Introduktion til A1
Hvordan fungerer A1?
A1-3D-printeren er en maskine, der bruger plastfilament til at skabe 3D-objekter. Den kan omdanne digitale modeller til fysiske objekter. Arbejdsprincippet for A1 omfatter typisk følgende trin:
Oprettelse eller anskaffelse af en digital model
Først laver du en 3D-model eller skaffer en eksisterende digital model ved hjælp af CAD-software (computerstøttet design), online-ressourcer eller andre metoder.
Slicing
Dernæst slicer Bambu Studio den digitale model op i mange tynde lag. Hvert lags information omdannes til "G-code", et sprog som printeren forstår. G-coden giver printeren instruktioner om bevægelsesbaner og hastigheder for de forskellige akser under printprocessen.
Klargøring af printeren
Før printprocessen kan startes, skal printeren klargøres. Det indebærer at indlæse printfilamentet, placere byggepladen og kalibrere printerens parametre for at sikre optimal printkvalitet.
Når alle forberedelser er færdige, opbygger A1-printeren gradvist objektet lag for lag på printpladen.
A1's bevægelsessystem
A1 anvender et kartesisk koordinat-bevægelsessystem med et maksimalt printvolumen på 256 * 256 * 256 mm. Bevægelsessystemet omfatter følgende komponenter:
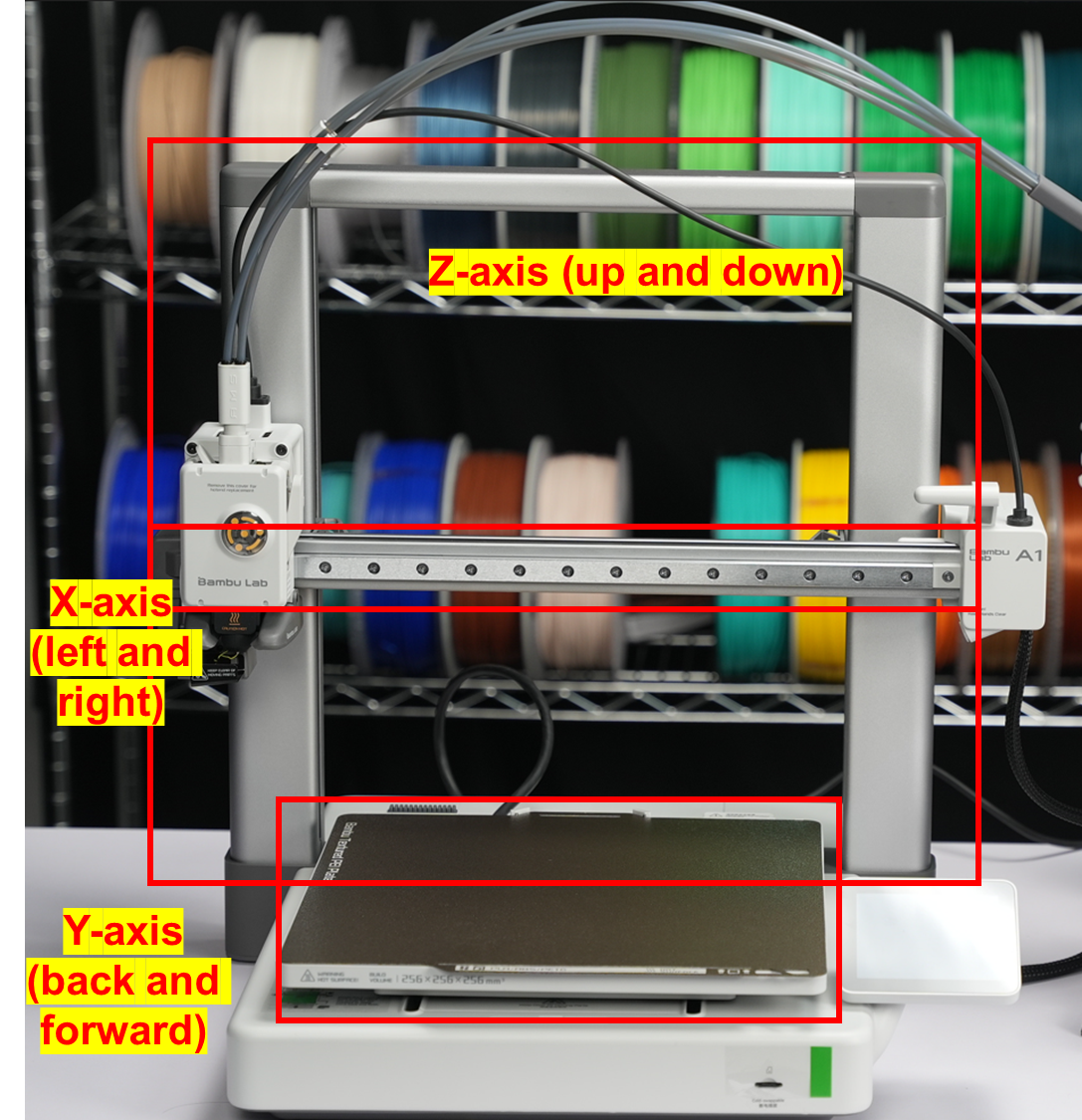
X-akse-bevægelse
X-akse-bevægelsessystemet består af en højpræcis lineær skinne og en bjælke. Toolheadet er monteret på en lineær glideskinne, så det frit kan glide langs den vandrette skinne. Ved at styre sliderens bevægelse til venstre og højre kan toolheadet udføre præcis bevægelse langs X-aksen.
Y-akse-bevægelse
Y-akse-bevægelsessystemet består af en højpræcis vandret styreskinne og en varmeplade. Varmepladen er monteret på en styreskinne-slider, så den frit kan glide langs den vandrette styreskinne. Ved at styre sliderens bevægelse frem og tilbage kan varmepladen udføre præcis bevægelse langs Y-aksen.
Z-akse-bevægelse
Z-akse-bevægelsessystemet styrer toolheadets lodrette position i forhold til varmepladen. Det består af to lineære stænger, to ledeskruer med møtrikker, stepmotorer og synkronremstrukturer. De to ledeskruer er forbundet i serie med stepmotoren via en synkronrem, hvilket muliggør synkroniseret bevægelse af de to ledeskruer. Derudover er synkronremmen udstyret med en hurtig spænder kombineret med en spændingsregistreringsalgoritme, der sikrer det optimale spændingsområde og dermed præcis og stabil bevægelse af toolheadet i Z-akse-retningen.
Ved samtidigt at styre bevægelsen af X-aksen, Y-aksen og Z-aksen kan A1 opnå præcis bevægelse af toolheadet i alle tre retninger. Typisk styres disse bevægelser af motorer og deres tilhørende drivkredsløb, hvor maskinens controller læser printfilen og sender instruktioner for at styre toolheadets bevægelsesbane og hastighed.
Toolhead-modul
Toolhead-enheden er en afgørende komponent i A1. Den består af flere centrale moduler, herunder hotend-enheden, ekstruder-enheden, skæreenheden, filament-hubben og filamentsensoren.
