HMS_0300-0900-0002-0004 Ekstruderingsmodstanden er unormal. Ekstruderen kan være tilstoppet, der kan sidde filament fast i værktøjshovedet, eller det eksternt monterede filament kan være filtret.
Problembeskrivelse
Under print med PLA, PETG eller TPU overvåger systemet i realtid ændringer i ekstruderingsmotorens ekstruderingsmodstand. Når der registreres unormal ekstruderingsmodstand, sætter printeren print på pause og kræver fejlfinding, før printet kan genoptages.
Årsager til fejlen omfatter:
-
Filament, der har sat sig fast inde i værktøjshovedet
-
Tilstopning af dysen
-
Uoverensstemmelse mellem den filamenttype, der er valgt i slicer-softwaren (PLA, PETG eller TPU), og det filament, der faktisk bruges (PLA og PETG omfatter ikke PLA-CF og PETG-CF)
-
Filtring af filament, når der bruges en ekstern spole (Bemærk: For TPU-filament på eksterne spoler kan filtring få filamentet til at blive tyndere ved ekstruderens bidepunkt uden at øge ekstruderingsmodstanden, hvilket kan undgå registrering)
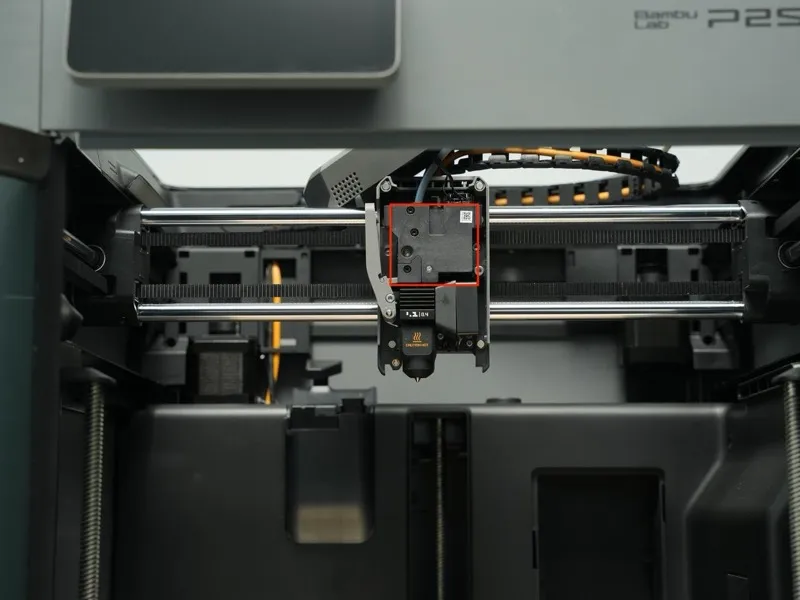 Ekstruder |
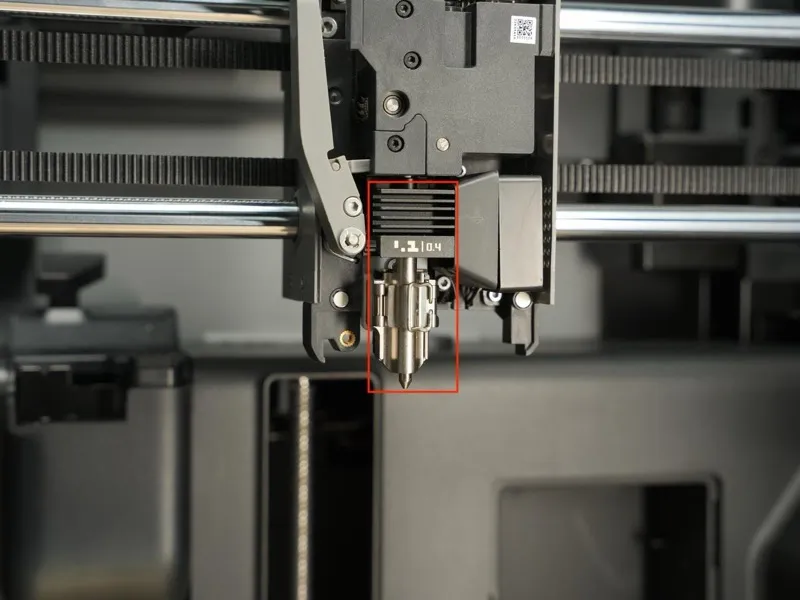 Dyse |
Fejlfinding
Vigtigt: Sørg for, at printeren er slukket, før du afmonterer værktøjshovedet.
