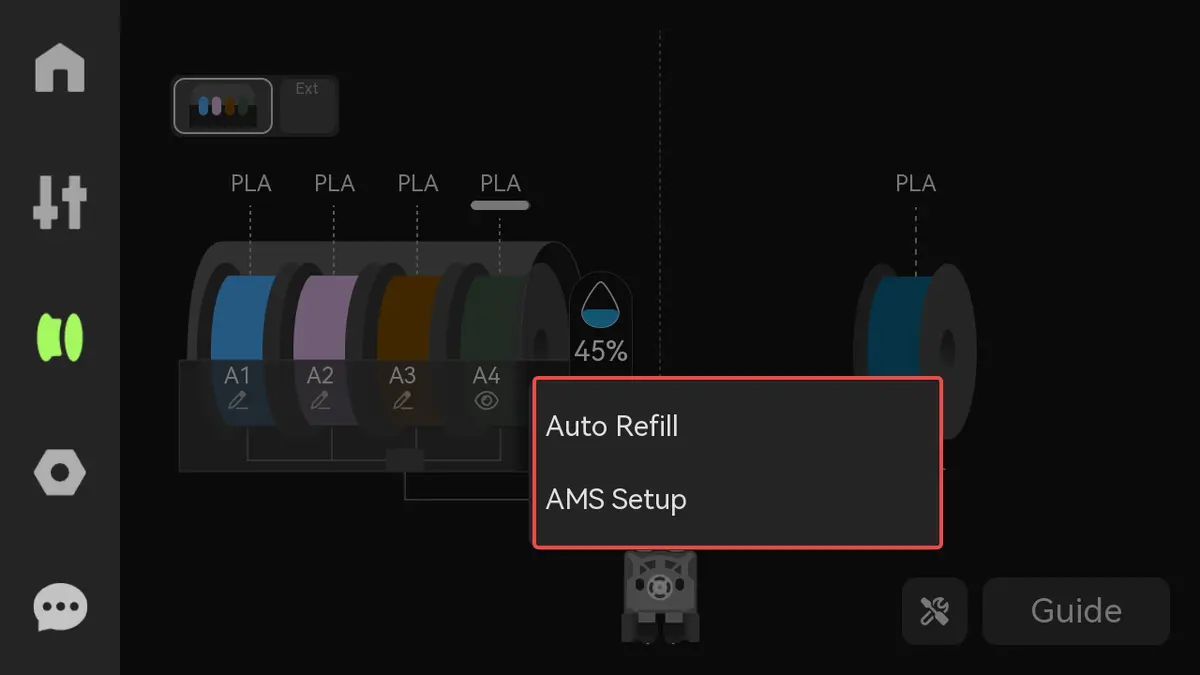
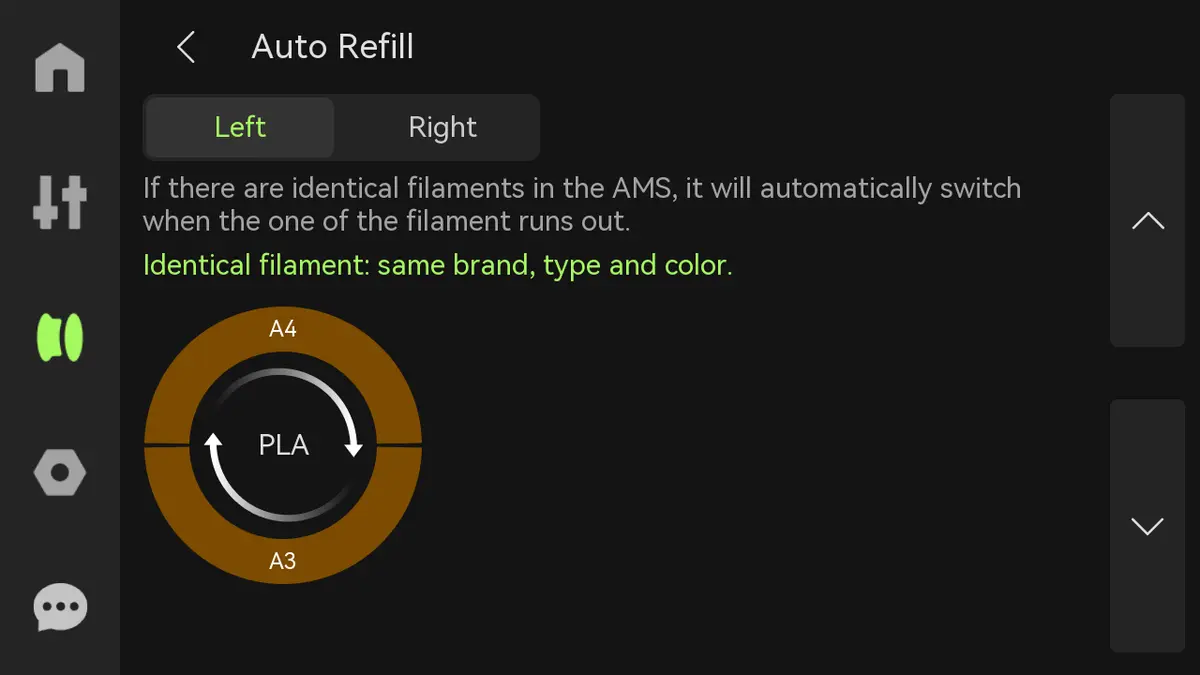
- Automatisk genpåfyldning: Når mærke, type og farve på filamenterne er identiske, etablerer systemet en automatisk genpåfyldningsrelation. Når det aktuelle filament løber tør, skifter printeren automatisk til et andet filament med samme egenskaber og fortsætter udskrivningen.
Bemærk: En automatisk genpåfyldningsrelation kan kun etableres, hvis begge identiske filamenter kommer fra den samme ekstruder, der er tilsluttet AMS'en, dvs. venstre til venstre og højre til højre. Hvis filamenterne kommer fra forskellige ekstrudere, kan der ikke etableres en automatisk genpåfyldningsrelation.
- AMS-opsætning: Når AMS 2 Pro tilsluttes H2D-printeren for første gang, kræver den opsætning for at registrere, hvilken side af ekstruderen AMS'en er tilsluttet.
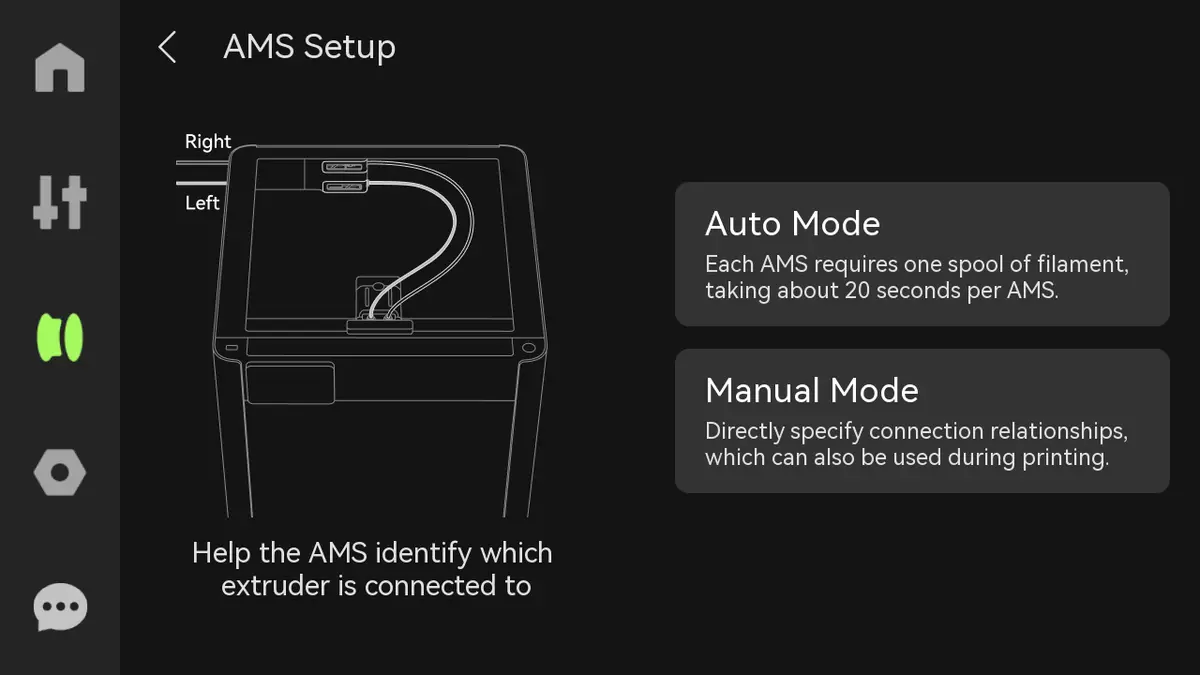
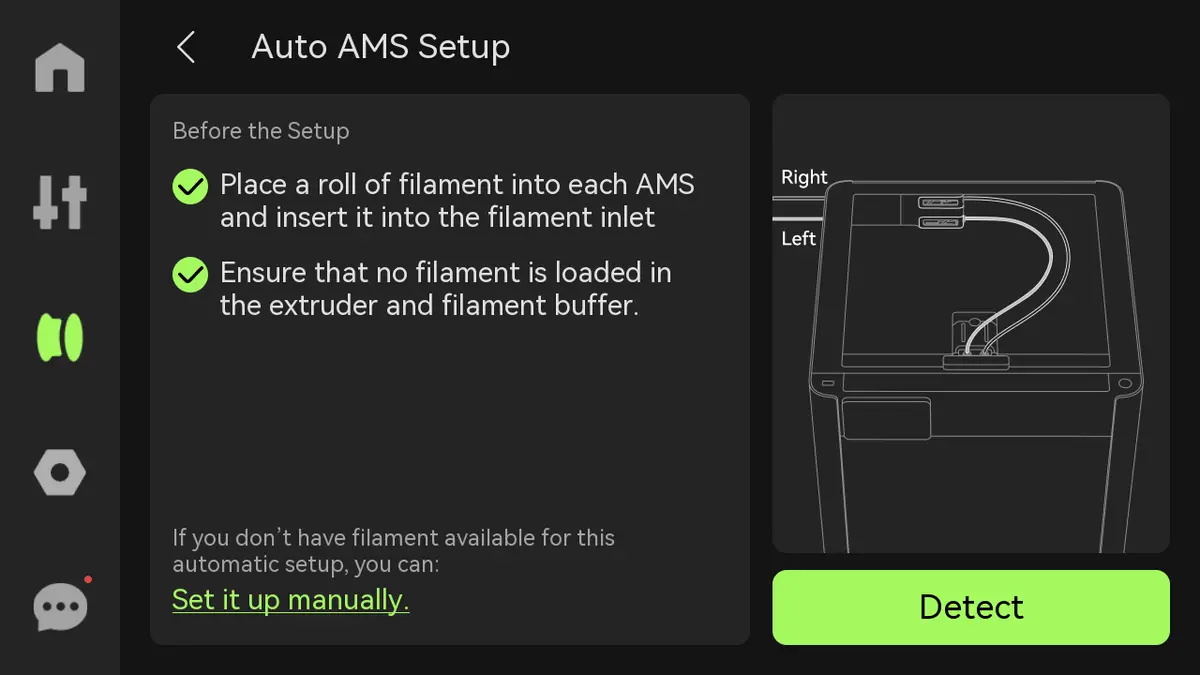
- Automatisk AMS-opsætning: AMS'en sender filamentet til ekstruderen. Hver venstre og højre ekstruder er udstyret med en Hall-sensor. Det signal, som Hall-sensoren udløser, bruges til at bestemme, hvilken ekstruder AMS'en er parret med.
