Guide til TPU-printning på A2L
Introduktion
TPU 85A, TPU 90A og TPU 95A HF er termoplastiske polyurethan-materialer (TPU) i forskellige hårdhedsgrader, sorteret fra hårdest til blødest: 95A HF > 90A > 85A. Disse materialer har fremragende egenskaber og et bredt anvendelsesområde; de varierende hårdhedsgrader dækker forskellige brugsscenarier. Denne artikel beskriver de detaljerede trin til at printe TPU 90A på A2L med AMS HT.
Opbevaring af filament
TPU optager let fugt, og fugt forringer printkvaliteten. Sådan forhindrer du det:
- Opbevar spoler i et miljø under 20% RH.
- Hold spolerne i en lufttæt opbevaringsboks.
- Læg tørremiddel i boksen.

Videoguide
Forberedelse før print
Tørring af filament
TPU er stærkt hygroskopisk og optager let fugt i naturlige omgivelser. Hvis fugtholdigt TPU bruges direkte til 3D-printning, fordamper fugten hurtigt, når det opvarmes under printning, hvilket giver defekter som bobler og huller i det printede emne, der alvorligt forringer printkvaliteten og endda kan føre til mislykket print. Derfor anbefaler vi at bruge følgende udstyr og parametre til tørring. Se detaljer her: Filamentforberedelse: tørring.
- Tørreovn med tvungen luftcirkulation: 70 ℃, 8 t
- AMS HT: 75 ℃, 18 t
Hardwarekompatibilitet