Værktøj, udstyr og materialer
-
H2.0 unbrakonøgle
-
H1.5 unbrakonøgle
-
Skævbider/saks
-
Spidstang
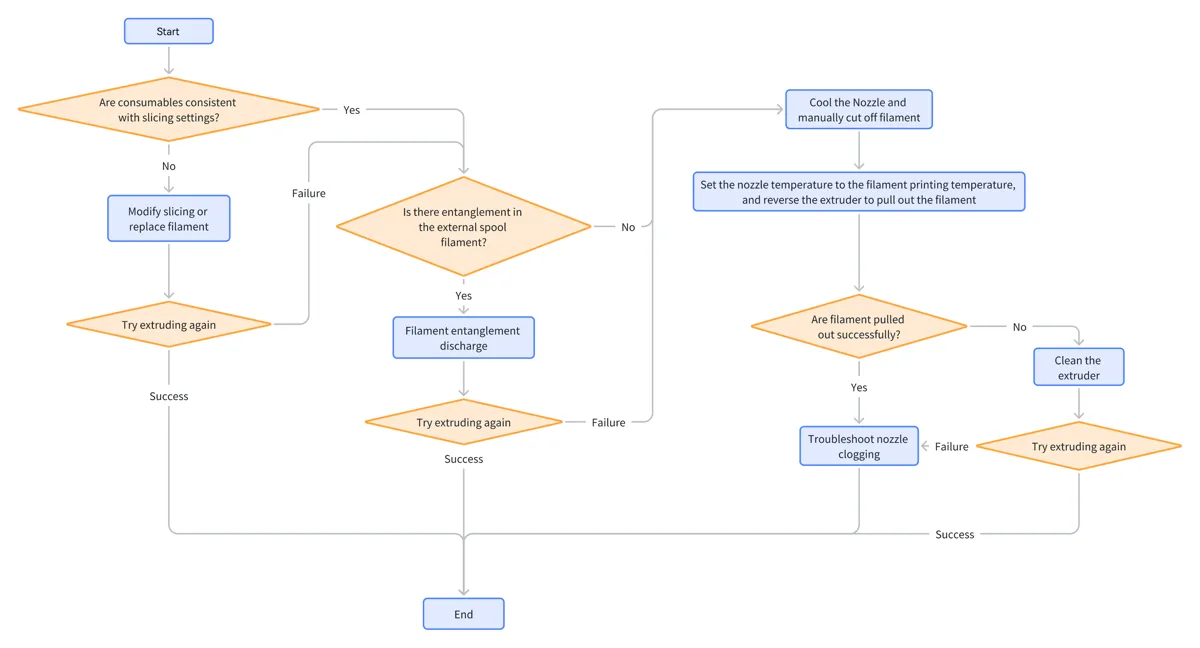
Fejlisoleringsproces
Detaljerede løsningstrin findes nedenfor.
Fejlfindingstiltag
Du kan tilpasse rækkefølgen af fejlfindingstiltagene efter de faktiske forhold.
Trin 1. Sørg for, at det faktiske filament svarer til det, der er valgt i slicer-softwaren
Hvis der er uoverensstemmelse mellem det slicede og det faktiske filament, skal du gøre et af følgende:
- Ret slicer-parametrene, så de passer til den aktuelt anvendte filamenttype
- Udskift filamentet, så det passer til de parametre, der er valgt i slicer-softwaren
Forsøg derefter ekstrudering igen. Hvis det stadig mislykkes, gå videre til Trin 2.
Trin 2. Sørg for, at filament fra ekstern spole ikke filtrer
Filament fra eksterne spoler kan filtre. For specifikke kontrolmetoder, se Ekstern spole tilsluttet venstre ekstruder kan være filtret eller sidde fast.. Forsøg ekstrudering igen efter kontrollen. Hvis det stadig mislykkes, fortsæt til Trin 3.