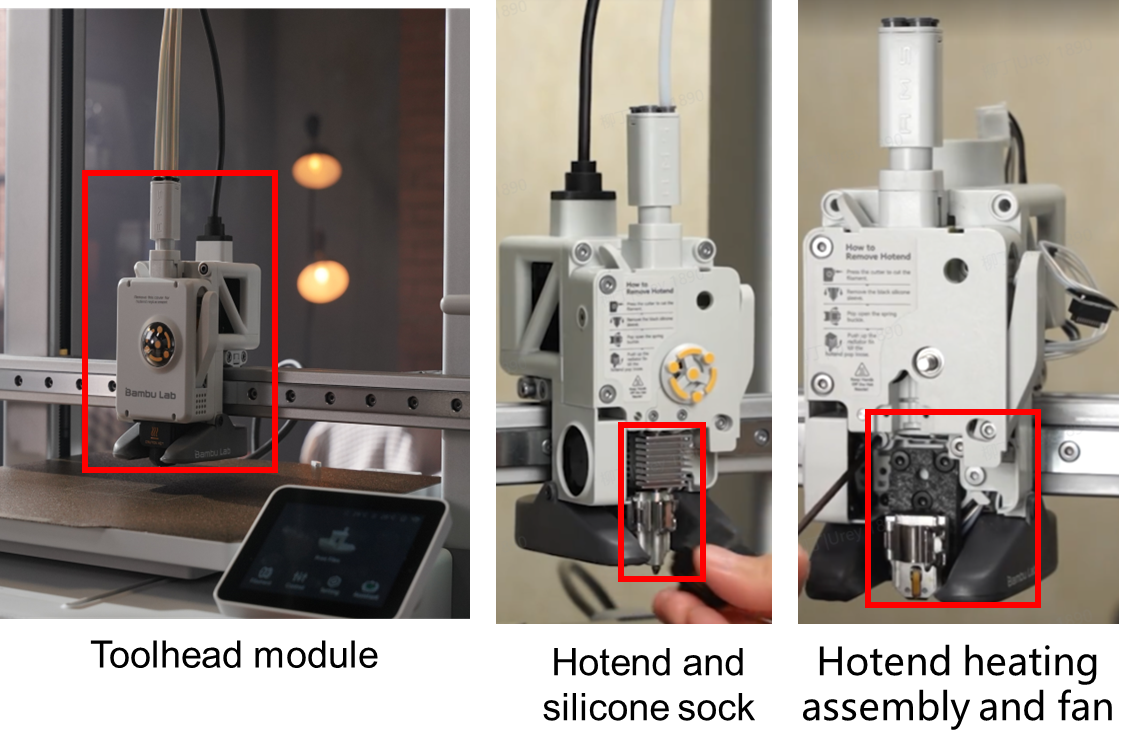
Hotend-enhed
Hotend-enheden er en kernekomponent i toolhead-modulet og består af en hotend-varmeenhed, et hotend (integreret med en dyse og en køleplade), en hotend-køleblæser og en silikonesok til hotendet. Hotend-enheden står for at opvarme filamentet til en bestemt temperatur, smelte det og lægge det i tynde lag for at danne objektet.
Forskellige filamenter kræver forskellige opvarmningstemperaturer. For eksempel printes PLA ved lavere temperaturer omkring 210-220 °C, mens PETG kræver højere temperaturer omkring 250-260 °C. Ligesom den klassiske X1-serie har Bambu Lab A1-printeren et integreret hotend-design, der kombinerer dyse og køleplade og dermed muliggør hurtigere opvarmning end et almindeligt hotend.
Derudover gør det hurtig udskiftning af hotendet muligt uden at skulle frakoble små stik eller lede efter en passende skruetrækker.

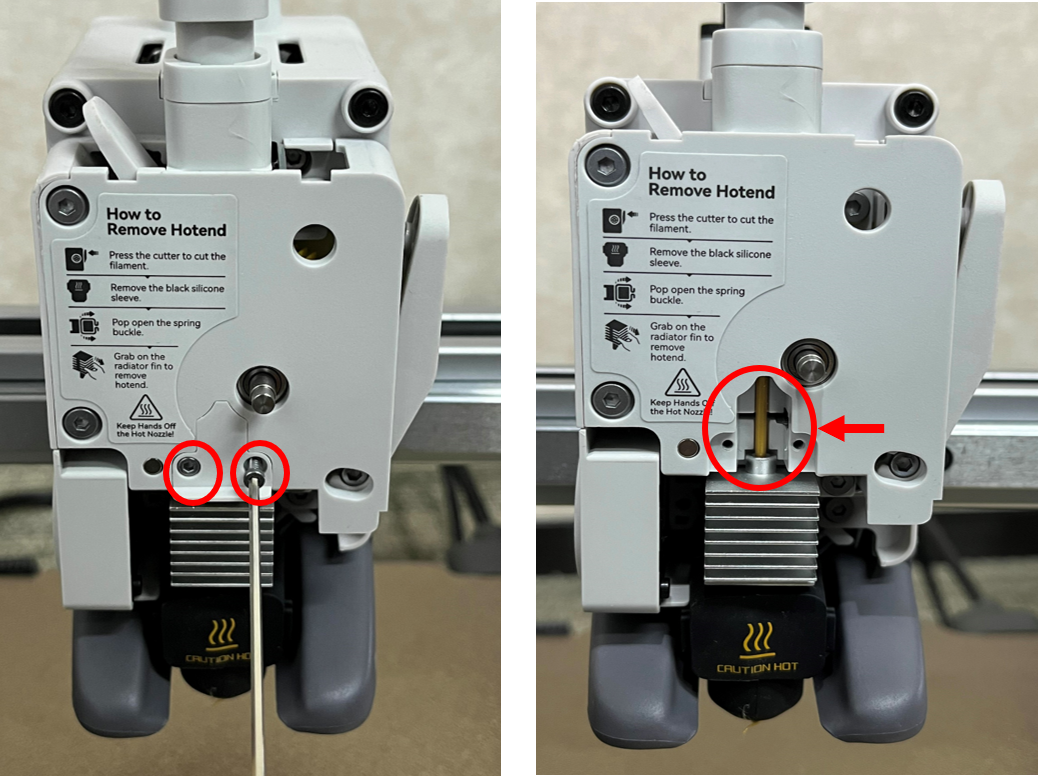
Ekstruder-enhed
Ekstrudermotoren og ekstruderhjulene er væsentlige komponenter i ekstruder-enheden. Ekstrudermotoren trækker filamentet fra spolen og fører det ind i hotendet. Når det er opvarmet og smeltet, presses filamentet ud gennem dysen for at skabe den printede model. Ekstrudermotoren er afgørende for præcist at styre længden af filament, der presses gennem hotendet, og er en kernekomponent i en 3D-printer.