Sammenlignet med stive materialer stiller TPU højere krav til printerens hardware. Tabellen nedenfor viser hardwarekompatibiliteten for forskellige TPU-typer på A2L til orientering.
| Hardware | TPU 90A | TPU 95A HF | TPU til AMS |
|---|---|---|---|
| Hotend | Anbefales: 0.4/0.6/0.8 mm Ikke understøttet: 0.2 mm Anbefales ikke: High-flow |
Anbefales: 0.4/0.6/0.8 mm Ikke understøttet: 0.2 mm/High-flow |
Anbefales: 0.4/0.6/0.8 mm Ikke understøttet: 0.2 mm/High-flow |
| AMS | Kun kompatibel med AMS HT | Kun kompatibel med AMS HT | Kompatibel med hele AMS-serien |
Indlæsning af filament
- AMS HT: Hvis du har en AMS HT, anbefales det at bruge dens dedikerede TPU-udgang til fremføring.

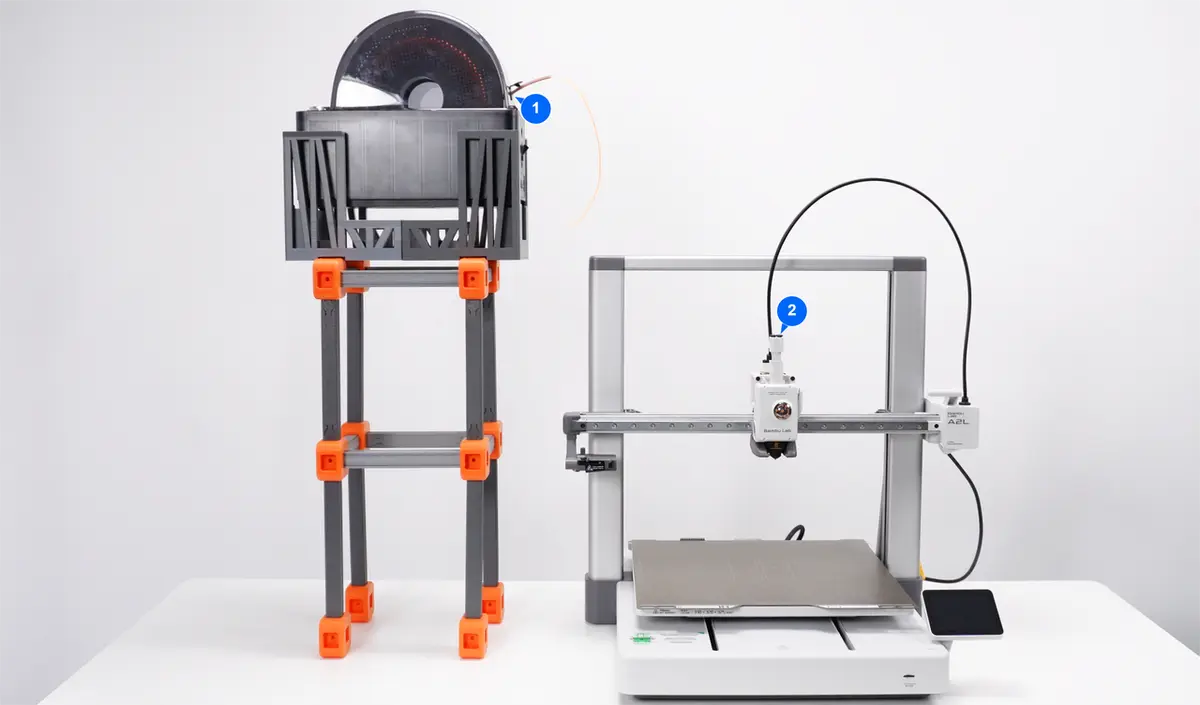
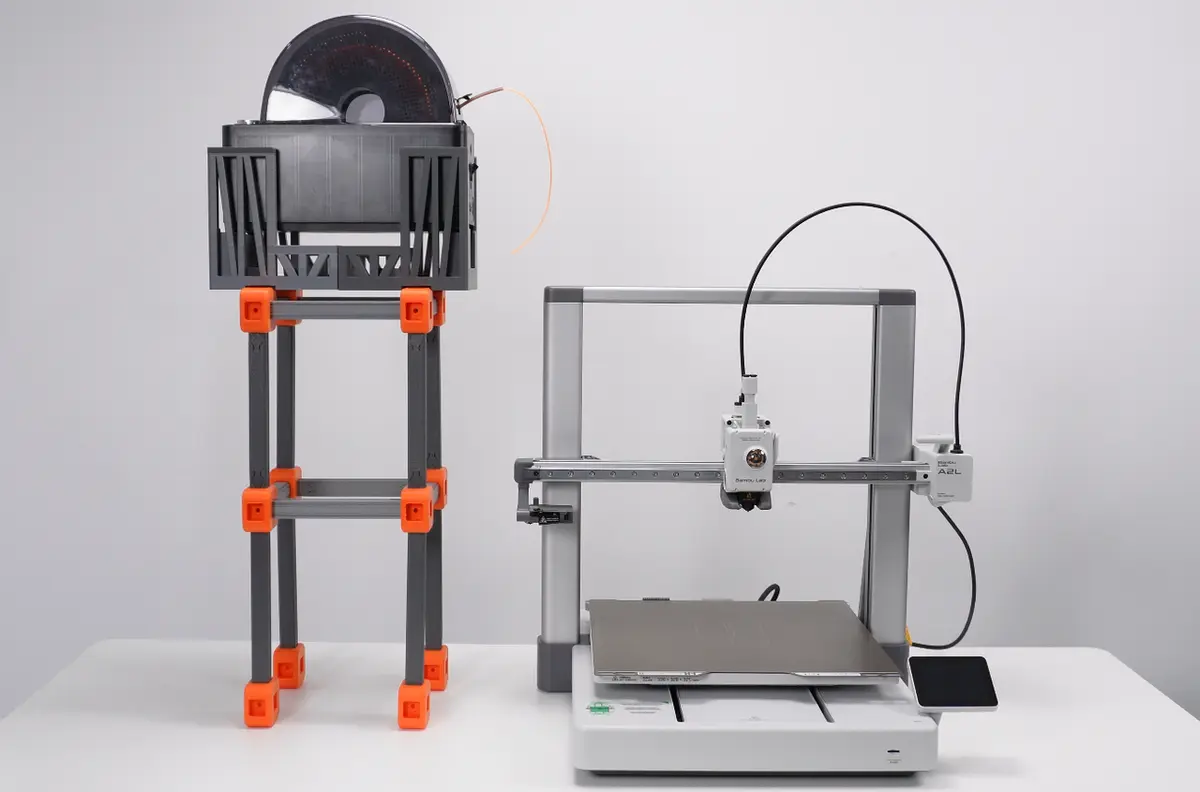
For at reducere fremføringsmodstanden og sikre jævn ekstrudering anbefales det at placere ① udgangen højere end ② extruderens indløb. Du kan bruge et dedikeret spolestativ (anbefalet model) til at hæve AMS HT og placere den ved siden af printeren.
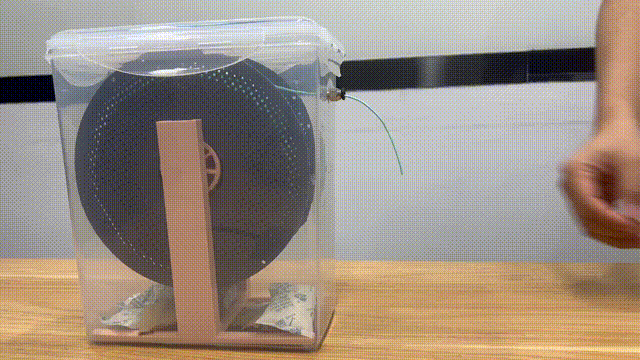
- 5,8 L tørreboks: Hvis du ikke har en AMS HT, anbefales det at bruge en 5,8 L tørreboks til fremføring, parret med et tørreboksstativ (anbefalet model) for at sikre, at spolen drejer jævnt. Når du bruger en tørreboks, anbefales det at fremføre fra sideåbningen for at reducere modstanden.
