
Påvirkningen af det første lag på printkvaliteten
I 3D-printning påvirker kvaliteten af det første lag i høj grad succesraten for en print. Mens mindre imperfektioner i det første lag normalt ikke mærkbart påvirker den endelige model, kan alvorlige problemer med det første lag direkte kompromittere den samlede printkvalitet eller endda føre til printfejl. For højpræcisions 3D-printere som H2D falder problemer med det første lag hovedsageligt ind under to kategorier, som hver især udgør forskellige niveauer af risiko.
Dyse For Tæt På Varmebed (Første lag er for lavt)
Dyse kan skrabe varmepladen, hvilket potentielt kan skade både dysen og byggepladen.
Overdreven vedhæftning mellem printet og varmebedet kan gøre fjernelse vanskelig eller endda rive modellen itu.
Utilstrækkelig ekstrudering af første lag kan forårsage "tilstopning" (filament akkumuleres ved dyseenden, hvilket blokerer ekstruderingen).
Dyse For Langt Væk Fra Varmebed (Første lag er for højt)
De sparsomme mellemrum mellem bundlagets linjer svækker udseendet og den strukturelle integritet.
Dårlig vedhæftning på grund af utilstrækkelig kontakt med varmebedet kan forårsage vridning, forskydning, spaghetti eller tilstopning-lignende fejl midt i printningen.
Acceptable Første-Lags Eksempler
Høj kvalitet første lag:
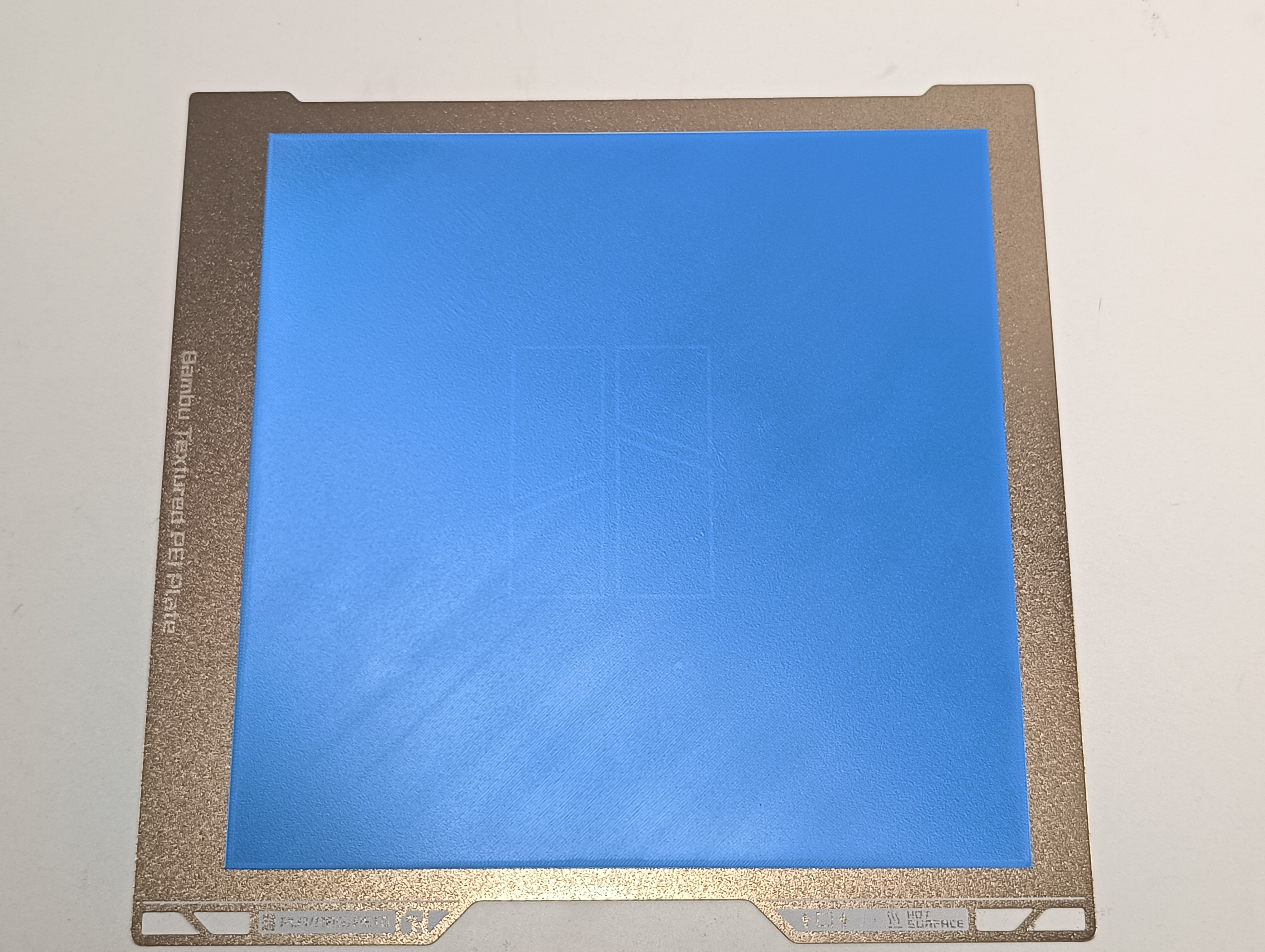
Bemærk: Mindre defekter som lette variationer i linjebredde eller små rynker (f.eks. har kun 5% af det første lag defekter, mens de resterende 95% er flade) påvirker typisk ikke succesraten for udskriften. Så længe den overordnede vedhæftning og lagbinding forbliver upåvirket, vil sådanne ufuldkommenheder ikke væsentligt forringe den endelige udskriftskvalitet (se figuren nedenfor).
Kvalificeret første lag eksempel 1:

Hvordan man opnår et høj-kvalitets første lag
Kalibrering & Nivellering
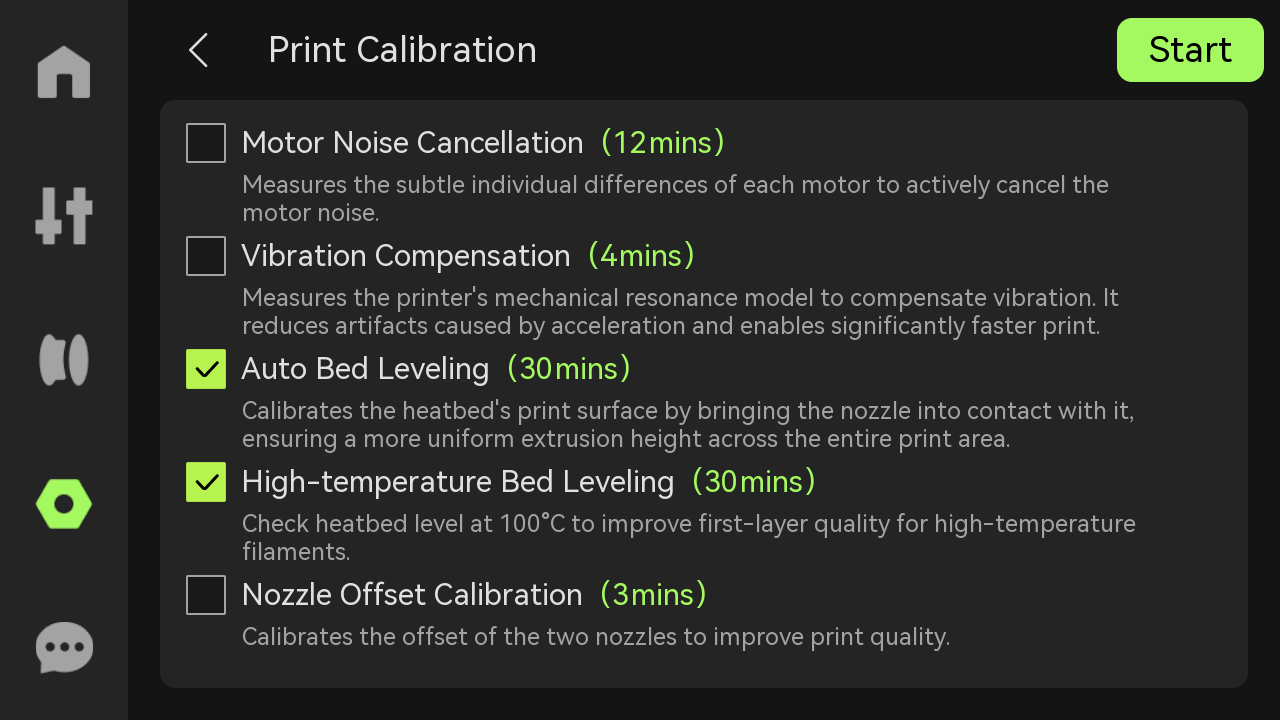
- Uanset problemerne med kvaliteten af den første lagudskrivning, anbefaler vi at starte med en kalibrering. Kør Auto Bed Leveling og High-temperature Bed Leveling i Indstillinger > Kalibrering > Udskrivningskalibrering. Hvis printeren er blevet flyttet, opbevaret i lang tid, eller hvis varmebedet er blevet adskilt eller udskiftet, skal du køre nivelleringen igen under kalibreringen.
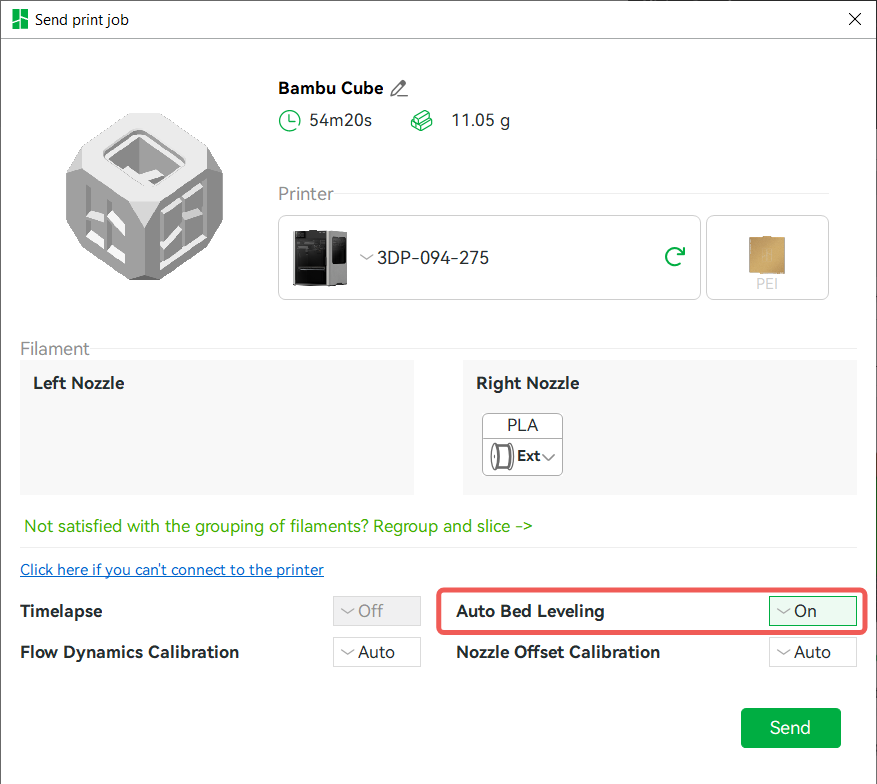
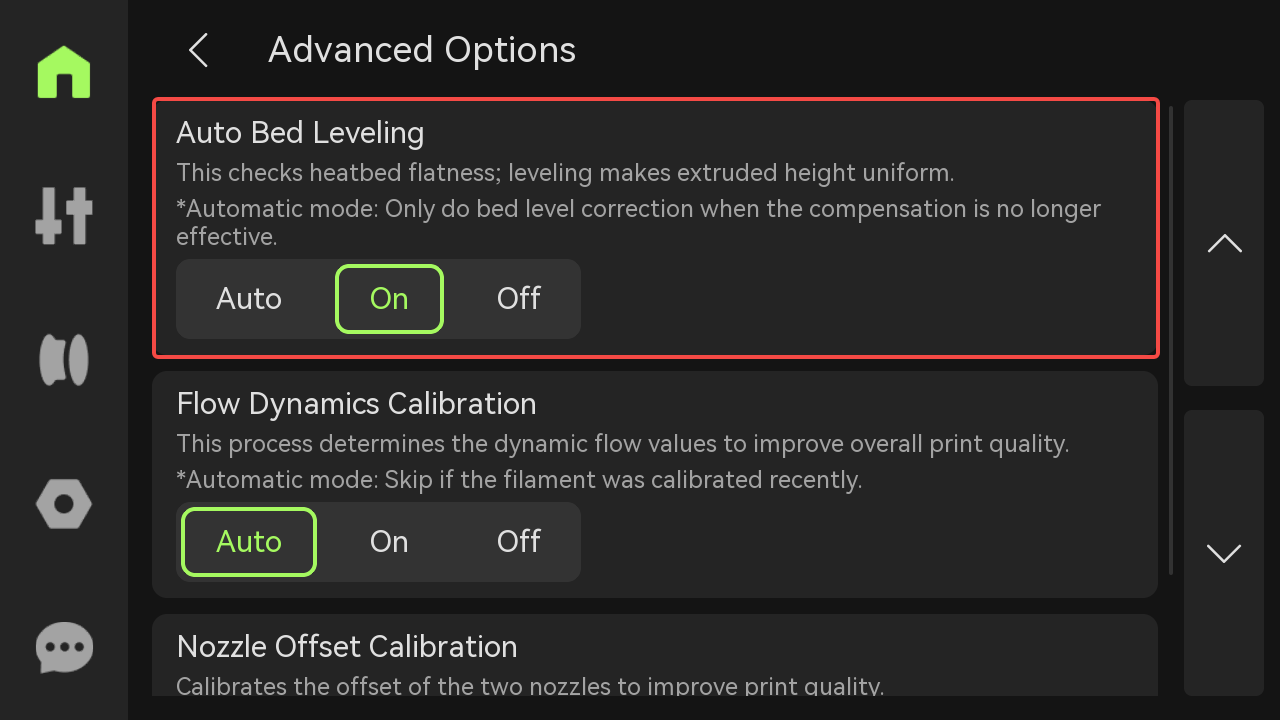
- Før du printer, skal du vælge "Tændt" i "Auto Bed Leveling" i vinduet Send printjob, og en hurtigere nivellering vil blive udført, før hver printopgave starter.
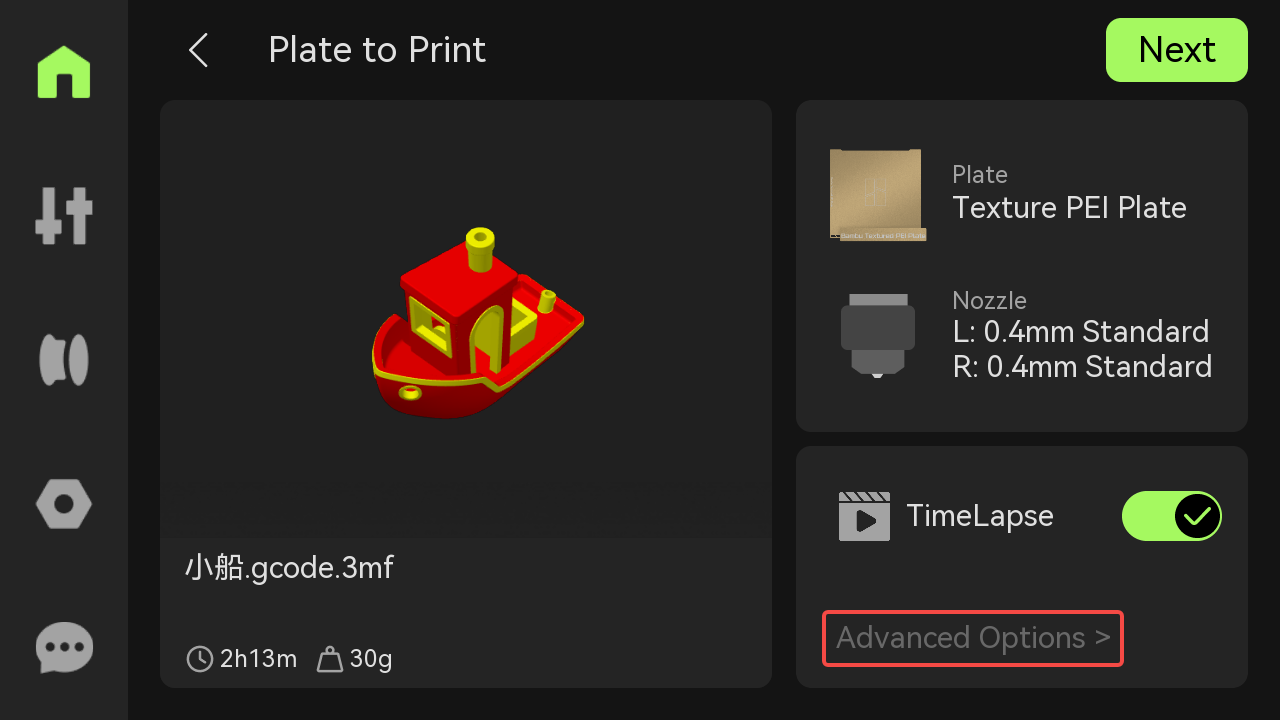
Automatisk sengejustering kan også aktiveres på printerens skærm: Avancerede indstillinger > Automatisk sengejustering.
 |  |
Bemærk: Både pre-print nivellering og kalibreringsdata (inklusive Auto/Højtemperatur Bed Nivellering) gemmes i printeren. Systemet anvender automatisk disse datasæt under udskrivning.