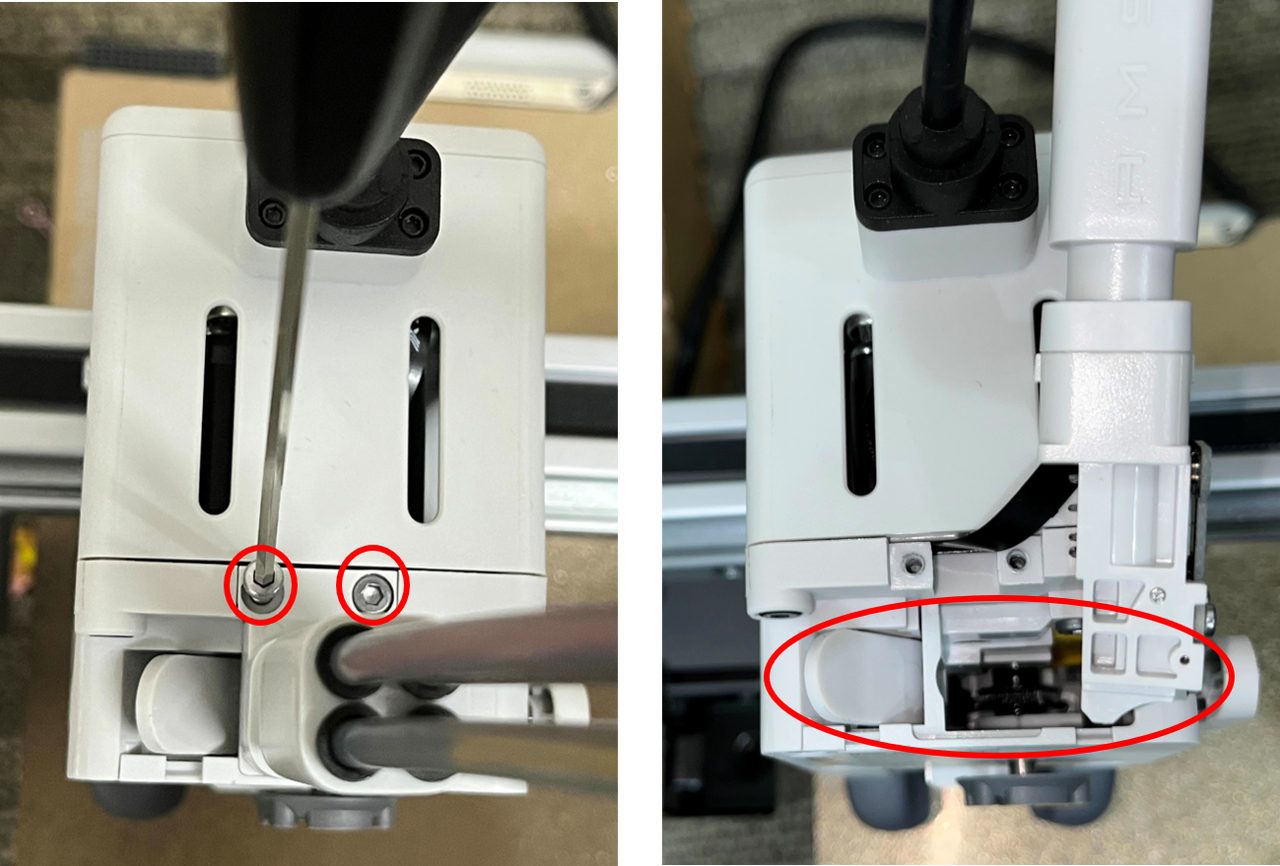
I ekstruder-enheden kan dette lille dæksel fjernes for at se, om filamentet sidder fast i ekstruderhjulet.
Ekstruderhjulet kan også ses fra siden ved at frigøre filamentskærerens håndtag. Når der ophobes filamentpulver i ekstruderhjulet, kan denne position bruges til at rense resterne væk.
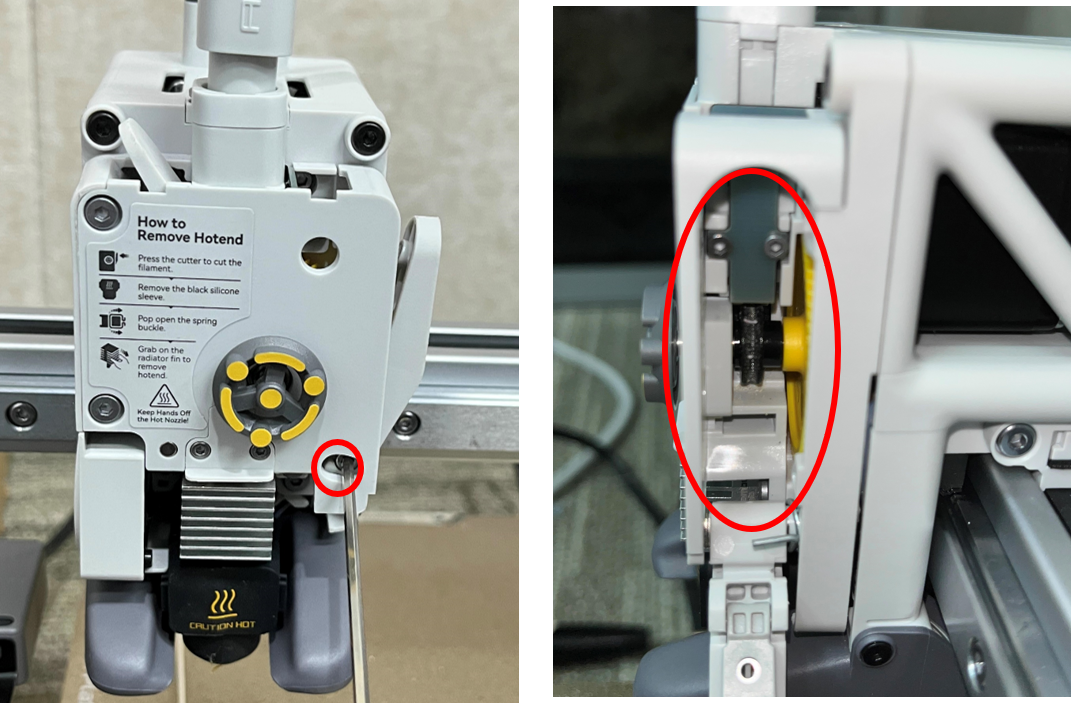
Filament-hubben kan forsigtigt fjernes fra toppen (vær forsigtig, når du trækker i filamentsensorens kabel), så du fra oven kan kontrollere, om ekstruderhjulet er tilstoppet.
Skærer
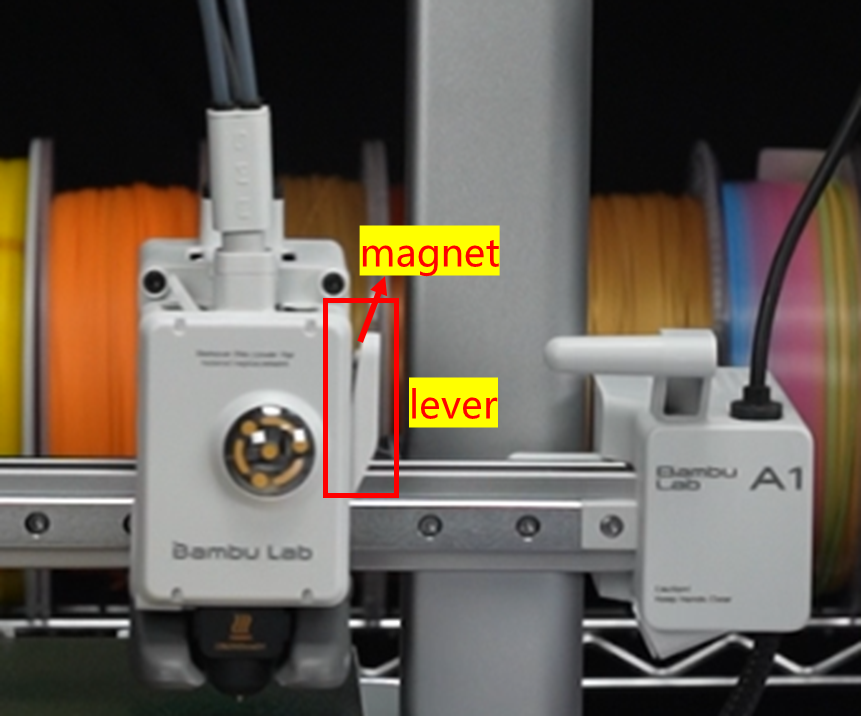
Filamentskærerens håndtag er monteret på toolheadet for at fastgøre skæreklingen og magneten til positionsregistrering. Håndtaget drives til at skære filamentet over under skæreprocessen ved at trykke på grebet. Efter skæringen springer filamentskærerens håndtag automatisk tilbage.