Procedure for TPU-printning
Indlæsning
Fordi TPU er meget fleksibelt og klæbrigt, skal fremføringsmodstanden minimeres under printning. For stor modstand (f.eks. fra en for lang PTFE-slange) kan let føre til, at extruderens tandhjul skrider, slid på filamentet eller endda afbrydelser i fremføringen.
- Fjern PTFE-slangen, der er forbundet til toolheadet, og sørg for, at der ikke er andet filament tilbage i extruderen.

- Før et stykke PTFE-slange (ca. 50 mm langt) gennem den dedikerede TPU-udgang.

- Placer TPU-spolen.
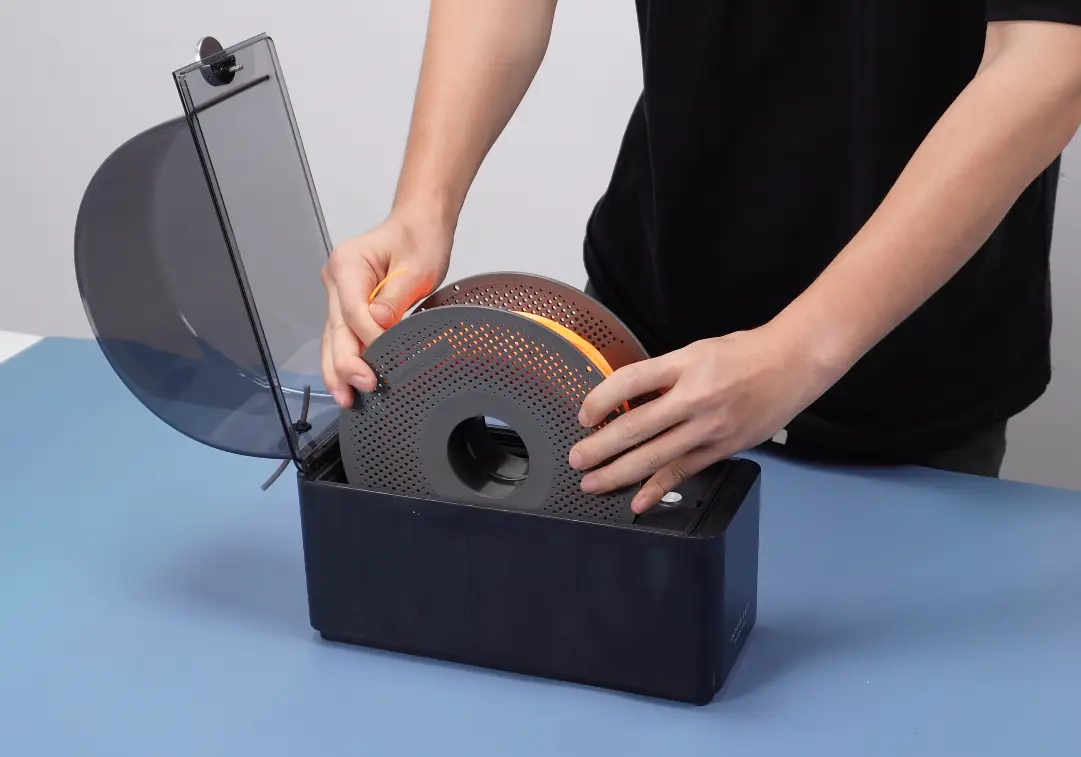
- Før filamentet fra indersiden af AMS HT ind i PTFE-slangen og træk det ud i den anden ende.
 |
 |
- Placer AMS HT på stativet.