For detaljer, se venligst: H2D Printer FAQ
Første-Lags Problemløsningsguide
Store Område/Hele Plade Første Lag For Lavt
Løsning:
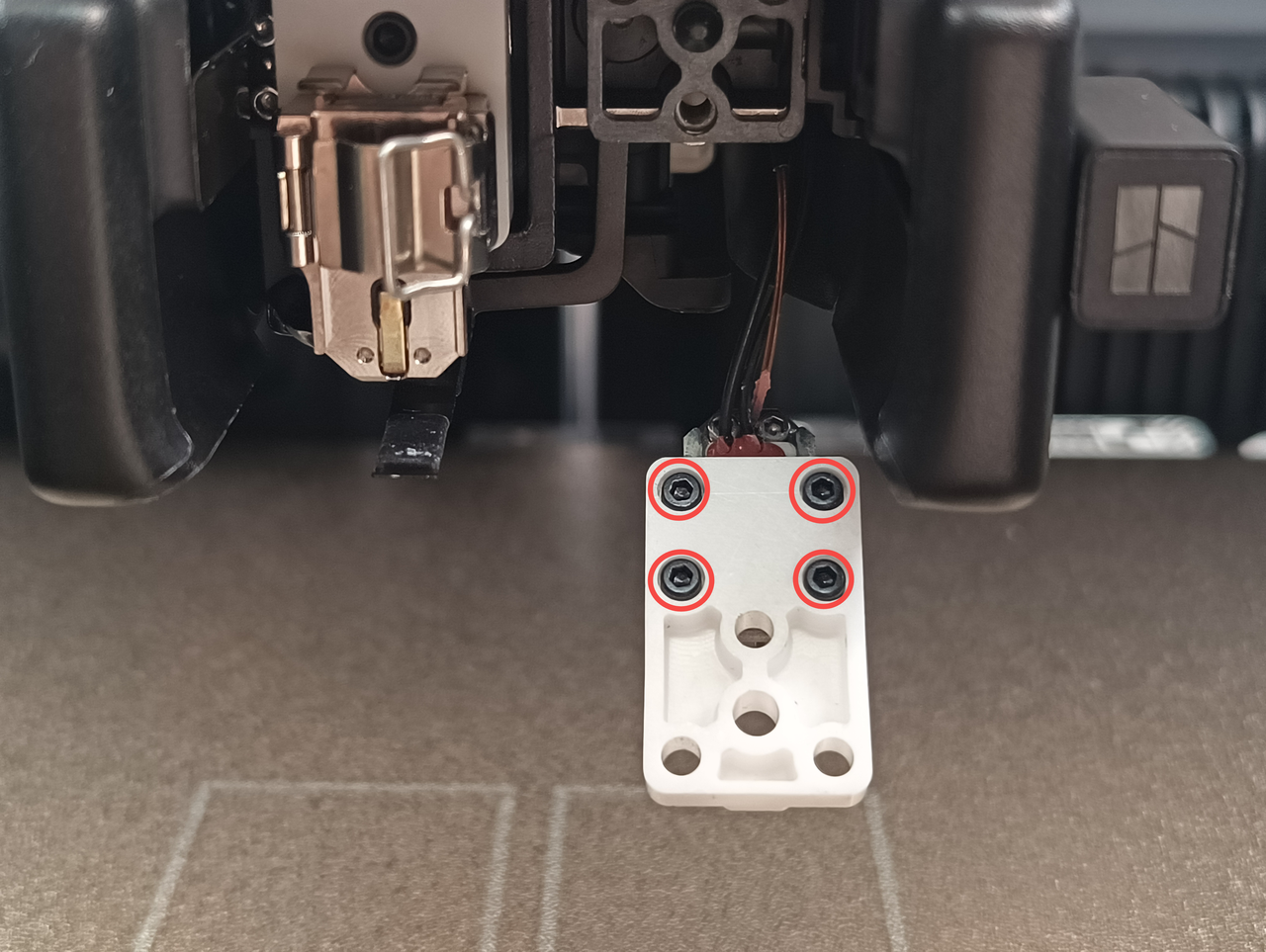
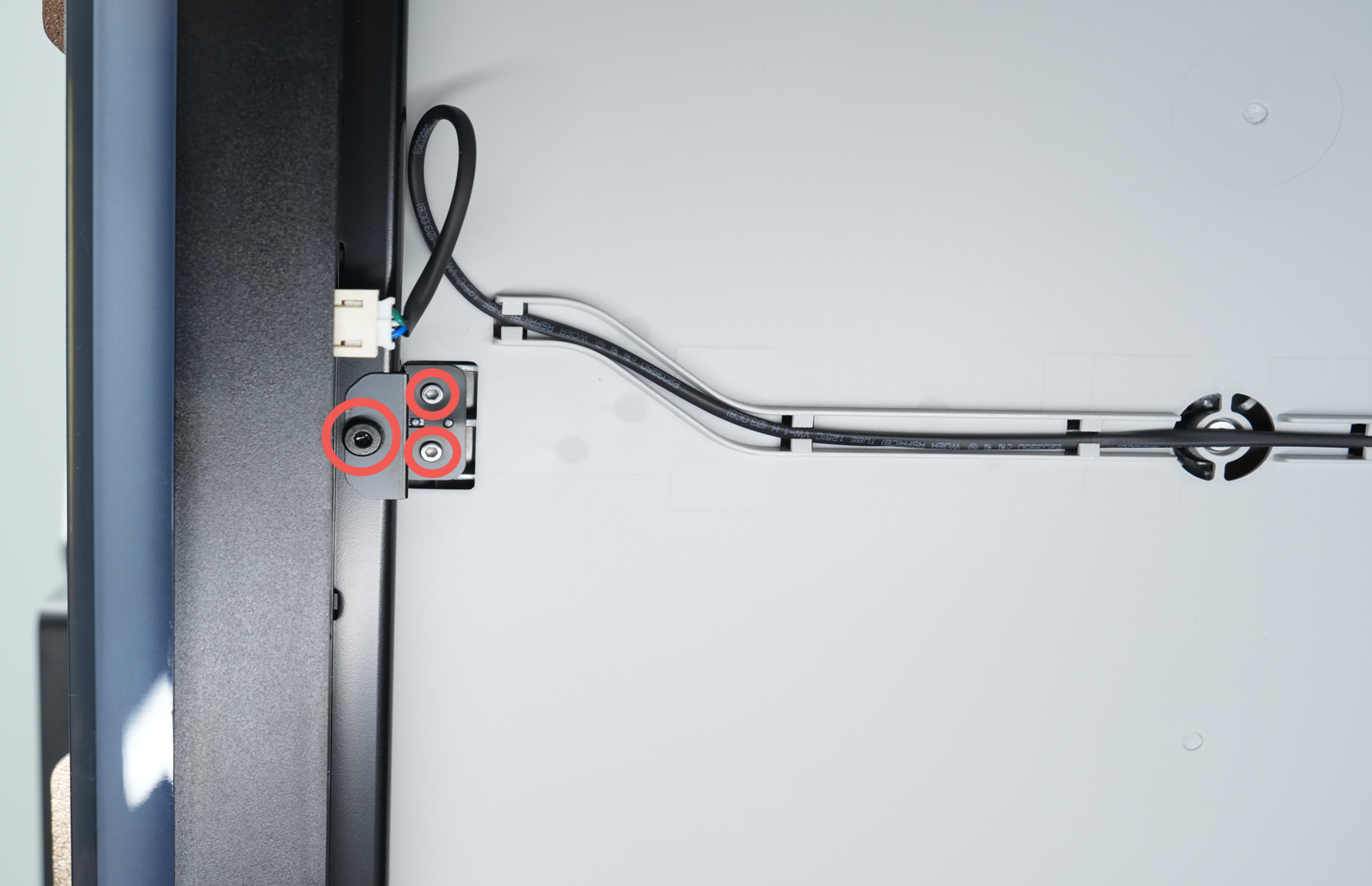
- Stram keramiske base skruer
løsne skruerne på den keramiske base (4 til venstre, 3 til højre). Hvis du fjerner den venstre hotend varmeenhed, skal du også fjerne de to skruer på det venstre kabelark (se diagram).
