Introduktion til A1 mini
Hvordan fungerer A1 mini?
A1 mini er en 3D-printer, der bruger plastfilament til at skabe 3D-objekter. Den kan omdanne digitale modeller til fysiske objekter. Arbejdsprincippet for A1 mini omfatter typisk følgende trin:
Oprettelse eller anskaffelse af en digital model:
Først skal du oprette en 3D-model eller anskaffe en eksisterende digital model. Det kan gøres via CAD-software, online ressourcer eller andre kilder.
Slicing
Derefter skærer Bambu Studio den digitale model op i mange tynde lag. Informationen for hvert lag konverteres automatisk til et sprog, som printeren kan forstå, kaldet "G-code". Denne kode fortæller printeren, hvilke bevægelsesbaner og hastigheder de forskellige akser skal følge under printet.
Forberedelse af printeren
Inden du starter printet, skal du forberede printeren. Det omfatter at lade filament, placere byggepladen og kalibrere printerens parametre for at sikre printkvaliteten.
Printning
Når alt er klar, printer A1 mini gradvist lag for lag på printpladen og opbygger objektet trin for trin.
A1 mini's bevægelsessystem
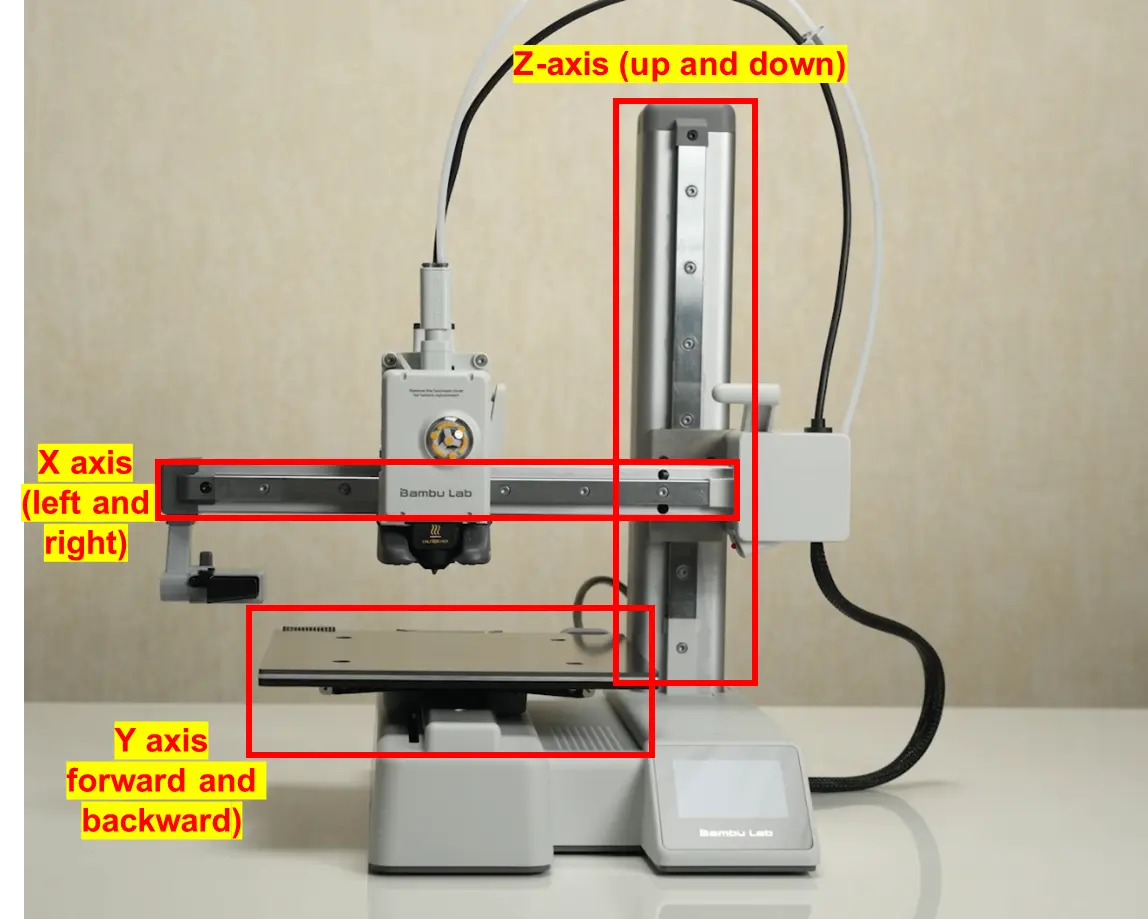
A1 mini bruger et kartesisk koordinatbevægelsessystem, der består af følgende komponenter:
X-akse-bevægelse
X-akse-bevægelsen består af en vandret styreskinne og en tværbjælke. Printhovedet er fastgjort på en glideklods, der frit kan glide langs den vandrette styreskinne. Ved at styre glideklodsens bevægelse til venstre og højre kan printhovedet positioneres præcist i X-aksens retning.
Y-akse-bevægelse
Y-akse-bevægelsen består af en vandret styreskinne og en printplade. Printpladen sidder på styreskinnen og kan bevæge sig frem og tilbage langs Y-aksen. Ved at styre printpladens bevægelse frem og tilbage opnås styring af print i Y-aksens retning.
Z-akse-bevægelse
Z-akse-bevægelsen bruges til at styre printhovedets lodrette position i forhold til printpladen. Den består af en lederskrue, en møtrik, en kobling og en stepmotor. Stepmotoren driver lederskruen rundt via koblingen og styrer dermed værktøjshovedets bevægelse på Z-aksen.
A1 mini kan positionere printhovedet præcist i alle tre retninger ved at styre bevægelsen på X-, Y- og Z-aksen. Disse bevægelser styres typisk af motorer og tilhørende driverkredsløb. Printhovedets bevægelsesbane og hastighed kan styres ved, at maskinens controller læser printfilen og sender instruktioner.
Værktøjshovedmodul
Værktøjshovedet er en af A1 mini's vigtigste komponenter. Værktøjshovedmodulet består hovedsageligt af følgende komponenter: hotend-enhed, ekstruderenhed, skæreenhed, filament-hub og filamentsensor.