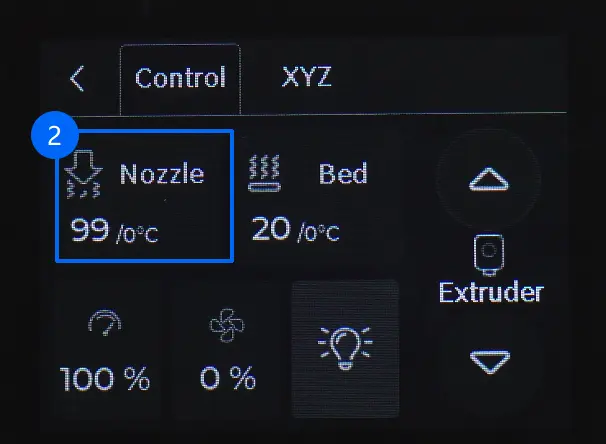
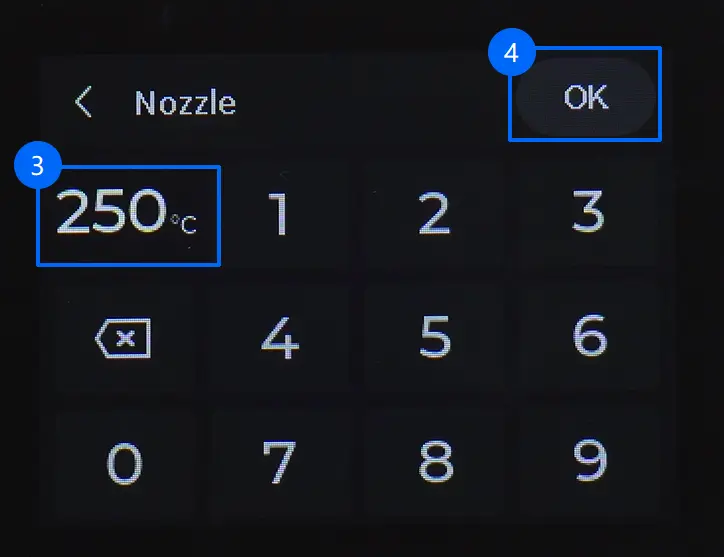
- På printerens skærm trykker du på Kontrol > Dyse, indtaster 250 ℃ og trykker på OK.
 |
 |
 |
- Når hotend har nået måltemperaturen, trækker du filamentet fra AMS HT og fører det ind i extruderens indløb. Skub fremad, indtil du mærker tydelig modstand.
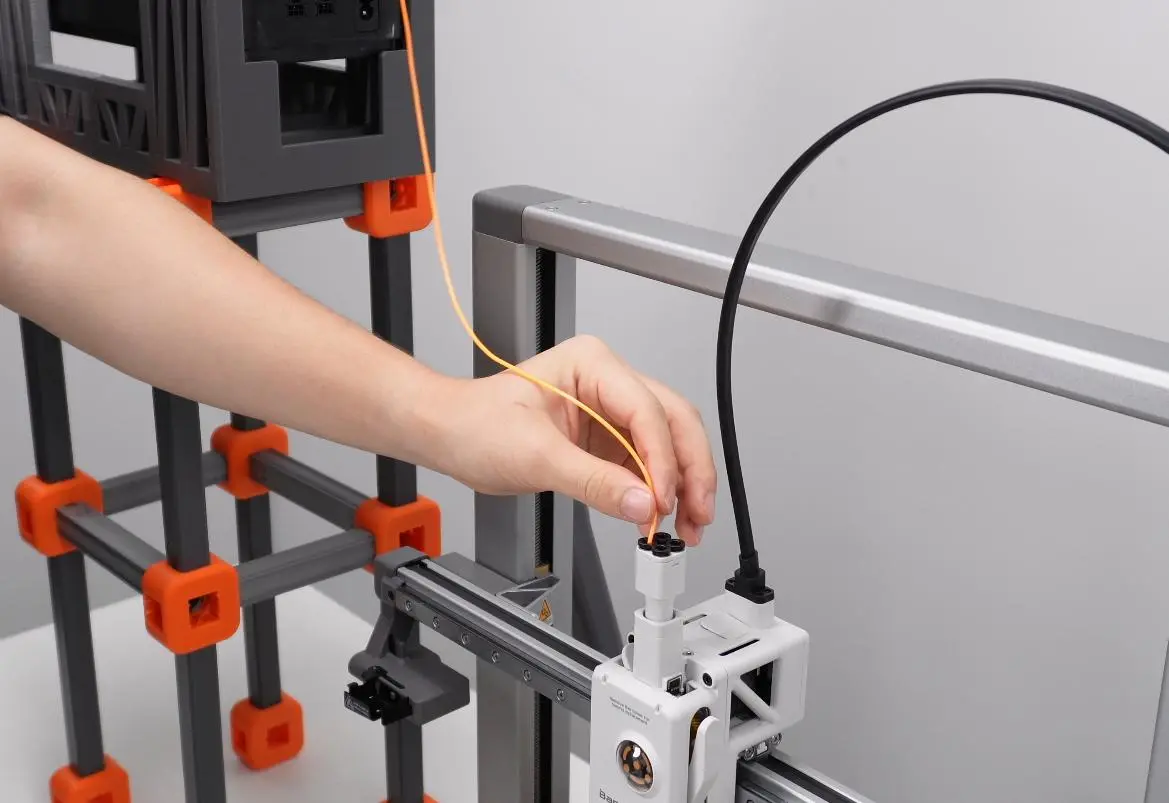
- Tryk langsomt på extruderens "nedadgående pil" (Indlæs-knappen) flere gange, indtil filamentet ekstruderes jævnt og glat.