Håndtaget har en magnet, og en tilhørende filamentsensor sidder inde i toolheadet i samme vandrette position som magneten. Derfor kan printeren registrere filamentskærerens håndtagsposition via filamentsensoren.
Filament-hub og filamentsensor
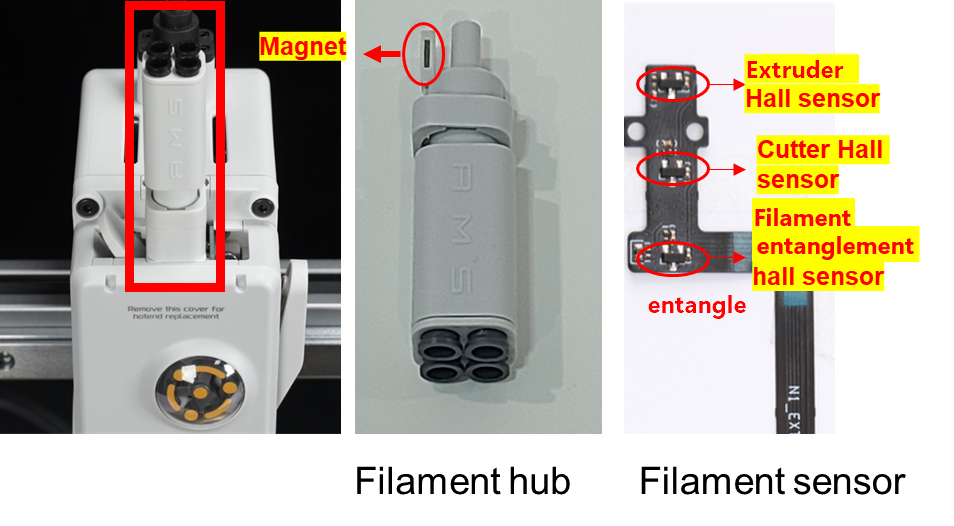
PTFE-slangerne er forbundet til filament-hubben på toolheadet. Det gør det muligt for toolheadet at håndtere fire forskellige filamenter og dermed muliggøre multifarveprint i kombination med et multifarve-printmodul. Derudover indeholder filament-hubben en magnet indvendigt, der arbejder sammen med en hall-sensor for filamentsammenfiltring for at kontrollere for sammenfiltret filament. Når der er for stor modstand under filamentfremføringen, trækkes filament-hubben ned, så magneten kommer tættere på filamentsensoren og udløser en advarsel om filamentsammenfiltring.
Filamentsensorens kredsløbskort indeholder kredsløb til registrering af filamentfremføring, filamentskæring og filamentsammenfiltring. Registreringen af filamentfremføring bruges til at kontrollere, om der er filament i ekstruderen, registreringen af filamentskæring styrer skærehandlingen, og registreringen af filamentsammenfiltring bruges til at kontrollere for sammenfiltret filament.
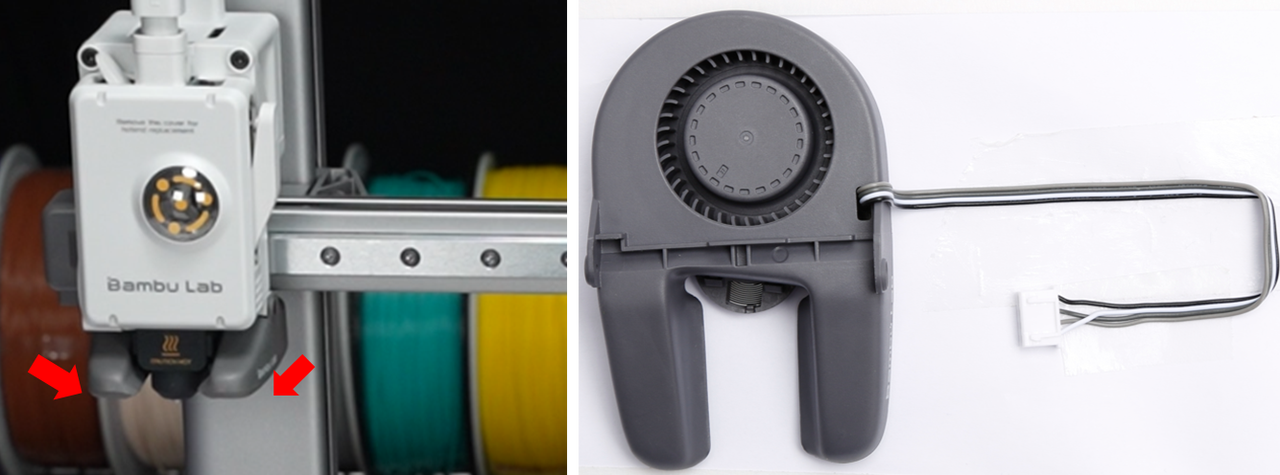
Kølesystem
Effektiv køling af den printede model er afgørende for hurtig printning. A1 har en specialfremstillet 5015 centrifugalblæser med to modsatrettede luftudtag. Dette design leder kølluften præcist mod området omkring dysen og sikrer hurtig køling af de printede dele.
Varmeplade-enhed
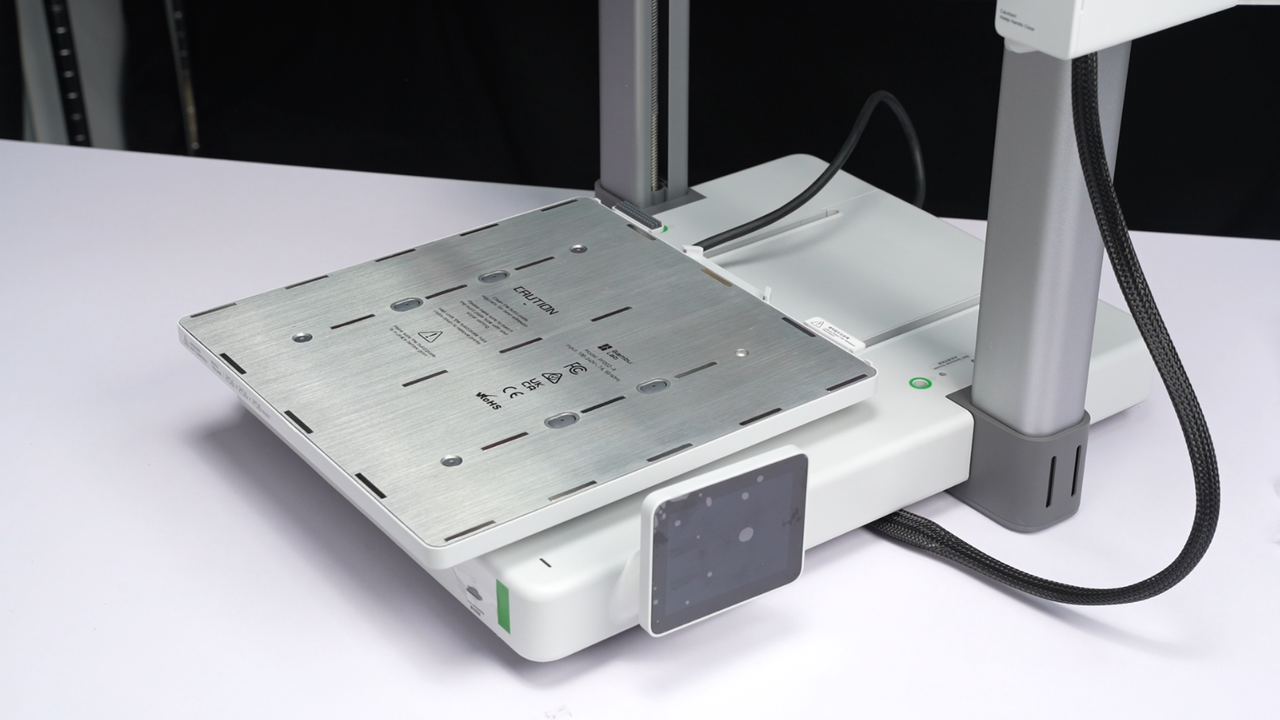
Varmepladens hovedfunktion er at opvarme printoverfladen, så de printede lag hæfter bedre til byggepladen. Uden opvarmning af printoverfladen hæfter det første lag materiale, der lægges på varmepladen, måske ikke stabilt, hvilket kan føre til warping eller endda løsrivelse af det printede objekt under den efterfølgende printproces. På A1-printeren styres pladens opvarmningstemperatur ud fra typen af printmateriale og kan nå op til maksimalt 100 °C.
Derudover fungerer varmepladen som printerens Y-akse-bevægelseskomponent. Y-akse-motoren er forbundet til varmepladen via en synkronrem, der driver varmepladen til at bevæge sig langs Y-aksen og muliggør printning i Y-retningen. X-akse-bevægelsen sker ved, at X-akse-motoren driver toolheadet via en synkronrem. Den koordinerede bevægelse af de to akser gør det muligt for printerdysen at bevæge sig i XY-retningen hen over varmepladens overflade.
Renseskraber og dyseskraber
Renseskraber
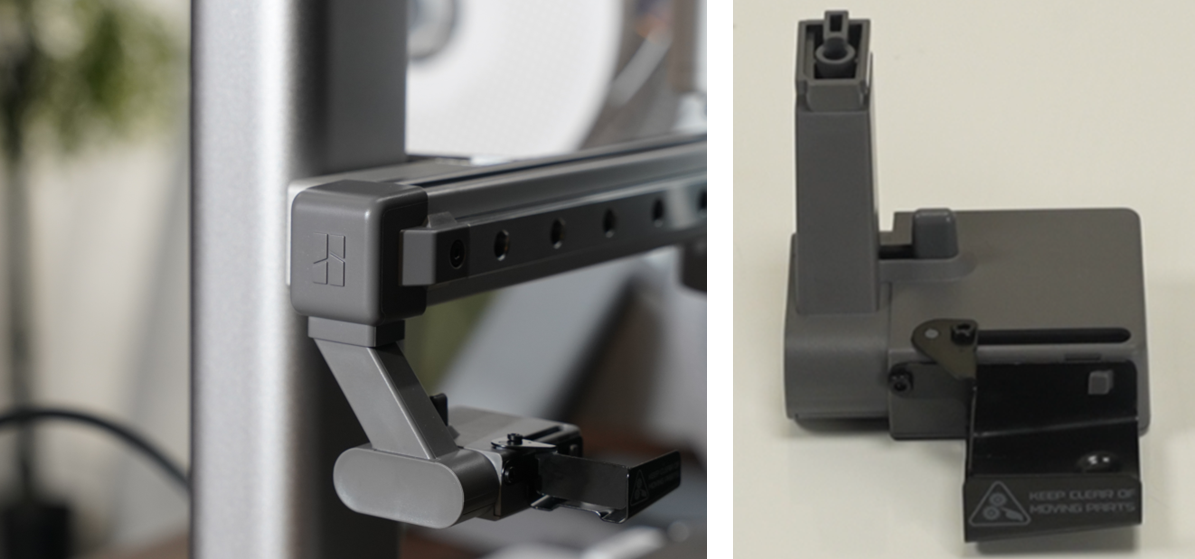
Renseskraberen er specielt designet til effektivt at håndtere det overskydende filament, der presses ud af dysen. Dens funktioner omfatter at opsamle og lede det overskydende filament væk samt sikre korrekt bortskaffelse for at holde printet kørende og jævnt. Denne enhed spiller en afgørende rolle i forskellige faser af printprocessen, herunder opsætning af printeren, pause og genoptagelse af print, indlæsning og udtagning af filament samt filamentskift og rensning under multifarveprint.
Dyseskraber
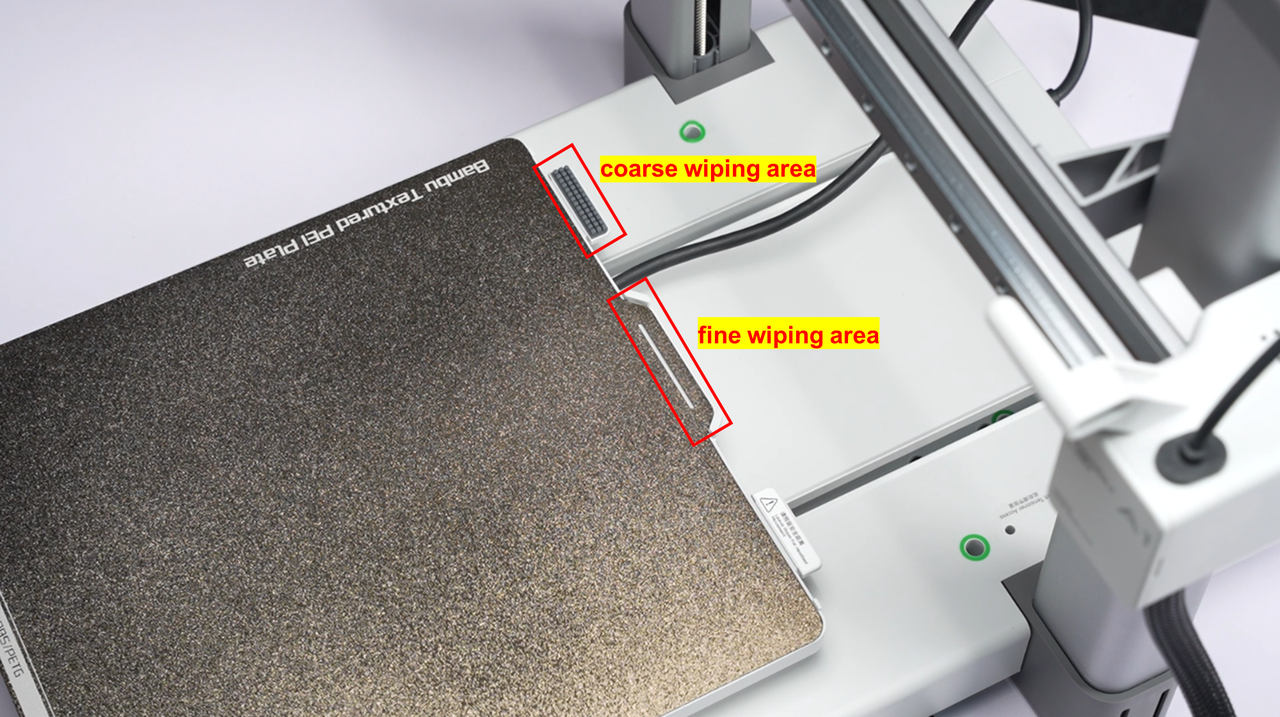
Skraber-enheden renser dysen, før en printopgave startes. Efter hvert printjob er startet, udføres rensningen automatisk uden manuel indgriben. Renseprocessen omfatter en grov aftørring og en fin aftørring. Den grove aftørring bruges primært til at fjerne eventuelt resterende affaldsmateriale på den varme dyse, mens den fine aftørring udføres for at rense dysespidsen til en glat finish.
A1-printeren leveres med et sæt silikoneskraber-komponenter forinstalleret på varmepladen til den grove aftørring. Bemærk, at udskiftning af silikoneskraber-komponenterne er en del af den løbende vedligeholdelse. Hvis silikoneskraber-komponenterne er beskadiget, kan du købe reservedele i den officielle butik.
Den fine aftørring refererer til, at dysen bevæger sig 1~2 millimeter ned på en bestemt position på byggepladen. Hvis du derfor bemærker lidt slid på belægningen i det område af byggepladen, er der ingen grund til bekymring, da det er normalt.
Byggeplade
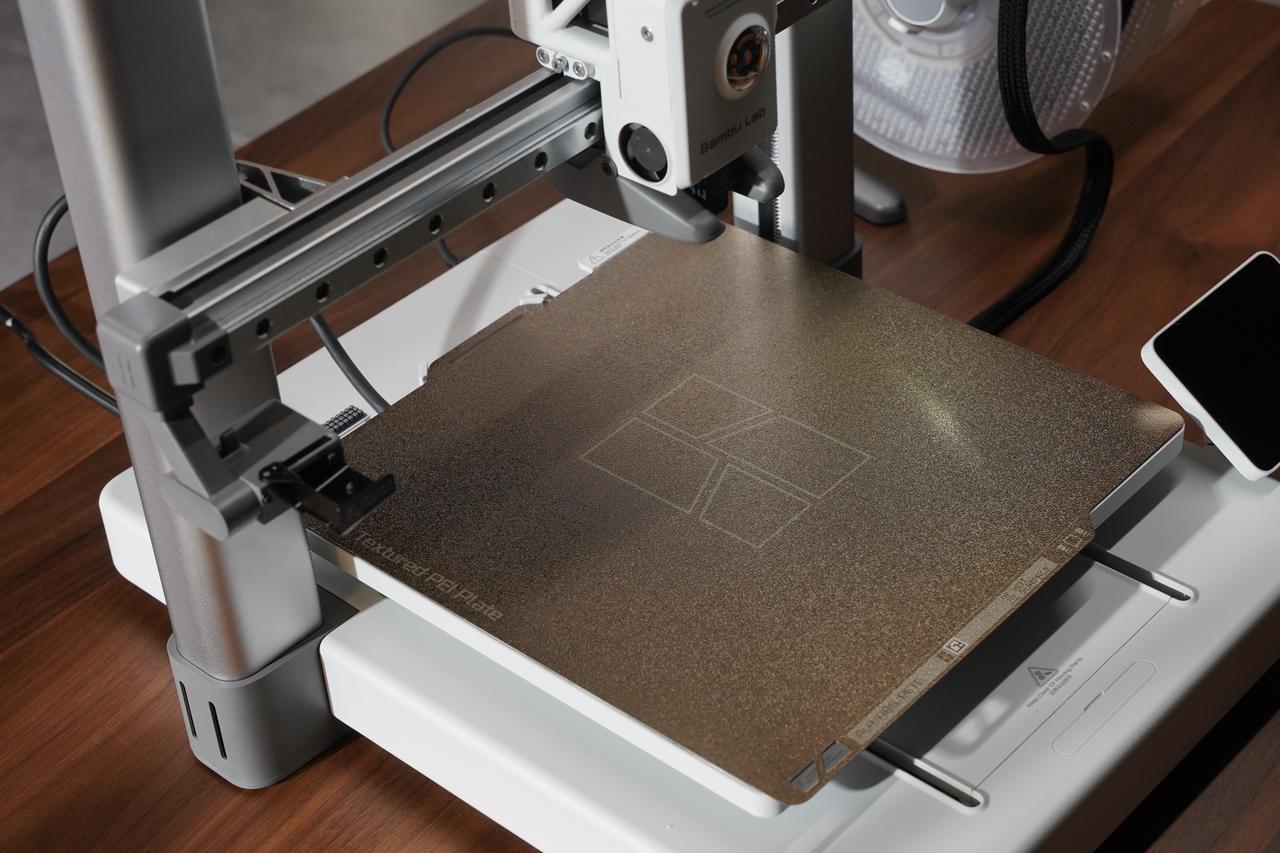
A1 leveres med en tekstureret PEI-plade (inkluderet i pakken), der er fremstillet ved at sprøjte PEI-materiale på en plade af rustfrit stål. Den giver en særlig tekstureret overflade på undersiden af de printede objekter. Denne byggeplade er velegnet til at printe forskellige materialer som PLA, PETG, TPU med flere uden brug af nogen form for lim. Efter printet anbefales det at vente med at fjerne det printede objekt, til byggepladen er kølet af. Det anbefales at rense byggepladen regelmæssigt for at bevare optimal vedhæftning. Derudover anbefales det at minimere direkte kontakt mellem fingre og byggepladens overflade for at undgå, at hudens fedt påvirker materialernes vedhæftning til byggepladen.
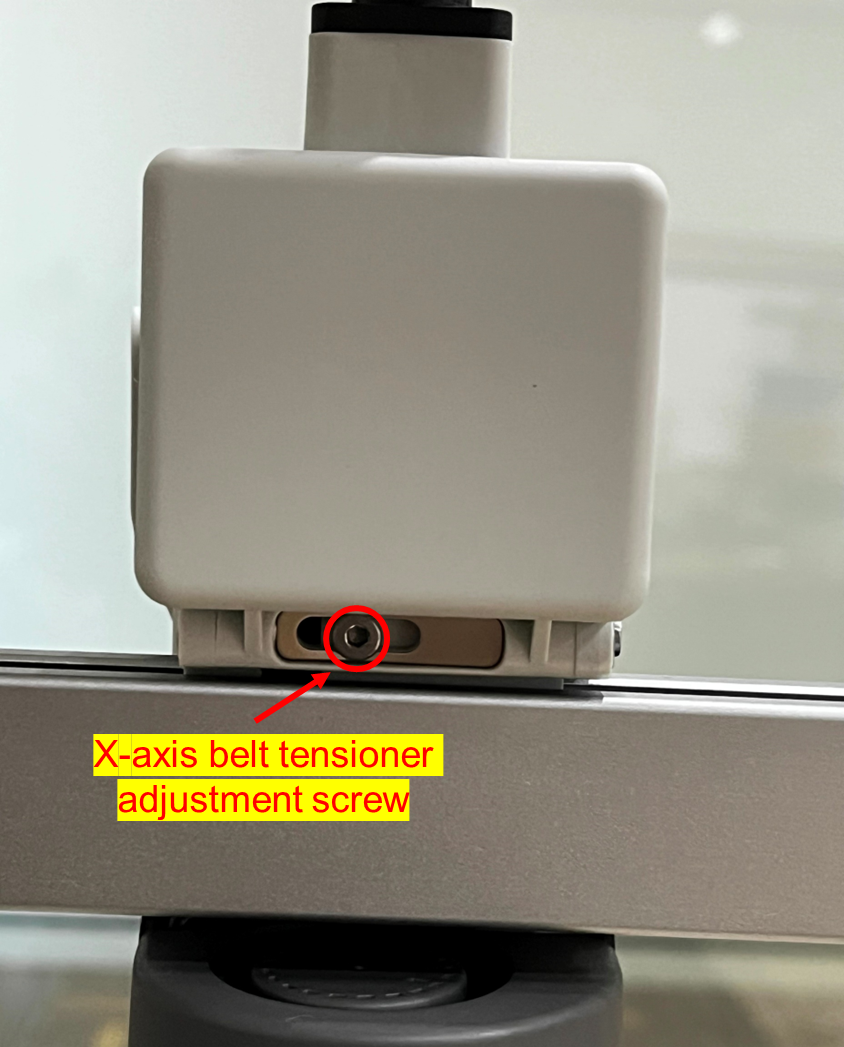
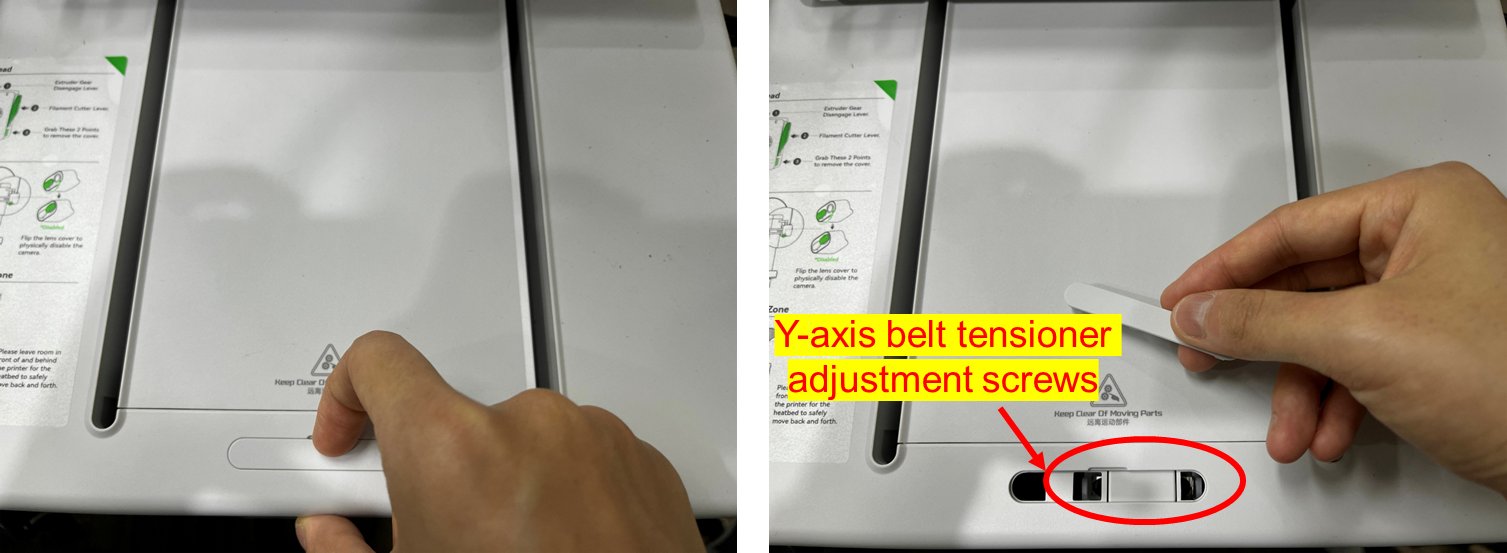
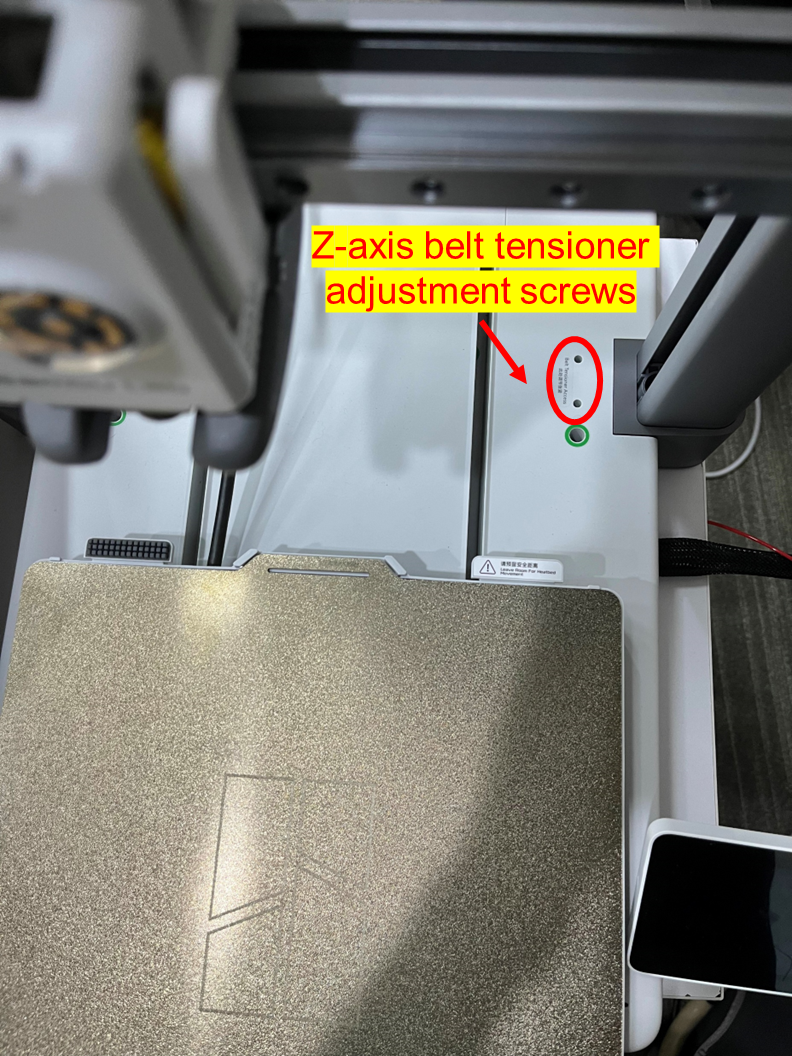
Remspænder
A1 er udstyret med 3 justerbare remspændere. Belt Tension Monitor (BTM) overvåger remmenes spænding og giver dig feedback. Du kan justere remspændingen ud fra denne feedback for at opnå optimal ydeevne. (Se A1-remspænding).