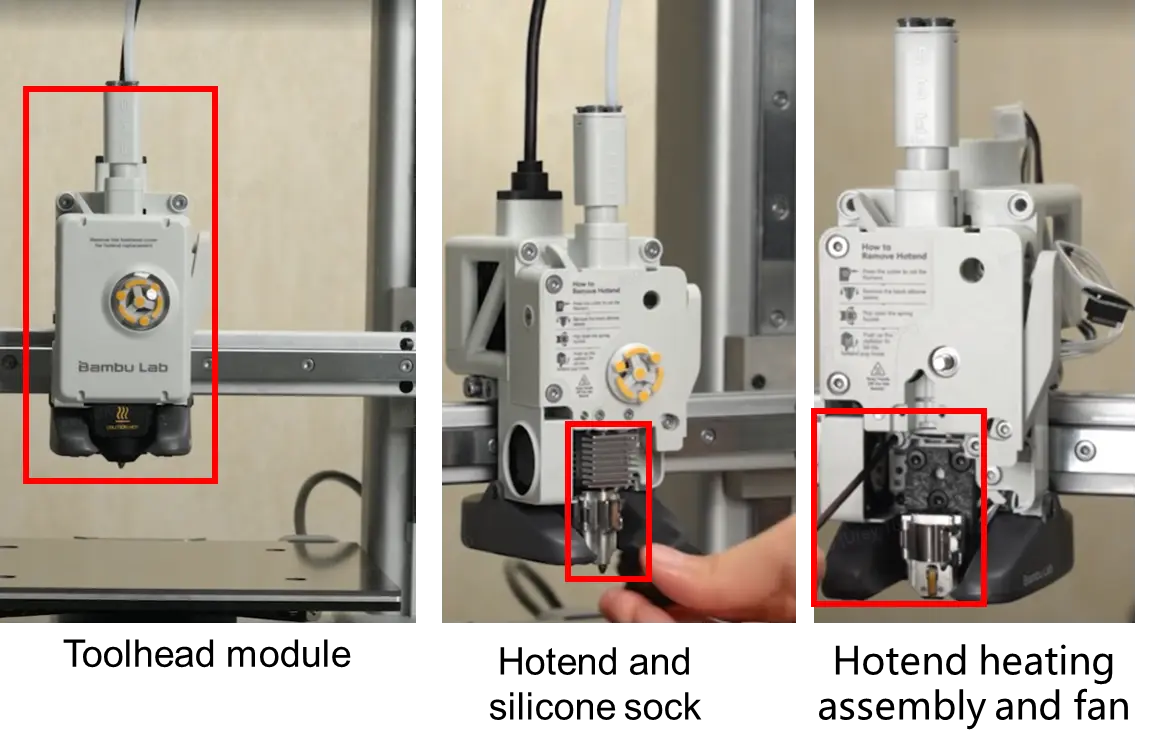
Hotend-enhed
Hotend-enheden er en central komponent i værktøjshovedmodulet og består af et hotend-varmeelement, et hotend (med integreret dyse og kølelegeme), en hotend-blæser og en hotend-silikonesok. Hotend-enheden opvarmer filamentet til en bestemt temperatur, smelter det og afsætter det i tynde lag for at danne objektet.
Forskellige filamenter kræver forskellige varmetemperaturer. For eksempel printes PLA ved lavere temperaturer omkring 210-220°C, mens PETG kræver højere temperaturer omkring 250-260°C. Ligesom den klassiske X1-serie har Bambu Lab A1 mini et integreret hotend-design, der kombinerer dyse og kølelegeme og dermed giver en hurtigere opvarmning end et almindeligt hotend.
Desuden gør det udskiftning af hotend hurtig, uden at du skal frakoble små stik eller lede efter en pålidelig skruetrækker.

Ekstruderenhed
Ekstrudermotoren og ekstrudertandhjulene er vigtige dele af ekstruderenheden. Ekstrudermotoren trækker filamentet fra spolen og fører det ind i hotend. Når det er opvarmet og smeltet, presses filamentet ud gennem dysen for at danne den printede model. Ekstrudermotoren er afgørende for præcist at styre, hvor meget filament der presses ud gennem hotend, og er en central komponent i en 3D-printer.
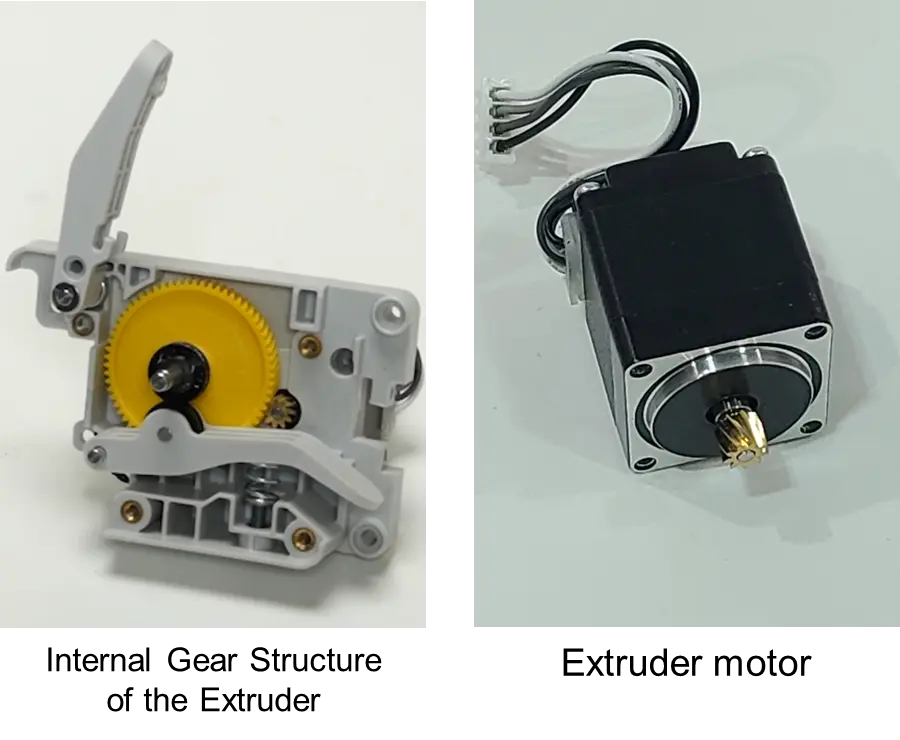
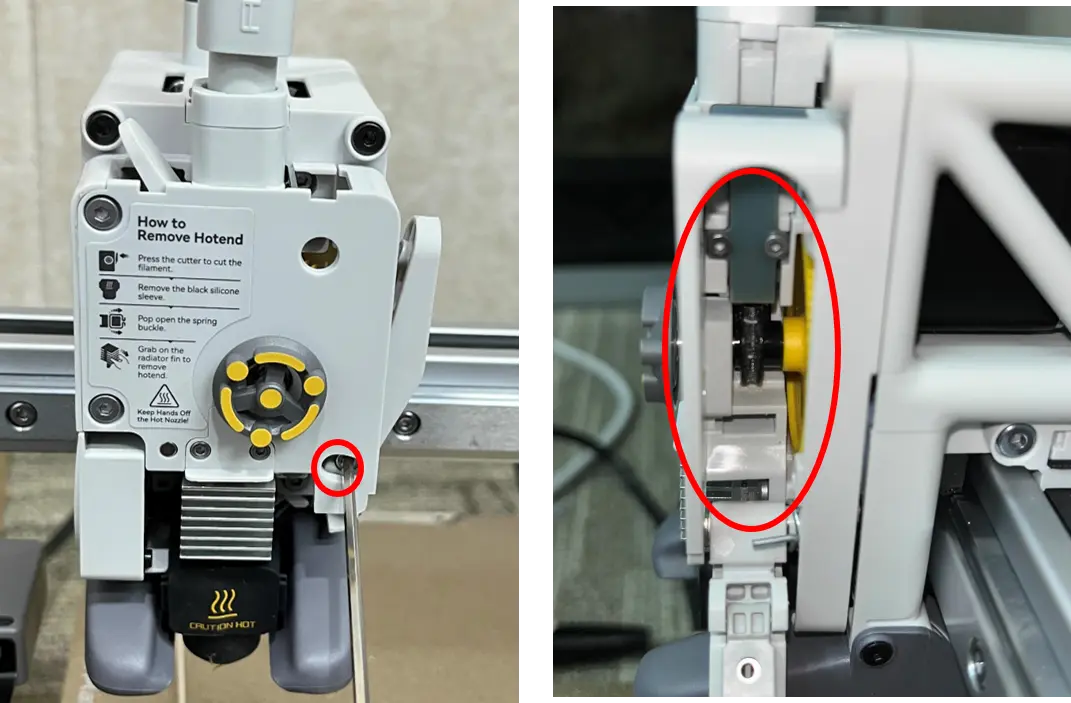
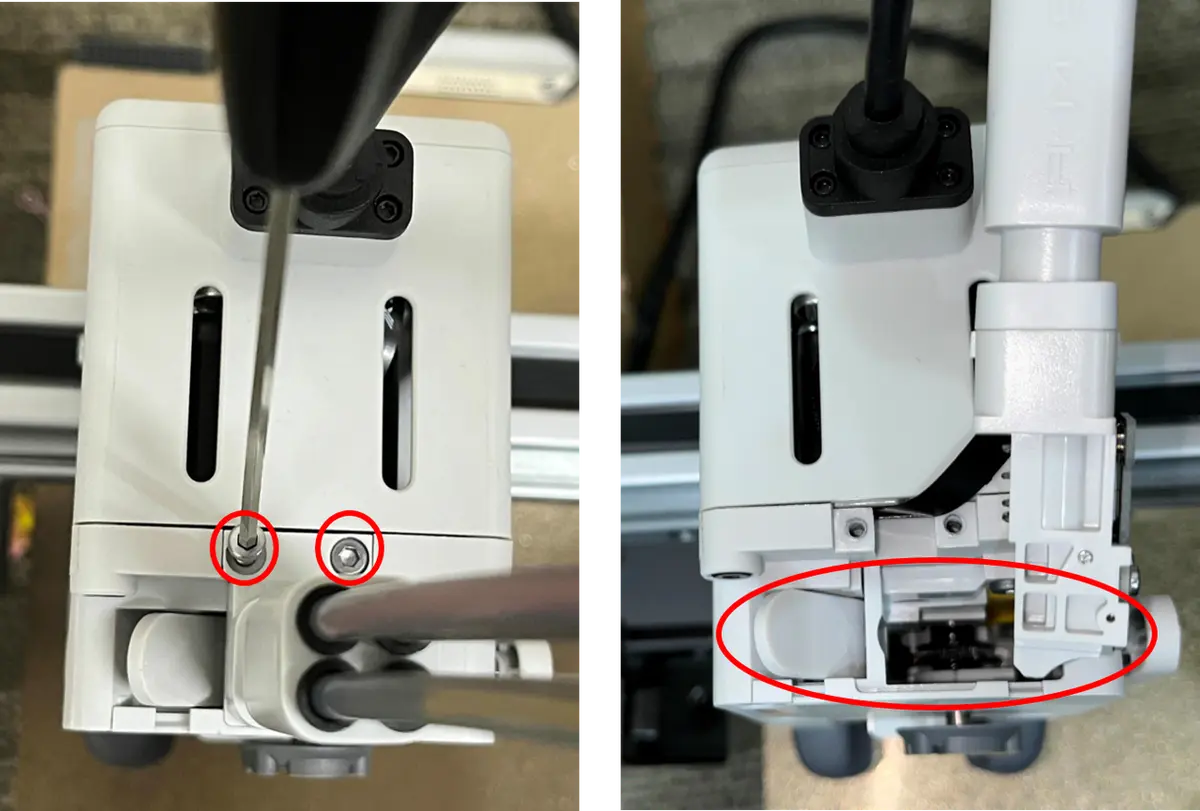
I ekstruderenheden kan dette lille dæksel fjernes, så du kan se, om der er filamenttilstopning i ekstrudertandhjulet.
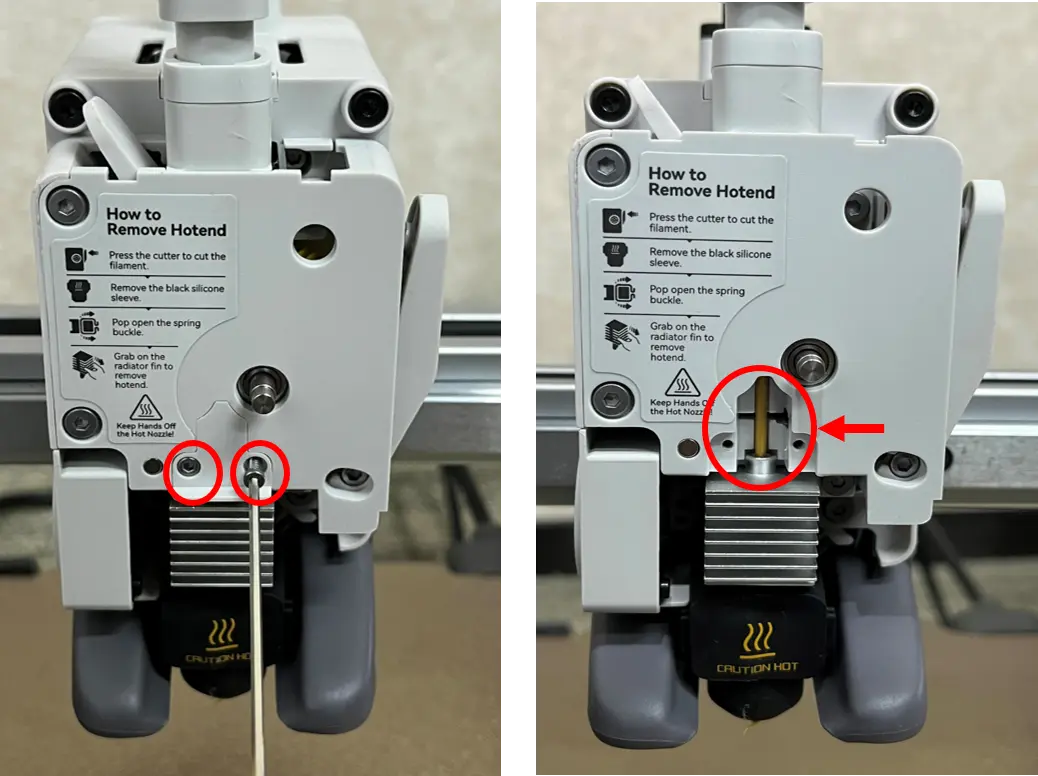
Ekstrudertandhjulet kan også ses fra siden ved at løsne skærearmen. Når der samler sig filamentstøv i ekstrudertandhjulet, kan du rense resterne væk fra denne position.
Filament-hubben kan forsigtigt fjernes fra toppen (vær forsigtig, når du trækker i filamentsensorens kabel), så du kan se fra oven, om ekstrudertandhjulet er tilstoppet.
Skæreenhed
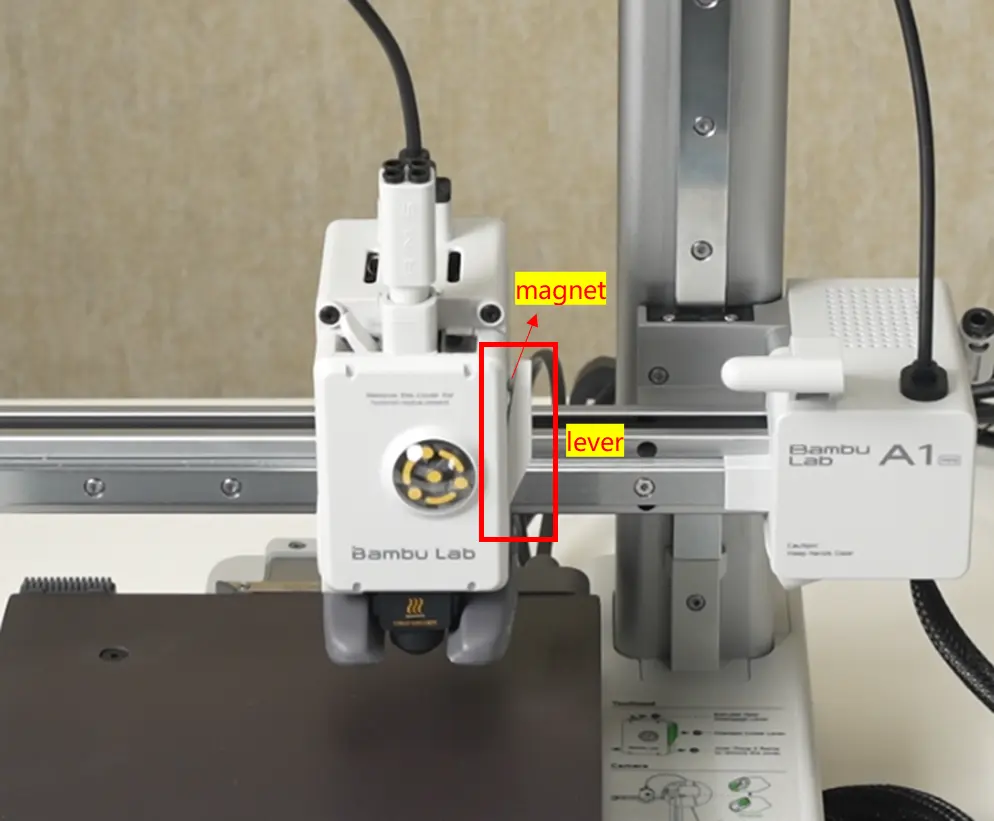
Skærearmen er monteret på værktøjshovedet og holder skærebladet og magneten til positionsregistrering. Under skæringen drives bladet til at skære gennem filamentet, når du trykker på håndtaget. Efter skæringen springer bladhåndtaget automatisk tilbage.
Armen har en magnet, og en tilsvarende Hall-sensor sidder inde i værktøjshovedet i samme vandrette position som magneten. Derfor kan printeren registrere skærearmens position via Hall-sensoren.
Filament-hub og filamentsensor
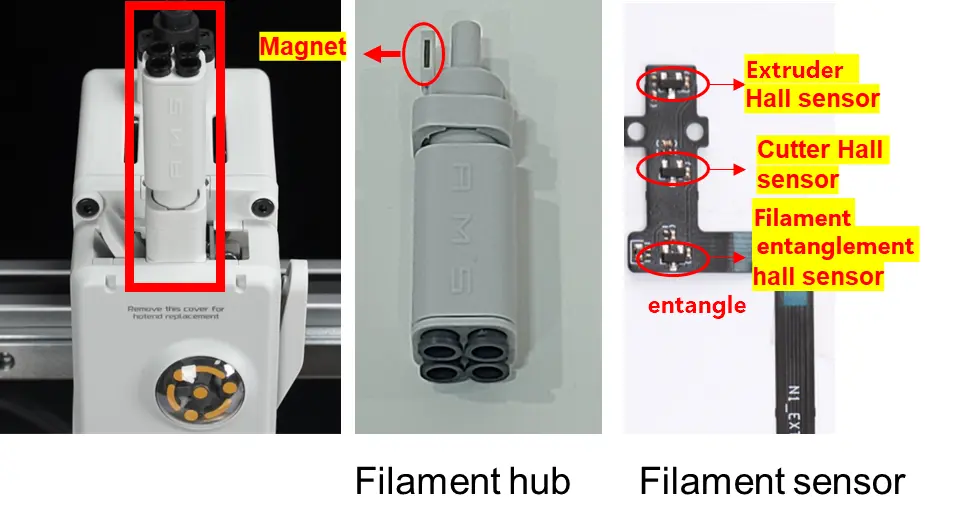
PTFE-slangerne er forbundet til filament-hubben på værktøjshovedet. Det gør det muligt for værktøjshovedet at håndtere fire forskellige materialer og dermed lave flerfarvet print sammen med et flerfarve-printmodul. Filament-hubben indeholder desuden en magnet, der sammen med en Hall-sensor for filamentsammenfiltring tjekker for sammenfiltring. Når der er for stor modstand under filamentfødningen, trækkes filament-hubben ned, så magneten nærmer sig Hall-sensoren og udløser en advarsel om filamentsammenfiltring.
Filamentsensorprintet indeholder kredsløb til registrering af filamentfødning, filamentskæring og filamentsammenfiltring. Registrering af filamentfødning bruges til at tjekke, om der er filament i ekstruderen, registrering af filamentskæring styrer skærehandlingen, og registrering af filamentsammenfiltring bruges til at tjekke for sammenfiltring.
Kølesystem
 |
 |
Effektiv køling af den printede model er afgørende for hurtig printning. A1 mini har en specialbygget 5015 centrifugalblæser med to modstående luftudløb. Designet leder køleluften præcist hen i nærheden af dysen og sikrer hurtig køling af de printede dele.
Varmebord
Varmebordets vigtigste funktion er at opvarme printoverfladen, så de printede lag hæfter bedre på byggepladen. Uden opvarmning af printoverfladen kan det første lag filament ikke hæfte godt nok på varmebordet, hvilket kan føre til warping eller endda løsning af objektet under det videre print. Mens A1 mini kører, styres bordets varmetemperatur ud fra den anvendte filamenttype og kan nå op til 80°C.
Derudover fungerer varmebordet som printerens Y-akse-bevægelseskomponent. Y-akse-motoren er forbundet til varmebordet via en tandrem og driver varmebordet langs Y-aksen til print i Y-retningen. X-akse-bevægelsen sker ved, at X-akse-motoren driver værktøjshovedet via en tandrem. De to akser koordinerer, så printerens dyse kan bevæge sig i XY-retningen på varmebordets overflade.
Dysevisker og purge-visker på varmebordet
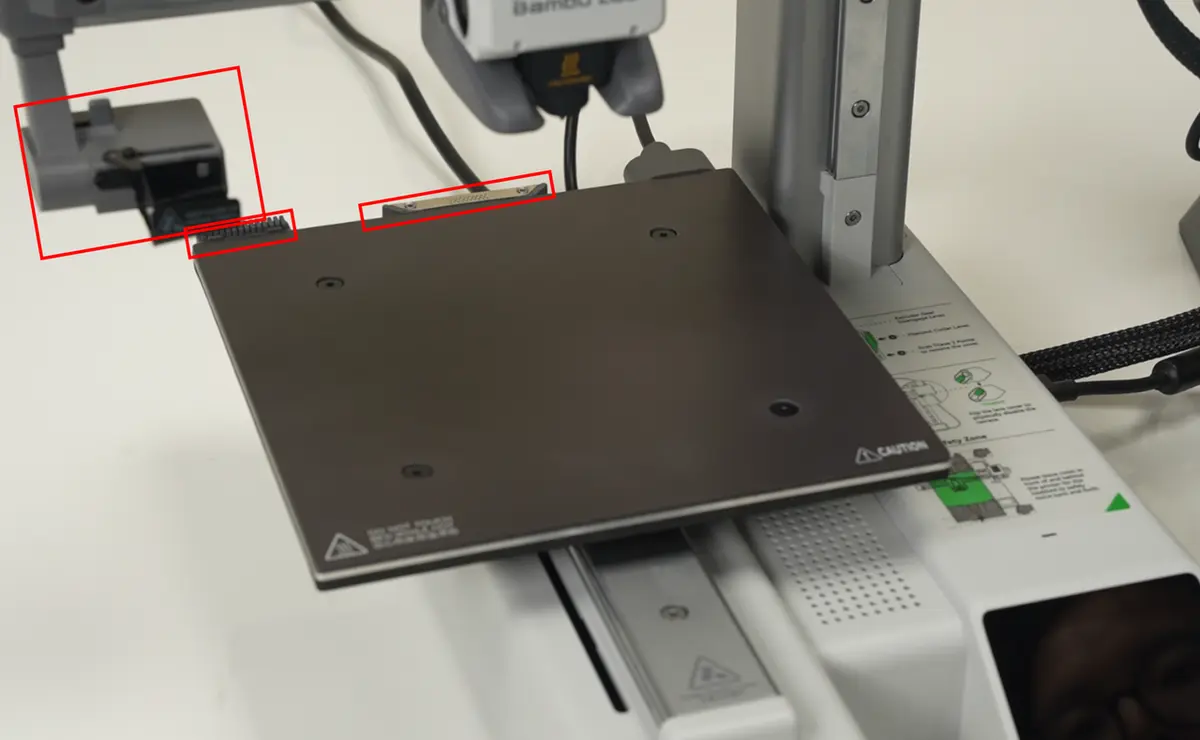
Purge-visker

Purge-viskeren er specielt designet til effektivt at håndtere det spildfilament, der presses ud fra dysen. Den opsamler og transporterer spildfilamentet og sikrer korrekt bortskaffelse, så printet kan forløbe uafbrudt og gnidningsfrit. Enheden spiller en vigtig rolle i flere faser af printet, herunder opsætning af printeren, pause og genoptagelse af print, lade og udlade filament samt filamentskift og purge under flerfarvet print.