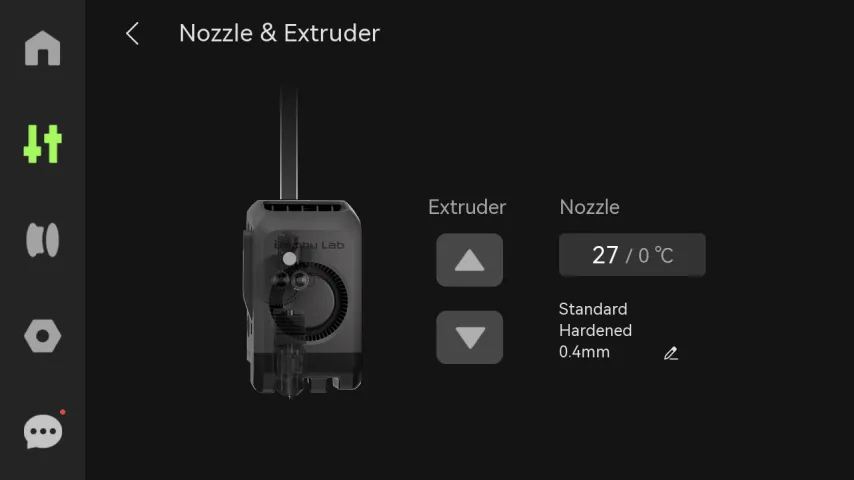
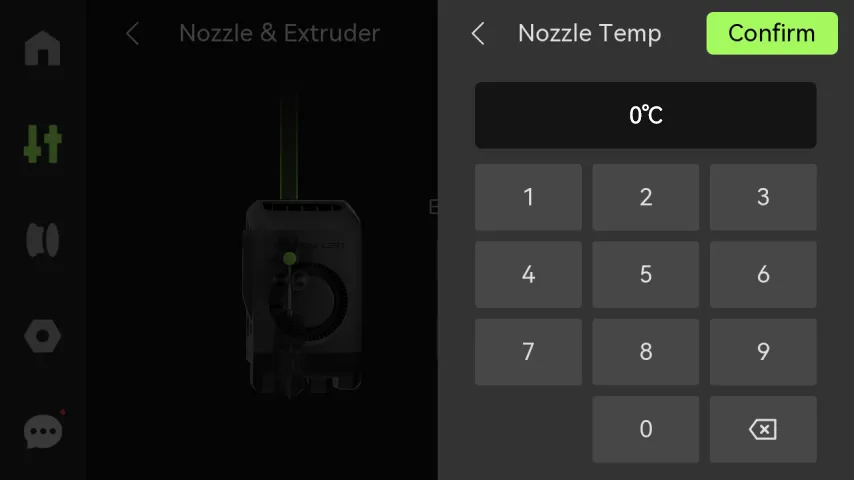
Trin 3. Sænk dysetemperaturen, og skær filamentet over manuelt
- Sæt dysetemperaturen til 0°C, og vent, til den er kølet ned til stuetemperatur
 |
 |
- Tryk på klipperen for at skære filamentet over
Trin 4. Øg dysetemperaturen, og forsøg at trække filamentet tilbage
-
Sæt dysetemperaturen til den printtemperatur, der svarer til den aktuelle filamenttype, og vent, til den når den indstillede temperatur
-
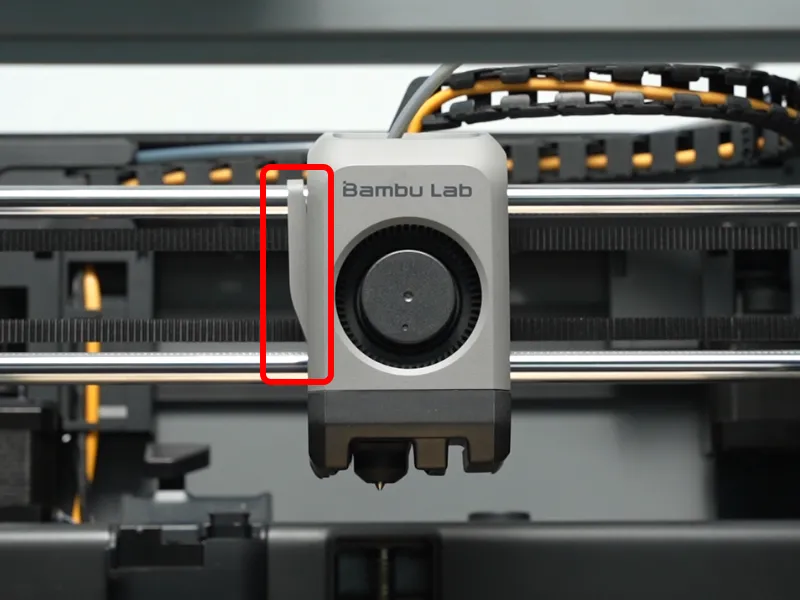
Træk den øverste PTFE-slange ud af ekstruderen
-
Betjen ekstruderen, så den roterer baglæns, mens du manuelt trækker i filamentet
|
 |
Trin 5. Hvis filamentet ikke kan trækkes ud i Trin 4, skal ekstruderen rengøres
Ekstruderen kan være tilstoppet. For specifikke rengøringsmetoder, se P2S-vejledning til rengøring af tilstoppet ekstruder. Forsøg ekstrudering igen efter rengøring. Hvis tilstopningen fortsætter, gå videre til Trin 6 for fejlfinding af dysetilstopning.
Trin 6. Hvis filamentet blev trukket ud i Trin 5, hvilket viser, at ekstruderen er normal, skal du fejlfinde dysetilstopning
Dysen kan være tilstoppet. Se P2S-procedure til afhjælpning af tilstoppet dyse for at rengøre dysen. Forsøg ekstrudering igen efter rengøring. Hvis normal ekstrudering genoptages, er problemet løst; hvis ekstruderingen stadig mislykkes, kan dysen være slidt eller beskadiget og skal udskiftes.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne fejlkode-forklaring er oversat og bearbejdet til dansk fra Bambu Labs officielle wiki. Se den originale side hos Bambu Lab →
← Alle Bambu Lab-fejlkoder