X-akse-remspænder
Y-akse-remspænder
Z-akse-remspænder
Elektriske komponenter
A1 indeholder forskellige elektroniske komponenter, og her er et kort overblik over nogle af de vigtigste komponenter og deres funktioner:
Printkort
A1-printerens hovedkort består af en lavenergi-SoC (System-on-Chip) med en dual-core-processor, Wi-Fi-baseband, Bluetooth-baseband, RF-modul og andre periferienheder. Det indeholder også en dual-core-MCU (Microcontroller Unit) og en single-core-MCU. Derudover indeholder det stepmotor-drivere og de stik, der kræves for at forbinde forskellige elektroniske enheder til printeren.
SoC'en står primært for at håndtere A1-printerens brugergrænseflade og styre forbindelsen mellem slicer-softwaren/mobilappen og printeren. MCU'en styrer derimod printerens opvarmning og bevægelse efter at have modtaget G-code-strømmen fra CPU'en.
Kamera
Printeren har et indbygget kamera, der kan bruges til realtidsovervågning af print via Bambu Studio- eller Bambu Handy-apps. Det kan også bruges til registrering af printfejl (understøttes efter firmwareopdateringer).
Ud over overvågningsfunktionen kan kameraet optage videoer af print og lave time-lapse-videoer. Maskinen har ikke natsyn, men kameramodulet har en LED, der kan belyse det printede objekt.
A1's kontrolmodul-funktioner
A1 auto-nivellering af plade
Auto-nivelleringen af pladen på A1-printeren omfatter følgende trin:
Berøringsføler-registrering
A1-printerens hotend er udstyret med en eddy current-sensor (hvirvelstrøm), der gør det muligt at registrere kontakten mellem dysen og varmepladen. Kombineret med Z-akse-bevægelsen muliggør det direkte måling af et bestemt punkts relative højde på varmepladen i forhold til pladens midte.
Højdekortlægning
Ved at sondere varmepladen via dysekontakt udfører A1 højdemålinger på 49 punkter arrangeret i et 7x7-gitter på varmepladen og opnår dermed et højdekort over pladen. Dette højdekort registrerer højden af hvert punkt i 7x7-XY-koordinatgitteret.
Kompensationsjustering
Under printet justerer printeren automatisk Z-aksens højde ved forskellige XY-koordinater ud fra højdekortet. Det sikrer en konstant afstand mellem dyse og varmeplade, så det printede materiale hæfter ensartet til byggepladen.
Med auto-nivelleringsfunktionen kan A1 automatisk registrere og justere byggepladens højde før og under printprocessen. Det forbedrer printkvalitet og præcision ved at undgå vedhæftningsproblemer som følge af en ujævn varmeplade-overflade. Det øger succesraten og ensartetheden af print.
A1 resonanskompensation
Resonanskompensation har til formål at afhjælpe eller eliminere ustabilitet og kvalitetsproblemer forårsaget af mekaniske vibrationer eller resonanser under print.
Under en 3D-printers drift udløser hver acceleration og deceleration printerens iboende resonansmønstre, hvilket fører til subtile frem- og tilbagegående vibrationer. Disse vibrationer, såsom overfladekrusninger, vibrationsmærker eller forvrængninger, kan påvirke printkvaliteten negativt.
For at modvirke disse resonanseffekter anvender A1 resonanskompensationsteknologi, der omfatter følgende trin:
Vibrationsanalyse
Ved hjælp af et accelerometer, såsom et X-akse-accelerometer eller et varmeplade-accelerometer (Y-akse), kan printeren fremkalde vibrationer i motorerne ved forskellige frekvenser og opfange XY-aksernes faktiske vibrationskurver. Disse kurver kan derefter analyseres for at identificere XY-aksernes resonansmønstre.
Beregning af kompensationsparametre
Ud fra analysen af resonansmønstrene bruger printersystemet specifikke kompensationsalgoritmer til at beregne kompensationsparametre.
Dynamisk justering
Under printprocessen kan resonanskompensationsfunktionen anvende en kompensationsmængde på bevægelsescontrolleren ud fra bevægelseskommandoer i realtid, hvilket effektivt udligner resonansmønstre og sikrer, at ekstruderdysens bevægelse stemmer overens med den forventede G-code.
Ved at anvende resonanskompensationsteknologi kan A1 reducere påvirkningen fra mekaniske vibrationer og resonanser under print og dermed forbedre printkvalitet og præcision. Det er med til at minimere overfladekrusninger, vibrationsmærker eller forvrængninger på printede dele og giver glattere og mere præcise printresultater. Det er især vigtigt for anvendelser, der kræver høj præcision og stabilitet.
Flow Dynamics-kalibrering
Under 3D-printprocessen er præcis styring af materialeflowet afgørende for printkvaliteten. Forkerte flowindstillinger kan føre til problemer som unøjagtige måldimensioner, dårlig vedhæftning mellem lag og overfladekvalitetsproblemer. Formålet med dynamisk flowkalibrering er at måle materialets dynamiske responsegenskaber ved forskellige flowhastigheder, beregne materialets hysterese under ekstruderingsprocessen og udføre realtids-hysteresekompensation under print. Det gør det muligt for printeren at opnå ensartet ekstrudering selv ved høje hastigheder og accelerationer og dermed give mere præcise og ensartede printresultater.
Implementering af dynamisk flowkalibrering omfatter typisk følgende trin:
Dynamisk hysteresemåling
A1 bruger sensorer til at måle variationen i materialets flowhastighed under kalibreringsprocessen.
Dynamisk flowkalibrering
Printeren beregner automatisk kompensationsparametre ud fra dataene om variation i flowhastighed, svarende til "pressure advance" i Klipper eller "linear advance" i Marlin.
Realtidsjustering
Under printprocessen kompenserer printeren for ekstruderingsvolumenet ud fra realtids-flowkrav og sikrer, at materialeflowet fra ekstruderen forbliver synkroniseret med XY-aksernes høje hastighed. Det sikrer ensartede flowhastigheder på tværs af forskellige printområder og lag.
Med dynamisk flowkalibrering kan A1 dynamisk justere materialeflowet under print, så det tilpasses forskellige printforhold og krav. Det er med til at forbedre printkvalitet, præcision og ensartethed og sikrer, at printede dele har korrekte dimensioner og kvalitet, samtidig med at problemer forårsaget af unøjagtigt materialeflow reduceres.
Aktiv motorstøjsreduktion
Motorstøj skyldes typisk mekaniske vibrationer, motordrift, blæserdrift eller ekstruderbevægelse i en 3D-printer. Disse lyde kan både være forstyrrende for operatøren og påvirke komforten i de omkringliggende omgivelser. Motorstøjsdæmpningsfunktionen har til formål at reducere den samlede printstøj ved at dæmpe den støj, motorerne genererer under printprocessen.
Motorstøjsreduktion opnås ved at måle de uønskede karakteristika i motoren og beregne kompensationsmængden i realtid ud fra motorens aktuelle driftstilstand under print. Denne kompensation anvendes derefter på motoren og genererer modsatrettede vibrationer i motoren for at modvirke de vibrationer, der skyldes motorens ufuldkommenheder. Motorstøjskalibrering findes i kalibreringsmenuen, så brugerne kan rekalibrere motorstøjen efter behov.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A1-guides