Bemærk:
Sørg for, at filamentet er ført ind i AMS 2 Pro (et vilkårligt slot er fint).
Alt indført filament skal udtages på forhånd.
Sørg for, at der ikke er knækket filament i bufferen. Sørg for, at der ikke er rester af filament inde i filamentbufferen (for at undgå efterladt filament indeni).
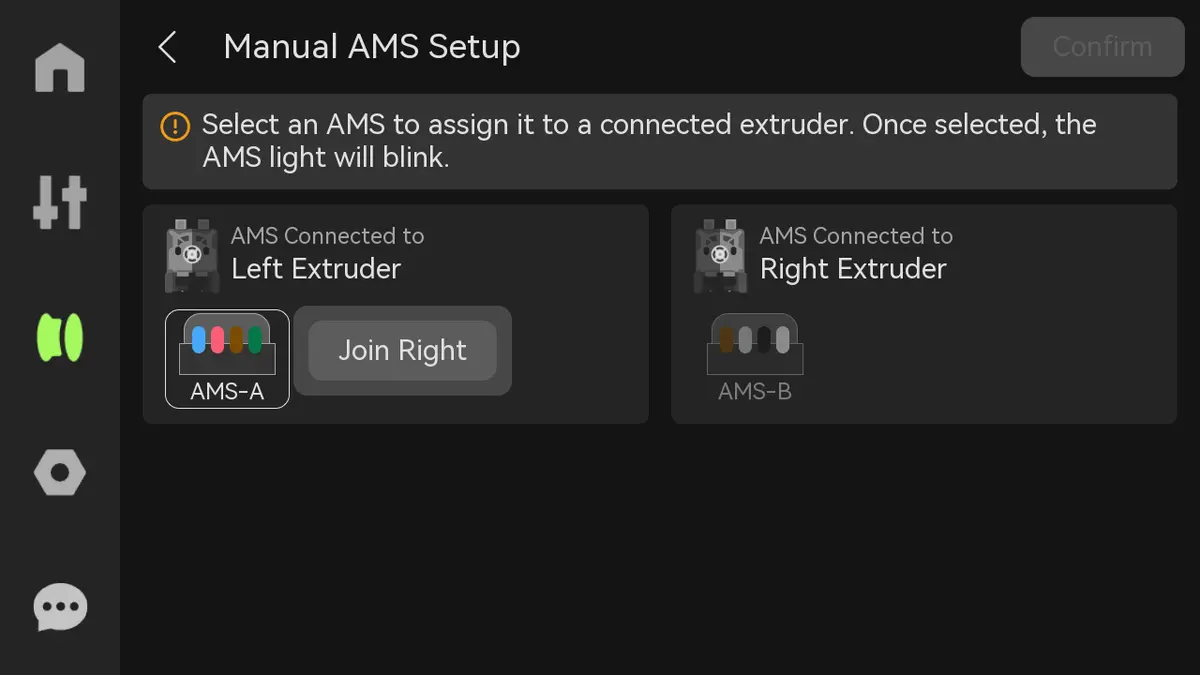
- Manuel AMS-opsætning: Juster manuelt parringsrelationen mellem AMS og ekstruder, når der ikke er filament i AMS'en. Når en AMS har sendt filamentet til ekstruderen, bliver dens ikon gråt (AMS-B i figuren nedenfor), og parringsrelationen med ekstruderen kan ikke ændres.
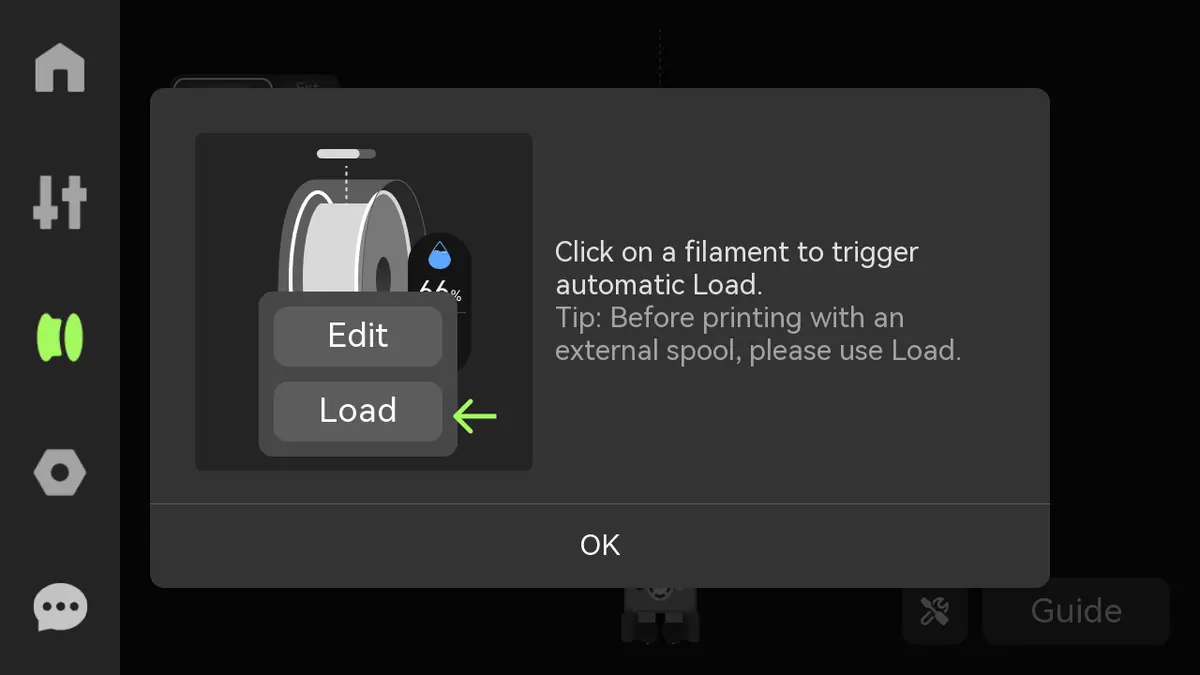
6. Vejledning
Instruktioner til indføring: Vælg et bestemt slot, klik på spoleikonet, og klik derefter på knappen Indfør for at udløse automatisk indføring.
For mere information om filamentsiden henvises til:
Introduktion til AMS 2 Pro-arbejdsgangen
Introduktion til AMS HT-arbejdsgang og funktioner
Indstillinger
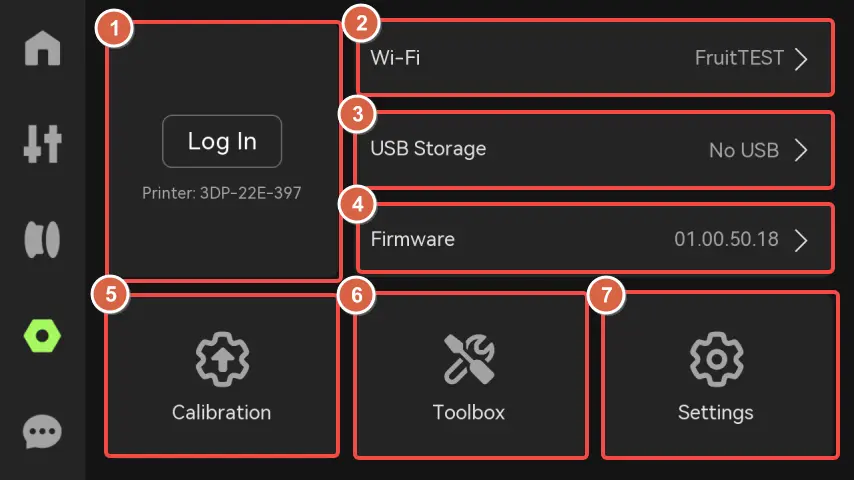
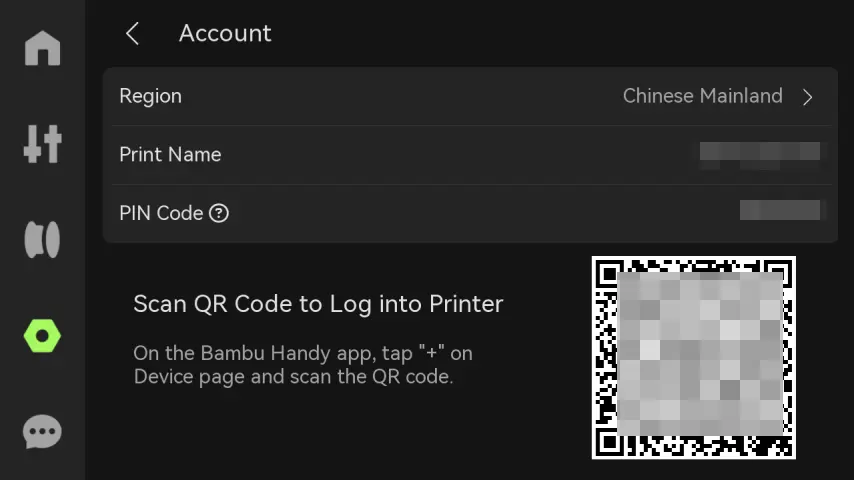
1. Konto
Åbn Bambu Handy, og scan koden for at få adgang til kontoen.