Dysevisker på varmebordet
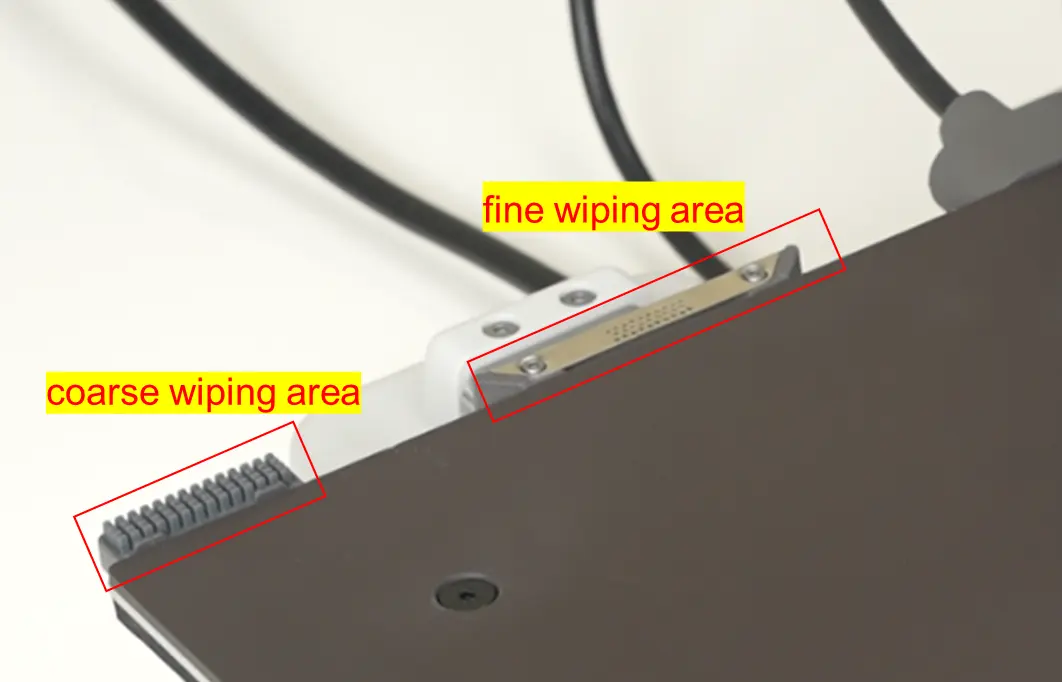
Dyseviskeren på varmebordet er designet til at rengøre dysen, inden et printjob starter. Efter hvert printjob er startet, udføres rengøringen automatisk uden manuel indgriben. Rengøringen omfatter grovaftørring og finaftørring. Grovaftørring bruges primært til at fjerne rester på den varme dyse, mens finaftørring sikrer en glat og ren dyseoverflade. A1 mini leveres med en formonteret dysevisker på varmebordet. Vær opmærksom på, at udskiftning af dyseviskeren er en normal vedligeholdelsesopgave. Du kan købe reservedele i den officielle butik, hvis dyseviskeren bliver beskadiget. (link tilføjes)
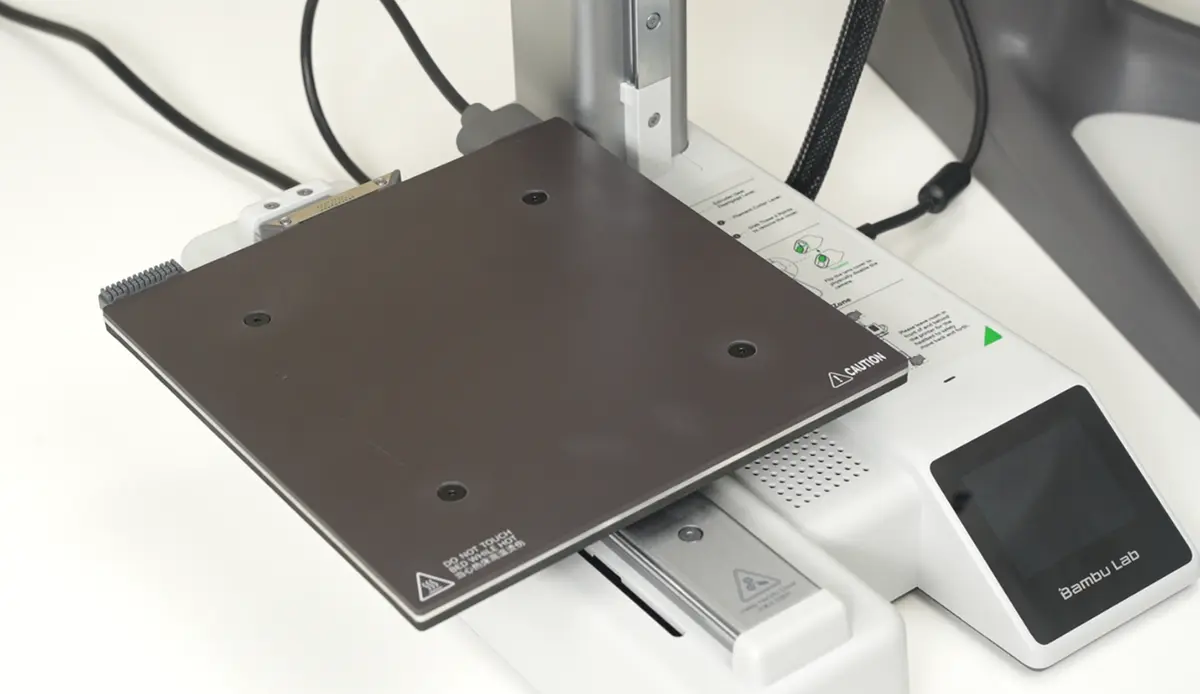
Byggeplade
A1 mini understøtter to fleksible byggeplader, der kan hæftes magnetisk på varmebordet.