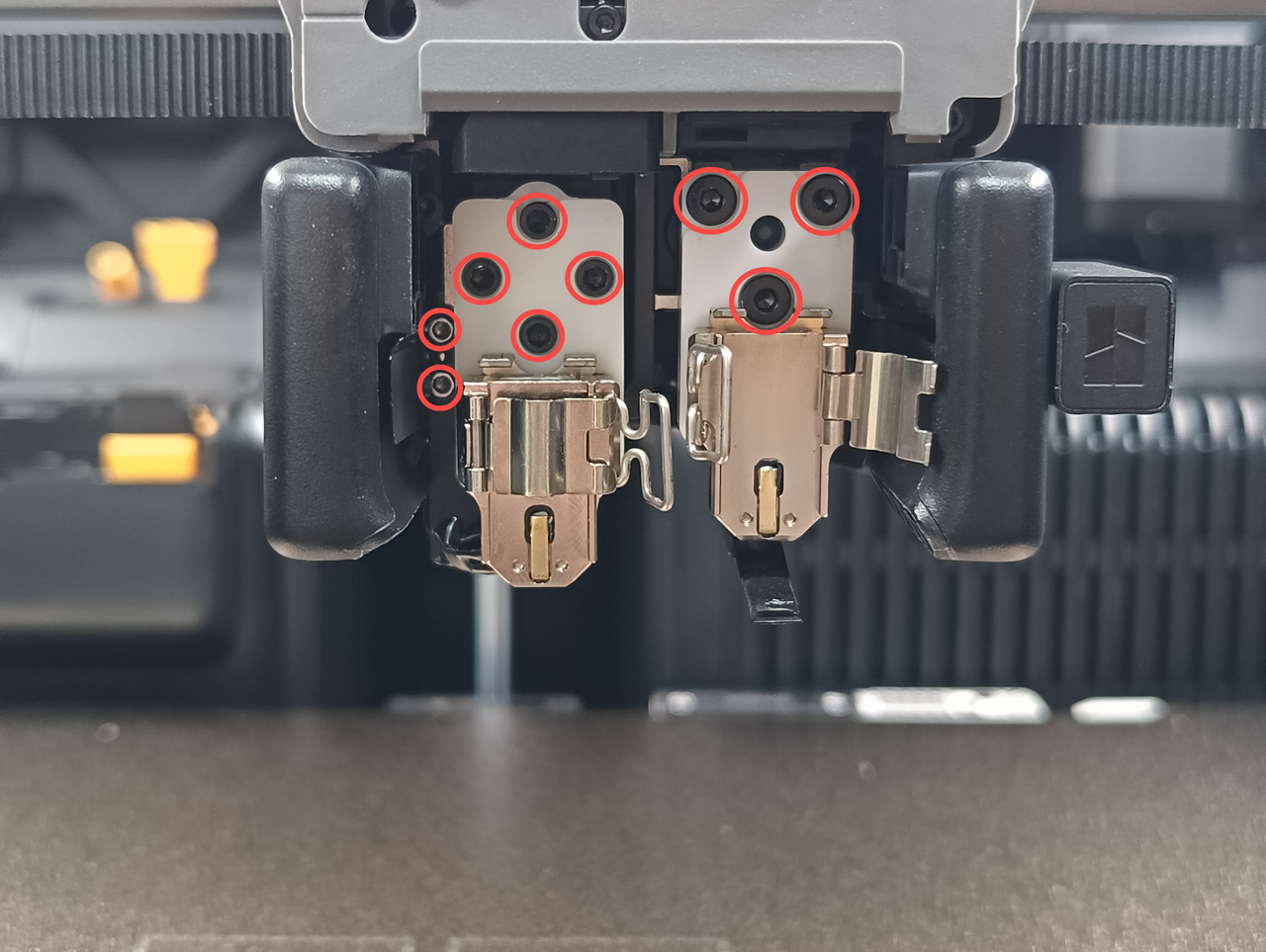
- Stram forsigtigt de 4 skruer på hotend varmeenhedens bagside (1/8 drejning).
- Forsigtighed: Overstram ikke, hvis skruerne allerede er stramme - dette kan beskadige den keramiske base.
 |  |
- Geninstaller den keramiske base og sikr alle skruer.