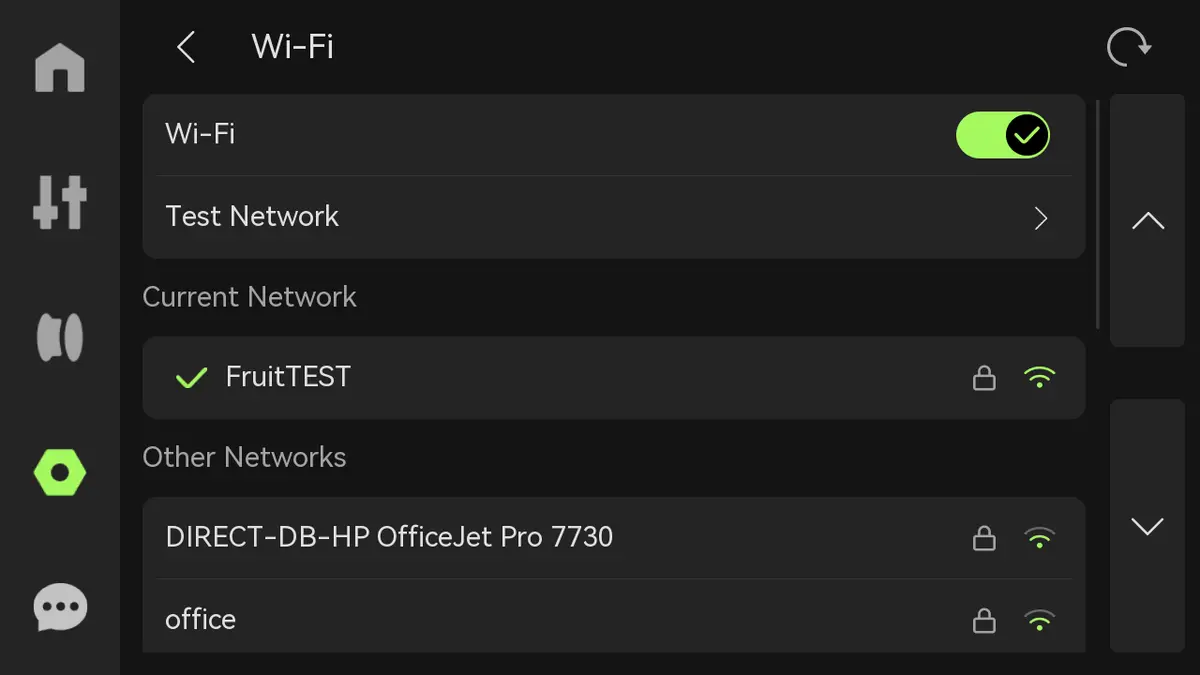
2. Wi-Fi
Konfigurer det trådløse netværk, se det aktuelle netværk, test netværket, eller se og tilføj andre netværk.
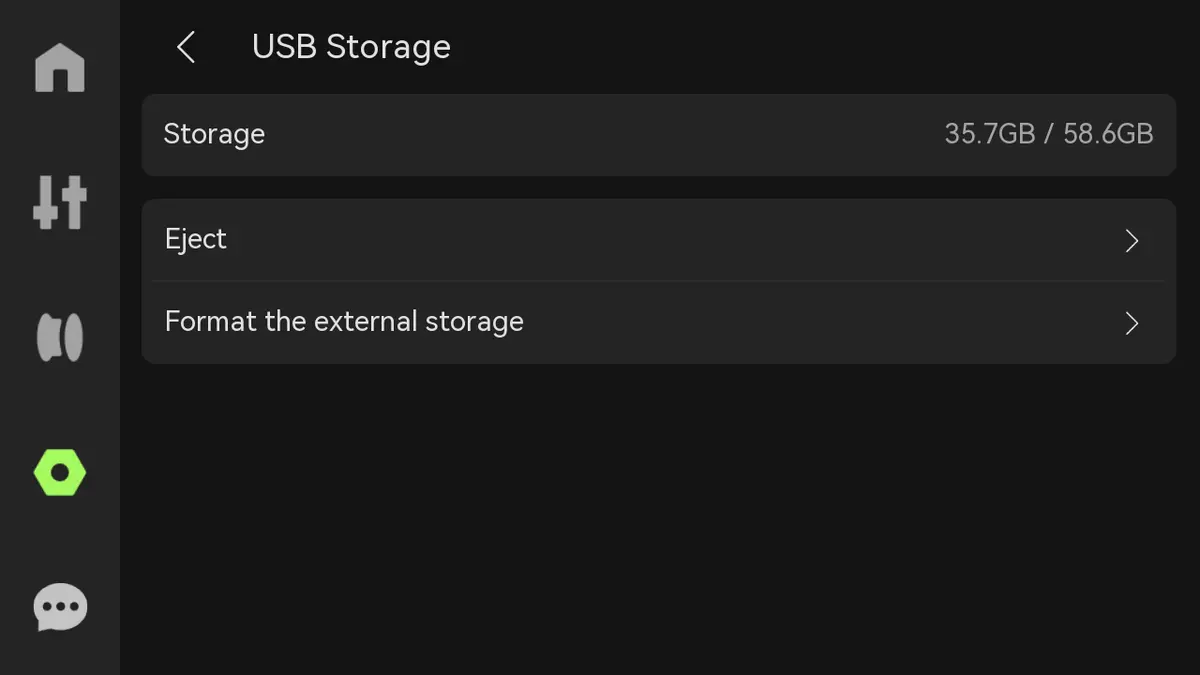
3. USB-lager
-
Lager: Viser den brugte kapacitet og maksimale kapacitet på USB-nøglen.
-
Skub ud: Klik på "Skub ud" for at fjerne USB-nøglen sikkert.
-
Formater eksternt lager: Når det er nulstillet, kan lageret ikke gendannes.
Bemærk: For specifikationer og anbefalinger til brug af USB-nøgle henvises til: Specifikationer og anbefalinger til brug af H2D USB-nøgler.
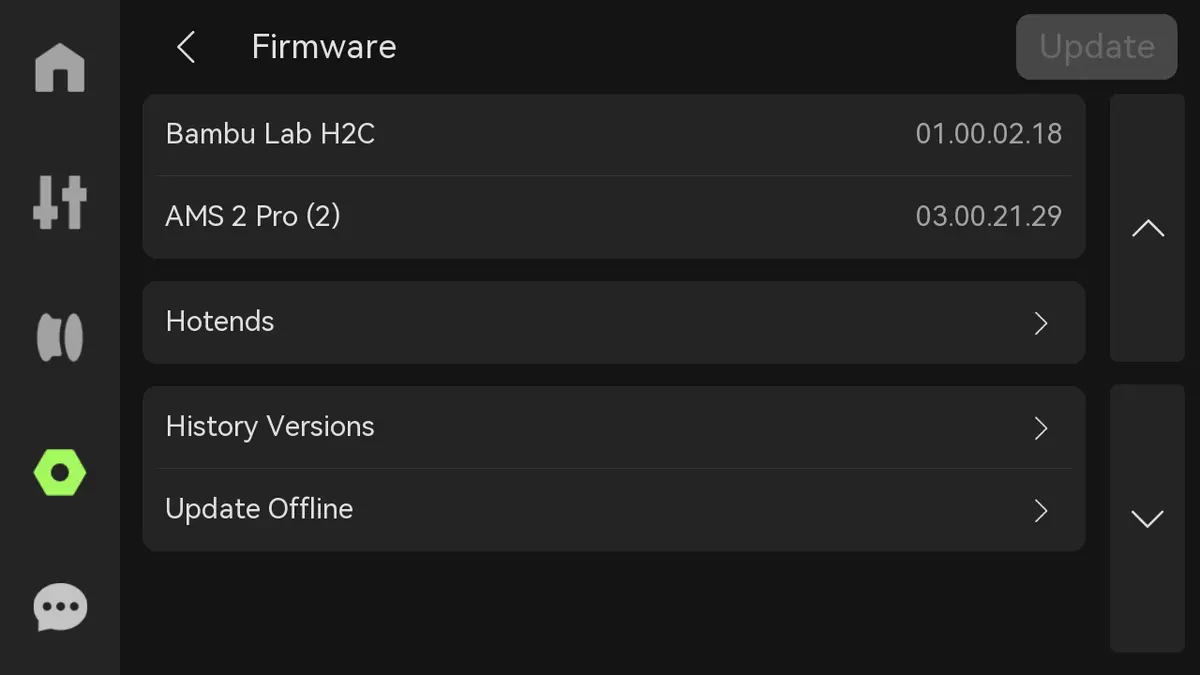
4. Firmware
Se enhedens aktuelle version og tidligere versioner, eller udfør offline-opdateringer. Hvis firmwaren skal opdateres, lyser knappen "Opdater" i øverste højre hjørne.
5. Kalibrering
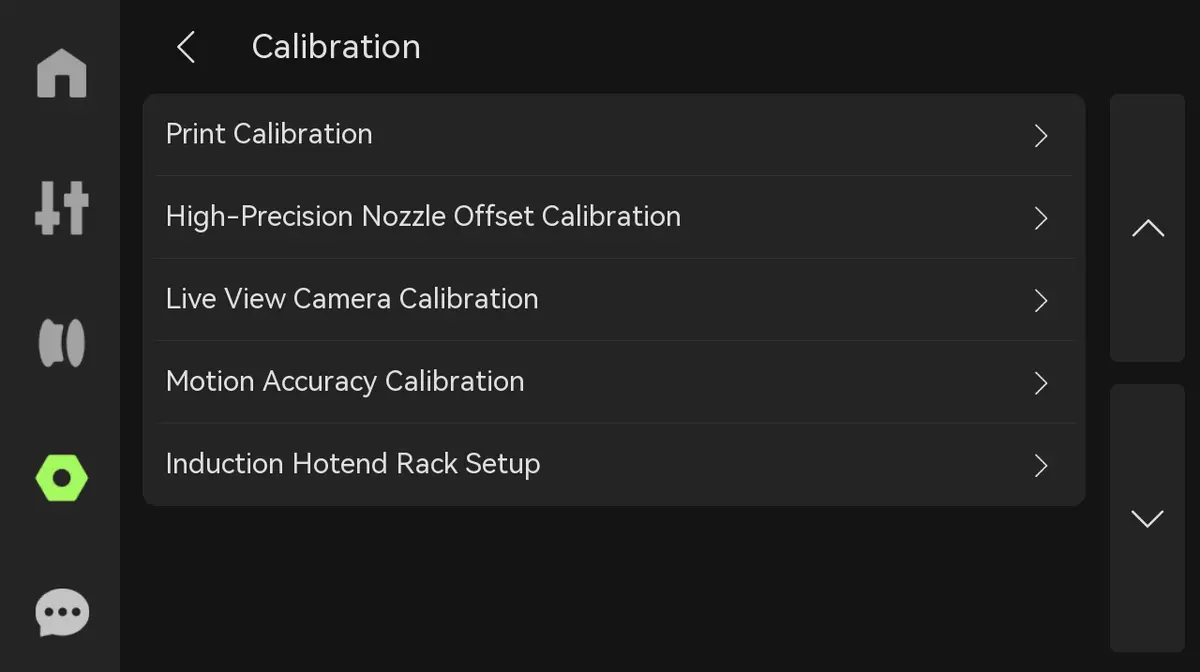
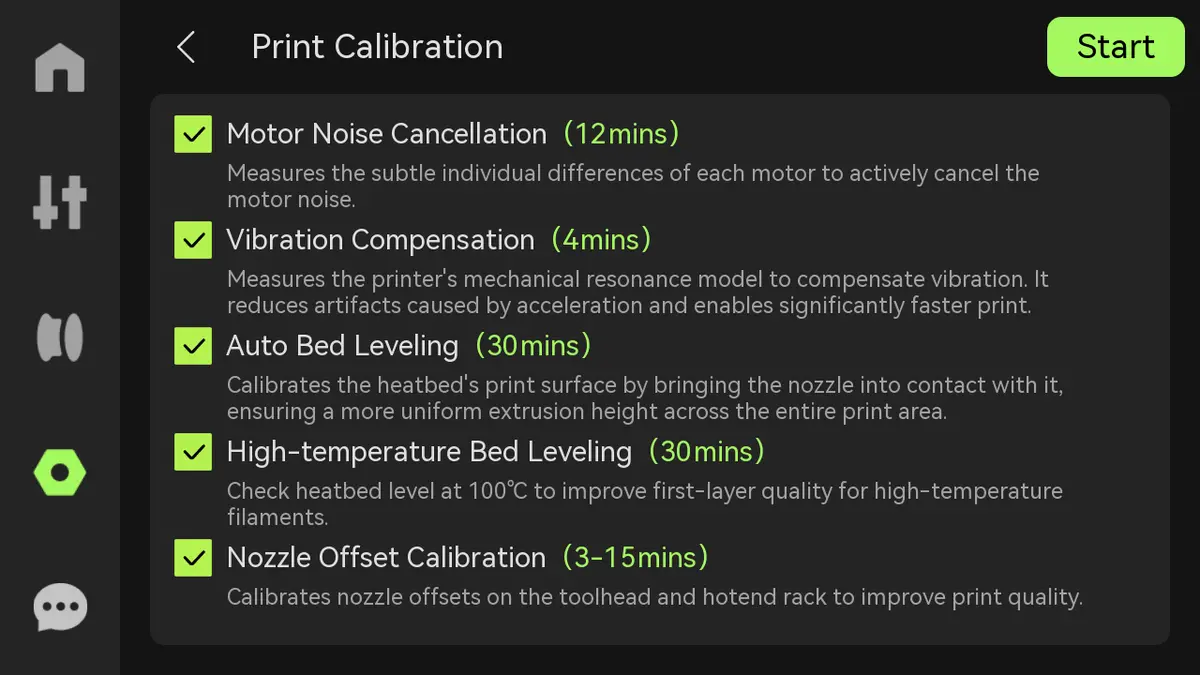
- Print-kalibrering: Omfatter motorstøjsdæmpning, vibrationskompensation, automatisk pladenivellering, højtemperatur-pladenivellering og kalibrering af dyseforskydning.
-
Motorstøjsdæmpning: Reducerer den støj, motoren genererer under print, især ved lange eller hurtige print. Ved at optimere motorens driftsalgoritme og styringsstrategi kan den ikke kun reducere støj, men også gøre printoverfladen jævnere og dermed forbedre det endelige printresultat.
-
Vibrationskompensation: Når der registreres vibrationer i realtid under print, kan toolheadets position automatisk justeres for at sikre printets nøjagtighed. Især ved print af komplekse eller detaljerede modeller kan denne kalibrering effektivt forhindre fejl forårsaget af vibrationer og sikre, at hvert lag udføres nøjagtigt.
-
Automatisk pladenivellering: Ved hjælp af intelligente algoritmer justeres afstanden mellem dysen og byggepladen for at sikre, at afstanden i hvert hjørne er ens, hvilket effektivt kan undgå printfejl forårsaget af en ujævn varmeplade og dermed forbedre printnøjagtigheden.
-
Højtemperatur-pladenivellering: Før print med højtemperatur-filamenter som ABS/ASA/PC/PA kan kalibrering af varmepladen ved høj temperatur sikre, at varmepladen forbliver stabil i et varmt miljø, hvilket effektivt forhindrer krympning eller dårlig vedhæftning af det første lag og forbedrer kvaliteten af det første lag.
-
Kalibrering af dyseforskydning: Hvis placeringen af de to dyser er forskudt, kan det medføre, at modellen bliver fejljusteret eller lagforskudt under print. Hvis du opdager, at modellen har en tydelig lagforskydning efter dyseskift under print, anbefales det at udføre en kalibrering af dyseforskydning. Denne proces kalibrerer toolheadets hotend og hvert hotend på holderen ved hjælp af hvirvelstrømssensoren i toolheadet og sensoren til kalibrering af dyseforskydning bag varmepladen for at sikre dysepositionens nøjagtighed og dermed forbedre printets kvalitet og nøjagtighed. Med effektiv kalibrering kan du reducere printfejl og sikre perfekt justering af hvert lag.
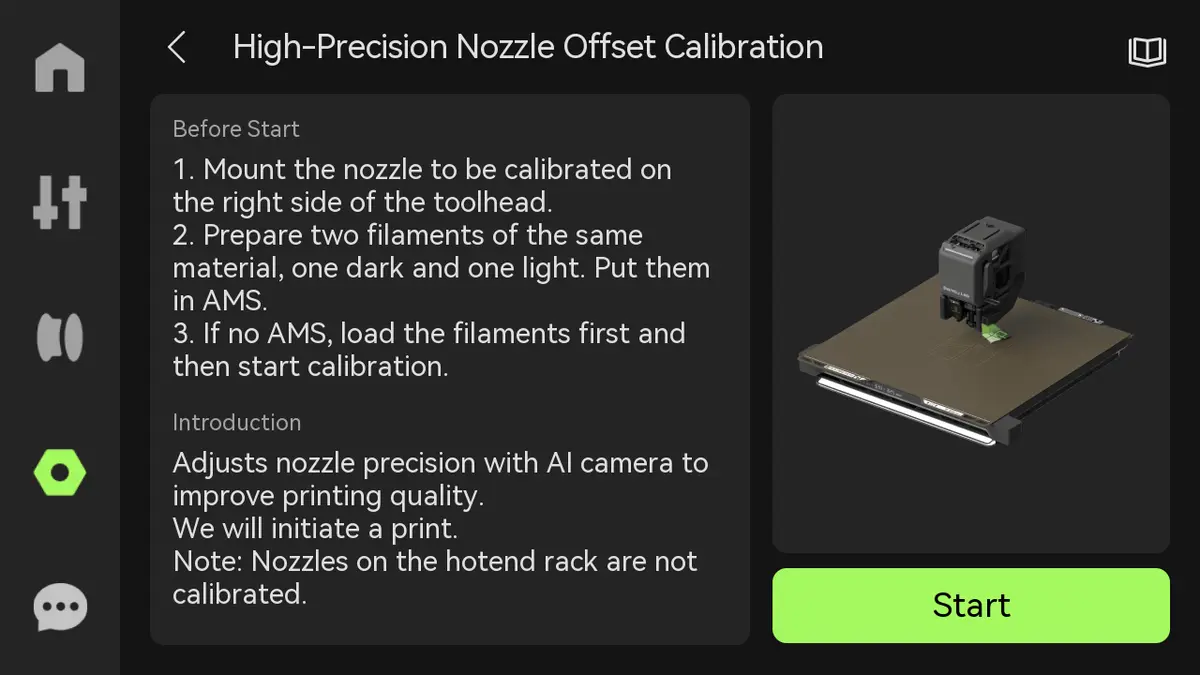
- Højpræcisions-kalibrering af dyseforskydning: Indfør to filamenter, ét mørkt og ét lyst, i hver sin dyse, og brug AI-baseret visuel inspektionsteknologi til præcist at kalibrere forskydningen af de to dyser i XY-retningen for at forbedre printkvalitet og nøjagtighed. Denne handling kalibrerer ikke hotendene på hotend-holderen.