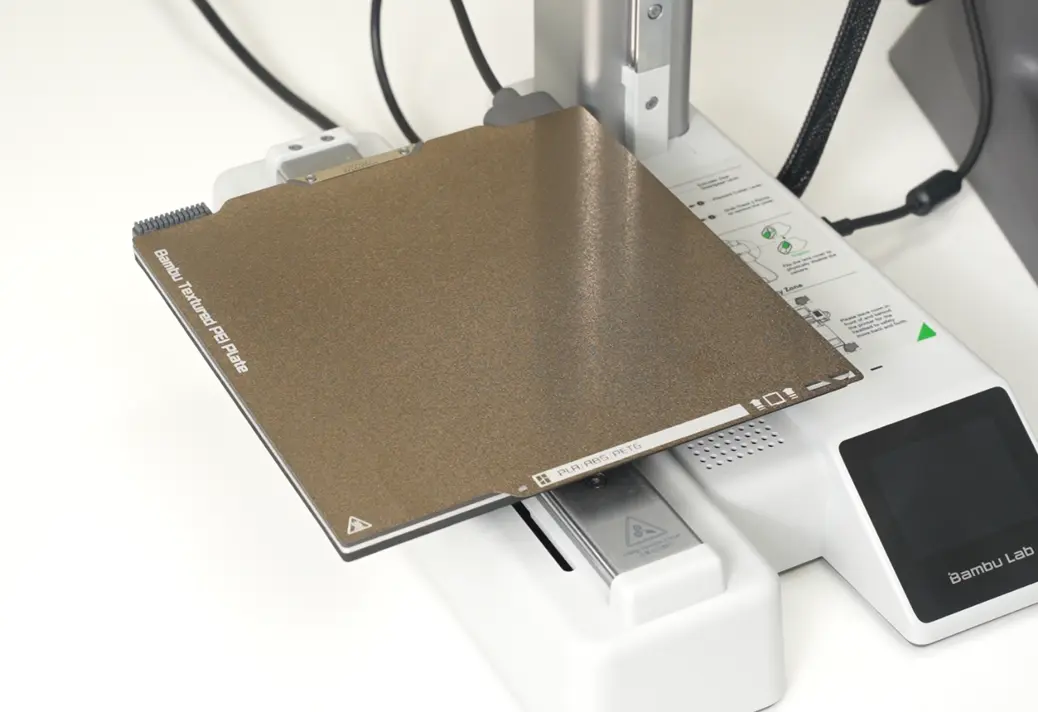
Bambu Textured PEI Plate
Textured PEI Plate (med i pakken) er fremstillet ved at påføre PEI-materiale på en plade af rustfrit stål. Den kan printe forskellige filamenter som PLA, PETG og TPU og kræver ikke lim. Efter print anbefales det at vente, til varmebordet er kølet af, før du fjerner modellen. Rengør printoverfladen regelmæssigt for at bevare optimal vedhæftning. Undgå desuden så vidt muligt at røre printoverfladen med fingrene, da hudens fedt kan påvirke vedhæftningen.
Bambu Smooth PEI Plate
Smooth PEI Plate (sælges separat, fås i butikken) er fremstillet ved at fastgøre en PEI-film på en plade af fjederstål med 3M-højtemperaturlim. Denne printoverflade er ideel til at printe PLA uden lim, men ved print af andre filamenter anbefales det at påføre fast eller flydende lim for at reducere risikoen for at beskadige PEI-filmen.
Remstrammer
A1 mini har remstrammere til både X- og Y-aksen.
Remstrammer til X-aksen
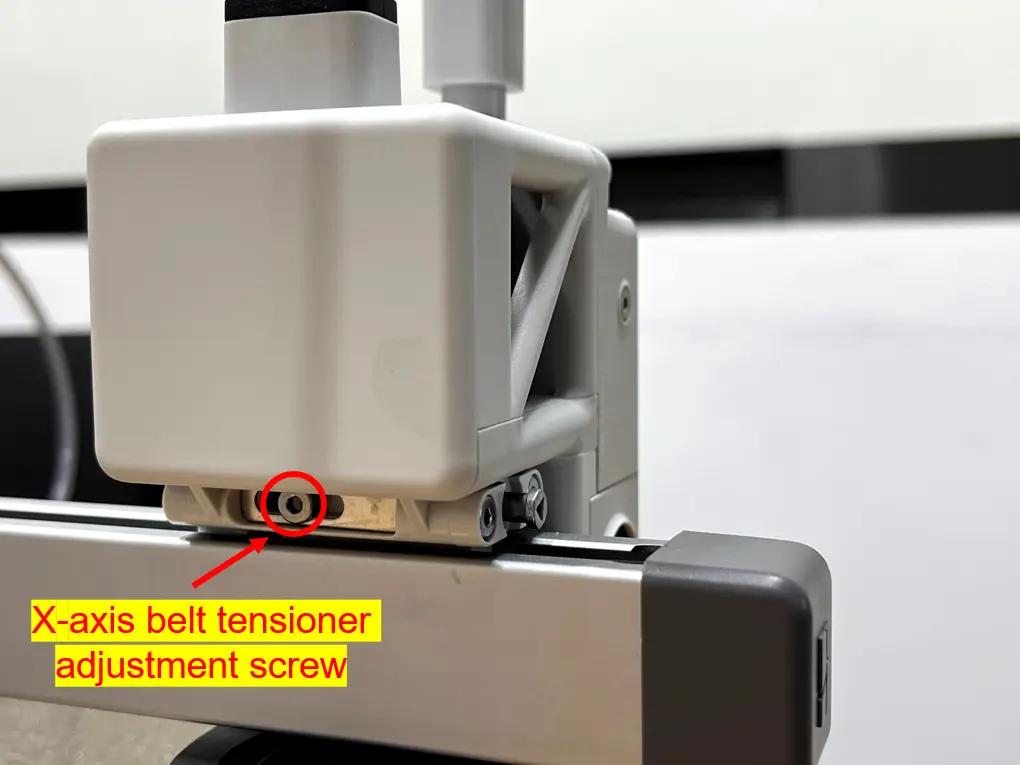
Remstrammeren til X-aksen sidder på værktøjshovedet, og en accelerometersensor på værktøjshovedet overvåger spændingen i X-aksens rem. Hvis der er en uregelmæssighed i X-remmens spænding, beder systemet dig om at justere spændingen. Se A1 mini's vedligeholdelsesguide for vejledning i at stramme X-remmen. (tilføjes)
Remstrammer til Y-aksen

Remstrammeren til Y-aksen sidder bag på maskinen og er udstyret med et accelerometer, der overvåger spændingen i Y-aksens rem. Det giver løbende overvågning og justering af Y-remmens spænding.
Når der er en uregelmæssighed i Y-remmens spænding, melder systemet, at der er et problem med Y-remmens spænding. Se A1 mini's vedligeholdelsesguide for vejledning i at stramme Y-remmen. (tilføjes)
Elektriske komponenter
A1 mini indeholder forskellige elektroniske komponenter, og her er et kort overblik over nogle af de vigtigste komponenter og deres funktioner:
Printkort
Hovedkortet indeholder en strømbesparende SoC (System-on-Chip) med en dual-core processor, Wi-Fi-baseband, Bluetooth-baseband, RF-modul og andre perifere enheder. Det indeholder også en dual-core MCU og en single-core MCU. Derudover har det stepmotor-drivere og de stik, der er nødvendige for at forbinde forskellige elektroniske enheder til printeren. SoC'en håndterer brugerinteraktionen og kommunikationen mellem slicing-softwaren/mobilappen og printeren. MCU'en styrer den faktiske opvarmning og bevægelse af printeren, efter den har modtaget G-code-instruktioner fra CPU'en.
Kamera
Printeren har et indbygget kamera, der bruges til spaghetti-registrering (understøttes i fremtidige firmware-opdateringer) og realtidsovervågning af print via Bambu Slicer eller Bambu Handy-appen. Ud over overvågningsfunktionen kan kameraet optage videoer af print til micro SD-kortet og generere time-lapse-videoer. Maskinen har ikke nattesyn, men kameramodulet har et hjælpelys, der oplyser printet.
Funktioner i kontrolmodulet
Automatisk bordnivellering på A1 mini
A1 mini's automatiske bordnivellering omfatter følgende trin:
Registrering med tryksonde
A1 mini har en funktion, der måler den kraft, der virker på hotend, og som kan bruges til at registrere kontakt mellem værktøjshovedet og varmebordet. Kombineret med Z-aksens op- og nedadgående bevægelse kan A1 mini direkte måle højden af et bestemt punkt på varmebordet i forhold til bordets centrum.
Højdekortlægning
Ved at lade ekstruderhovedet røre varmebordet udfører A1 mini højdemålinger i 36 punkter (6x6-gitter) på bordet og danner et højdekort over bordet. Dette højdekort registrerer højden af hvert punkt i 6x6-gitteret i forhold til bordet.
Kompensationsjustering
Under printet justerer printeren automatisk Z-aksens højde ved forskellige XY-koordinater ud fra højdekortet. Det sikrer en ensartet afstand mellem ekstruderhovedet og bordet, så printmaterialet hæfter ensartet på printbordet.
Med den automatiske bordnivellering kan A1 mini automatisk registrere og justere printbordets højde både før og under printet. Det forbedrer printkvalitet og præcision ved at håndtere problemer fra en ujævn printbordsoverflade og øger derved printets succesrate og ensartethed.
Resonanskompensation på A1 mini
Resonanskompensation har til formål at mindske eller fjerne ustabilitet og kvalitetsproblemer forårsaget af mekaniske vibrationer eller resonans under printet.
Når en 3D-printer kører, vil hver acceleration og deceleration aktivere printerens egne resonansformer og skabe små svingninger. Disse vibrationer kan påvirke printkvaliteten negativt, for eksempel i form af bølger, vibrationsmønstre eller forvrængning på overfladen af de printede dele.
For at fjerne disse resonanseffekter bruger A1 mini resonanskompensationsteknologi, der omfatter følgende trin:
Vibrationsanalyse
Ved hjælp af et accelerometer (til X-aksen) eller en hvirvelstrømssensor (til Y-aksen) kan printeren fremkalde vibrationer i motorerne ved forskellige frekvenser og opfange de faktiske vibrationskurver for XY-akserne. Disse kurver analyseres derefter for at identificere XY-aksernes resonansformer.
Beregning af kompensationsparametre
Ud fra resultaterne af resonansformanalysen bruger printerens system specifikke kompensationsalgoritmer til at beregne kompensationsparametre.
Dynamisk justering
Under printet kan resonanskompensationen dynamisk anvende kompensation på bevægelsescontrolleren ud fra realtidskommandoer for bevægelsesstyring. Det modvirker resonansformerne og sikrer, at ekstruderens dyse bevæger sig i overensstemmelse med den forventede G-code.
A1 mini reducerer påvirkningen fra mekaniske vibrationer og resonans under printet via resonanskompensationsteknologi og forbedrer dermed printkvalitet og præcision. Den minimerer bølger, vibrationsmønstre eller forvrængning på overfladen af de printede dele og giver glattere og mere præcise resultater. Det er især vigtigt ved opgaver, der kræver høj præcision og stabilitet.
Kalibrering af flowdynamik
Under 3D-print er præcis styring af materialeflowet afgørende for printkvaliteten. Forkerte flowindstillinger kan føre til problemer som upræcise dimensioner, dårlig vedhæftning mellem lag og overfladeproblemer. Formålet med dynamisk flowkalibrering er at måle materialets dynamiske respons ved forskellige flowhastigheder, beregne materialets hysterese under ekstruderingen og udføre hysteresekompensation i realtid under printet. Det giver printeren mulighed for at opnå ensartet ekstrudering selv ved høje hastigheder og accelerationer og dermed mere præcise og ensartede resultater.
Implementering af dynamisk flowkalibrering omfatter typisk følgende trin:
Måling af dynamisk hysterese
A1 mini bruger sensorer til at måle ændringen i materialets flowhastighed under kalibreringen.
Dynamisk flowkalibrering
Printeren beregner automatisk kompensationsparametre ud fra data om ændringen i flowhastighed, svarende til "pressure advance" i Klipper eller "linear advance" i Marlin.
Justering i realtid
Under printet kompenserer printeren for ekstruderingsvolumen ud fra realtidskrav til flowhastighed, så materialeflowet fra ekstruderen forbliver synkroniseret med XY-aksernes højhastighedsbevægelse. Det sikrer ensartet flowhastighed på tværs af forskellige printområder og lag.
Med dynamisk flowkalibrering kan A1 mini dynamisk justere materialeflowet under printet og tilpasse sig forskellige printforhold og krav. Det bidrager til at forbedre printkvalitet, præcision og ensartethed og sikrer, at de printede dele har korrekte dimensioner og kvalitet, samtidig med at problemer fra upræcist materialeflow reduceres.
Aktiv støjdæmpning af motorer
Motorstøj skyldes typisk mekaniske vibrationer, motordrift, blæserdrift eller ekstruderbevægelse i en 3D-printer. Denne støj kan både forstyrre den, der betjener printeren, og påvirke komforten i de omgivende rum. Støjdæmpningsfunktionen for motorer har til formål at reducere det samlede printstøjniveau ved at dæmpe den støj, motorerne danner under printet.
Støjdæmpning af motorer opnås ved at måle de uhensigtsmæssige egenskaber inde i motoren og beregne kompensationsmængden i realtid ud fra motorens aktuelle driftstilstand under printet. Denne kompensation anvendes derefter på motoren og skaber modsatrettede vibrationer i motoren, der modvirker de vibrationer, motorens upræcisheder forårsager. Kalibrering af motorstøj findes i kalibreringsmenuen, så du kan rekalibrere motorstøjen efter behov.
Afsluttende bemærkninger
Vi håber, denne vejledning var nyttig. Hvis den ikke løser dit problem, kan du oprette en supportsag direkte hos Bambu Lab, så hjælper de dig videre.
Denne guide er oversat og bearbejdet til dansk fra Bambu Labs officielle vejledning. Se den originale guide hos Bambu Lab →
← Tilbage til A1-guides