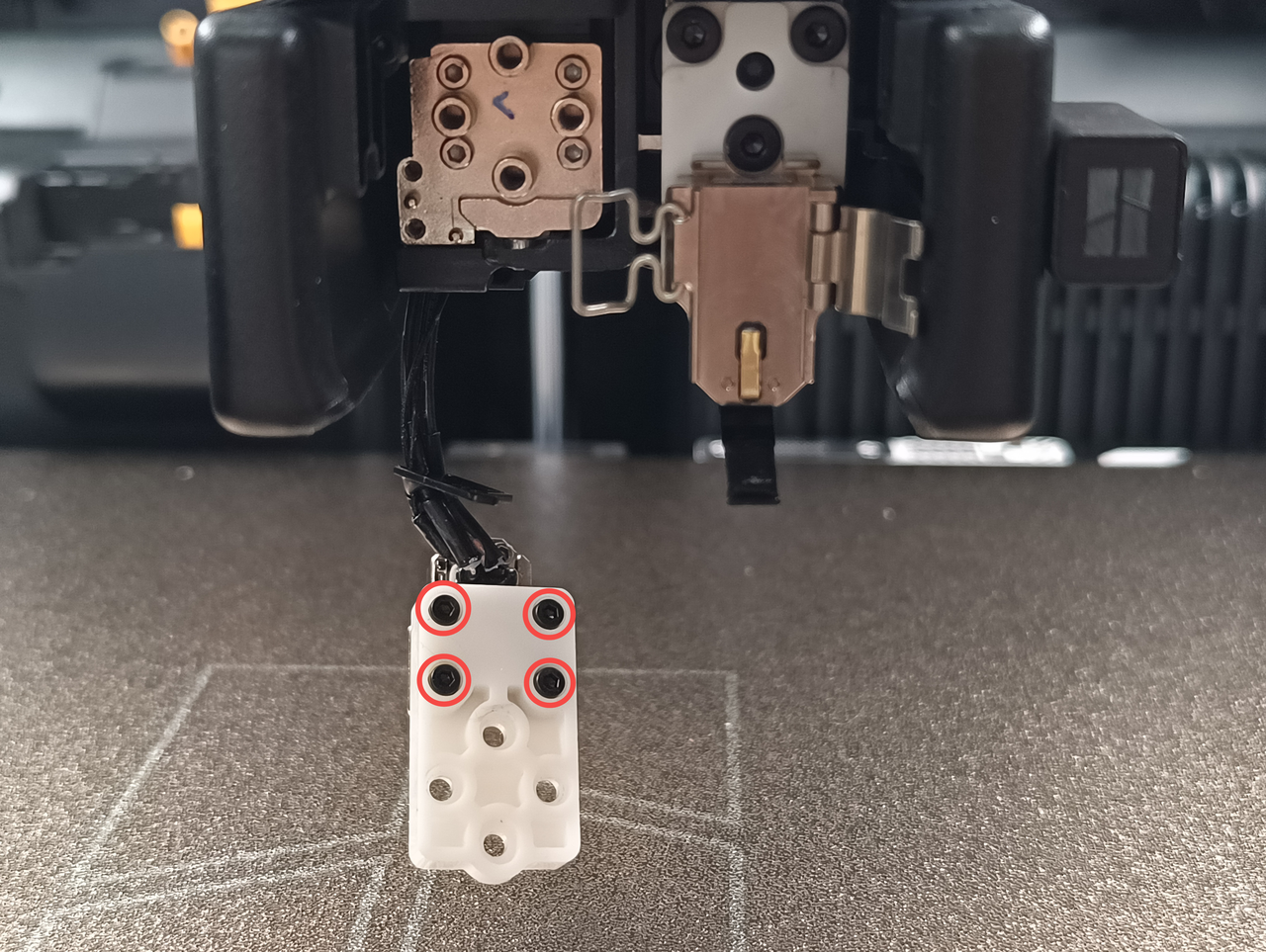
- Kontroller dyseinstallation
- Tryk dysen nedad, før du låser klipset, for at sikre korrekt indgreb.
 Eksempel på en hotend klips der ikke er sikret korrekt |  Eksempel på en hotend klips der ER sikret korrekt |
Manuelt vippes dysen for at bekræfte stabilitet. Hvis den er løs, er hotenden ikke helt sikret.
Delvis Første Lag For Lavt
Den første lag af printning er delvist lav, normalt i området nær printerens hoveddør, som vist i følgende figur.
Løsning:
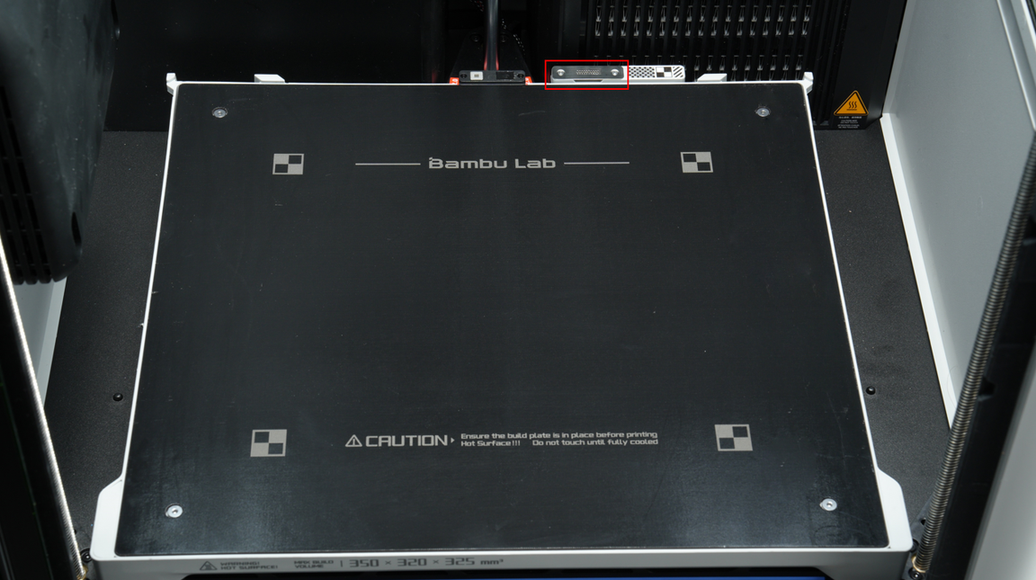
- Brug en skruetrækker eller en unbrakonøgle til at løsne den sorte side låseskrue i bunden foran på varmepladen (ca. 1 omgang). Denne skrue bruges primært til at øge stivheden af varmepladen under transport, men for stramning kan forårsage lokal lavhed.
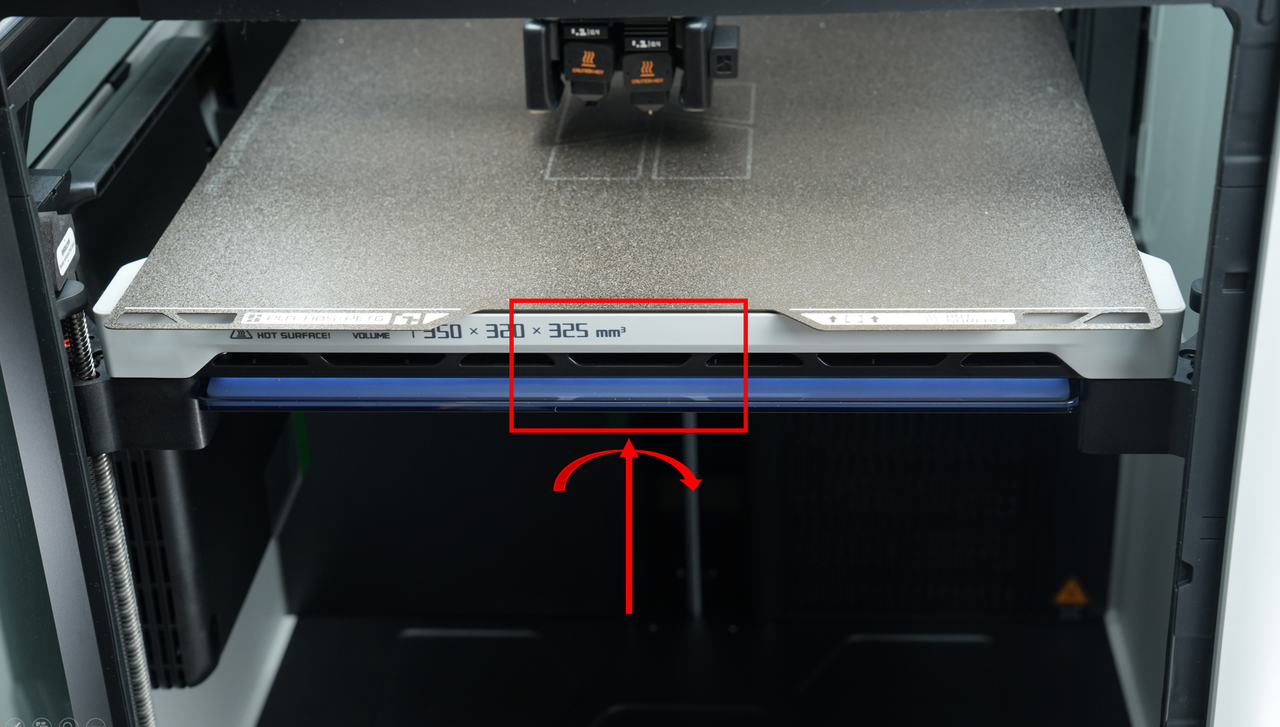 Skruerne er placeret på din lave forside af heatbedden |  Løsne skruerne i den retning som pilen viser |
- Genkør kalibreringen og verificer kvaliteten af første lag.
Hvis ikke løst:
- Brug H2.0 og H1.5 skruetrækkere eller unbrakonøgler til at fjerne de 3 side-låseskruer på varmepladen (se den følgende figur for placeringen).
- Bemærk: Disse 3 skruer bruges kun til at forbedre stødmodstanden under transport. At fjerne skruerne under normal brug vil ikke påvirke printkvaliteten.
- Efter at have fjernet skruerne, skal du køre kalibreringsproceduren igen og genudskrive testen.
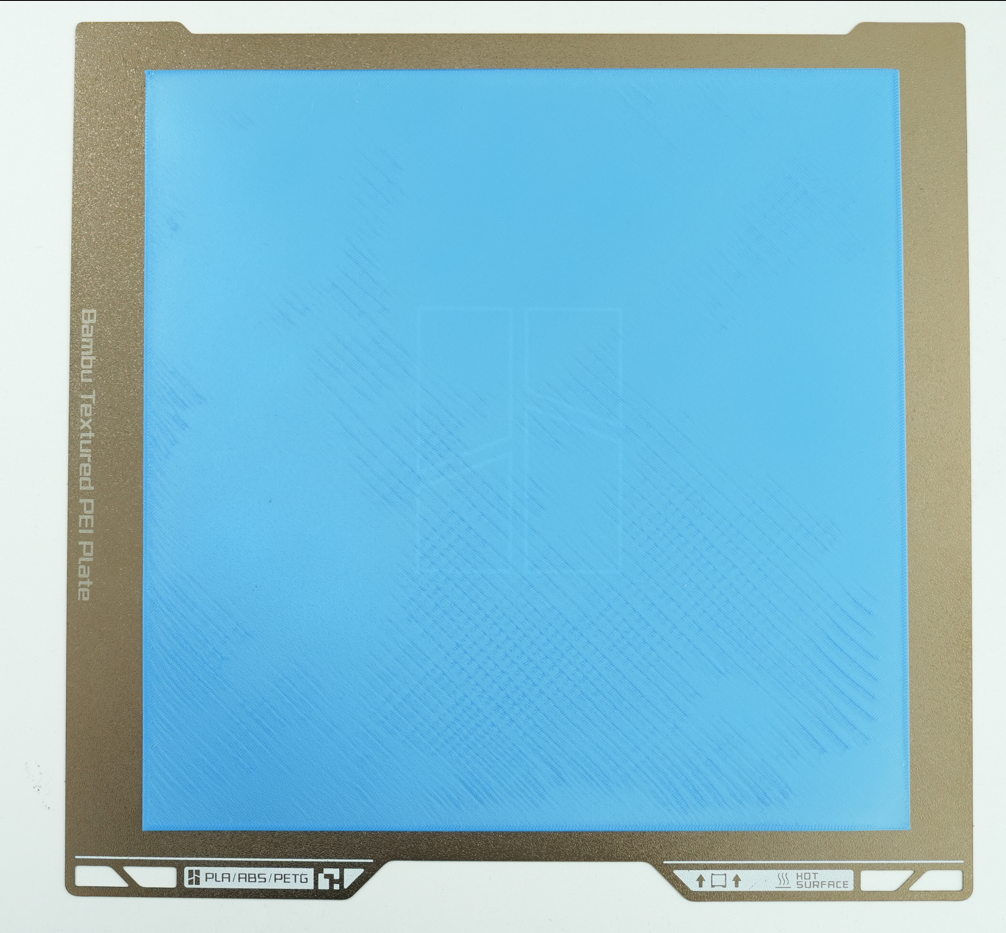
Store områder første lag for højt/spredt
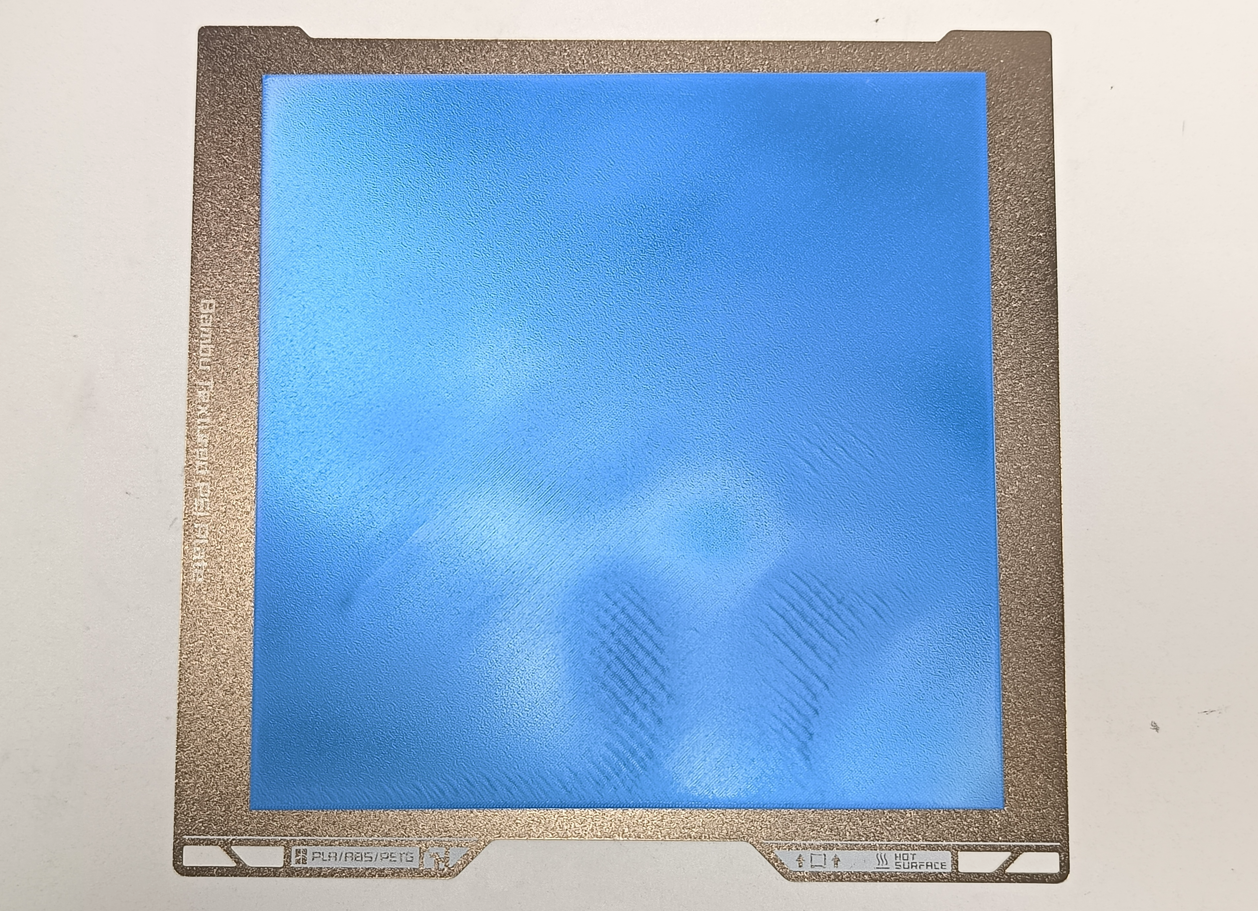
Det første lag er for højt, hvilket normalt viser sig som sparsomme linjer og svag vedhæftning. Når man fjerner printet, kan linjerne adskille sig, som vist i figuren nedenfor.

Løsning:
- Kontroller, om dyseviskeren (hårdt stålplade eller blød silikonebørste) er ren og på plads, og bekræft, om den hårde stålplade er bøjet eller deformeret (hvis den er konkav i midten, vil dysen ikke kunne komme i kontakt med stålpladen, når den tørrer dysen). Positionen vises i figuren nedenfor;
 hård stålplade |  blød silikone børste |
Restfilamenter på dysen før nivellering kan forårsage fejl i nivelleringens højde. Sørg venligst for, at dysen er ren før nivellering.

Avanceret Justering
Hvis problemer i første lag fortsætter efter at have prøvet ovenstående:
Forvarm varmebedet til den ønskede temperatur og hold det i 10–15 minutter, før du printer.
Refer to the wiki to perform manual bed leveling and make sure it is not tilted. H2D Bed Tramming
Midlertidig løsning: Juster Z-offset