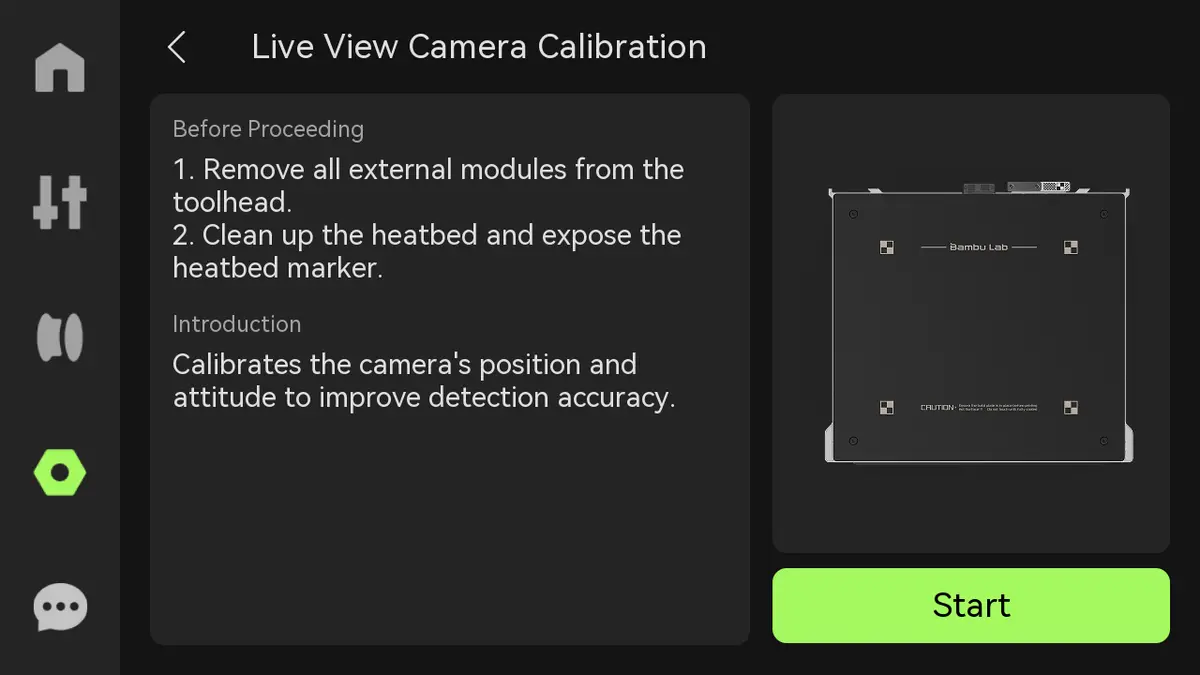
- Kalibrering af live view-kamera: Ved at identificere bestemte markeringer på varmepladen og kalibrere live view-kameraets position og vinkel kan detekteringsfejl forårsaget af kameraets synsvinkelafvigelse og positionsfejl reduceres, hvilket markant forbedrer detekteringsnøjagtigheden og giver højere kvalitet i billedoptagelsen.
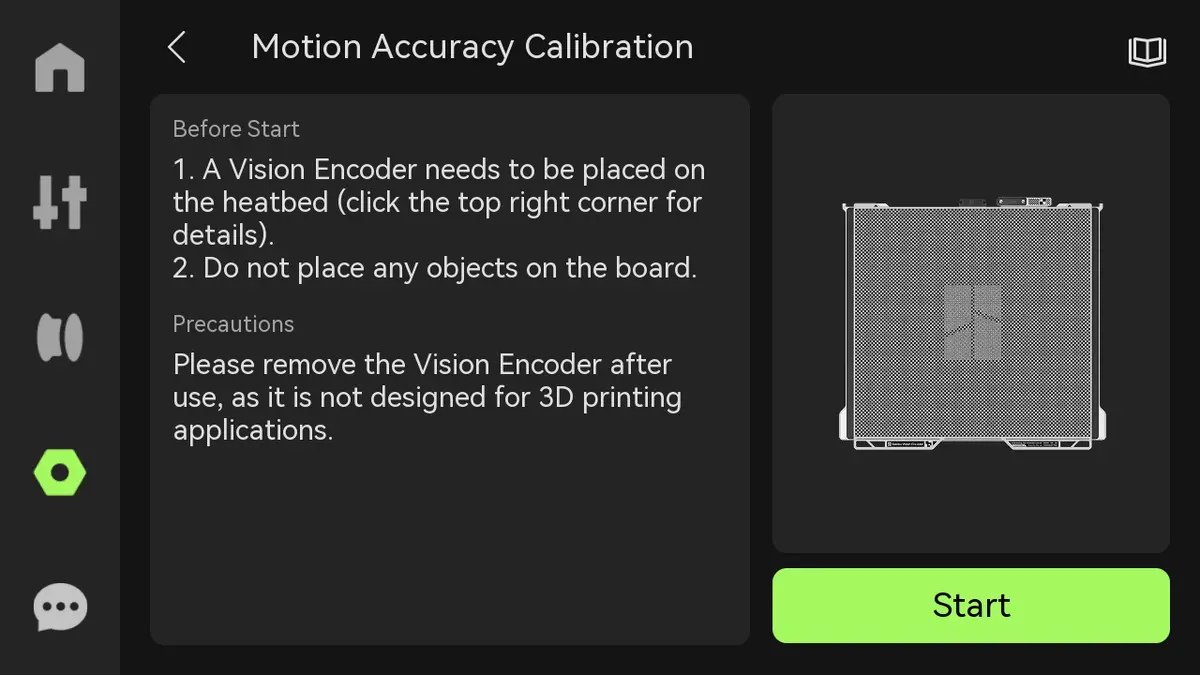
- Kalibrering af bevægelsesnøjagtighed: Beregnet til brugere med høje krav til printkvalitet. Den har til formål at løse problemet med absolut positionering i 3D-printprocessen og dermed forbedre printnøjagtigheden, især ved storskala-print. Gennem denne proces kan bevægelseshysterese og bevægelsesforvrængning dæmpes markant, hvilket sikrer et mere nøjagtigt print.
Bemærk: For mere information om kalibrering af bevægelsesnøjagtighed henvises til: Kalibrering af bevægelsesnøjagtighed.
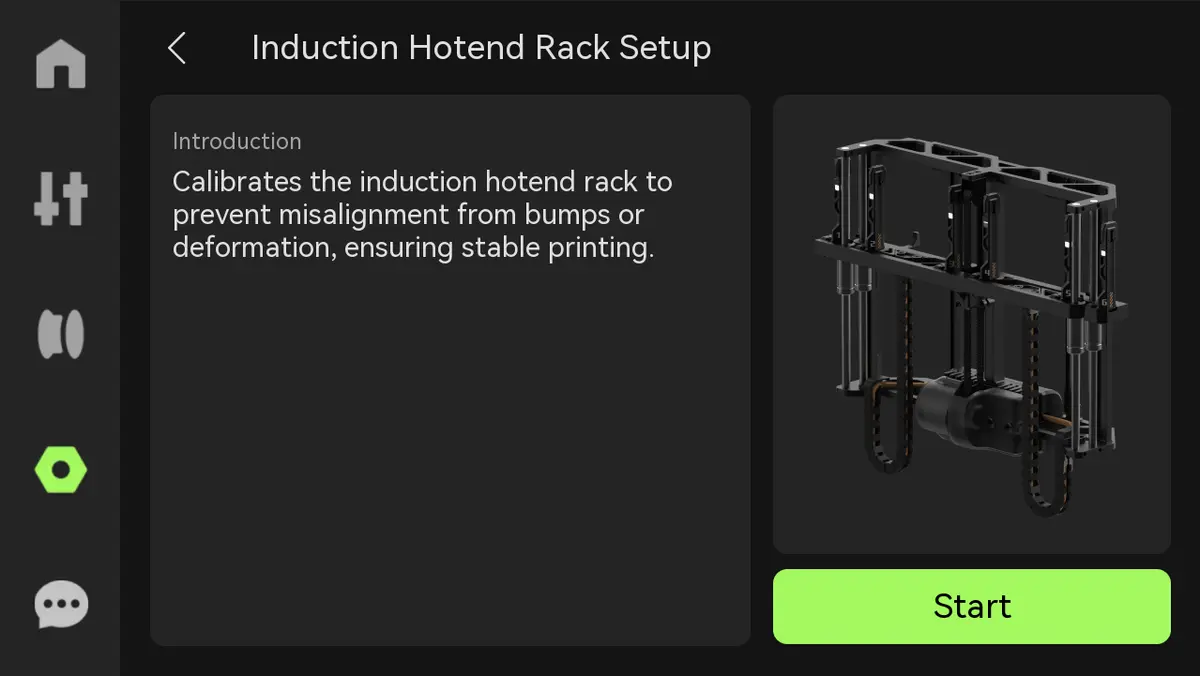
- Opsætning af induktionshotend-holder: Opsætningsprocessen sikrer, at toolheadet kan positionere hotend-holderen nøjagtigt ved skift af hotends og dermed undgå printfejl forårsaget af deformation af holderen.
6. Værktøjskasse
- Tør filament: Vælg filamenttype, indstil tørretemperatur og varighed, og tør filamentet.

- Rengøring af XYZ-akser: Regelmæssig rengøring af de lineære stænger forhindrer ophobning af snavs, sikrer korrekt drift og forlænger udstyrets levetid. Statuslinjen i venstre side af skærmen falder, efterhånden som den lineære stang bliver renere. Hvis statuslinjen bliver rød, er rengøring nødvendig. Detaljerede instruktioner findes via QR-koden til højre.
- Smøring af spindler: Spindlerne kræver regelmæssig smøring for at sikre en jævn op- og nedadgående bevægelse af varmepladen.
- Rengøring af lasermodul: Regelmæssig rengøring af lasermodulet forhindrer ophobning af pulver og snavs, sikrer normal drift af udstyret og forlænger dets levetid. Printeren vurderer graden af forurening ud fra den samlede arbejdstid og lasertype i Bambu Suite. Længden af den grønne statuslinje i venstre side af skærmen falder, efterhånden som lasermodulet rengøres; hvis statuslinjen bliver rød og viser "Rengøring kræves omgående", er rengøring nødvendig. Specifikke vejledninger kan hentes via QR-koden til højre. Se: Anbefalinger til regelmæssig vedligeholdelse af 10W lasermodul.
- Vedligeholdelse af induktionshotend-holder og lås: Med tiden kan der ophobe sig støv på hotend-holderen og låsen, hvilket påvirker låsefunktionen ved hotend-skift. Smøring af hotend-holderen og låsen reducerer slitage på komponenterne og sikrer en højere succesrate ved dyseskift.
- Vedligeholdelse med cold pull af dysen: Når ekstrudermotoren ofte overbelastes og rapporterer fejl ved normalt printflow, betyder det, at modstanden i dysen er for stor, og at den skal rengøres omgående; da TPU samtidig er ekstremt følsom over for dysemodstand, anbefales det at udføre cold pull-rengøring af dysen før print af TPU, hvis dysen tidligere har været brugt til print af andre filamenter, så et glat print sikres. For detaljer om cold pull-vedligeholdelse af dysen henvises til: Cold pull-vedligeholdelse og rengøring af H2D-dyse.
7. Indstillinger
 |
 |
Printindstillinger
 |
 |
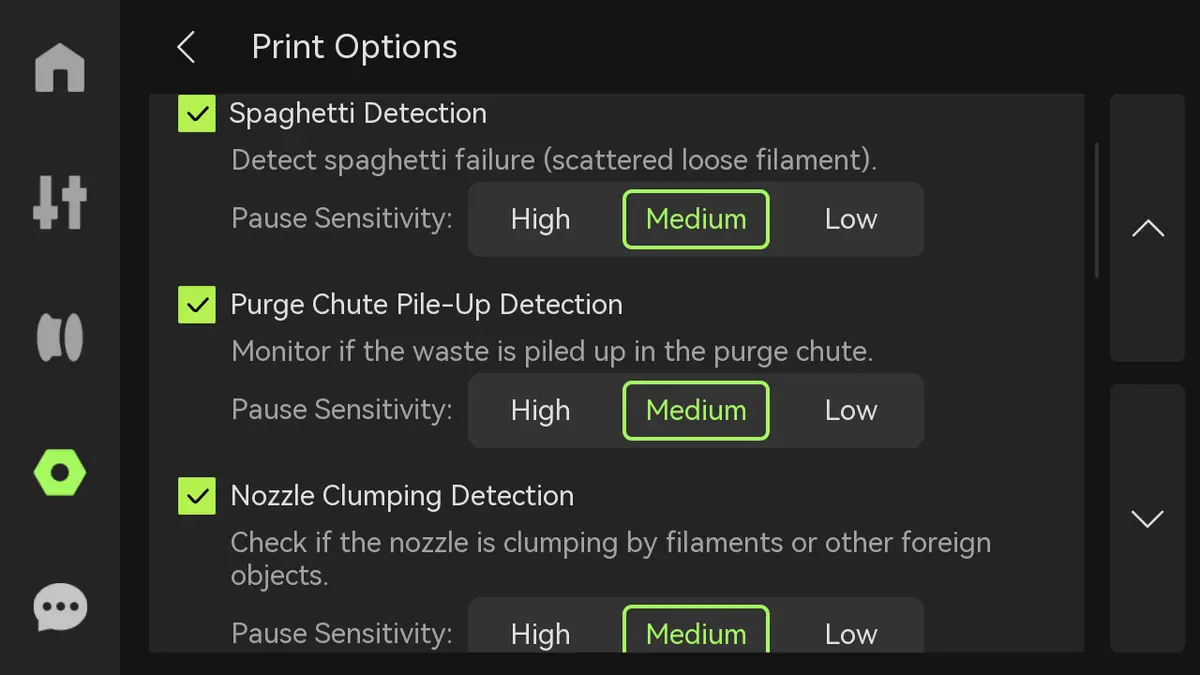
- AI-detektion
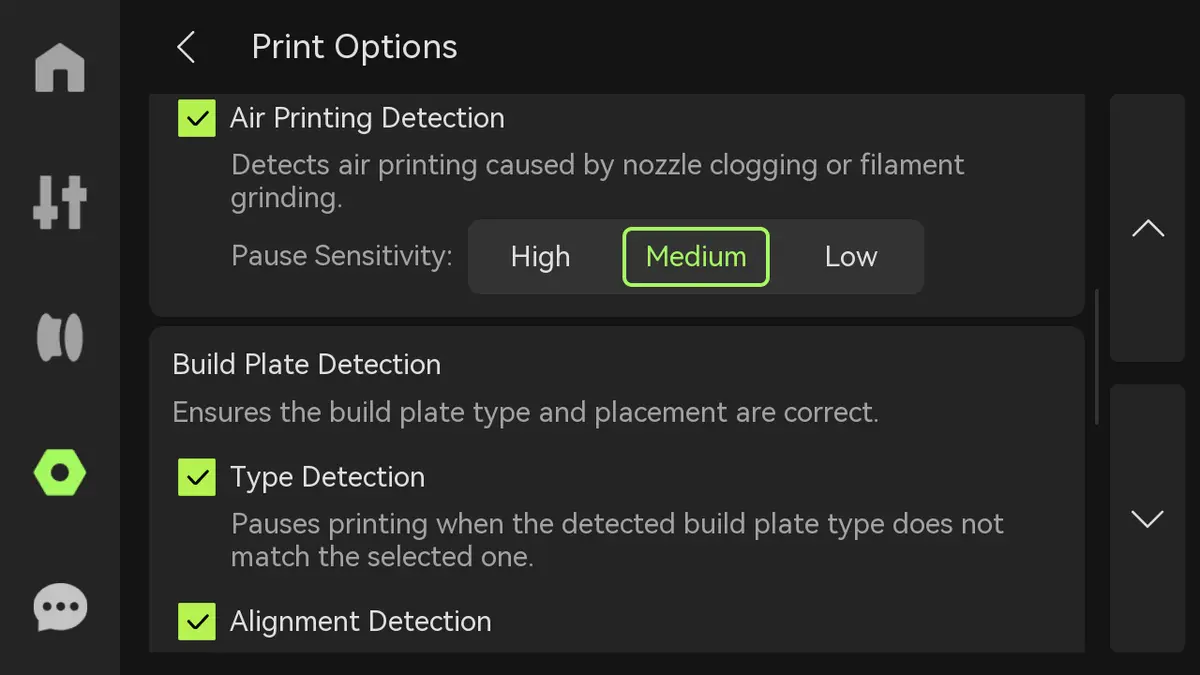
H2C er udstyret med intelligente sensormoduler som en servo-ekstrudermotor, buffer, live view-kamera og fugleperspektiv-kamera (ekstraudstyr) og understøtter dermed en række intelligente detekteringsfunktioner, herunder spaghetti-detektion, detektion af ophobning i affaldsskakten, detektion af klumpning ved dysen (detektion via live view-kamera) og detektion af tomgangsprint (detektion via servo-ekstrudermotor). Pausefølsomheden er opdelt i høj (pause med det samme, når små problemer opdages), mellem (pause når et problem af en vis grad opstår) og lav (pause kun ved en tydelig fejl) for at tilpasse sig forskellige behov for printkvalitet.
- Detektion af byggeplade
Live view-kameraet kan udføre typedetektion og justeringsdetektion af byggepladen på varmepladen.
-
Typedetektion: Hvis den faktisk anvendte byggeplade ikke matcher byggepladen i slice-filen, stoppes udskrivningen med det samme for at undgå printfejl.
-
Justeringsdetektion: Hvis byggepladens markeringer ikke er inden for det foruddefinerede område, stopper printeren automatisk udskrivningen for at undgå printfejl forårsaget af, at byggepladen ikke er placeret eller er placeret forkert.