📌 Bemærkninger til indlæsning af TPU 90A:
- Hvis du mærker tydelig modstand under fremføring fra toolheadet, så tjek, om spolen inde i AMS HT roterer frit.
- Når extruderens tandhjul har fået fat i TPU'et, skal du trykke langsomt på indlæs-knappen for at sikre, at materialet ekstruderes jævnt fra hotend og for at undgå mislykket indlæsning.
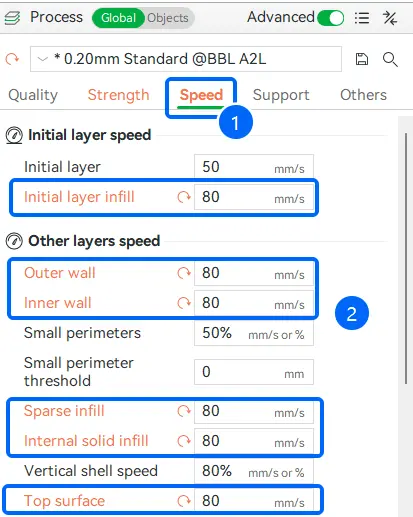
Indstilling af printparametre
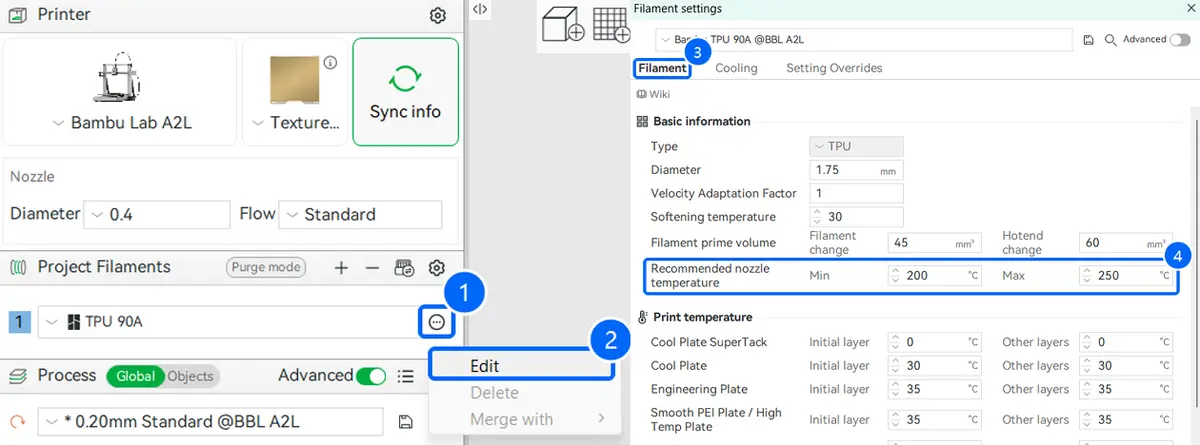
- Sænk dysetemperaturen: På grund af TPU'ets høje flydeevne er problemer som stringing, udsivning eller lækage ved dysen mere sandsynlige ved højere temperaturer. For at reducere disse problemer anbefales det at sænke den oprindelige printtemperatur med 5 ℃.
- Sænk printhastigheden: Lavere printhastigheder hjælper filamentet med at smelte mere grundigt i hotend, hvilket forbedrer ekstruderingsstabiliteten og reducerer sandsynligheden for underekstrudering.
Udlæsning
Bemærk: A-seriens modeller kræver manuel udlæsning efter opvarmning; automatisk udlæsning med skæreren understøttes ikke.
- På printerens skærm trykker du på Kontrol > Dyse, indtaster 250 ℃ og trykker på OK.

- Når hotend er opvarmet, trykker du langsomt på extruderens "opadgående pil" (Udlæs-knappen). Mens tandhjulene drejer baglæns, trækker du forsigtigt filamentet ud af toolheadet.

- Efter udlæsning skal du straks skære den smeltede ende af filamentet af for at sikre jævn fremføring ved næste print.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides