A2L optimering af første lag ved print
Overblik
Kvaliteten af det første lag har direkte betydning for modellens vedhæftning, formstabilitet og print af de efterfølgende lag. Denne guide hjælper dig hurtigt med at vurdere, om det første lag er for lavt eller for højt, og med at genskabe normal print gennem grundlæggende kalibrering og kontroltrin.
Acceptable krav til første lag
Et ideelt første lag bør have følgende kendetegn:
- Linjerne hænger godt sammen uden synlige mellemrum;
- Overfladen er generelt jævn uden overskydende rynker, materialeophobning eller afskalning;
- Det første lag sidder fast på byggepladens overflade og trækkes ikke nemt med af dysen.
Under selve printet er mindre ujævnheder i det første lag normale og påvirker typisk ikke det færdige resultat. De kan skyldes variationer i byggepladens vedhæftning eller udsving i ekstruderingen, fordi materiale sætter sig på dysen. Hvis fx kun cirka 10 % af det første lag viser små variationer i linjebredde eller lette rynker, mens resten printes jævnt, har det generelt ingen mærkbar betydning for printets succesrate eller den endelige kvalitet. Så længe den samlede vedhæftning er normal, og de efterfølgende lag ikke påvirkes, kan det betragtes som et acceptabelt første lag.
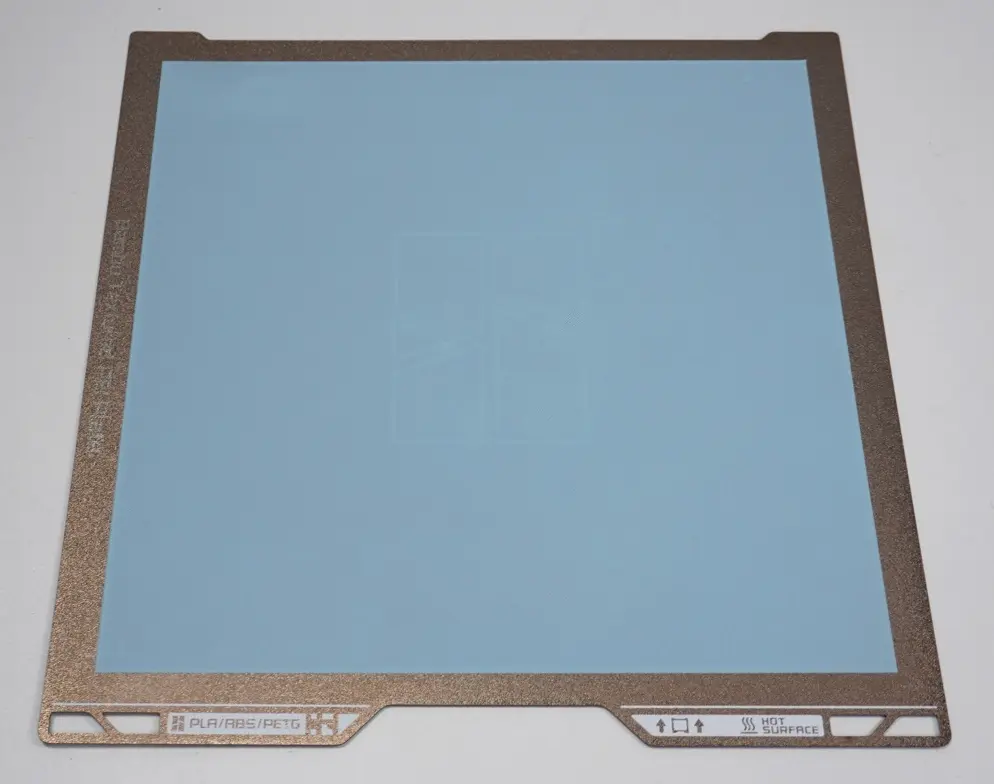 Første lag i høj kvalitet |
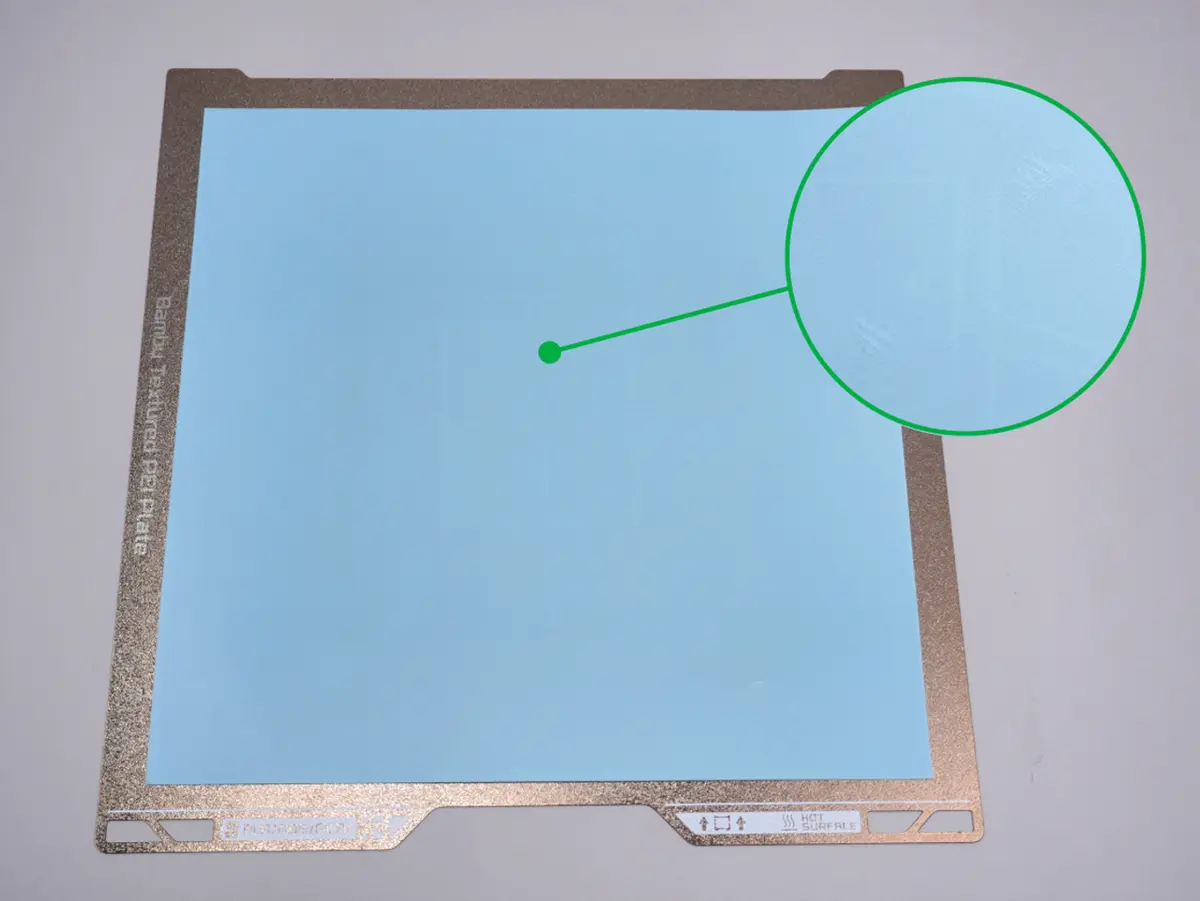 Acceptabelt første lag |
Sådan opnår du et første lag i høj kvalitet
Bemærk: Da A2L er en printer med åben ramme, er den mere følsom over for ændringer i den omgivende temperatur. Det anbefales at undgå at printe det første lag i omgivelser med direkte luftstrøm fra aircondition eller med store temperaturudsving. Ændringer i den omgivende temperatur kan give en lille deformation af varmepladen, hvilket kan påvirke kvaliteten af det første lag og give fejl i overfladen. Undgå at arbejde under de nævnte forhold, når du udfører print.
Kalibrering og nivellering
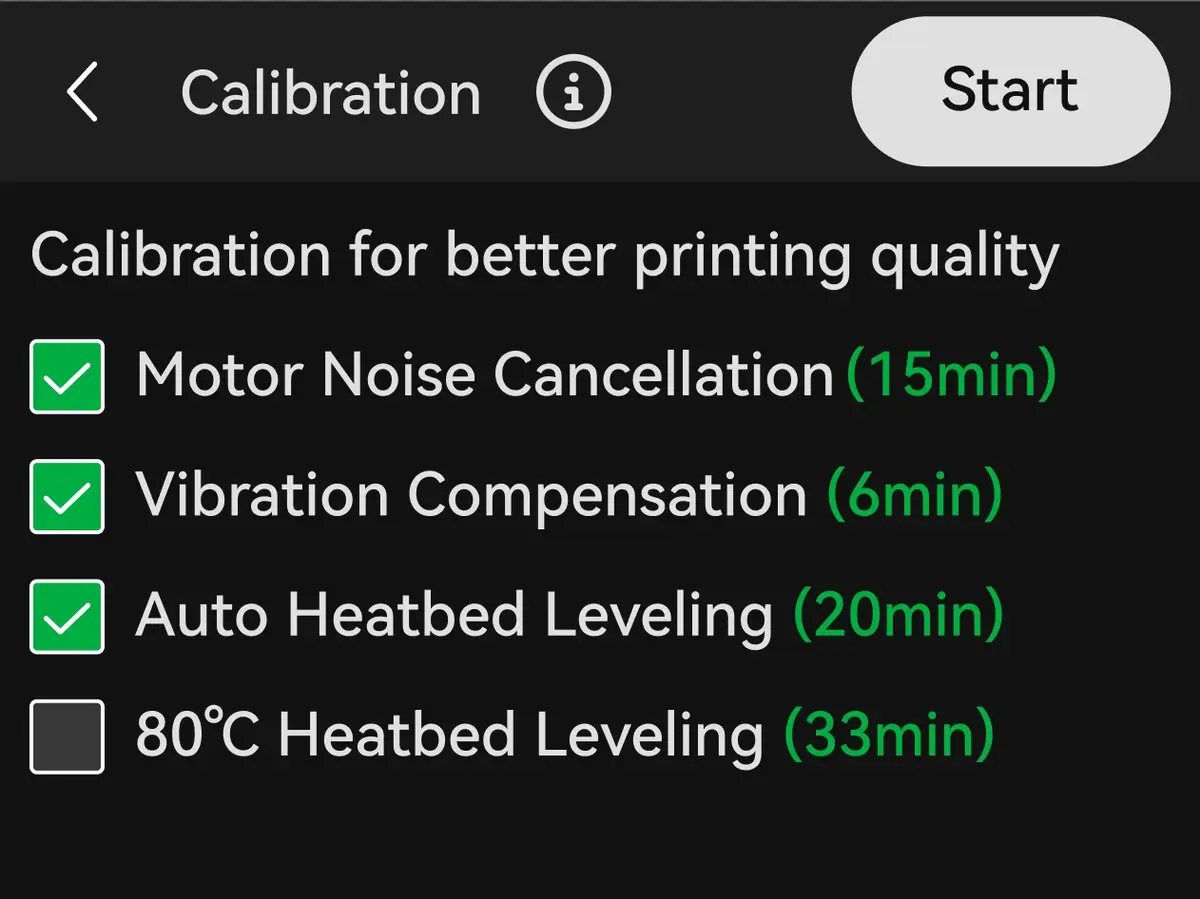
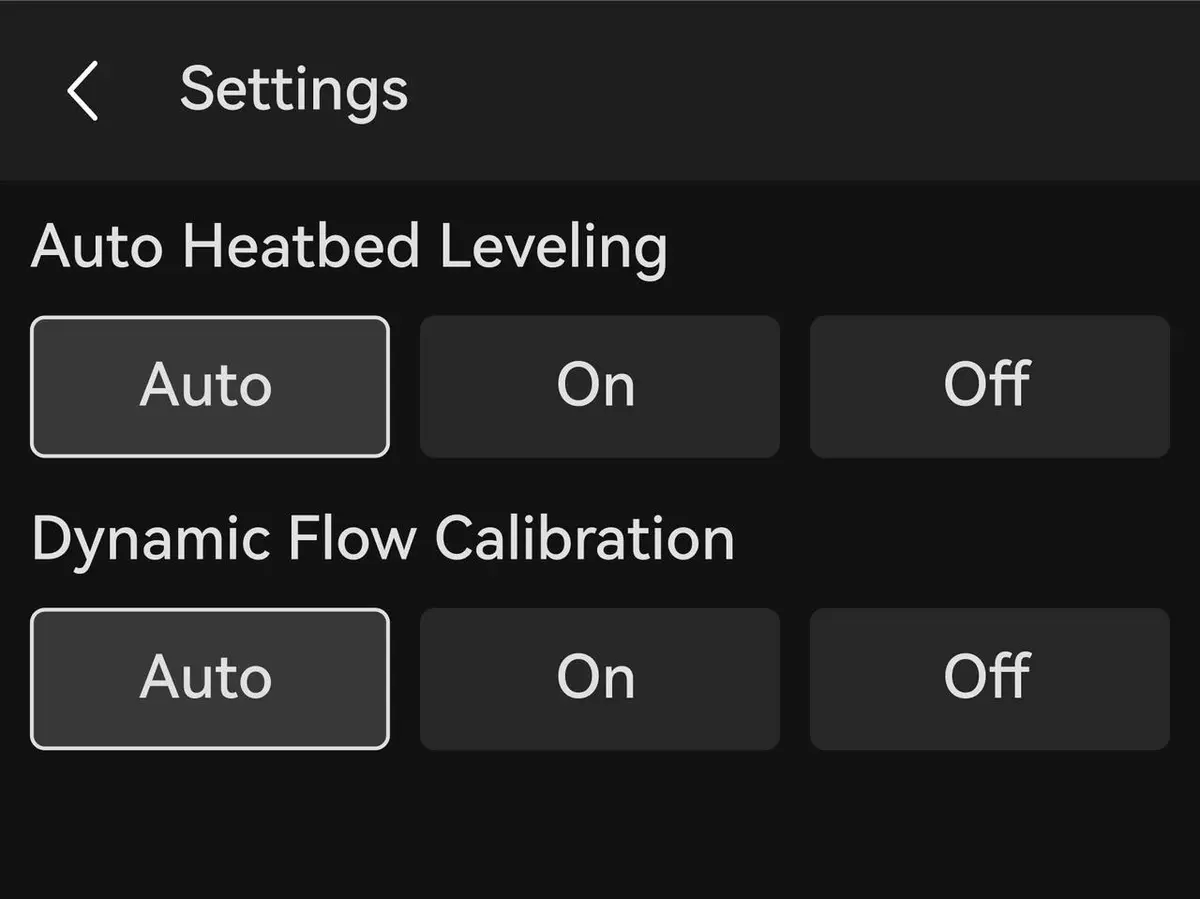
Uanset hvilket problem med det første lag du oplever, anbefaler vi at køre Auto Heatbed Leveling under Settings > Calibration > Print Calibration. Hvis printeren er blevet flyttet, opbevaret i længere tid, eller hvis varmepladen er skilt ad eller udskiftet, skal nivelleringen køres igen under kalibreringen.
Derudover anbefales det at sætte "Auto Heatbed Leveling" til "On" i vinduet "Send Print Job" før hvert print.

Hvis du starter et print fra printerens skærm, kan funktionen også slås til under: Advanced Options > Auto Heatbed Leveling.
|
|
Bemærk: Både nivelleringsdata fra før print og nivelleringsdata fra kalibrering (herunder Auto Heatbed Leveling og 80°C Heatbed Leveling) gemmes i printeren. Under print anvender systemet automatisk begge sæt nivelleringsdata.
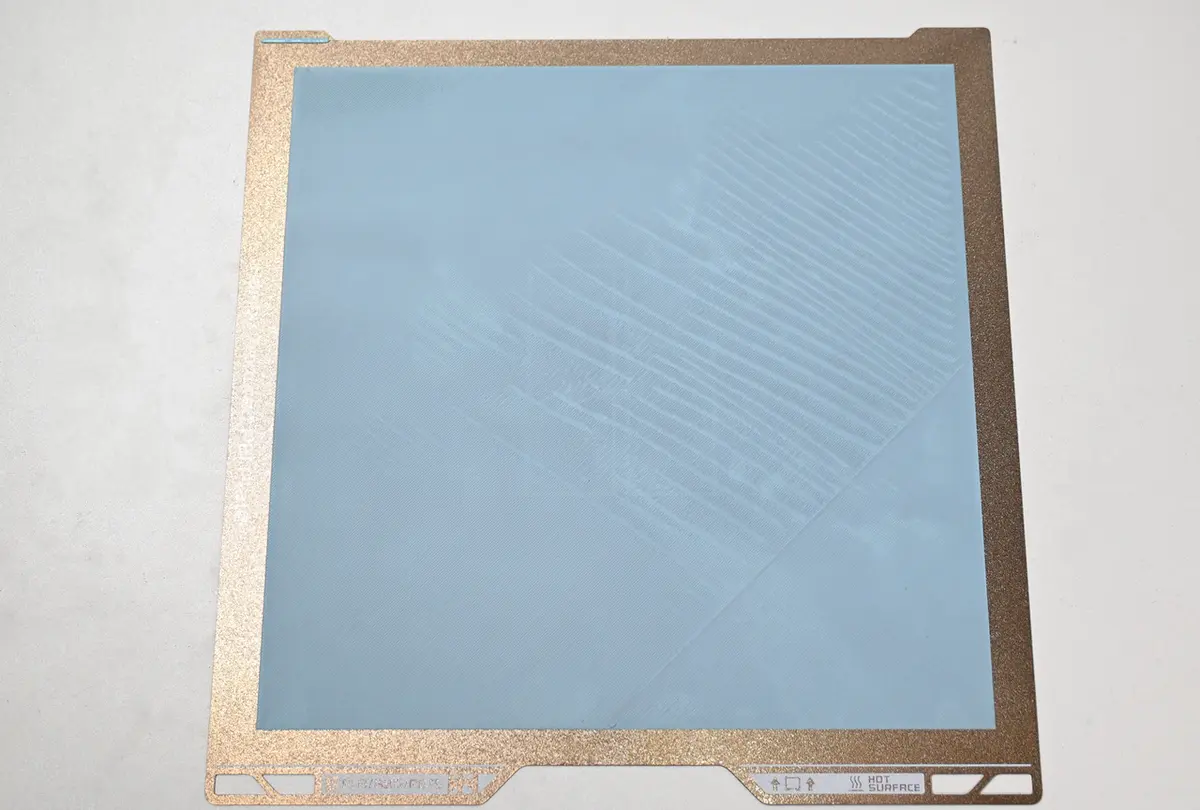
Rengør byggepladen
Olie, støv eller materialerester på byggepladens overflade kan påvirke vedhæftningen af det første lag. Det anbefales at rengøre byggepladen grundigt med opvaskemiddel eller et dedikeret rengøringsmiddel. Se flere detaljer her: Bambu Lab Textured PEI Plate Not Working as Expected.
Almindelige problemer med første lag og løsninger
Alvorlige problemer med det første lag falder generelt i to kategorier: første lag for lavt og første lag for højt. Se det relevante afsnit nedenfor ud fra de symptomer, du observerer.
Første lag for lavt
Symptomer:
- Synlige rynker, afskalning eller materialeophobning på det første lags overflade;
- I alvorlige tilfælde kan materialet ikke ekstruderes jævnt og kan samle sig ved dysens spids; dysen kan skrabe mod byggepladen eller mod allerede printede områder.