Bemærk: For mere information om visuel detektion henvises til: Introduktion til intelligent detektion på H2D/H2C.
 |
 |
-
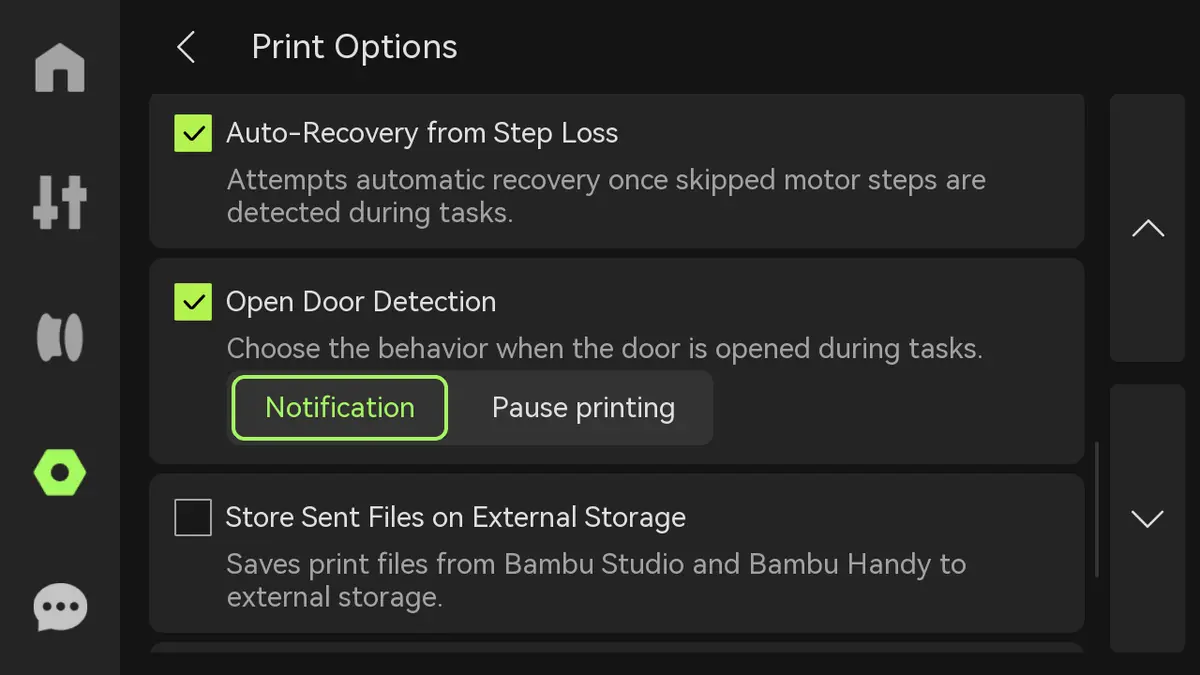
Automatisk gendannelse ved tabte trin: Når motoren registrerer en positionsforskydning (tabt trin), repositioneres X-aksen, Y-aksen og Z-aksen og føres tilbage til positionen før forskydningen for at fortsætte med at udføre den uafsluttede G-kode og dermed sikre printkvaliteten.
-
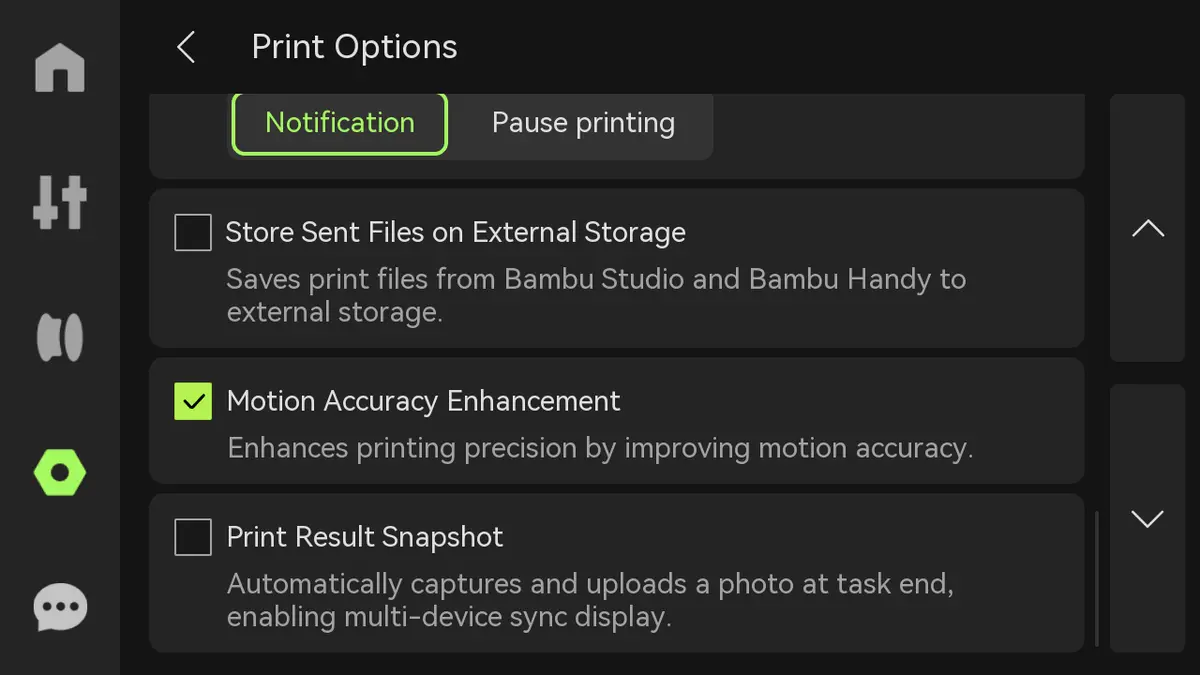
Detektion af åben dør: Når funktionen er slået til, registrerer printeren, om den forreste glasdør er åben, og du kan vælge at udløse en notifikation eller sætte printet på pause, når døren åbnes.
-
Gem sendte filer på eksternt lager: Hvis udskrivning startes via skyen, caches printfilerne i det eksterne lager.
-
Forbedring af bevægelsesnøjagtighed: Beregnet til brugere med høje krav til printkvalitet. Den har til formål at løse problemet med absolut positionering i 3D-printprocessen og dermed forbedre printnøjagtigheden, især ved print i stort format. Gennem denne proces kan bevægelseshysterese og bevægelsesforvrængning dæmpes markant, hvilket sikrer et mere nøjagtigt print.
-
Snapshot af printresultat: Når printopgaven er fuldført, tager printeren automatisk et billede af printet og uploader det til skyen. Dette billede vises synkront i pop op-vinduet for fuldført print i Bambu Handy.
AMS-indstillinger
 |
 |
-
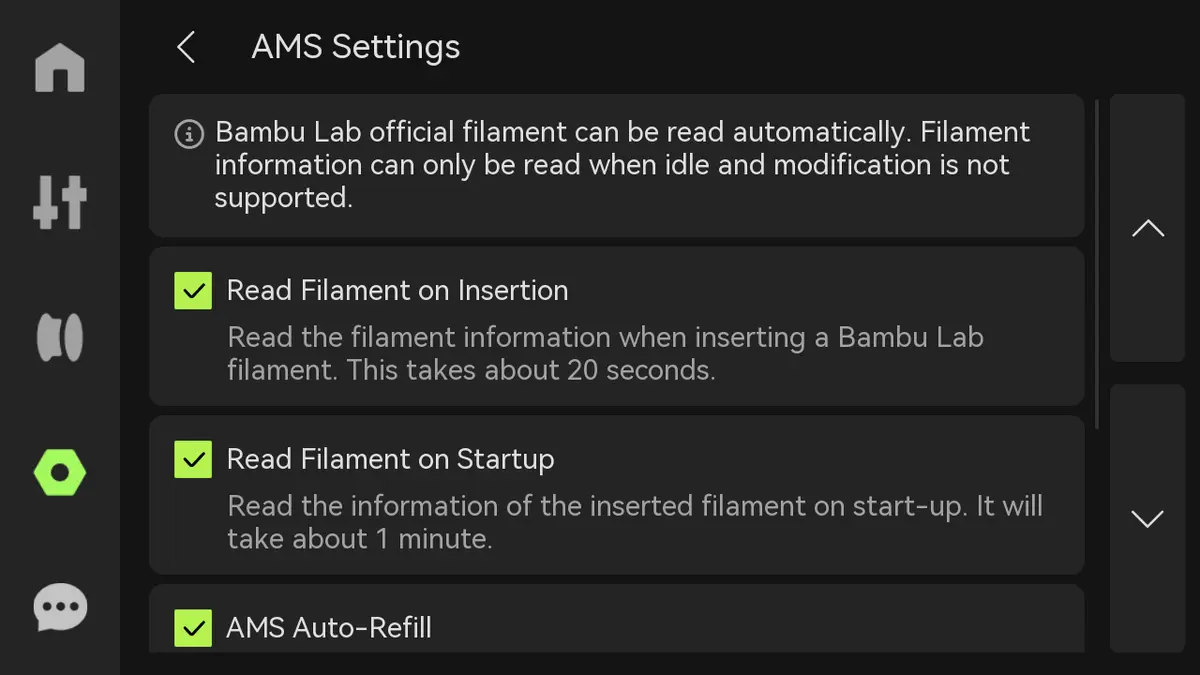
Aflæs filament ved indføring: Når du fører filamenter ind til forindlæsning, udfører AMS'en en RFID-aflæsning.
-
Aflæs filament ved opstart: Hver gang du genstarter printeren, aflæser AMS'en automatisk oplysningerne om de indførte filamenter (aflæsningsprocessen roterer filamenterne).
-
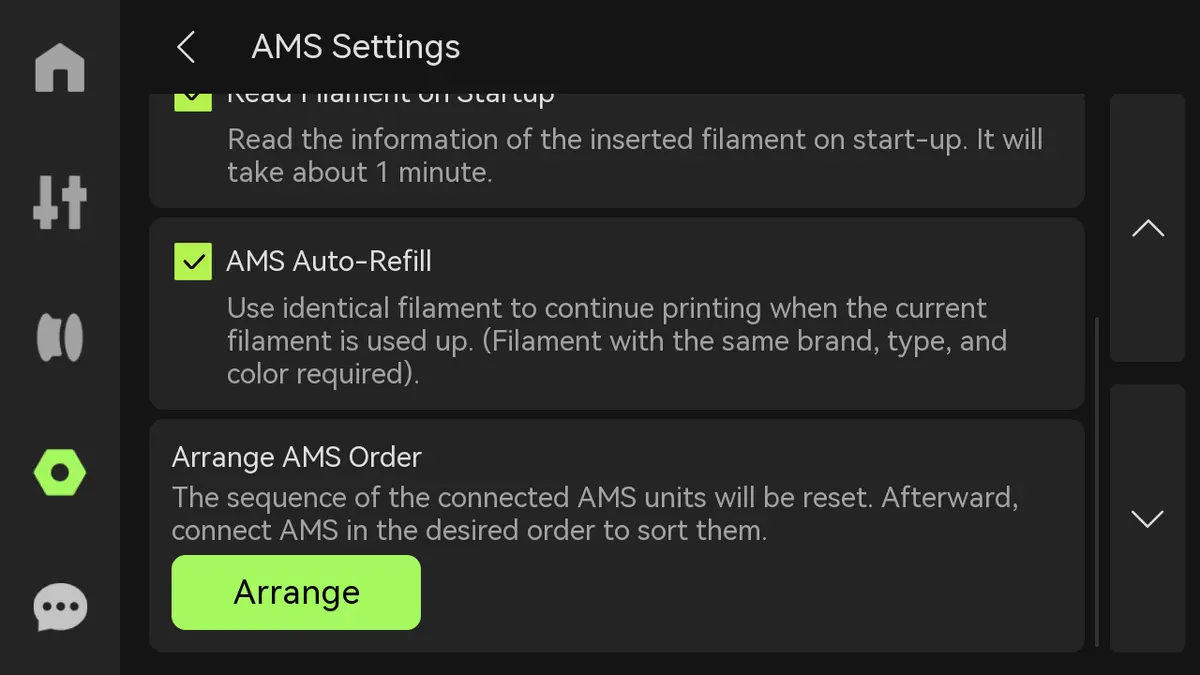
Automatisk AMS-genpåfyldning: Når filamentet i ét slot i AMS'en løber tør, kan den automatisk skifte til filament med samme egenskaber i andre slots. Disse egenskaber omfatter mærke, type, farve og dysetemperatur. Sørg for at konfigurere oplysningerne for alle filamenter før print, så kravene til automatisk genpåfyldning opfyldes.
-
Arranger AMS-rækkefølge: Hver AMS tildeles en rækkefølge, som vises på skærmen. Formålet med at tildele et AMS-ID er at gøre det nemmere at identificere deres forbindelser. Logikken for tildeling af ID'er er: den, der er direkte forbundet til printeren, er AMS-A, den, der er forbundet til AMS-B, er AMS-C, og så videre. Hvis du har brug for at ændre rækkefølgen af AMS'erne, kan du klikke på "Arranger", hvilket nulstiller rækkefølgeoplysningerne for AMS'erne. Når nulstillingen er gennemført, skal du forbinde AMS'erne i rækkefølge efter behov.
Video
Indstil videoopløsningen. Højere opløsning kræver mere lagerplads.
Automatisk dvale
Vælg, hvor lang tid der skal gå, før printeren automatisk går i dvale.
Lyd
Hvis du slår denne mulighed til, udsender printeren en lyd, når den tændes, når print starter, og når print slutter.
Statusindikator
Bruges til at vise printerens tilstand og printopgavens status.

Lavenergitilstand
Lavenergitilstand er beregnet til brugere med begrænset effektkapacitet. Når den er slået til, fordeler printeren intelligent den samlede effekt fra AC-varmemodulerne (herunder varmepladen og kammerets varmeelementer) og begrænser hele maskinens spidseffekt til cirka 860W for at tilpasse sig det lavere strømforbrug i private elinstallationer og sikre stabilt print.
Denne tilstand begrænser kun enhedens maksimale effekt for at forbedre kompatibiliteten med lavenergikredsløb og reducerer ikke det samlede energiforbrug. Når den er slået til, reduceres opvarmningshastigheden for varmepladen og kammeret tilsvarende.
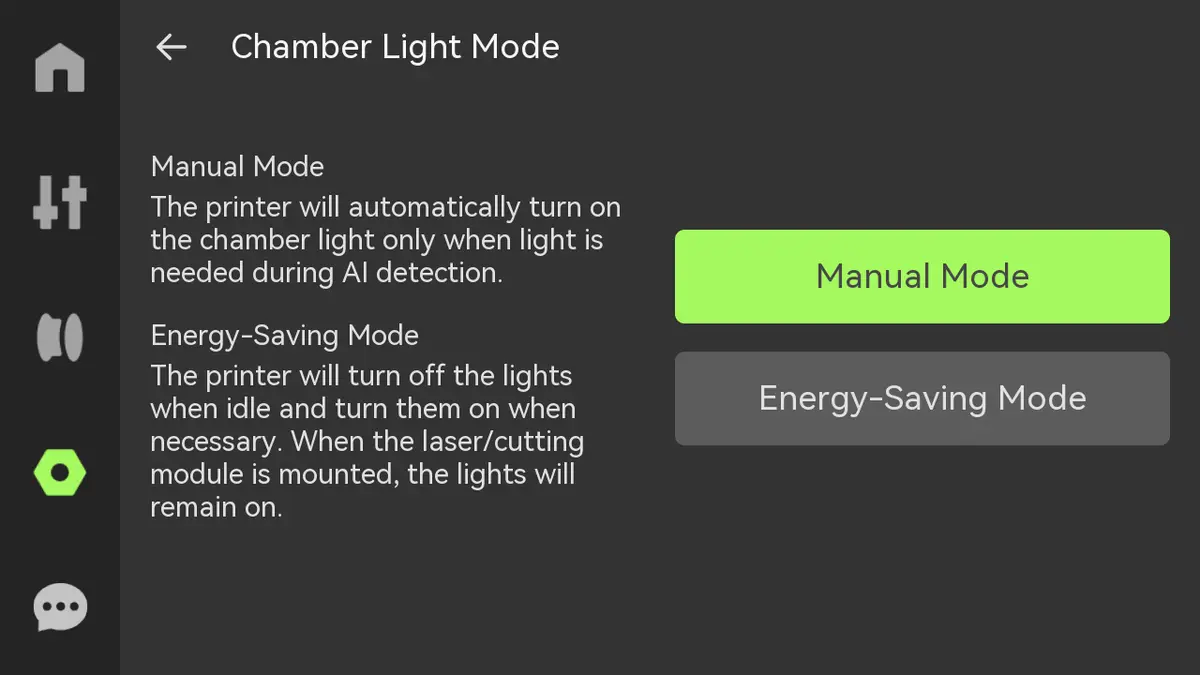
Kammerlys-tilstand
Du kan vælge manuel tilstand eller energibesparende tilstand efter dit faktiske behov.
Sprog
Vælg det sprog, printerens skærm vises på.
Enhed og serienummer
Se enhedens navn, enhedens brugstid, serienummer og hotend-oplysninger. Vælg, om du vil deltage i programmet til forbedring af brugeroplevelsen. Når det er slået til, kan maskindata (såsom printtid, fejloplysninger osv.) uploades til den officielle backend til efterfølgende statistik og forbedringer.

Kun LAN
Når funktionen er slået til, kan printeren kun tilsluttes og tilgås inden for det lokale netværk og kan ikke tilgås eller styres eksternt via internettet. Hvis flere enheder er tilsluttet via det samme LAN, er live view eller deling af data mulig.

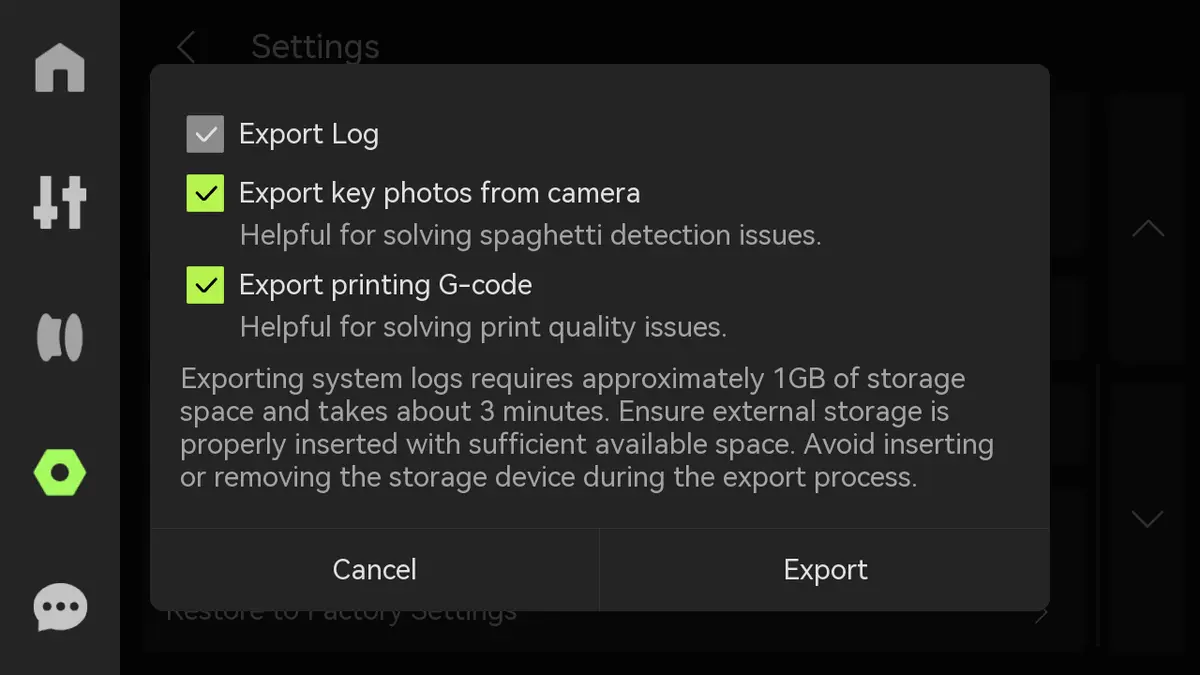
Eksporter log til eksternt lager
Vælg efter behov, om du vil eksportere alle logfiler, nøglebilleder (til at vurdere problemer med mikroradar og spaghetti) og G-kode (til at vurdere problemer med printkvalitet).
Gendan fabriksindstillinger
Nulstil printeren til fabriksindstillingerne. Når den er nulstillet, kan indstillingerne ikke gendannes.
Assistent
Hvis der er et problem med printeren, vises en fejlmeddelelse her.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til H2C-guides