Bemærkninger: Denne metode er en midlertidig løsning, der er velegnet til hurtigt at rette problemer på det første lag, men den kan introducere nye lokale defekter (for eksempel, efter at have rettet et lokalt lavt område på det første lag, kan det oprindeligt normale område være højere).
Anbefalede justeringsområder:
Textureret plade: -0,02 mm til 0 mm
Ikke-struktureret plade: -0,01 mm til 0,01 mm
Metoder:
Ændre G-kode
- Textureret plade: Find G29.1 Z{-0.02} i Printerindstillinger → Maskinstart G-kode og juster til G29.1 Z{xxx}. Hvis det første lag er for lavt, kan du ændre det til Z{0}, hvilket svarer til at løfte dyse 0,02 mm højere end standardindstillingen ved udskrivning (for at sikre et ensartet første lag presses værktøjet ned 0,02 mm som standard, når der bruges en tekstureret plade).
- Textureret plade: Find G29.1 Z{-0.02} i Printerindstillinger → Maskinstart G-kode og juster til G29.1 Z{xxx}. Hvis det første lag er for lavt, kan du ændre det til Z{0}, hvilket svarer til at løfte dyse 0,02 mm højere end standardindstillingen ved udskrivning (for at sikre et ensartet første lag presses værktøjet ned 0,02 mm som standard, når der bruges en tekstureret plade).

- Ikke-struktureret plade: For andre typer byggeplader, såsom glatte plader, tilføj {else} G29.1 Z{xxx}, som vist i figuren nedenfor.

Justeringsmetode
Første lag for højt → Reducer offset (f.eks. -0.02 → -0.03).
Første lag for lavt → Øg offset (f.eks. -0,02 → -0,01).
Det anbefales først at kopiere hele start G-koden (Maskin Start G-kode) til en teksteditor for ændringer. Efter at have gennemført ændringerne, indsæt det tilbage i det originale indstillingsinterface for at undgå ved et uheld at ændre andre G-kode kommandoer, hvilket kan forårsage trykafvigelser.
Slutnoter
Vi håber, at den detaljerede vejledning, der er givet, har været nyttig og informativ.
Hvis denne guide ikke løser dit problem, bedes du oprette en Bambu Lab sag, vi vil besvare dine spørgsmål og give assistance.