Mulige problemer:
- Vedvarende skrab fra dysen kan beskadige både dysen og byggepladen;
- For kraftig vedhæftning mellem model og varmeplade kan gøre det svært at fjerne modellen eller endda rive den i stykker;
- Dårlig ekstrudering kan give materialeophobning ved dysens spids eller en tilstopning.
Bemærk: For printere med I3-struktur er et lidt lavt første lag generelt acceptabelt, så længe der ikke er tydeligt skrab, dårlig ekstrudering eller kraftige rynker. Sammenlignet med et helt ideelt første lag kan et lidt lavt første lag forbedre vedhæftningen og mindske risikoen for, at supportstrukturer eller modellen løsner sig fra varmepladen midt i printet på grund af variationer i byggepladens overflade.
Det første lag er tydeligt lavt:
Løsning:
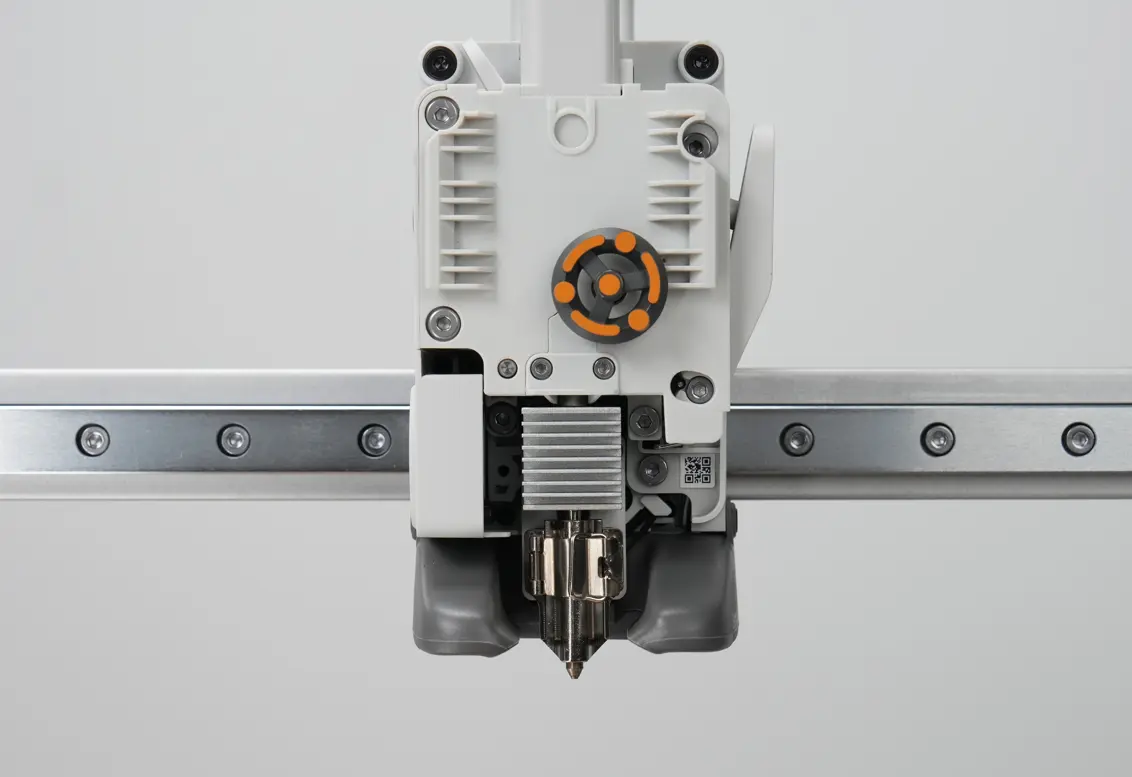
- Kontrollér monteringen af dysen
Lås dyseclipsen korrekt, så der ikke er løshed.
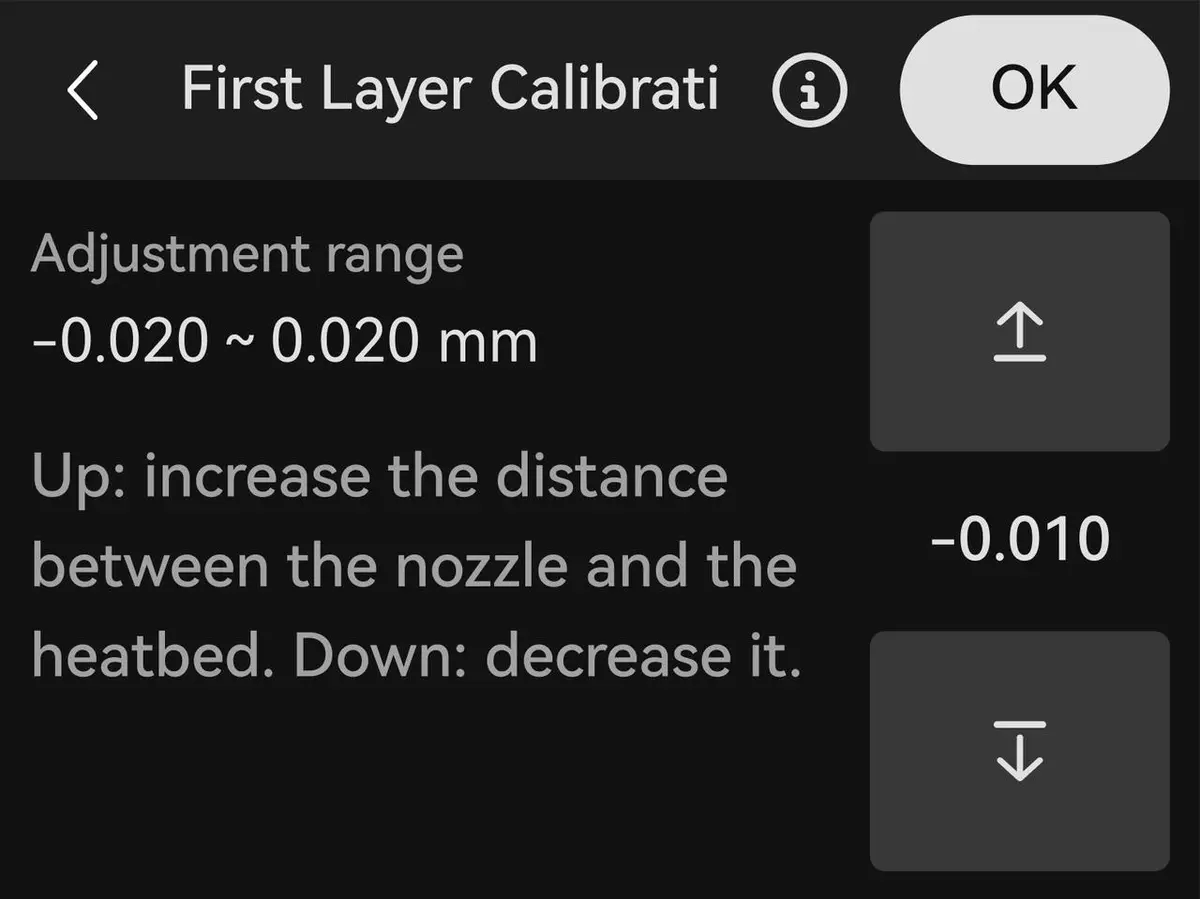
- Kør First Layer Calibration
- Gå til Calibration > First Layer Calibration; hvis det første lag er for lavt, skal du finjustere kalibreringsværdien i positiv retning, for eksempel til +0,010 mm;
Bemærk: Afstanden kan ikke justeres i realtid under print.
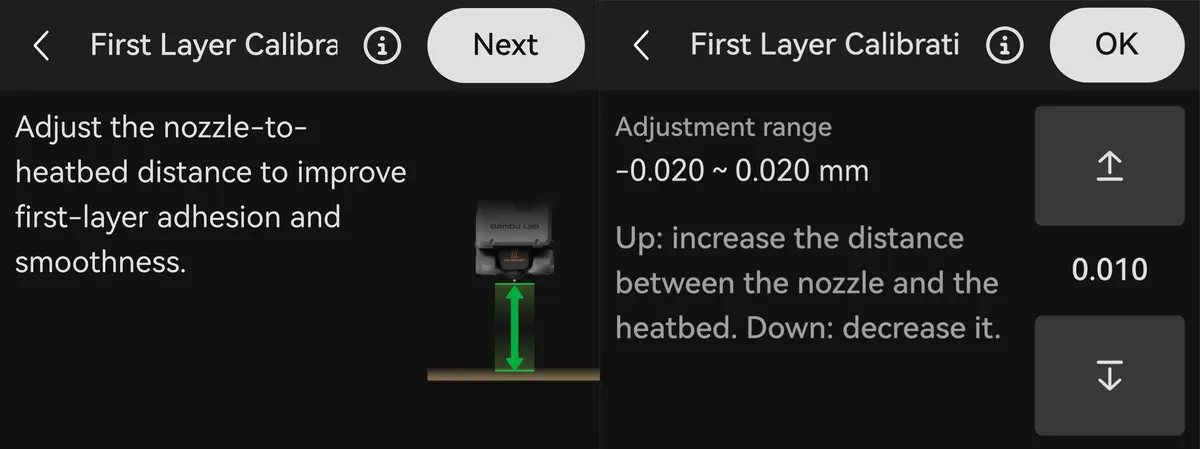
- Print testmodellen igen efter justeringen, og kontrollér, om det første lag er blevet normalt.
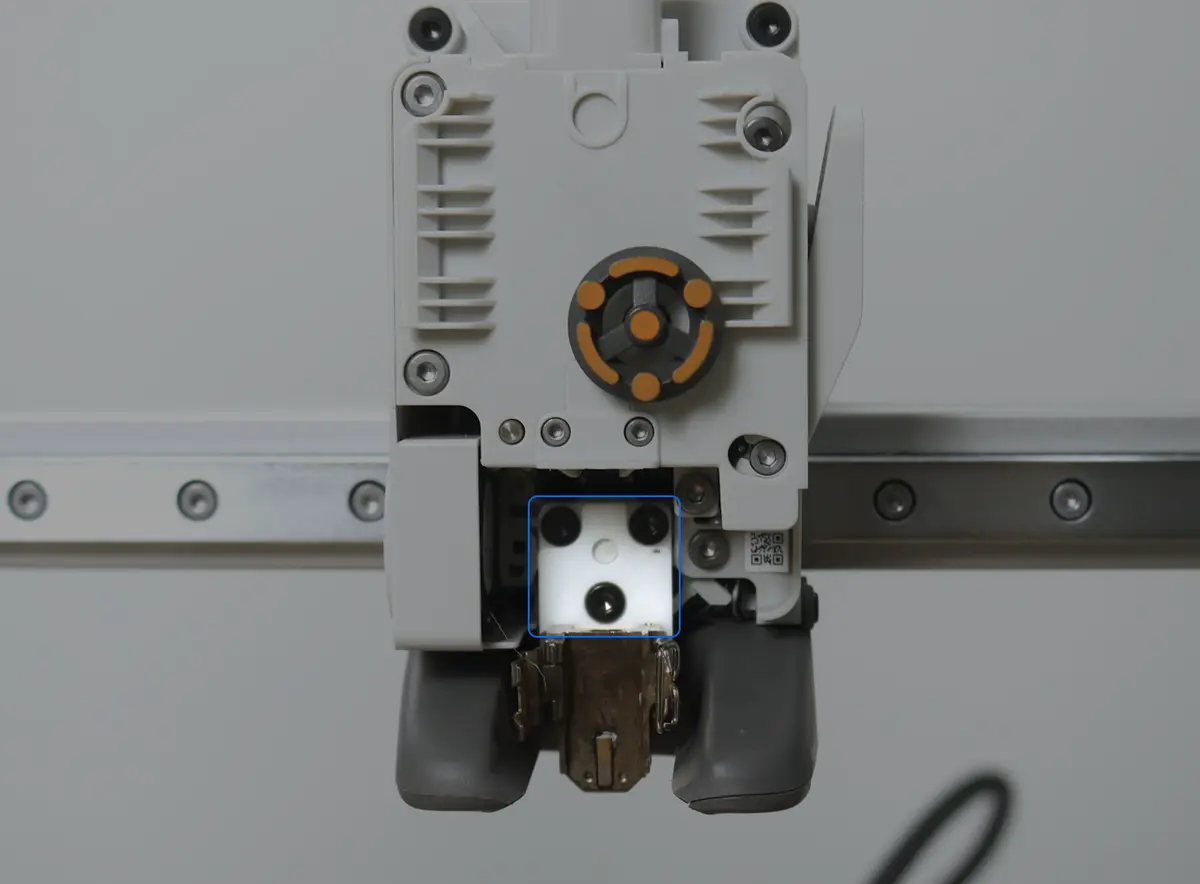
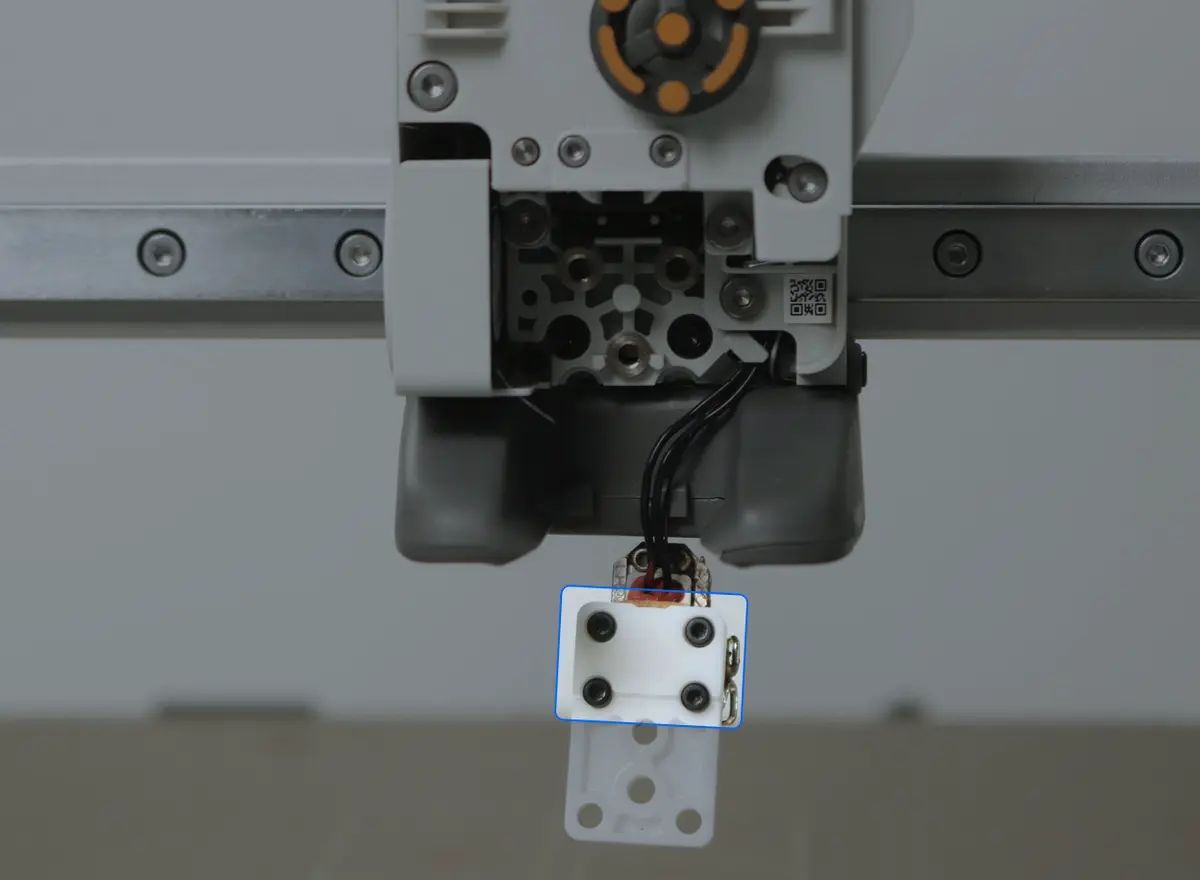
- Spænd skruerne på den keramiske base
Fjern først de 3 fastgørelsesskruer på den keramiske base, spænd derefter de 4 skruer på bagsiden af hotendets varmeenhed moderat, og monter den keramiske base igen.
 |
 |
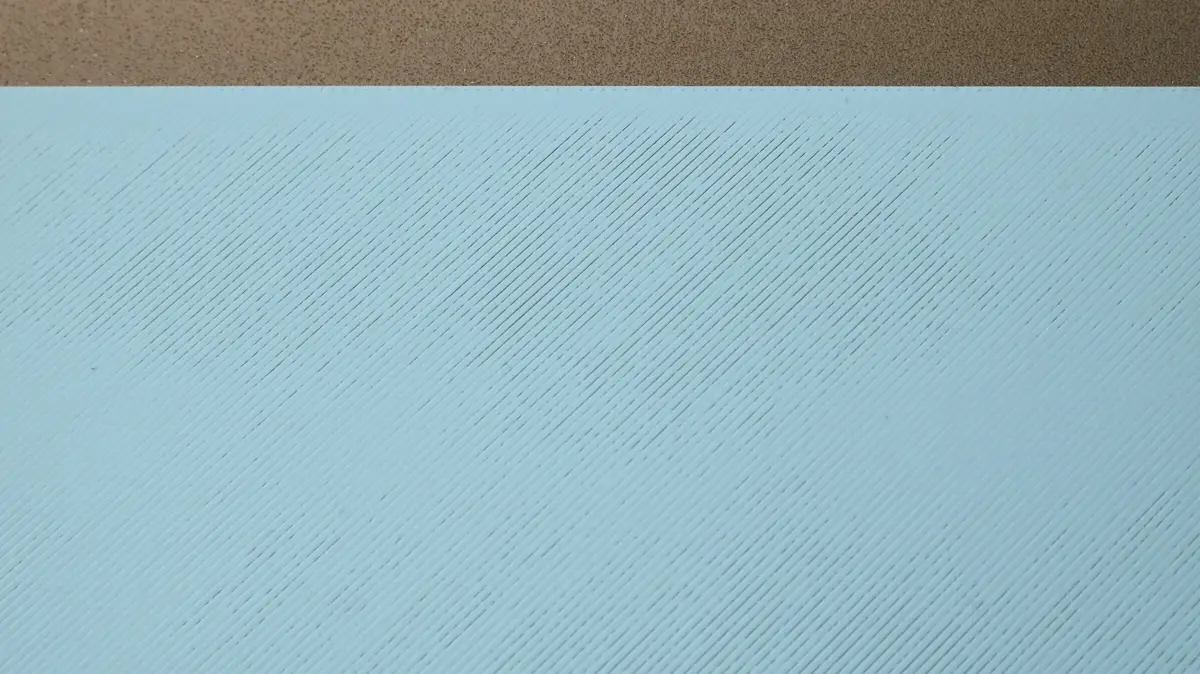
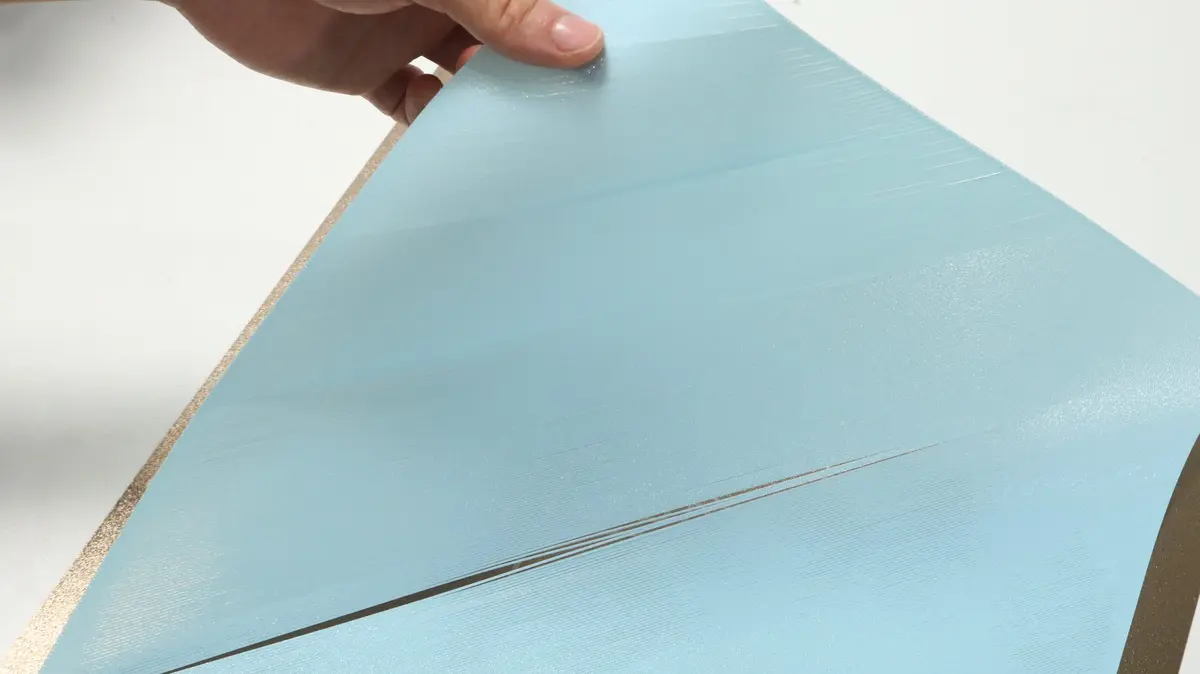
Første lag for højt
Symptomer:
- Linjerne i det første lag er ikke trykket tilstrækkeligt ned og fremstår spredte med synlige mellemrum;
- Modellen sidder ikke godt fast på byggepladen; når printet fjernes, kan linjerne i det første lag skilles ad.
 |
 |
Mulige problemer:
- Utilstrækkelig vedhæftning i det første lag kan få modellen til at flytte sig, slå sig eller falde sammen under print;
- I alvorlige tilfælde kan det føre til "spaghetti" eller materialeklumper på printhovedet og i sidste ende give et mislykket print.
Løsning:
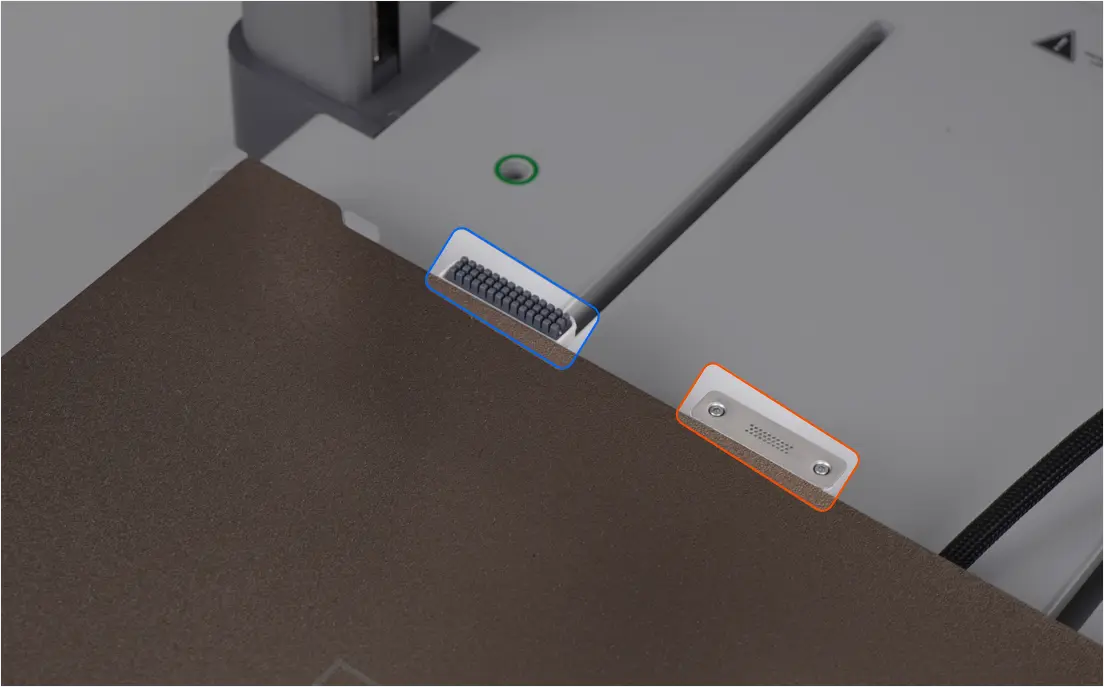
- Kontrollér tilstanden af dyseviskeren
- Kontrollér, om dyseviskeren (den hårde stålplade eller den bløde silikonebørste) er ren og sidder korrekt;
- Tjek, om stålpladen er bøjet eller deformeret. Hvis midten af pladen er konkav, får dysen måske ikke fuld kontakt under aftørring, hvilket kan påvirke målenøjagtigheden og højden på det første lag.
- Kontrollér for utæthed ved dysen
- Hvis dysen er utæt, kan materialerester forstyrre højdemålingen under nivellering og give et for højt første lag. Sørg for, at dysen er ren, før du nivellerer.
- Kør First Layer Calibration
- Gå til Calibration > First Layer Calibration; hvis det første lag er for højt, skal du finjustere kalibreringsværdien i negativ retning, for eksempel til -0,010 mm;
- Print testmodellen igen efter justeringen for at bekræfte, om linjerne er trykket korrekt ned og hænger sammen.
Bemærk:
På grund af forskelle mellem produktionsbatcher og fremstilling af byggeplader kan kravene til det første lag variere lidt fra printer til printer. Derfor kalibreres det første lag på hver enkelt printer og dens tilhørende byggeplade, før den forlader fabrikken, og der kan være skrevet en tilhørende Z-offset for nogle maskiner.
Kvaliteten af det første lag kan også påvirkes af byggepladens batch. Selv på samme printer kan et skift til en anden tekstureret plade (eller endda en tredjeparts byggeplade) kræve en mindre justering af Z-offset for at opnå det ideelle første lag.
Fejlsøgningstrin for problemer med første lag
Hvis du oplever et tydeligt kvalitetsproblem med det første lag, anbefales det at følge trinene nedenfor i rækkefølge for at undgå unødvendig adskillelse og hurtigt finde årsagen.
- Rengør byggepladen;
- Kør Auto Heatbed Leveling og High-temperature Bed Leveling;
- Print en testmodel for det første lag, og afgør, om problemet er "for højt" eller "for lavt";
- Efterse dysen, dyseviskeren eller varmeenheden ud fra det fundne problem;
- Gå til First Layer Calibration, og lav mindre justeringer;
- Print testmodellen igen for at bekræfte, om problemet er løst.
Strategi for varmepladens isolering forklaret
Når du printer en model med et første lag, der har et stort fladt areal og lav højde, justerer printeren automatisk forvarmnings- og isoleringstiden ud fra varmepladens temperatur for at minimere termisk deformation og forbedre stabiliteten i det første lag. Derfor kan du opleve en længere ventetid før print, når du tester store modeller med stort første lag. Det er normalt.
Isoleringsstrategi for første lag med stort areal
Når et printjob samtidig opfylder alle følgende betingelser, aktiverer systemet automatisk strategien for nivellering og varmepladeisolering ved stort første lag:
- Modellens printareal overstiger 260 × 260 mm²
- Antal printlag er 1 lag
- Varmepladens temperatur er 55°C (svarer typisk til standardscenariet for PLA-print)
I dette tilfælde gennemtvinger systemet følgende rækkefølge, uanset om "Auto Heatbed Leveling" er sat til "Auto" eller "On":
- Varmepladen varmes op til 65°C
- Øvrige forberedelser før print udføres samtidig under varmepladens isolering
- Når alle forberedelser før print er færdige, tilføjes yderligere 500 sekunders ventetid for at sikre, at varmepladen er helt stabiliseret
- Dysen varmes op til 140°C
- 8 × 8 punkts nivellering udføres med dysen
Isoleringsstrategi for andre scenarier
Hvis printjobbet ikke samtidig opfylder alle tre betingelser om stort areal + enkelt første lag + 55°C varmeplade:
-
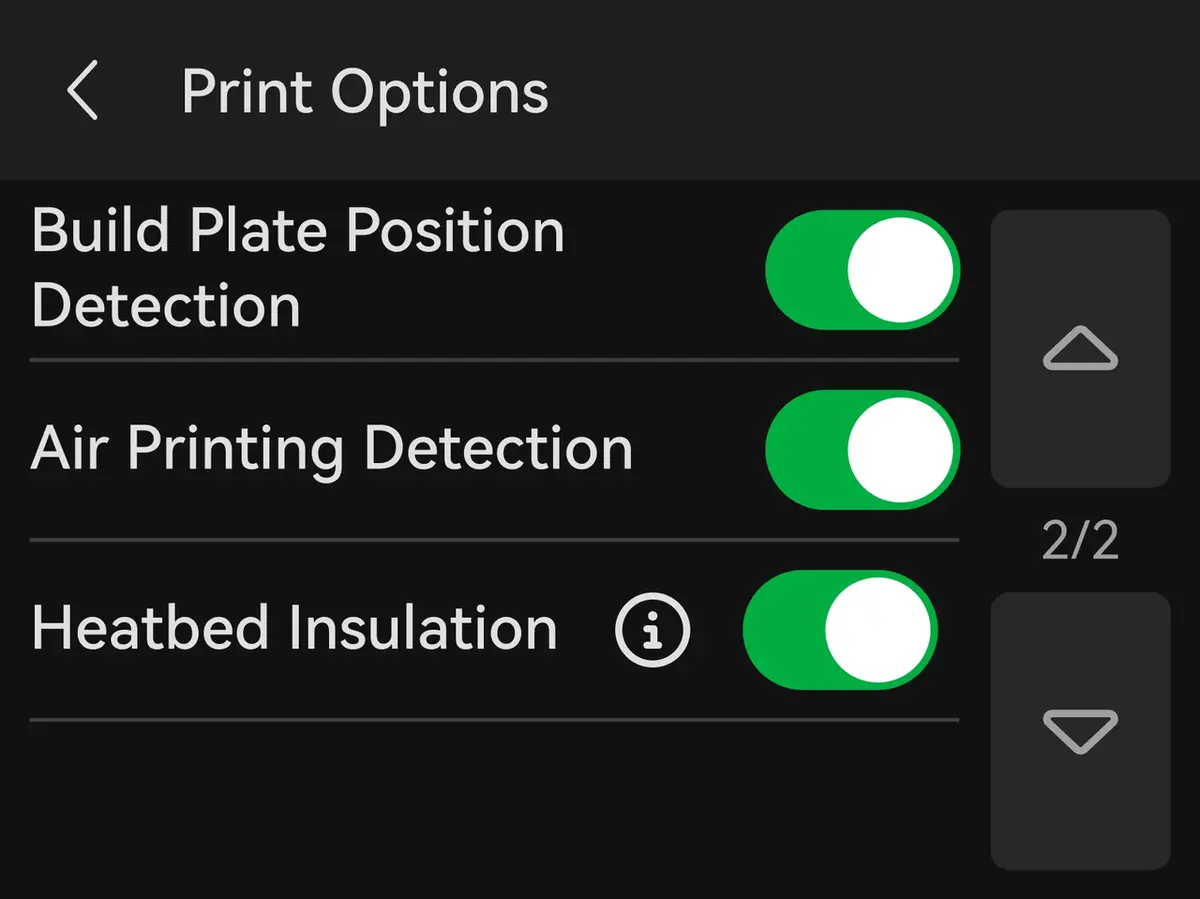
Hvis varmepladeisolering er slået til i printindstillingerne, afsætter systemet stadig automatisk en opvarmningsventetid før nivellering ud fra modellens areal og dækningen af nivelleringspunkter, og udfører automatisk nivellering, når varmepladens isolering er færdig. Den maksimale varighed af varmepladeisolering overstiger ikke 5 minutter. Denne indstilling kan slås til, når din model ikke opfylder kravene til stort første lag beskrevet ovenfor, men du stiller højere krav til kvaliteten af det første lag.
-
Hvis varmepladeisolering er slået fra, anvendes ingen ventestrategi for varmepladeisolering under forberedelsen af printet. Nivelleringen starter direkte ved det tilhørende trin.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A2L-guides